Effect of Microstructures on Working Properties of Nickel-Manganese-Copper Cast Iron


Abstract
1. Introduction
- EquNi—nickel equivalent (wt %),
- C, Si, Ni, Mn, Cu—concentrations of elements (wt %).
2. Materials and Methods
- VP—linear corrosion rate (mm/year),
- VC—mass loss in time (mg/(dm2·day)),
- d—density of metallic material (g/cm3).
3. Results and Discussion
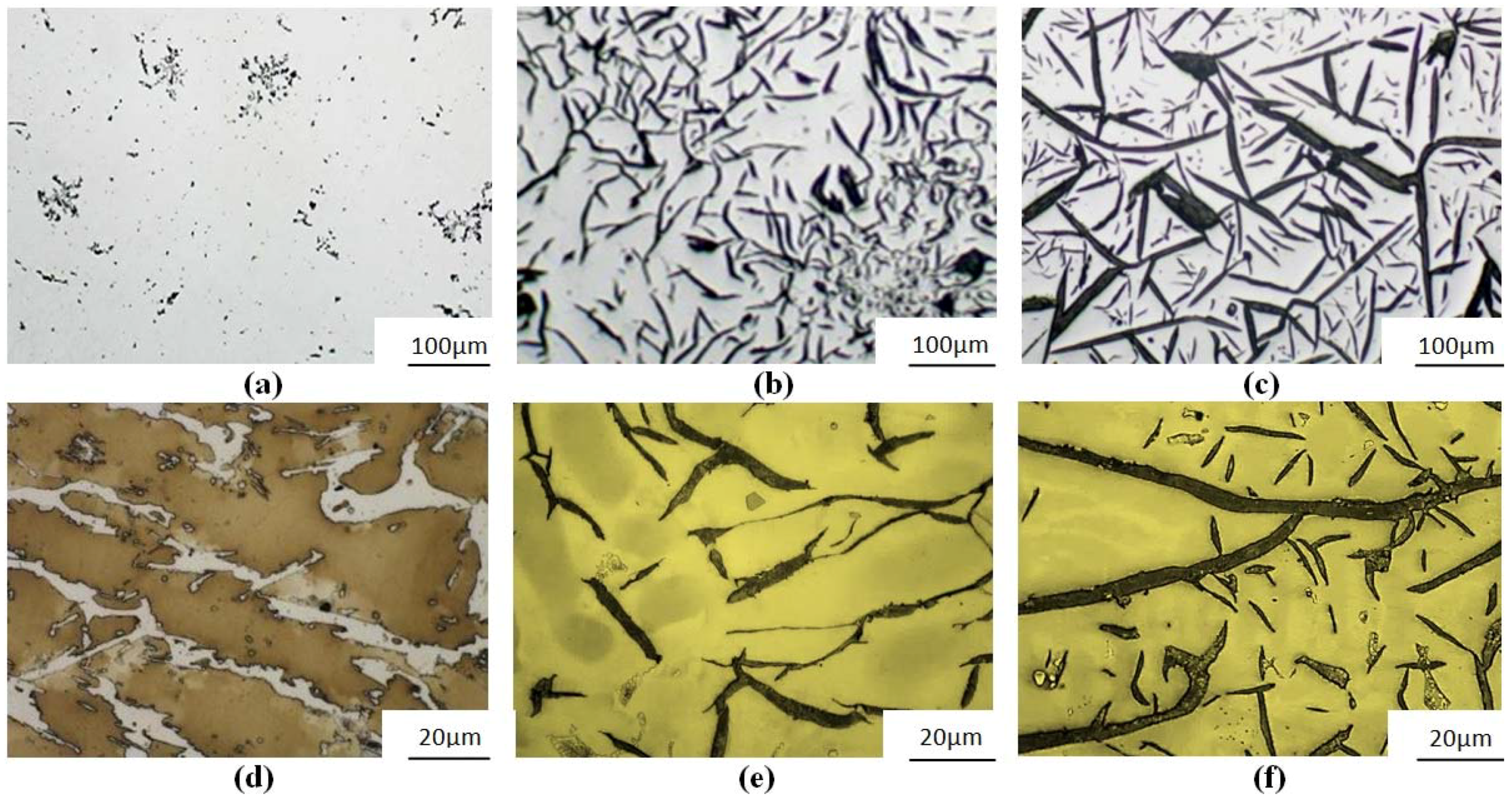
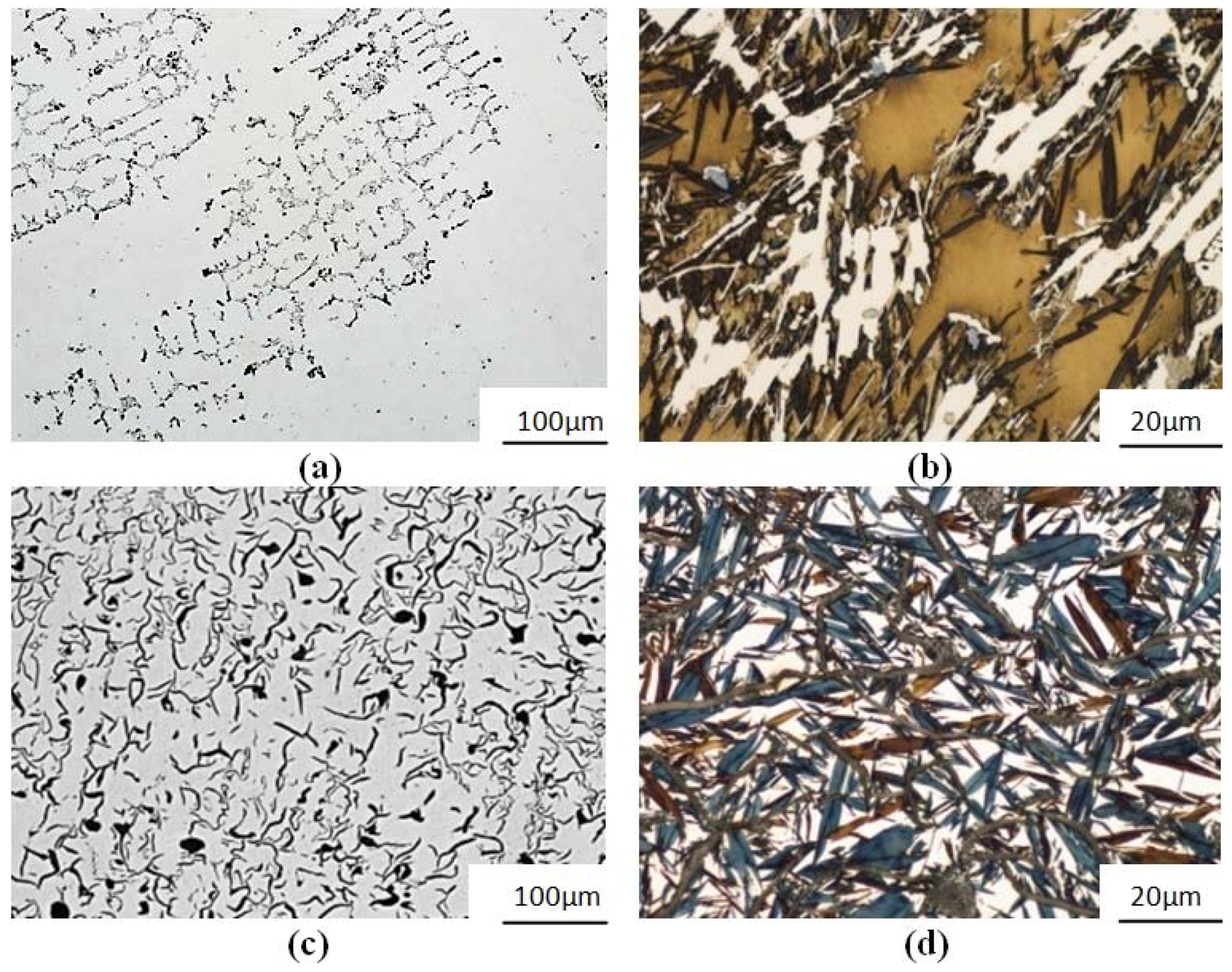
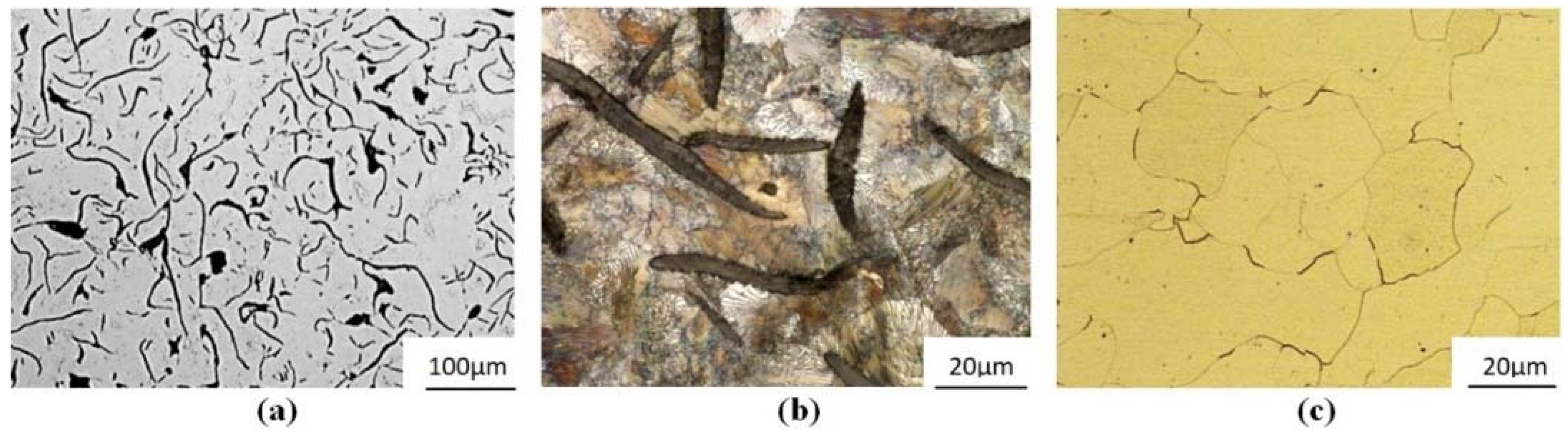
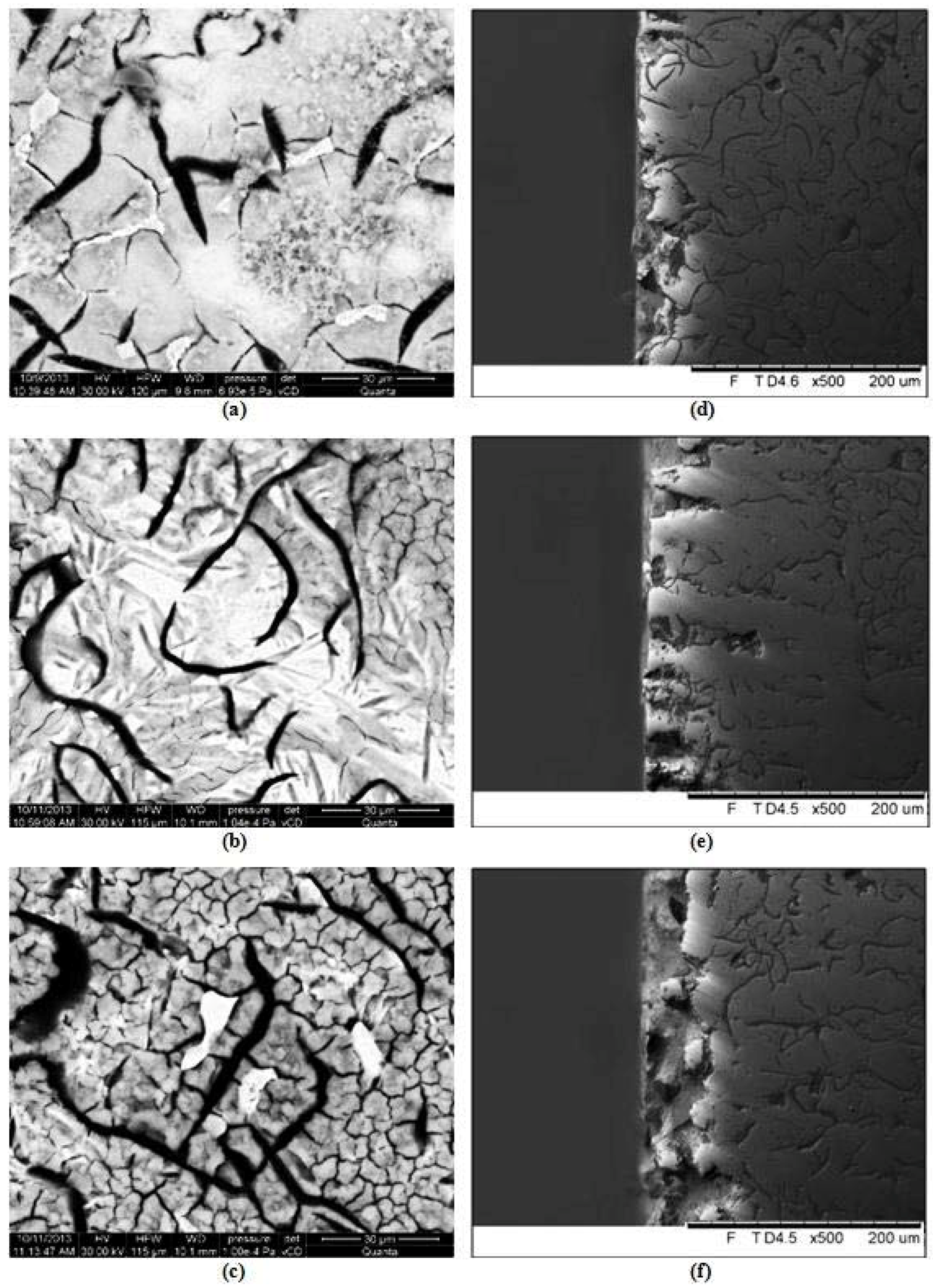
3.1. Microscopic Observations and Hardness Measurements
3.2. Abrasive-Wear Resistance Tests
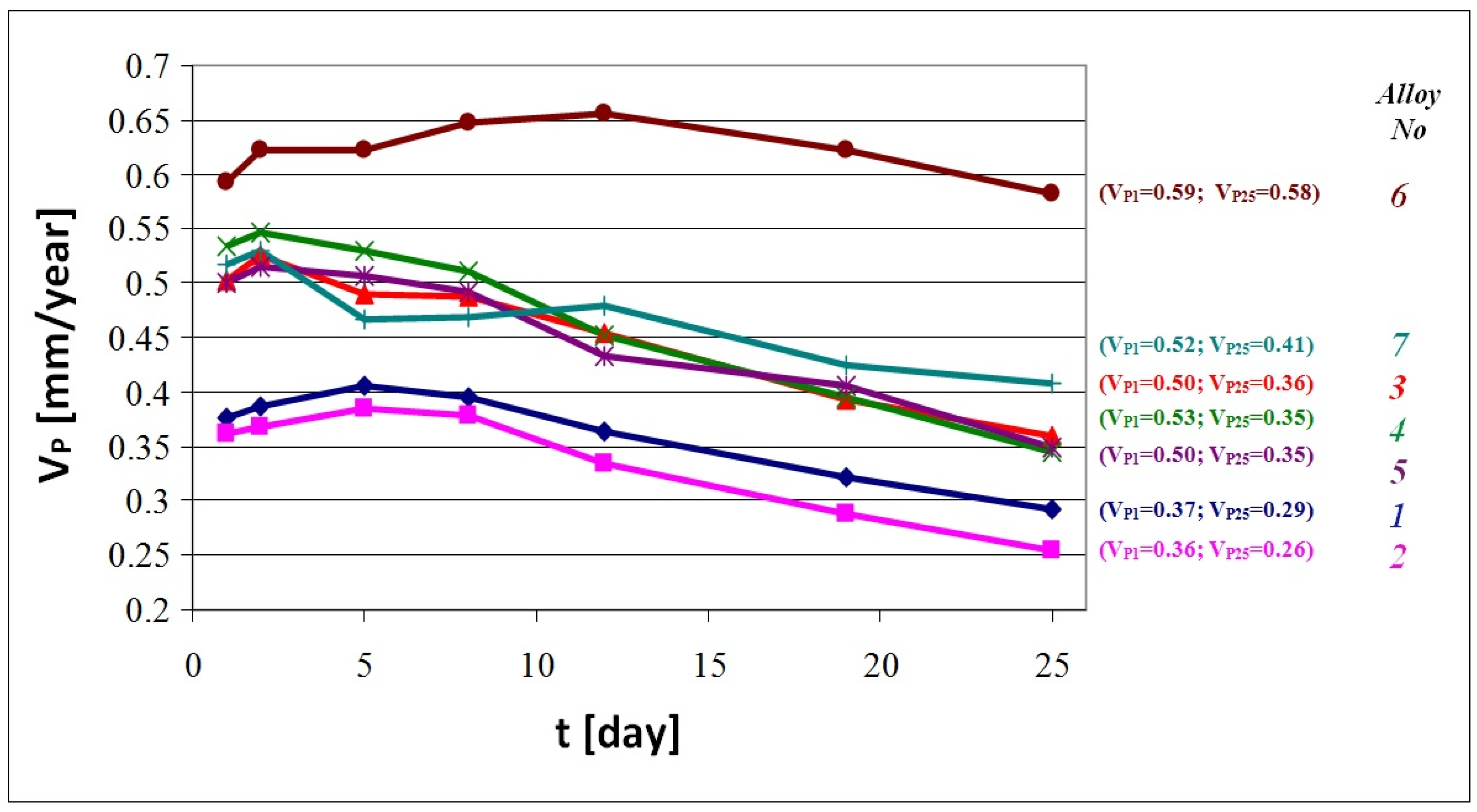
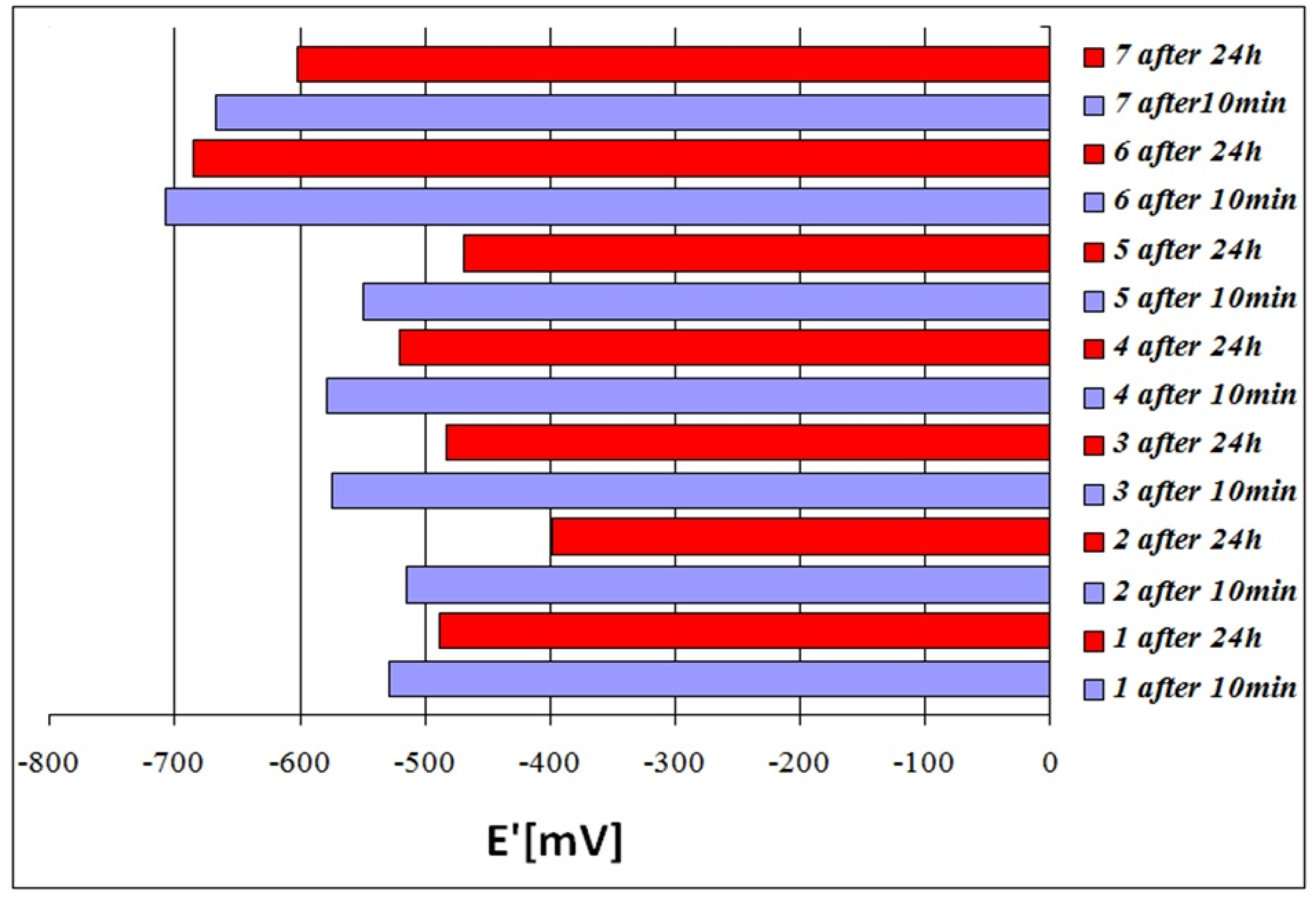
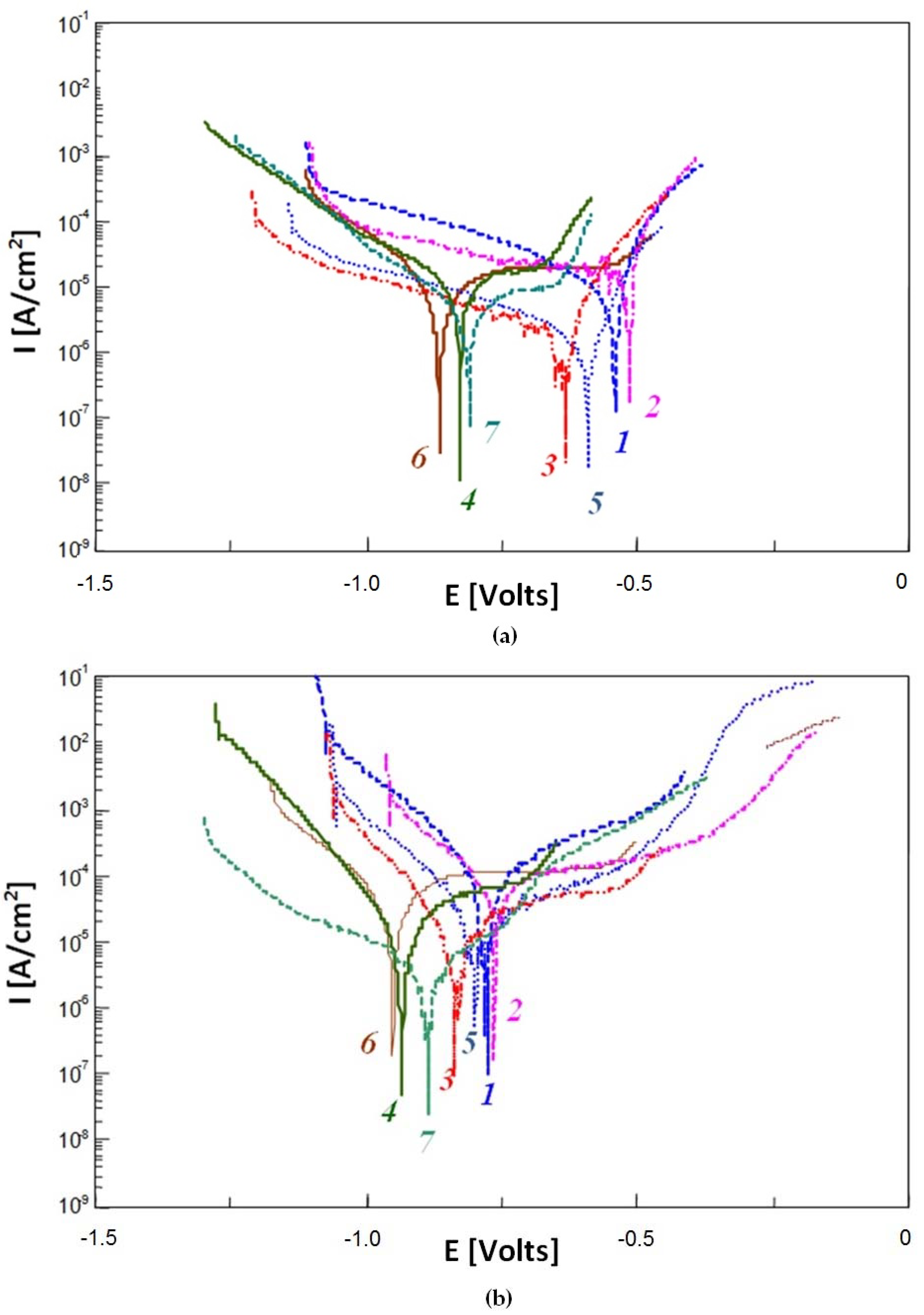
3.3. Corrosion Resistance Tests
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Podrzucki, C. Cast Iron: Structure, Properties and Application; T ½; ZG STOP: Kraków, Poland, 1999. [Google Scholar]
- Janus, A.; Granat, K. Abrasion Resistant Austenitic-Bainitic Cast Iron; Report of Institute of Machine Engineering and Automation of Wroclaw University of Technology; SPR 28; Institute of Machine Engineering and Automation of Wroclaw University of Technology: Wrocław, Poland, 2005. [Google Scholar]
- Stachowiak, G.B.; Stachowiak, G.W.; Celliers, O. Ball-cratering abrasion tests of high-Cr white cast irons. Tribol. Int. 2005, 5, 1076–1087. [Google Scholar] [CrossRef]
- Venkatesha, B.; Srikera, K.; Prabhakar, V.S.V. Wear characteristics of hardfacing alloys: State-of-the-art. Procedia Mater. Sci. 2015, 15, 527–532. [Google Scholar] [CrossRef]
- Medyński, D.; Janus, A. Effect of austenite transformation on abrasive wear and corrosion resistance of spheroidal Ni-Mn-Cu cast iron. Arch. Foundry Eng. 2016, 16, 63–66. [Google Scholar] [CrossRef][Green Version]
- Gawlik, J.; Schmidt, J.; Nowak, T.; Wójcicki, Z. Nitrogen as an alloying element improving material properties of the high carbon cast steel for ball mill liner plates. Arch. Civ. Mech. Eng. 2017, 14, 926–934. [Google Scholar] [CrossRef]
- Medyński, D.; Janus, A.; Zaborski, S. Effect of heat-treatment parameters of cast iron GJS-X350NiMnCu7-3-2 on its structure and mechanical properties. Arch. Foundry Eng. 2017, 17, 121–126. [Google Scholar] [CrossRef][Green Version]
- Mond Nickel Company. Ni-Resist Austenitic Cast Iron: Properties and Applications; Mond Nickel Company: London, UK, 1662. [Google Scholar]
- Szpunar, E. The influence of copper on the structure of the austenitic ductile iron Ni-Mn-Cu. Proc. Inst. Precis. Mech. 1967, 1, 12–25. [Google Scholar]
- Seyedi, S.; Rikhtegar, R. Reducing the nickel content by using manganese in austenitic ductile iron. J. Iran. Fundryment Soc. 1994, 14, 122–136. [Google Scholar]
- Lacaze, J. Discussion of The role of manganese and copper in the eutectoid transformation of spheroidal graphite cast iron. Metall. Mater. Trans. A 2001, 32, 2133–2135. [Google Scholar] [CrossRef]
- Ahmabadabi, M.N.; Shamloo, R. Control of austenitic transformations in ductile iron aided by calculation of Fe-C-Si-X phase boundaries. J. Phase Equilib. 2001, 22, 1994–1998. [Google Scholar]
- Pietrowski, S.; Bajerski, Z. Ni-Resist cast iron with reduced nickel content. Arch. Foundry 2005, 5, 445–458. [Google Scholar]
- Janus, A.; Kurzawa, A. Effect of nickel equivalent on austenite transition ratio in Ni-Mn-Cu cast iron. Arch. Foundry Eng. 2013, 13, 53–58. [Google Scholar] [CrossRef]
- Janus, A.; Stachowicz, M. Thermodynamic stability of austenitic Ni-Mn-Cu cast iron. Metalurgija 2014, 53, 353–356. [Google Scholar]
- Medyński, D.; Janus, A. Effect of nickel equivalent on structure and corrosion resistance of nodular cast iron Ni-Mn-Cu. Arch. Foundry Eng. 2015, 15, 69–74. [Google Scholar]
- Medyński, D.; Janus, A. Effect of Chemical composition on structure and corrosion resistance of Ni-Mn-Cu cast iron. Arch. Foundry Eng. 2016, 16, 59–62. [Google Scholar] [CrossRef][Green Version]
- National Research Institute in Radom. Operation and Maintenance Documentation of Test Stand T-07; Department of Tribology: Radom, Poland, 1991. [Google Scholar]
- Bala, H. Corrosion of Materials—Theory and Practice; Editorial Office of Process Engineering. Materials and Applied Physics of Czestochowa University of Technology: Czestochowa, Poland, 2002. [Google Scholar]
- Hryniewicz, T. Electrochemistry for Surface Engineering; Editorial Office of Koszalin University of Technology: Koszalin, Poland, 2005. [Google Scholar]
- Hryniewicz, T.; Rokosz, K. Theoretical Basis and Practical Aspects of Corrosion; Editorial Office of Koszalin University of Technology: Koszalin, Poland, 2010. [Google Scholar]
- Rączka, J.S.; Tabor, A.; Kowalski, A. Resistance of austenitic-bainitic nodular cast iron to corrosive action of sulphuric, nitric and hydrochloric acids. Solidif. Metals Alloys 2000, 2, 527–535. [Google Scholar]
- Cheng-Hsun, H.; Ming-Li, C. Corrosion behavior of nickel alloyed and austempered ductile iron in 3.5% sodium chloride. Corros. Sci. 2010, 52, 2945–2949. [Google Scholar]
- Chung-Kwei, L.; Cheng-Hsun, H.; Yin-Hwa, C.; Keng-Liang, O.; Sheng-Long, L. A study on the corrosion and erosion behavior of electroless nickel and TiAlN/ZrN duplex coatings on ductile iron. Appl. Surf. Sci. 2015, 324, 13–19. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy No. | Chemical Composition (wt %) | EquNi (wt %) | SC (/) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| C | Si | Ni | Mn | Cu | P | S | |||
| 1 | 1.7 | 2.3 | 9.1 | 3.8 | 0.1 | 0.14 | 0.03 | 19.4 | 0.55 |
| 2 | 3.0 | 1.7 | 9.8 | 2.0 | 5.2 | 0.15 | 0.04 | 18.7 | 1.06 |
| 3 | 4.6 | 2.2 | 5.8 | 3.3 | 2.6 | 0.16 | 0.04 | 17.1 | 1.48 |
| 4 | 2.1 | 2.3 | 4.8 | 2.8 | 1.6 | 0.15 | 0.03 | 13.6 | 0.66 |
| 5 | 2.8 | 2.3 | 7.8 | 0.4 | 3.0 | 0.15 | 0.03 | 11.6 | 0.98 |
| 6 | 3.5 | 2.0 | - | 0.4 | - | 0.16 | 0.04 | 2.4 | 0.98 |
| 7 * | 0.01 | - | 0.03 | 0.06 | 0.03 | 0.01 | 0.01 | 0.2 | 0.00 |
| Alloy No. | EquNi (wt %) | Matrix Components Feα–Fem–Feγ–P * (%–%–%–%) | SC (/) | High-Carbon Phases %Cgraph–%Fe3C * | HBW (/) | Wear Rate (mg/m) |
|---|---|---|---|---|---|---|
| 1 | 19.4 | 0–0–100–0 | 0.55 | nodular ID8 < 2%–Fe3C > 98% | 320 | 0.66 |
| 2 | 18.7 | 0–0–100–0 | 1.06 | 100% IA4 with features indicating arrangement type B | 120 | 0.72 |
| 3 | 17.1 | 0–0–100–0 | 1.48 | 100% IC3 | 106 | 0.74 |
| 4 | 13.6 | 0–20–80–0 | 0.66 | ca. 3.5% ID7–ca. 96.5% Fe3C | 450 | 0.63 |
| 5 | 11.6 | 0–60–40–0 | 0.98 | 100% IA5 with features indicating arrangement type E | 350 | 0.68 |
| 6 | 2.4 | 0–0–0–100 | 0.98 | 100% IA3/4 | 210 | 0.70 |
| 7 | - | 0–0–100–0 | - | - | 90 | 0.78 |
| Alloy No. | EquNi (wt %) | Index of Surface Topography (μm) | ||
|---|---|---|---|---|
| RpAVR /±0.2/ | RvAVR /±0.2/ | RzAVR /±0.2/ | ||
| 1 | 19.4 | 5.09 | 13.86 | 18.95 |
| 2 | 18.7 | 7.05 | 20.15 | 27.20 |
| 3 | 17.1 | 7.21 | 20.03 | 27.24 |
| 4 | 13.6 | 5.03 | 13.54 | 18.57 |
| 5 | 11.6 | 5.15 | 12.08 | 18.30 |
| 6 | 2.4 | 5.08 | 13.62 | 18.70 |
| 7 | - | 7.45 | 21.55 | 29.00 |
| Alloy No. | VP (mm/year) after Exposure for Specified Time (Days) | ||||||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 5 | 8 | 12 | 18 | 25 | |
| 1 | 0.37 | 0.39 | 0.41 | 0.40 | 0.37 | 0.33 | 0.29 |
| 2 | 0.36 | 0.37 | 0.38 | 0.37 | 0.34 | 0.29 | 0.26 |
| 3 | 0.52 | 0.53 | 0.49 | 0.49 | 0.45 | 0.39 | 0.36 |
| 4 | 0.53 | 0.55 | 0.53 | 0.51 | 0.45 | 0.39 | 0.35 |
| 5 | 0.50 | 0.52 | 0.50 | 0.49 | 0.43 | 0.39 | 0.35 |
| 6 | 0.59 | 0.63 | 0.63 | 0.65 | 0.66 | 0.63 | 0.58 |
| 7 | 0.52 | 0.53 | 0.46 | 0.47 | 0.48 | 0.43 | 0.41 |
| Alloy No. | E′ (mV) | EK-A (mV) | icorr (μA/cm2) | Rp (kΩ·cm2) | ||||
|---|---|---|---|---|---|---|---|---|
| 10 min | 24 h | 10 min | 24 h | 10 min | 24 h | 10 min | 24 h | |
| 1 | −529 | −488 | −557 | −788 | 14.7 | 41.8 | 1.8 | 0.6 |
| 2 | −515 | −398 | −525 | −774 | 20.4 | 13.1 | 1.3 | 2.0 |
| 3 | −574 | −483 | −599 | −841 | 4.1 | 9.4 | 6.3 | 2.8 |
| 4 | −578 | −520 | −842 | −933 | 11.5 | 12.2 | 2.0 | 2.0 |
| 5 | −550 | −470 | −593 | −799 | 3.4 | 13.3 | 7.8 | 2.0 |
| 6 | −707 | −684 | −865 | −945 | 4.0 | 12.5 | 6.5 | 2.1 |
| 7 | −667 | −602 | −830 | −884 | 4.1 | 5.2 | 6.3 | 5.1 |
| Alloy No. | EquNi (wt %) | Surface Topography Index (μm) | ||
|---|---|---|---|---|
| RpAVR (±0.2) | RvAVR (±0.2) | RzAVR (±0.2) | ||
| 1 | 19.4 | 12.25 | 39.94 | 52.19 |
| 2 | 18.7 | 12.44 | 40.01 | 52.45 |
| 3 | 17.1 | 12.05 | 36.10 | 48.15 |
| 4 | 13.6 | 11.97 | 36.54 | 48.51 |
| 5 | 11.6 | 12.14 | 38.09 | 50.23 |
| 6 | 2.4 | 12.89 | 44.03 | 56.92 |
| 7 | - | 11.08 | 32.17 | 43.25 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Medyński, D.; Janus, A.; Samociuk, B.; Chęcmanowski, J. Effect of Microstructures on Working Properties of Nickel-Manganese-Copper Cast Iron. Metals 2018, 8, 341. https://doi.org/10.3390/met8050341
Medyński D, Janus A, Samociuk B, Chęcmanowski J. Effect of Microstructures on Working Properties of Nickel-Manganese-Copper Cast Iron. Metals. 2018; 8(5):341. https://doi.org/10.3390/met8050341
Chicago/Turabian StyleMedyński, Daniel, Andrzej Janus, Bartłomiej Samociuk, and Jacek Chęcmanowski. 2018. "Effect of Microstructures on Working Properties of Nickel-Manganese-Copper Cast Iron" Metals 8, no. 5: 341. https://doi.org/10.3390/met8050341
APA StyleMedyński, D., Janus, A., Samociuk, B., & Chęcmanowski, J. (2018). Effect of Microstructures on Working Properties of Nickel-Manganese-Copper Cast Iron. Metals, 8(5), 341. https://doi.org/10.3390/met8050341