Optimizing the Gating System for Steel Castings †




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
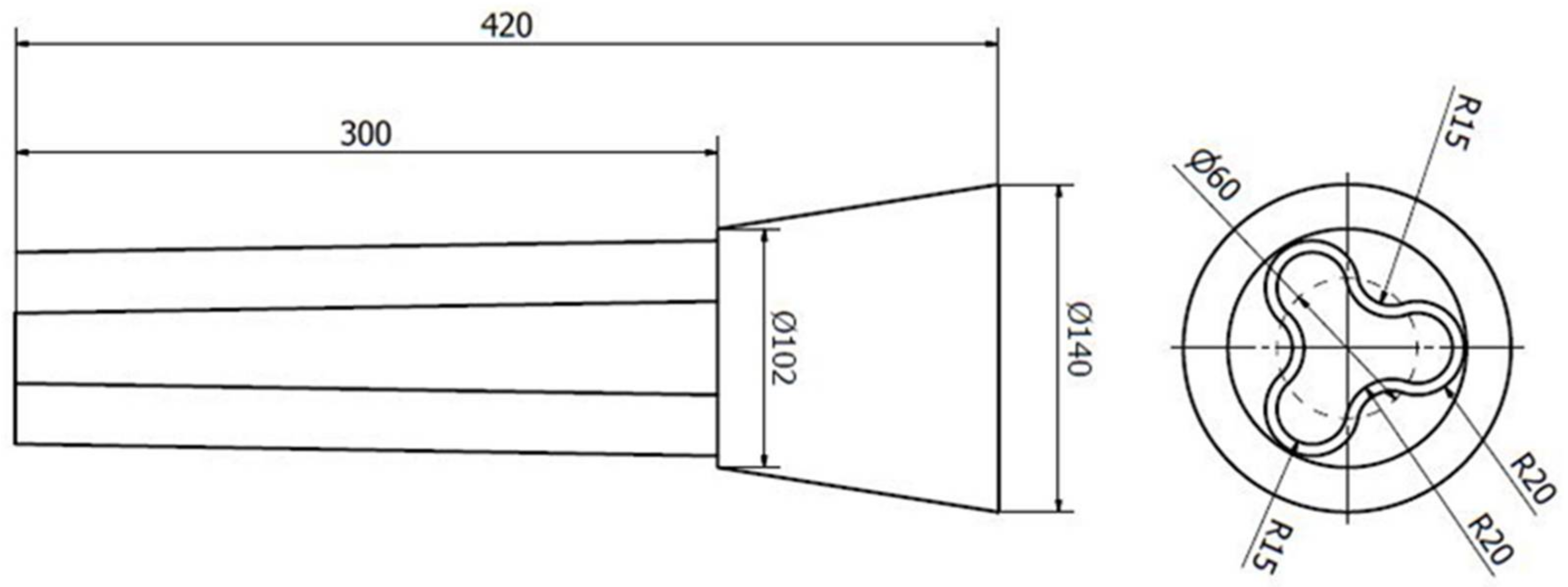
3.1. Reference Gating System Geometry
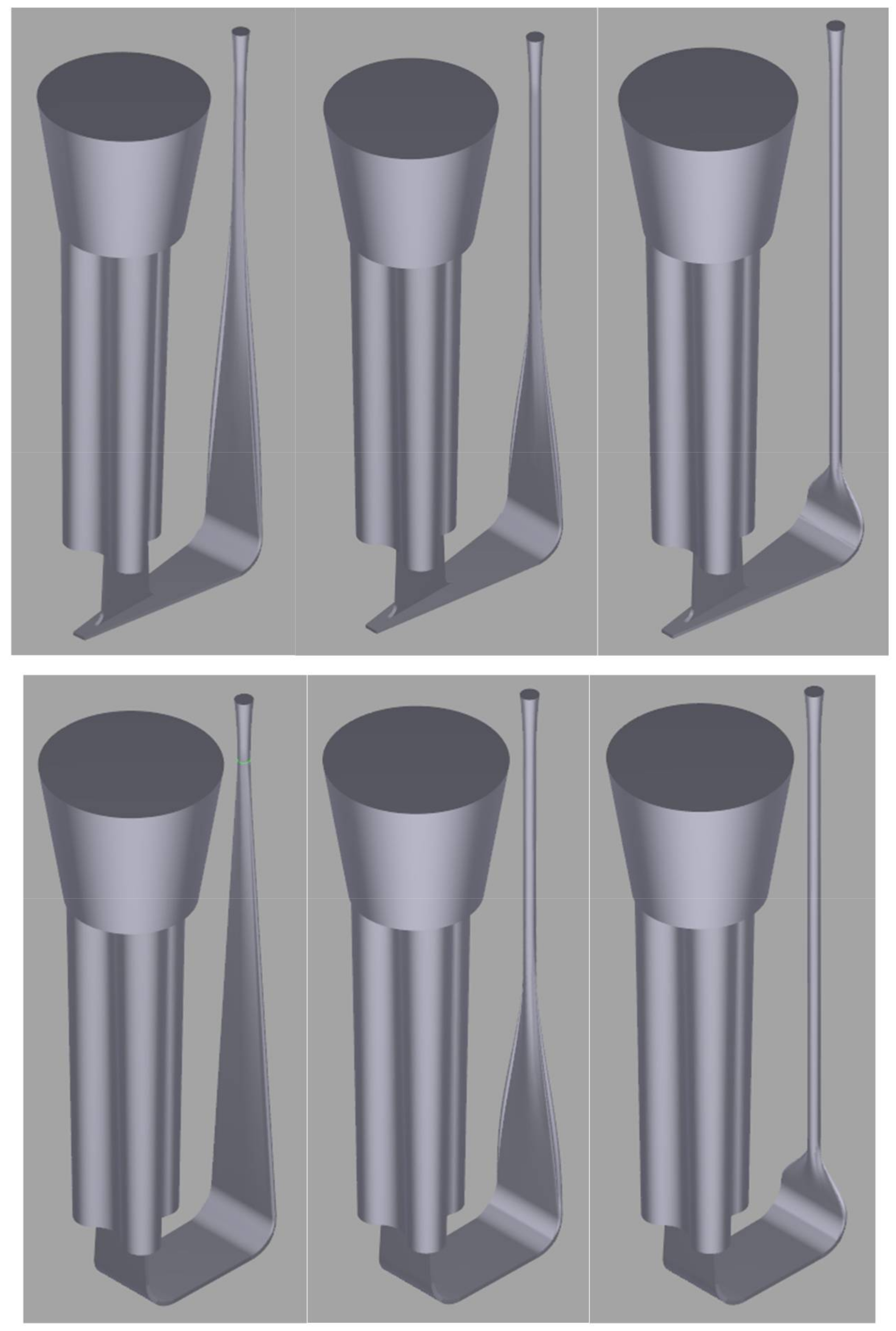
3.2. Gating System Optimization Based on a Re-Design of the Downsprue
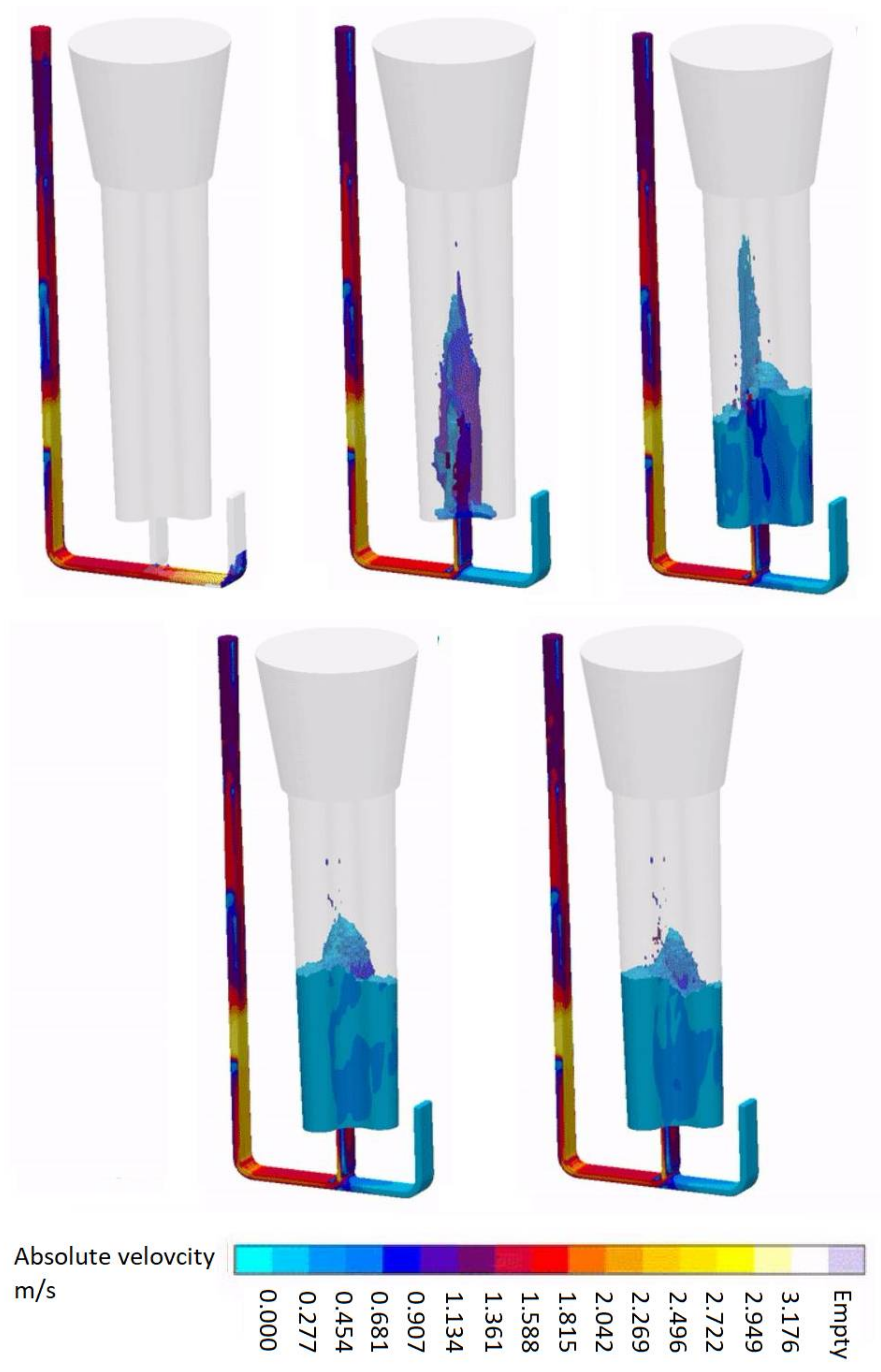
3.3. Gating System with a Prolonged Runner
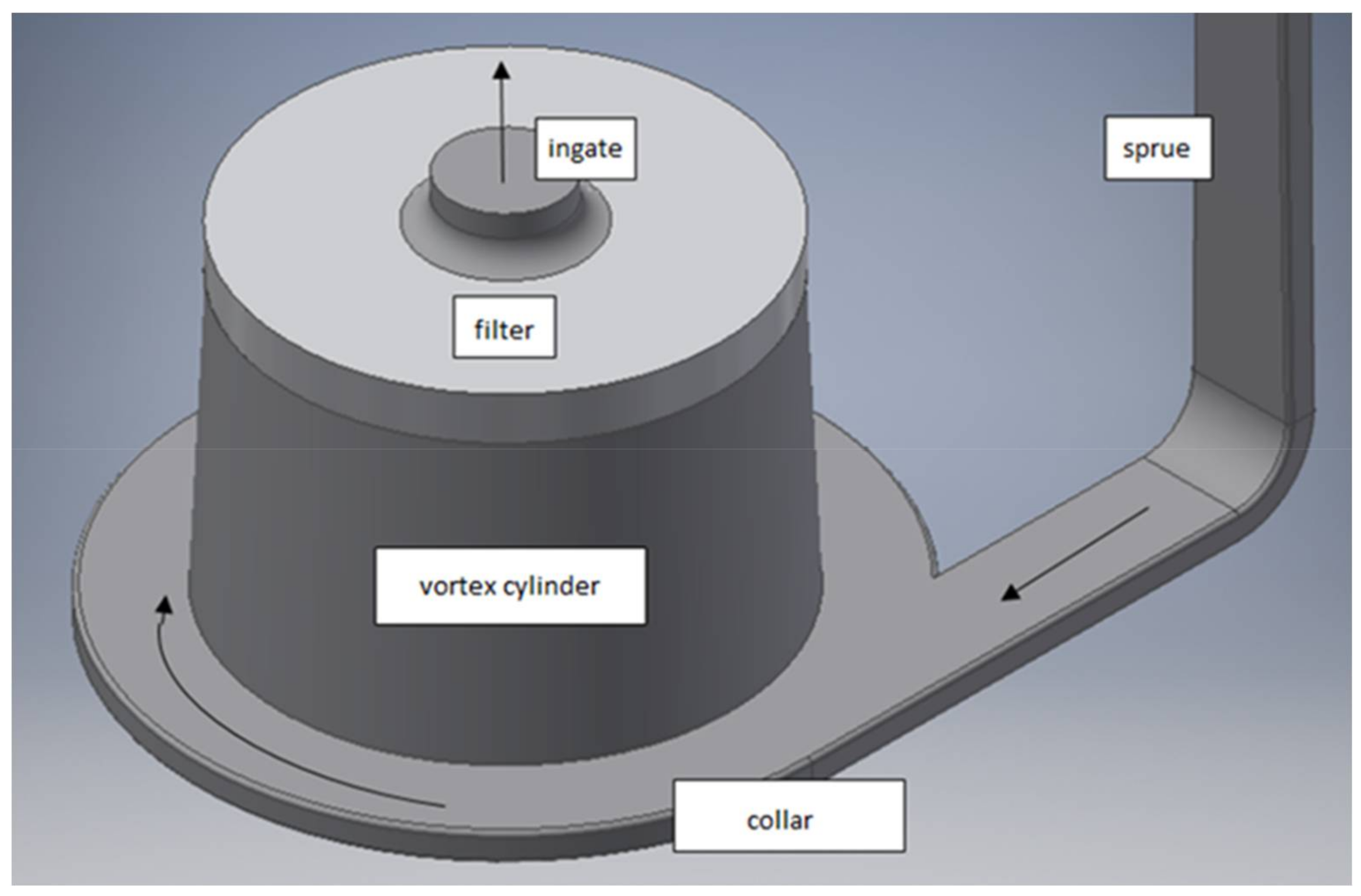
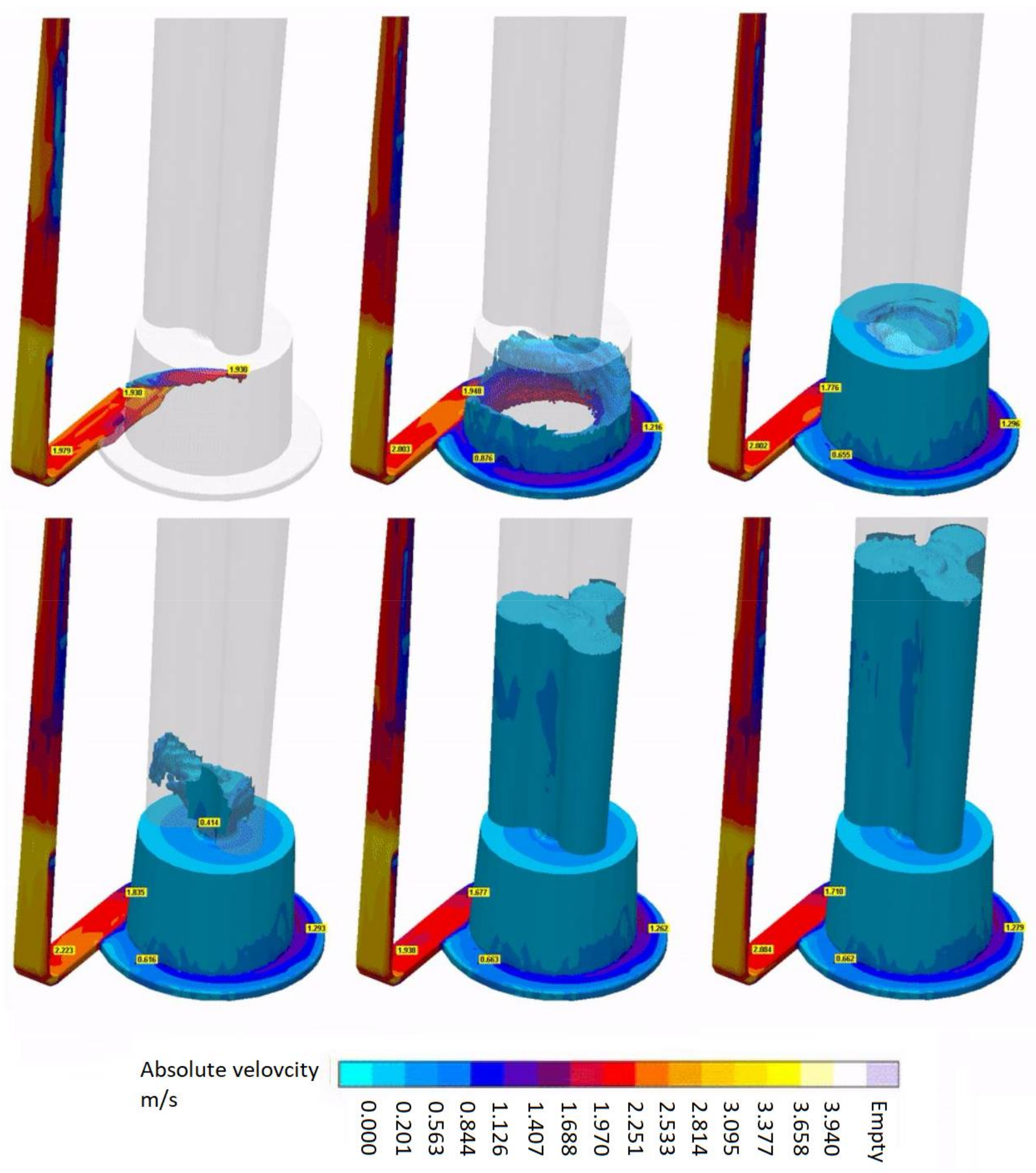
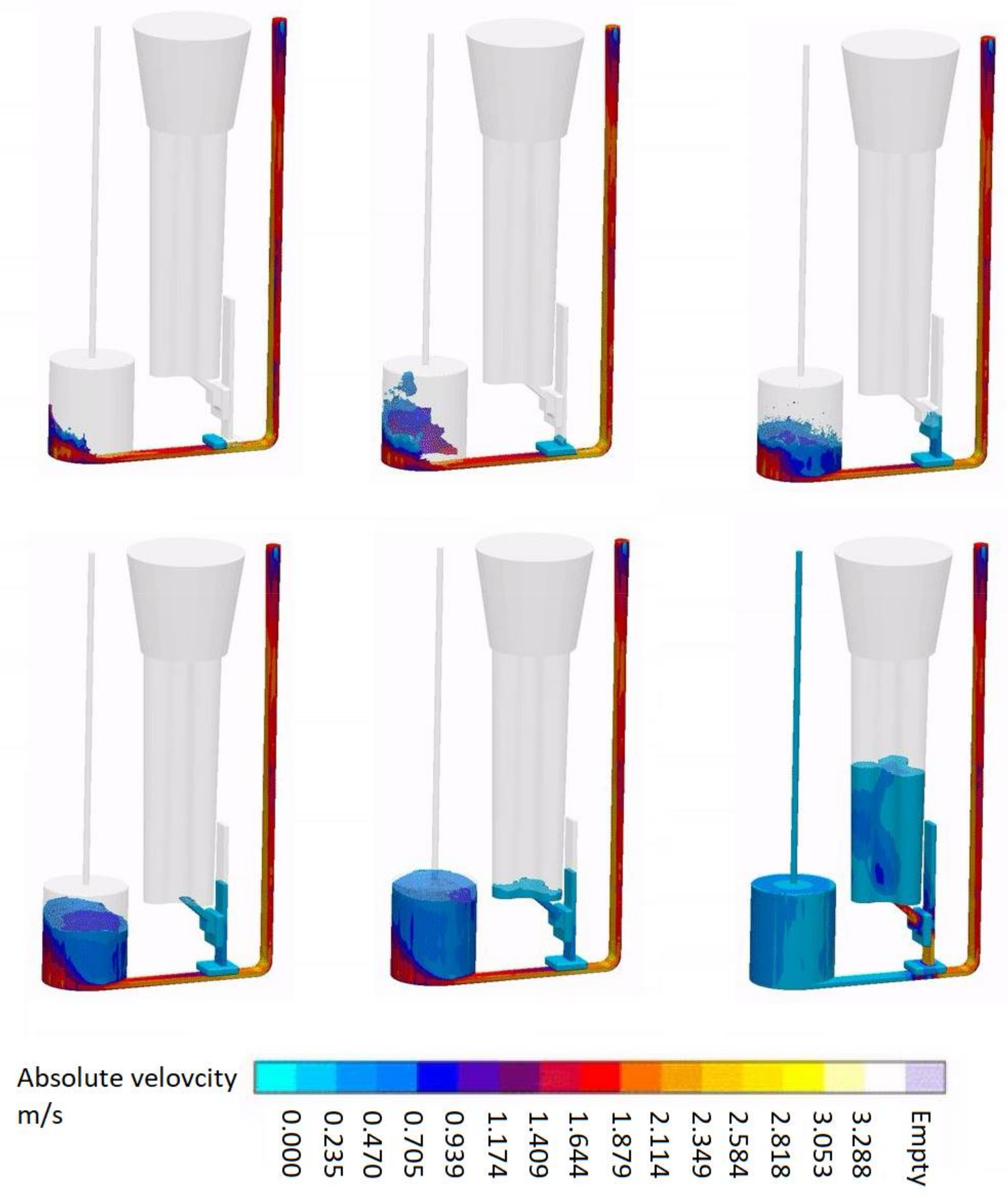
3.4. Vortex Gate System
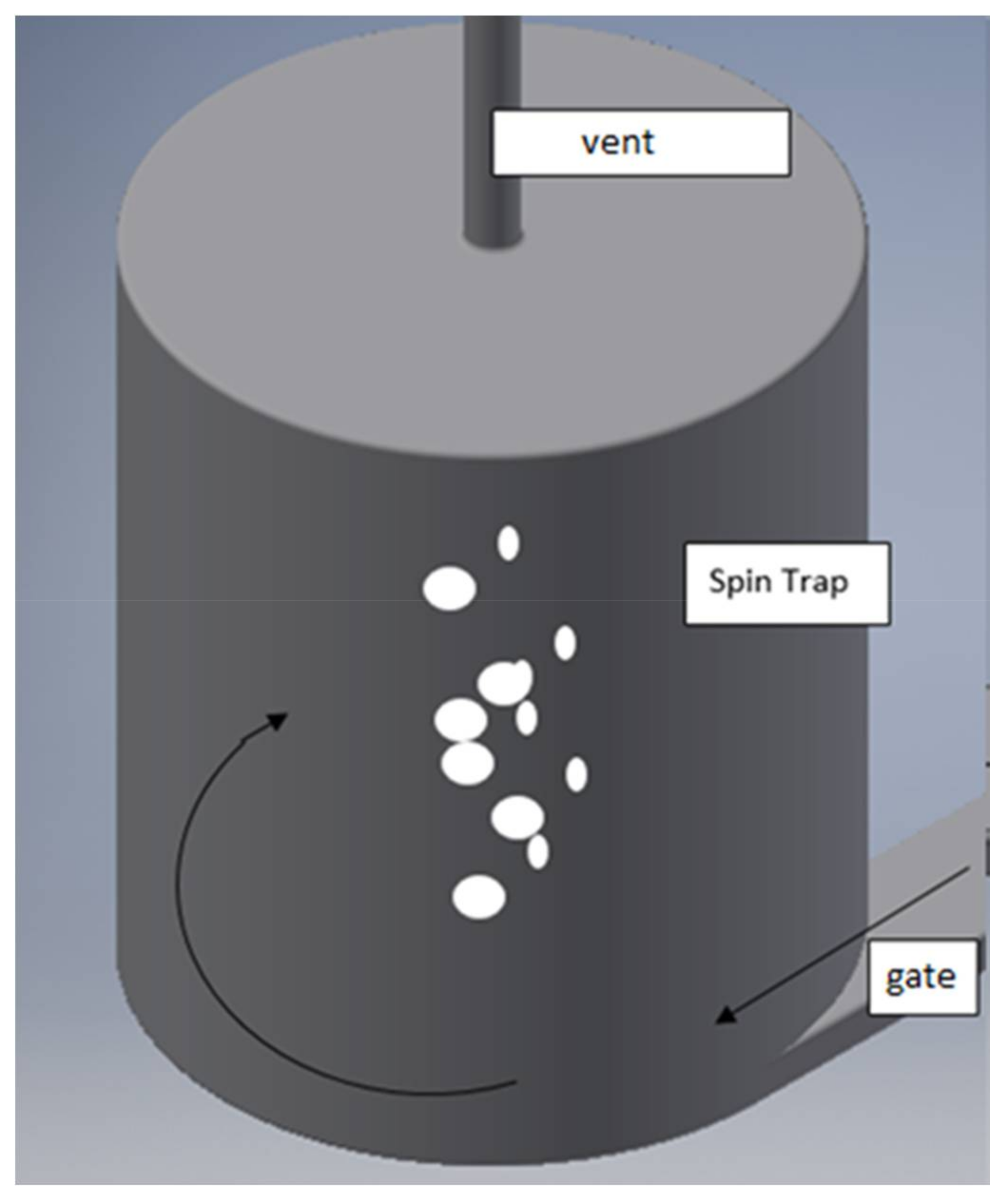
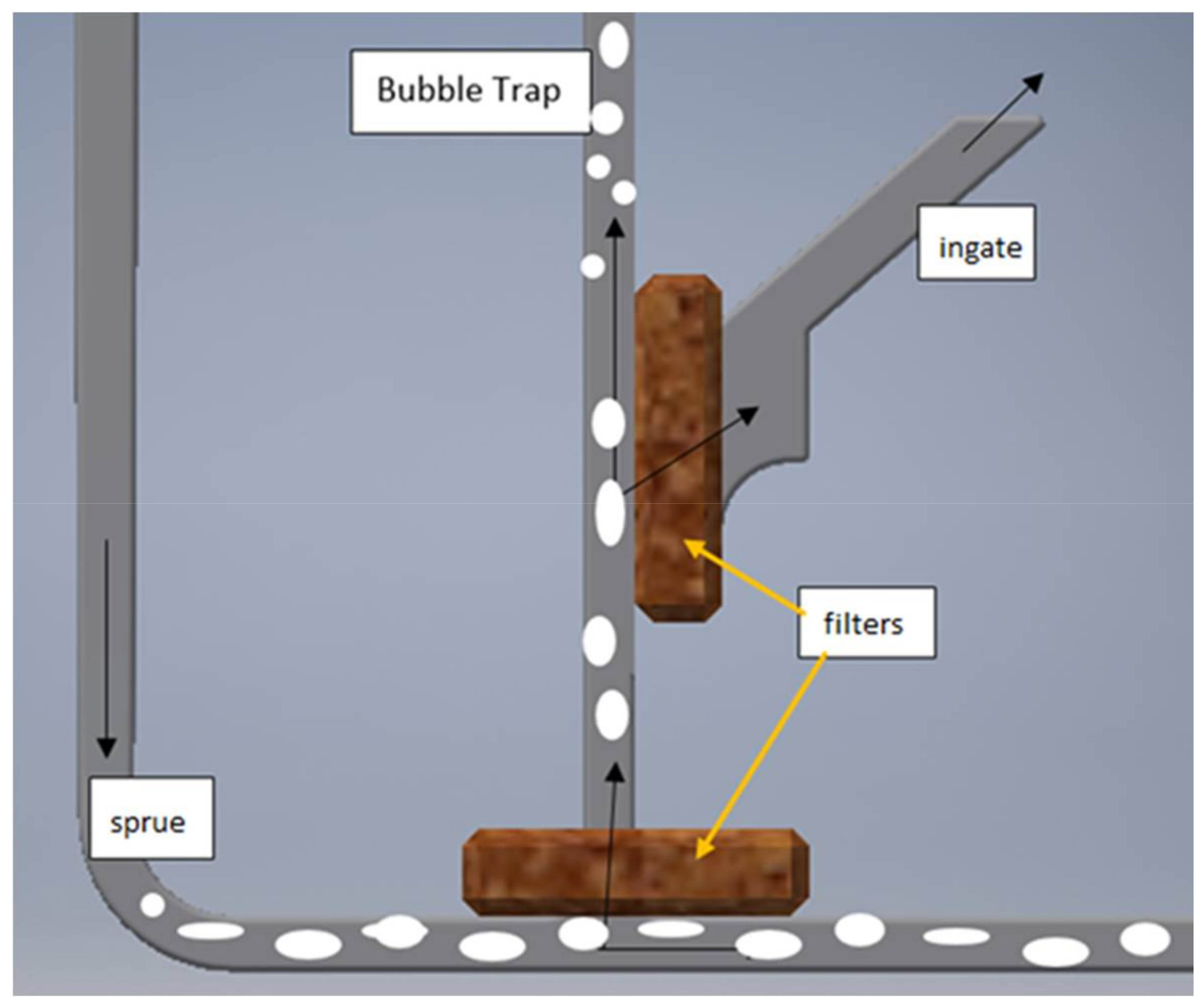
3.5. Spin Trap System
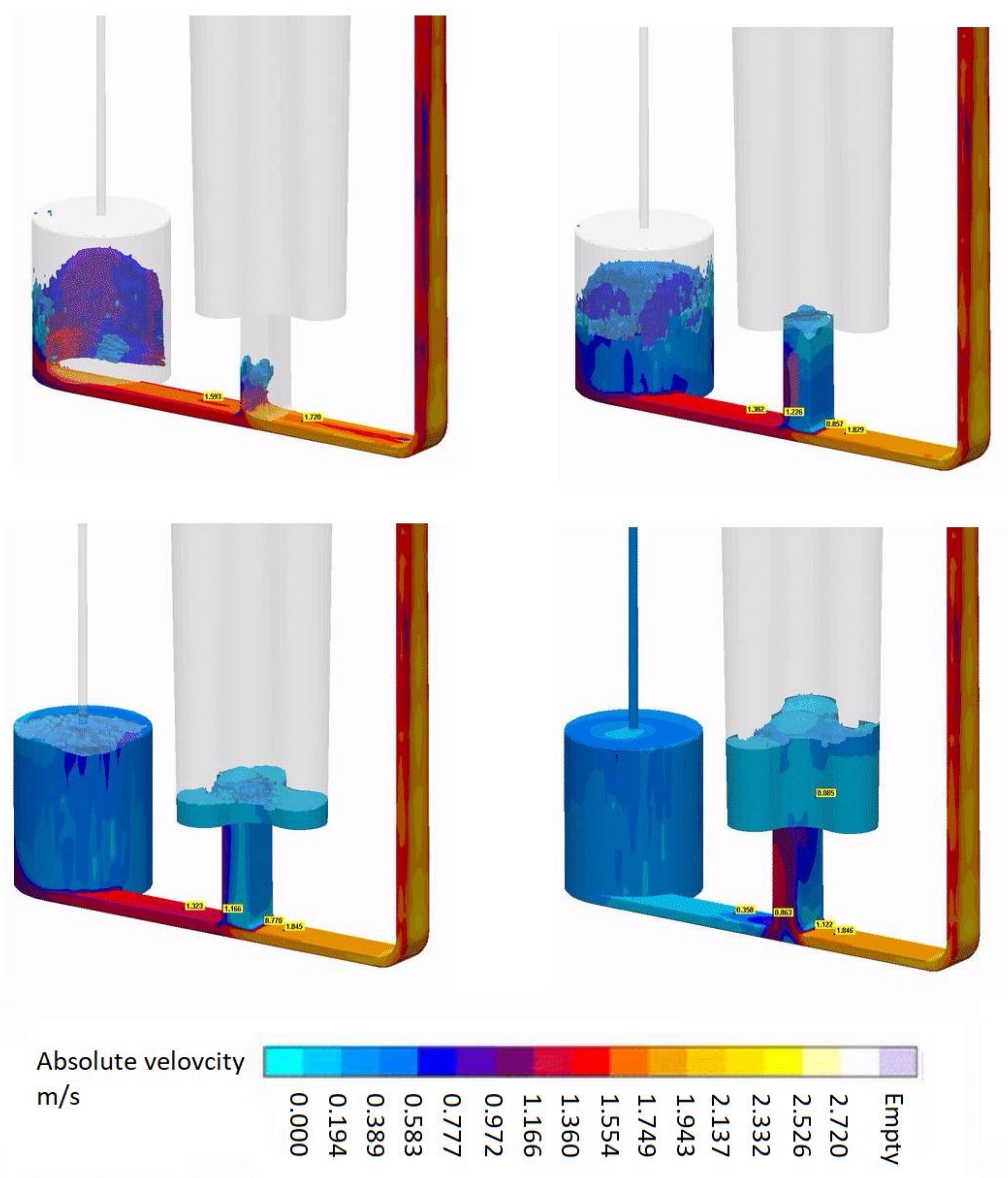
3.6. Trident Gate System
4. Conclusions
- The necessity of metal velocity reduction may require a reduction of metallostatic pressure, and a possible solution is using an offset step pouring basin or an intermediate ladle, although it will provide unwanted metal mixing. This option will be checked in the next stage of the experimental plan.
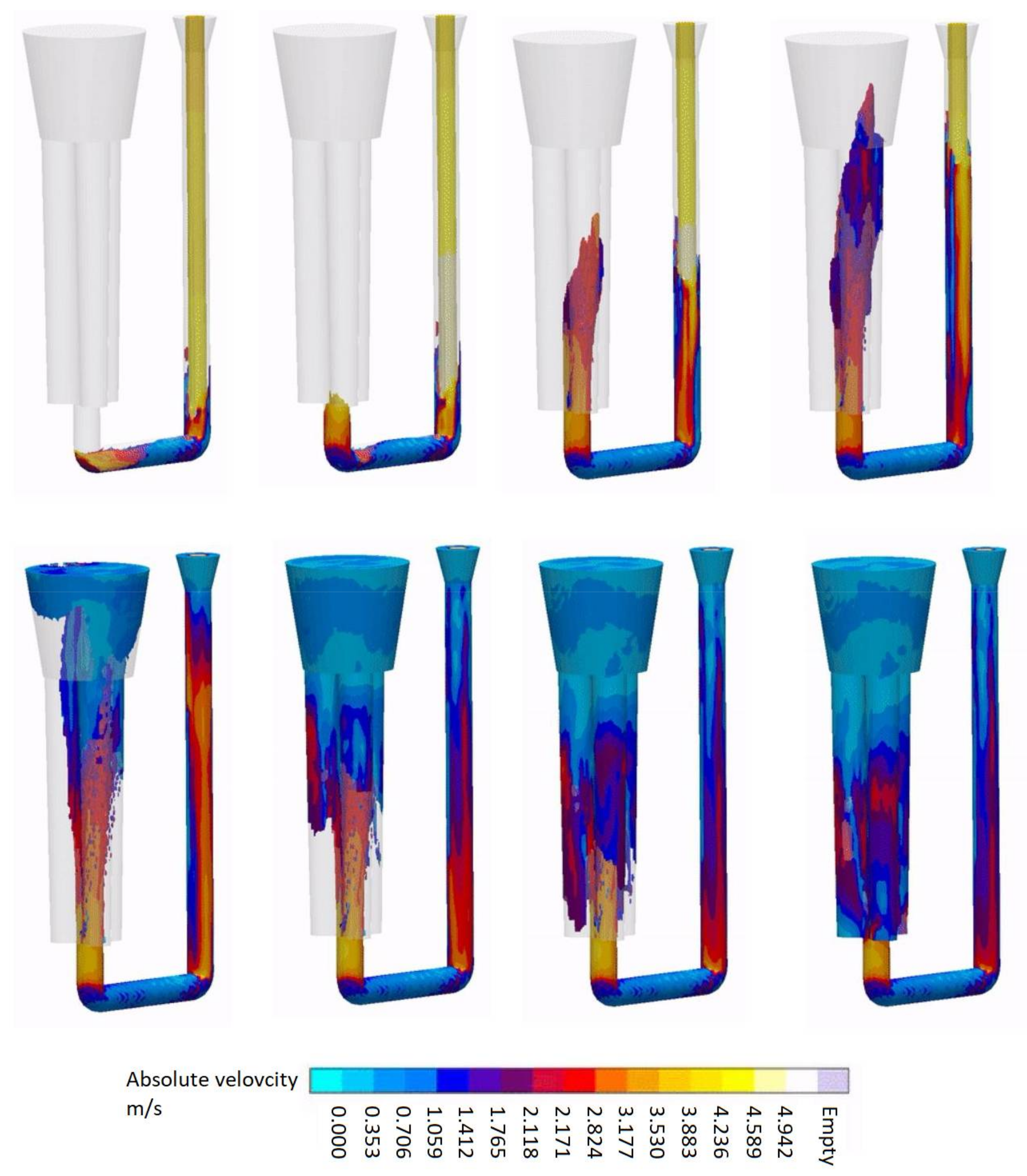
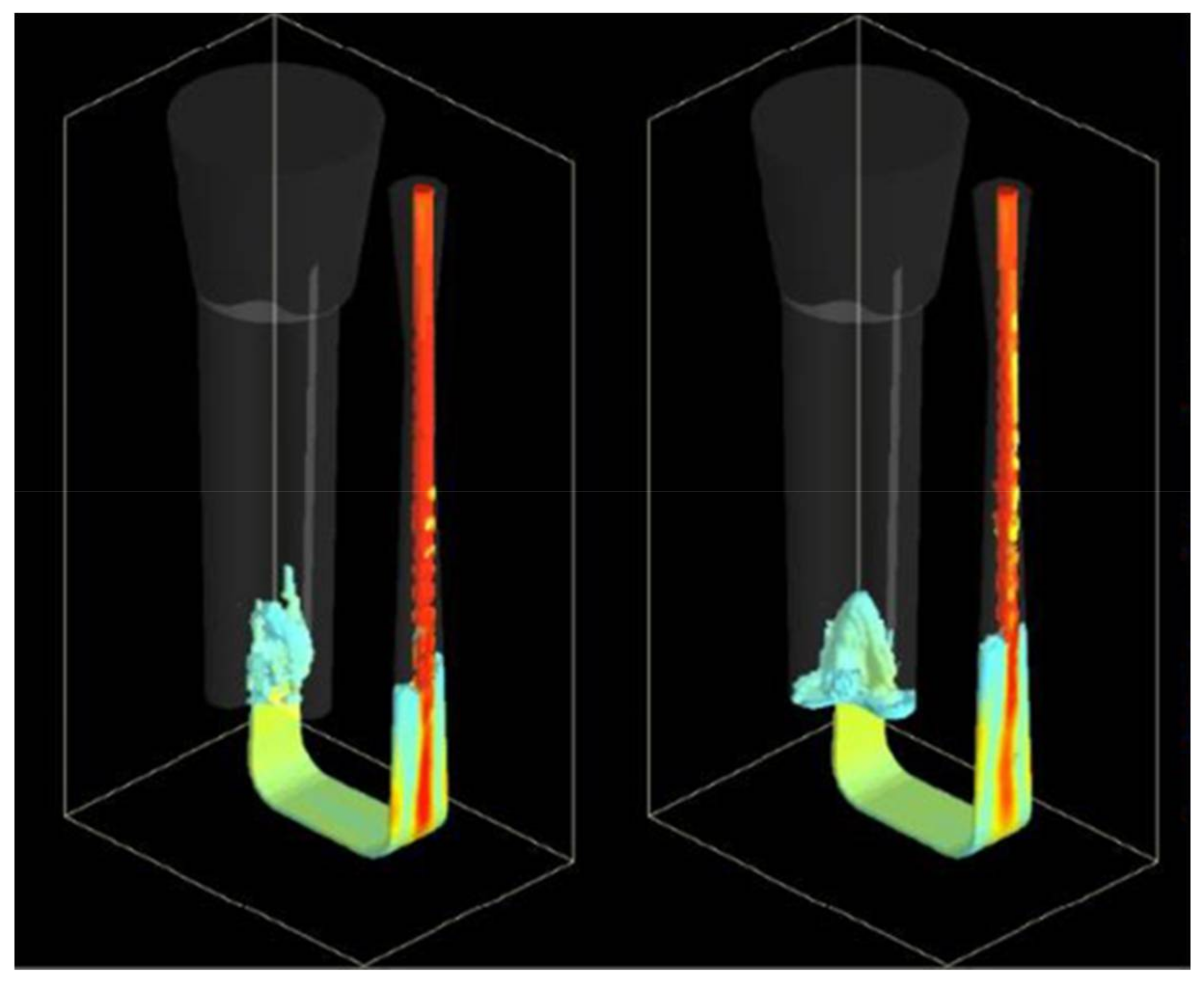
- The modelling confirms the effectiveness of the gating systems that are presented here as a way of controlling the velocity of the metal entering the mould cavity, although they also allow a much less turbulent flow of metal through the gating system, thus reducing the possibility of bifilm creation that is caused by the re-oxidation process.
- The most optimal system is the combined system with trident gates, a spin trap, and a bubble trap, and it seems to be an affordable (optimised) approach for heavy, single manufactured castings. The mould is handmade in this case, so no problems relate to shaping an even more complex gating system than that developed for the clover-like sample.
- Studies are under way that will allow for comparing the gating systems that are presented here in terms of the quality of the obtained castings and the ease of their implementation. Then, after the gating system quality is proven for the clover-like sample, selected commercial castings will be cast based on the results.
- Application of presented solutions (e.g., spin trap and vortex gates) may decrease the metal yield in comparison to tradition gating systems. However, in the case of responsible casting, especially concerning piece production, yield decrease can be justified with a potential increase of mechanical properties and a reduction of the number of defects.
- Proper use of the gating system can improve the course of solidification. Thin ingates (with high width and low thickness) have smaller heat module in comparison to round and square gates. This results in their faster solidification after the filling process, and thus the ability to work as a chill.
Author Contributions
Conflicts of Interest
References
- Soiński, M.; Kordas, P.; Skurka, K. Trends in the production of castings in the world and in Poland in the XXI century. Arch. Foundry Eng. 2016, 16, 5–10. [Google Scholar] [CrossRef]
- Danko, J.; Holtzer, M. The state of art and foresight of world’s casting production. Metalurgija 2006, 45, 333–340. [Google Scholar]
- Holtzer, M.; Dańko, R.; Żymankowska-Kumon, S. The state of art and foresight of world’s casting production. Metalurgija 2014, 53, 697–700. [Google Scholar]
- Li, D.; Sun, M.; Wang, P.; Kang, X.; Fu, P.; Li, Y. In process modelings and simulations of heavy castings and forgings. In Proceedings of the 11th International Conference on Numerical Methods in Industrial Forming Processes (NUMIFORM), Shenyang, China, 6–10 July 2013; pp. 81–94. [Google Scholar]
- Liu, B.C.; Kang, J.W.; Huang, T.Y. Stress analysis and deformation prediction of a heavy hydraulic turbine blade casting during casting and heat treatment. Mater. Sci. Technol. 2012, 28, 808–811. [Google Scholar] [CrossRef]
- Foglio, E.; Gelfi, M.; Pola, A.; Goffelli, S.; Lusuardi, D. Fatigue characterization and optimization of the production process of heavy section ductile iron castings. Int. J. Metalcast. 2017, 11, 33–43. [Google Scholar] [CrossRef]
- Kang, J.; Huang, T.; Liu, B. Review of production status of heavy steel castings and key technologies for their manufacture in china. China Foundry 2008, 5, 1–6. [Google Scholar]
- Kang, J.; Wang, T.; Huang, T.; Liu, B. Deformation prediction of a heavy hydro turbine blade during the casting process with consideration of martensitic transformation. Metall. Mater. Trans. A 2013, 44A, 5343–5353. [Google Scholar] [CrossRef]
- Olejnik, E.; Szymański, L.; Kurtyka, P.; Tokarski, T.; Grabowska, B.; Czapla, P. Hardness and wear resistance of TiC-Fe-Cr locally reinforcement produced in cast steel. Arch. Foundry Eng. 2016, 16, 89–94. [Google Scholar] [CrossRef]
- Stradomski, G. The cracking mechanism of ferritic-austenitic cast steel. Arch. Foundry Eng. 2016, 16, 153–156. [Google Scholar] [CrossRef][Green Version]
- Camek, L.; Lichy, P.; Kroupova, I.; Duda, J.; Beno, J.; Korbas, M.; Radkovsky, F.; Bliznyukov, S. Effect of cast steel production metallurgy on the emergence of casting defects. Metalurgija 2016, 55, 701–704. [Google Scholar]
- Burdzik, R.; Konieczny, L.; Stanik, Z.; Folega, P.; Smalcerz, A.; Lisiecki, A. Analysis of impact of chosen parameters on the wear of camshaft. Arch. Metall. Mater. 2014, 59, 957–963. [Google Scholar] [CrossRef]
- Dulska, A.; Baron, C.; Szajnar, J. The analysis of the effects of heat and mass movement during alloy layer forming process on steel cast. In Proceedings of the 25th Anniversary International Conference on Metallurgy and Materials METAL, Brno, Czech Republic, 25–27 May 2016; pp. 110–115. [Google Scholar]
- Szajnar, J.; Dulska, A.; Wrobel, T.; Baron, C. Description of alloy layer formation on a cast steel substrate. Arch. Metall. Mater. 2015, 60, 2367–2372. [Google Scholar] [CrossRef][Green Version]
- Studnicki, A.; Jezierski, J. Stereological parameters of carbides in modified wear resistant Fe-C-Cr alloys. In Proceedings of the 21st International Conference on Metallurgy and Materials METAL, Brno, Czech Republic, 23–25 May 2012; pp. 795–802. [Google Scholar]
- Janerka, K.; Jezierski, J.; Bartocha, D.; Szajnar, J. Analysis of ductile iron production on steel scrap base. Int. J. Cast Met. Res. 2014, 27, 230–234. [Google Scholar] [CrossRef]
- Stawarz, M.; Kajzer, W.; Kajzer, A.; Dojka, M. Physicochemical properties of silicon cast iron. Arch. Foundry Eng. 2017, 17, 101–106. [Google Scholar] [CrossRef]
- Stawarz, M. SiMo ductile iron crystallization process. Arch. Foundry Eng. 2017, 17, 147–152. [Google Scholar] [CrossRef]
- Fragassa, C.; Radovic, N.; Pavlovic, A.; Minak, G. Comparison of mechanical properties in compacted and spheroidal graphite irons. Tribol. Ind. 2016, 38, 49–59. [Google Scholar]
- Fragassa, C.; Minak, G.; Pavlovic, A. Tribological aspects of cast iron investigated via fracture toughness. Tribol. Ind. 2016, 38, 1–10. [Google Scholar]
- Fragassa, C.; Zigulic, R.; Pavlovic, A. Push-pull fatigue test on ductile and vermicular cast irons. Eng. Rev. 2016, 36, 269–280. [Google Scholar]
- Gumienny, G.; Kacprzyk, B.; Gawronski, J. Effect of copper on the crystallization process, microstructure and selected properties of CGI. Arch. Foundry Eng. 2017, 17, 51–56. [Google Scholar] [CrossRef]
- Guzik, E.; Sokolnicki, M.; Nowak, A. Effect of heat treatment parameters on the toughness of unalloyed ausferritic ductile iron. Arch. Foundry Eng. 2016, 16, 79–84. [Google Scholar] [CrossRef][Green Version]
- David, P.; Massone, J.; Boeri, R.; Sikora, J. Gating system design to cast thin wall ductile iron plates. Int. J. Cast Met. Res. 2006, 19, 98–109. [Google Scholar] [CrossRef]
- Pei, Q.; Liu, B.; Yu, X.; Guo, H.; Chen, G. A computer-aided-design system for optimizing risering and gating design of steel castings. In Proceedings of the International Conference on CAD of Machinery, Beijing, China, 16–20 September 1991; pp. 256–261. [Google Scholar]
- Smith, R.W.; DeMonte, A.; Mackay, W.B.F. Development of high-manganese steels for heavy duty cast-to-shape applications. J. Mater. Process. Technol. 2004, 153, 589–595. [Google Scholar] [CrossRef]
- Yang, D.; Li, S.; He, F.; Sung, W.; Kao, J.; Chen, R. Twin gating system design for typical thin wall stainless steel castings based on fast pouring mechanism. Front. Mech. Eng. Mater. Eng. II 2014, 457–458, 1657–1660. [Google Scholar] [CrossRef]
- Pawliczek, A.; Vladik, V. Impact of electric power prices on total costs of foundry casting production with the side effect on global competitiveness. In Proceedings of the 23rd International Conference on Metallurgy and Materials METAL, Brno, Czech Republic, 21–23 May 2014; pp. 1558–1563. [Google Scholar]
- Ducic, N.; Slavkovic, R.; Milicevic, I.; Cojbasic, Z.; Manasijevic, S.; Radisa, R. Optimization of the gating system for sand casting using genetic algorithm. Int. J. Metalcast. 2017, 11, 255–265. [Google Scholar] [CrossRef]
- Fourie, J.; Lelito, J.; Zak, P.; Krajewski, P.; Wolczynski, W. Numerical optimization of the gating system for an inlet valve casting made of titanium alloy. Arch. Metall. Mater. 2015, 60, 2437–2446. [Google Scholar] [CrossRef]
- Hawranek, R.; Lelito, J.; Suchy, J.; Zak, P. The simulation of a liquid cast iron flow through the gating system with filter. Arch. Metall. Mater. 2009, 54, 351–358. [Google Scholar]
- Huang, P.; Lin, C. Computer-aided modeling and experimental verification of optimal gating system design for investment casting of precision rotor. Int. J. Adv. Manuf. Technol. 2015, 79, 997–1006. [Google Scholar] [CrossRef]
- Modaresi, A.; Safikhani, A.; Noohi, A.; Hamidnezhad, N.; Maki, S. Gating system design and simulation of gray iron casting to eliminate oxide layers caused by turbulence. Int. J. Metalcast. 2017, 11, 328–339. [Google Scholar] [CrossRef]
- Campbell, J. “Stop pouring, start casting”. Int. J. Metalcast. 2012, 6, 7–18. [Google Scholar] [CrossRef]
- Campbell, J. Cavitation in liquid and solid metals: Role of bifilms. Mater. Sci. Technol. 2015, 31, 565–572. [Google Scholar] [CrossRef]
- Campbell, J. Sixty years of casting research. Metall. Mater. Trans. A 2015, 46A, 4848–4853. [Google Scholar] [CrossRef]
- Campbell, J. Crack populations in metals. AIMS Mater. Sci. 2016, 3, 1436–1442. [Google Scholar] [CrossRef]
- Campbell, J. Melting, remelting, and casting for clean steel. Steel Res. Int. 2017, 88, 1–13. [Google Scholar] [CrossRef]
- Campbell, J. The consolidation of metals: The origin of bifilms. J. Mater. Sci. 2016, 51, 96–106. [Google Scholar] [CrossRef]
- Hsu, F.; Jolly, M.; Campbell, J. A multiple-gate runner system for gravity casting. J. Mater. Process. Technol. 2009, 209, 5736–5750. [Google Scholar] [CrossRef]
- Hsu, F.; Jolly, M.; Campbell, J. Vortex-gate design for gravity casting. Int. J. Cast Met. Res. 2006, 19, 38–44. [Google Scholar] [CrossRef]
- Jezierski, J.; Dojka, R.; Kubiak, K.; Zurek, W. Experimental approach for optimization of gating system in castings. In Proceedings of the 25th Anniversary International Conference on Metallurgy and Materials METAL, Brno, Czech Republic, 25–27 May 2016; pp. 104–109. [Google Scholar]











© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jezierski, J.; Dojka, R.; Janerka, K. Optimizing the Gating System for Steel Castings. Metals 2018, 8, 266. https://doi.org/10.3390/met8040266
Jezierski J, Dojka R, Janerka K. Optimizing the Gating System for Steel Castings. Metals. 2018; 8(4):266. https://doi.org/10.3390/met8040266
Chicago/Turabian StyleJezierski, Jan, Rafał Dojka, and Krzysztof Janerka. 2018. "Optimizing the Gating System for Steel Castings" Metals 8, no. 4: 266. https://doi.org/10.3390/met8040266
APA StyleJezierski, J., Dojka, R., & Janerka, K. (2018). Optimizing the Gating System for Steel Castings. Metals, 8(4), 266. https://doi.org/10.3390/met8040266