High Speed Finish Turning of Inconel 718 Using PCBN Tools under Dry Conditions

 , ,
, ,  ,
,  and
and
Abstract
1. Introduction
2. Experimental Setup
2.1. Working Material and Cutting Tools
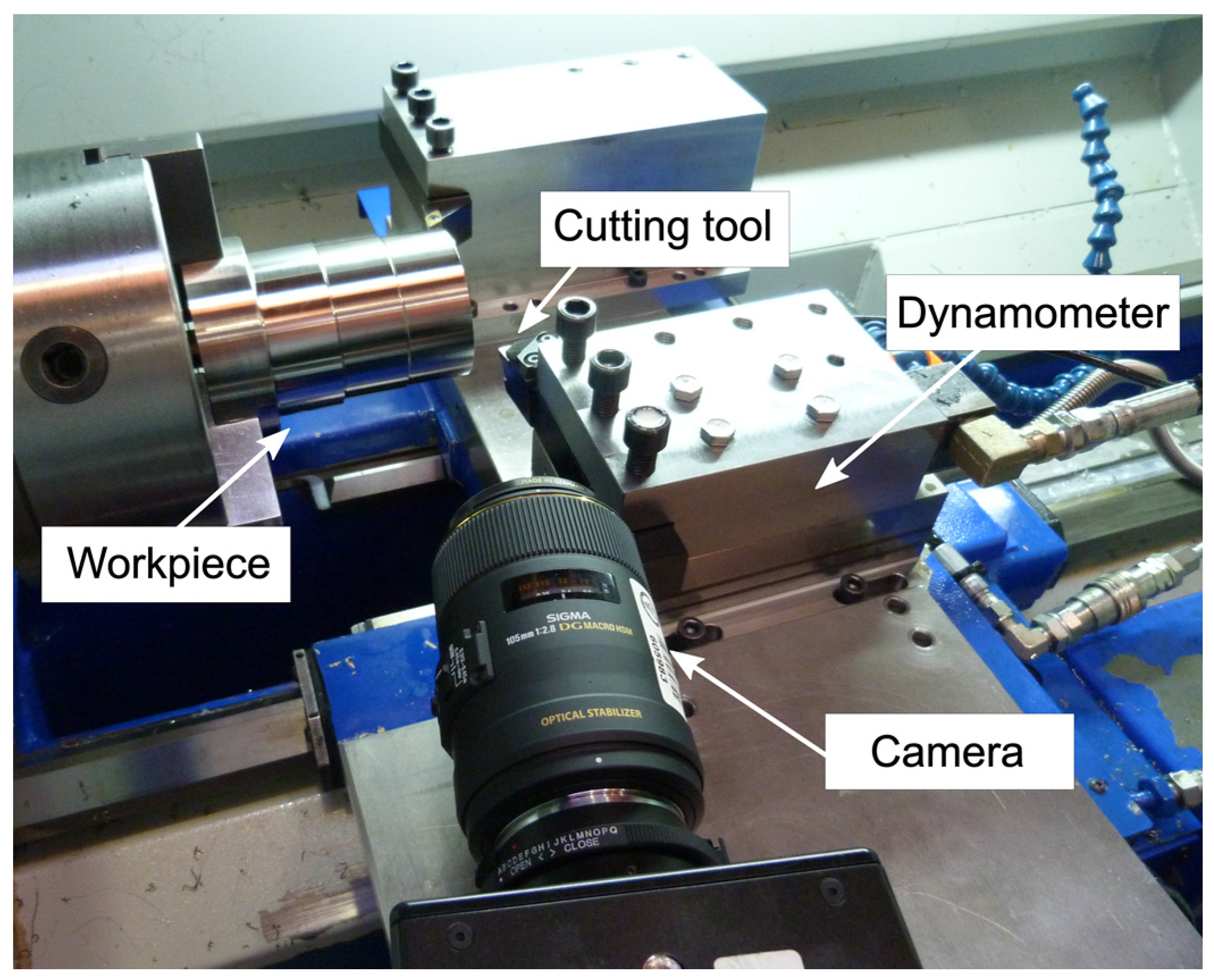
2.2. Experimental Setup and Measuring Instruments
2.3. Experimental Procedure
3. Results
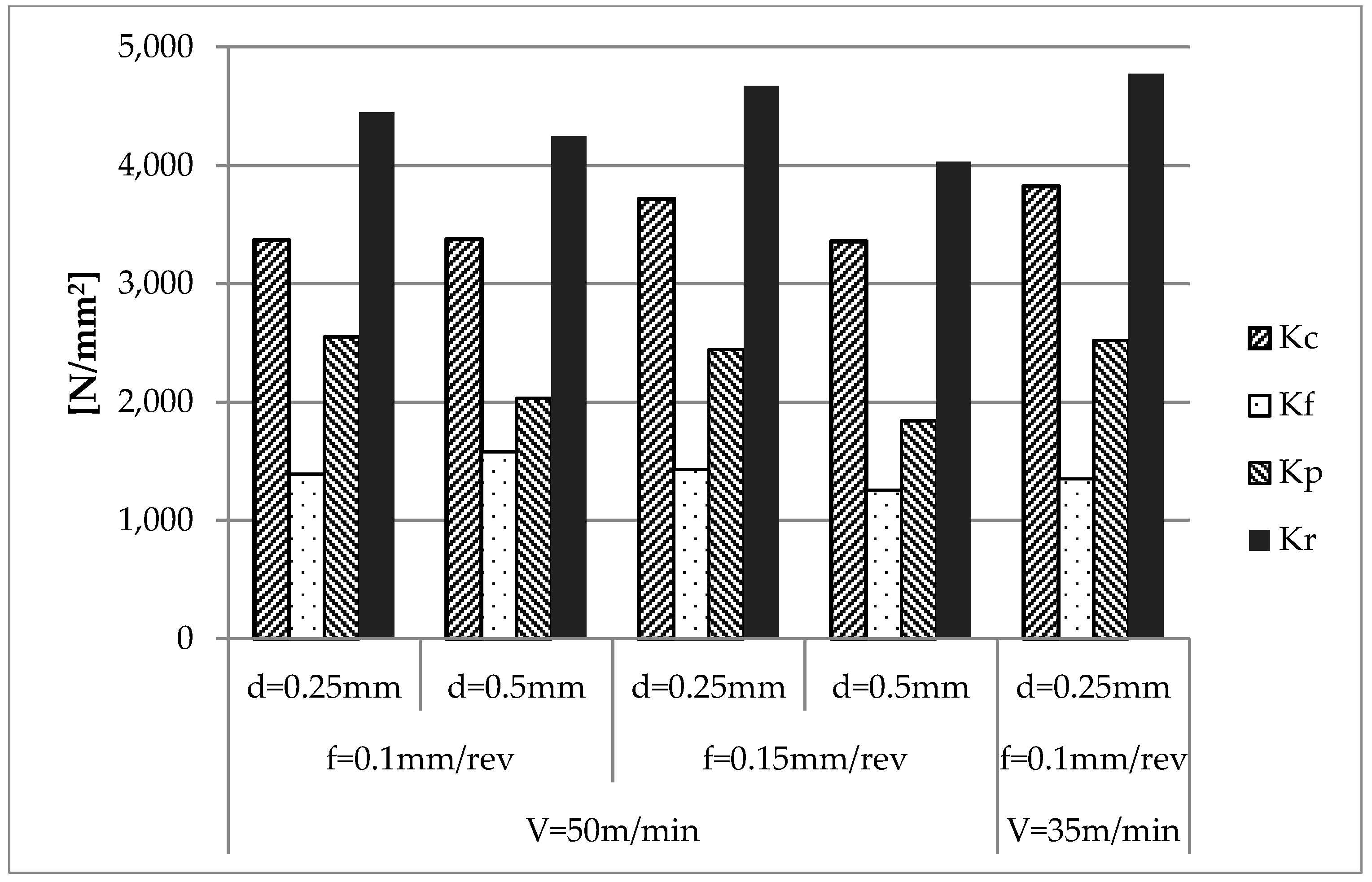
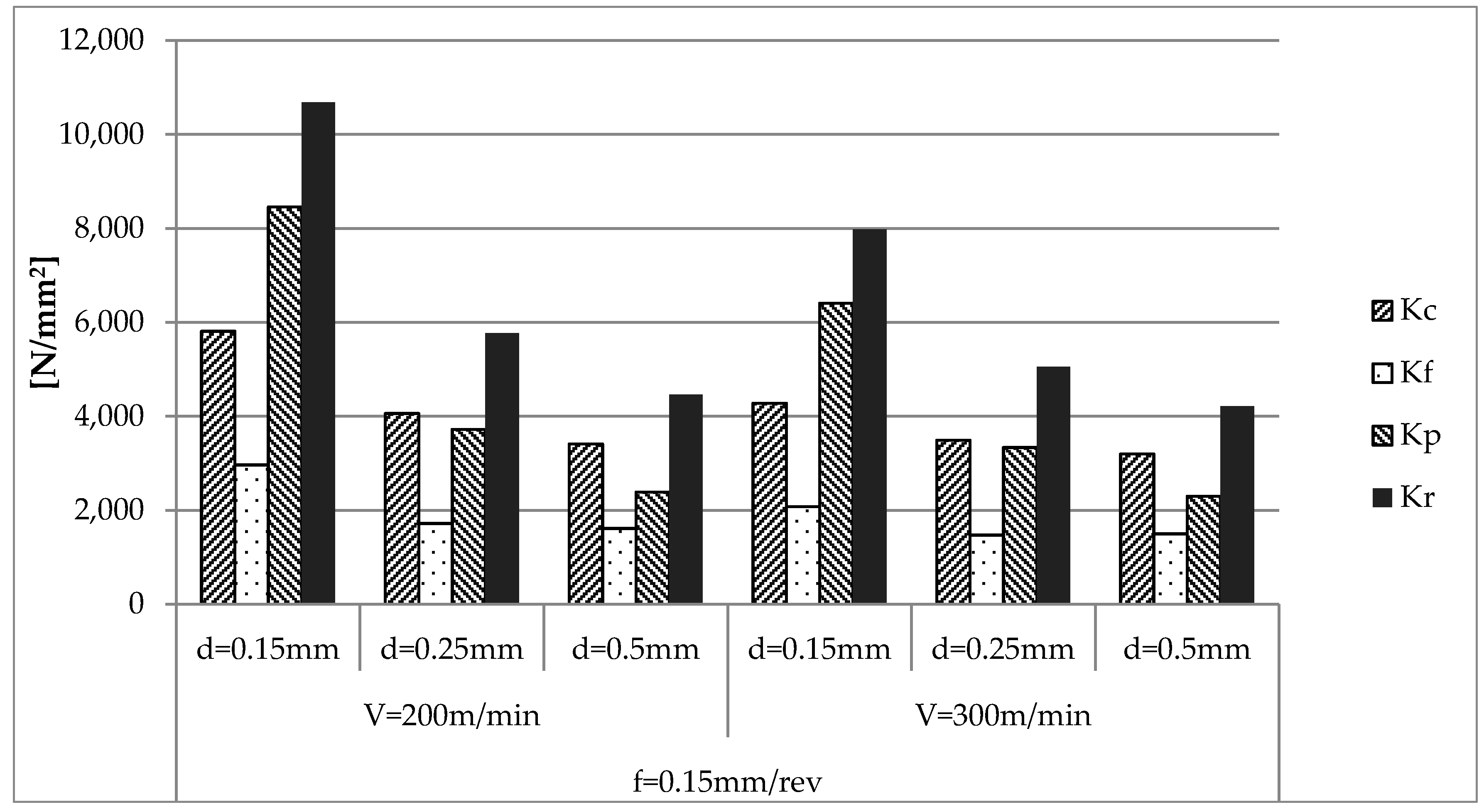
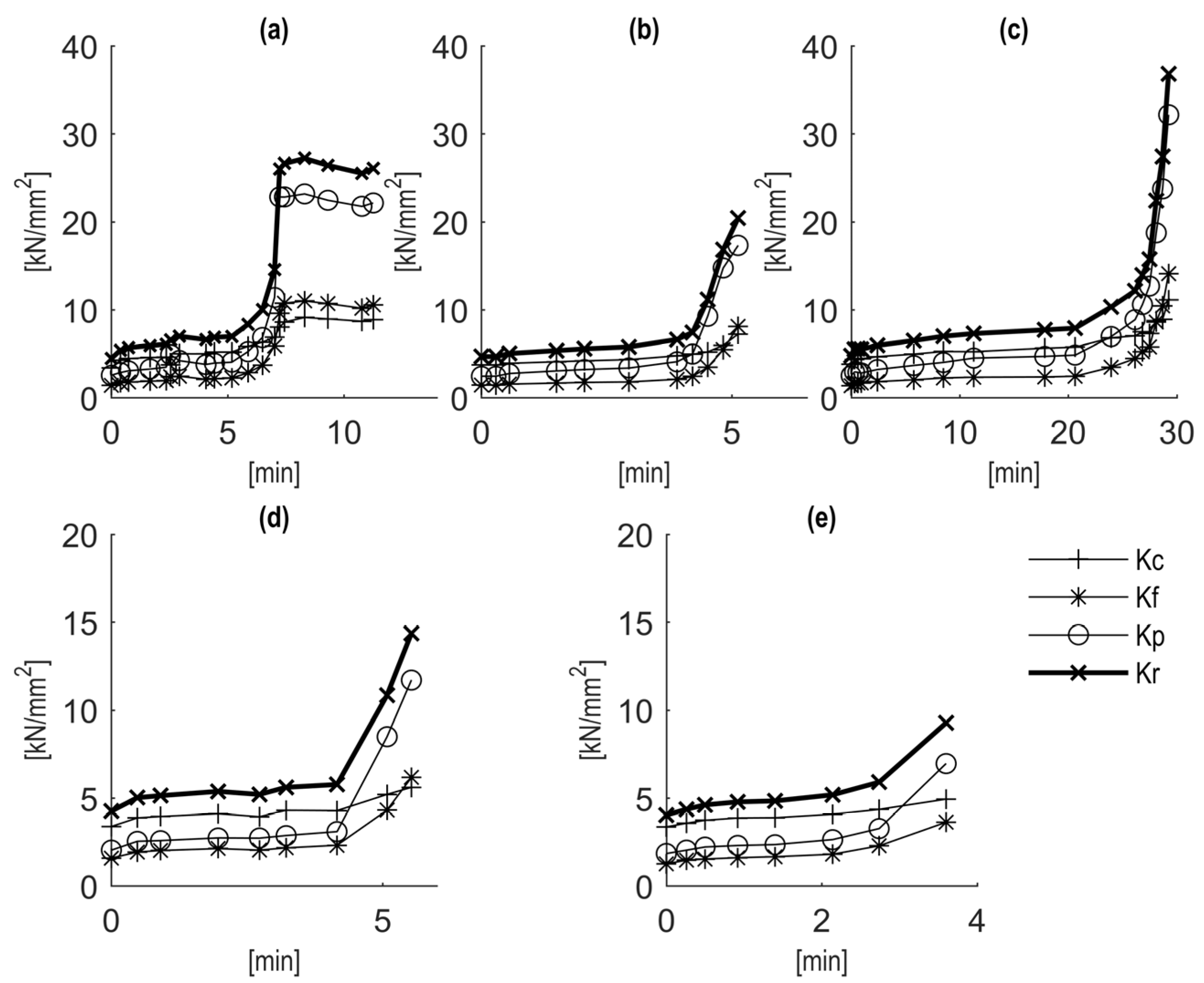
3.1. Experimental Results: Cutting Force Components
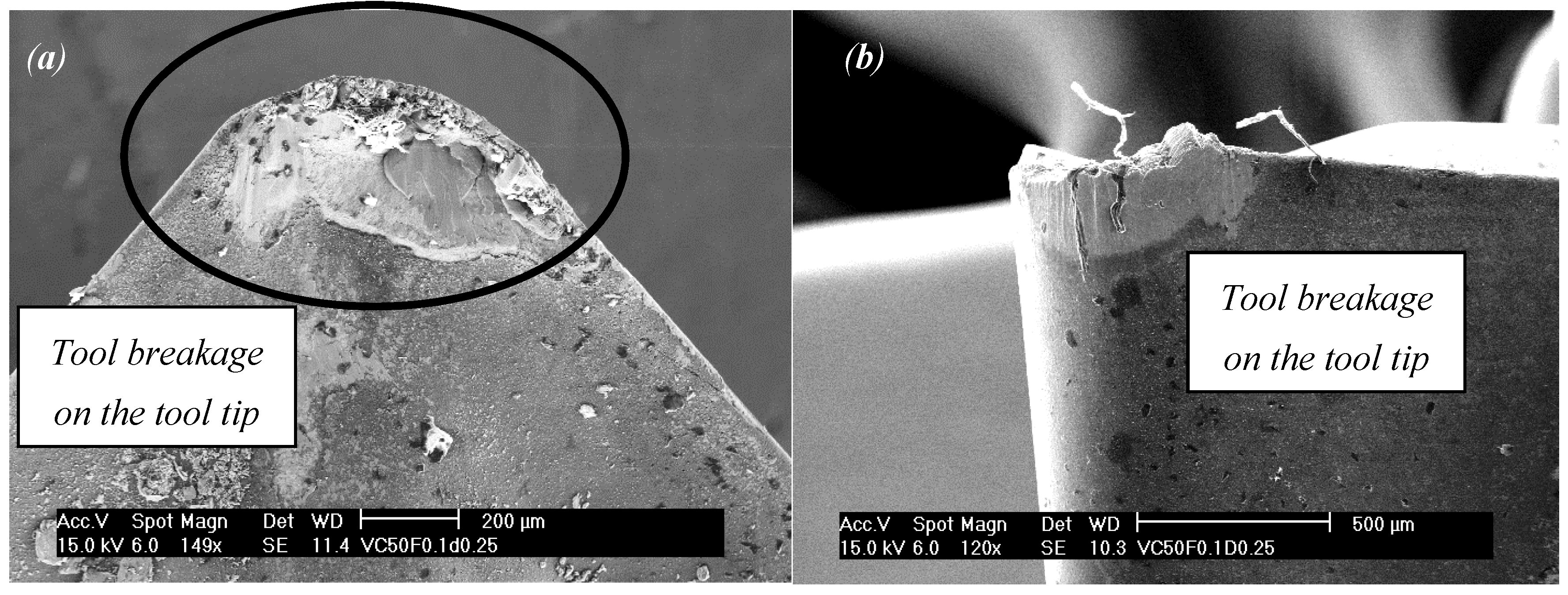
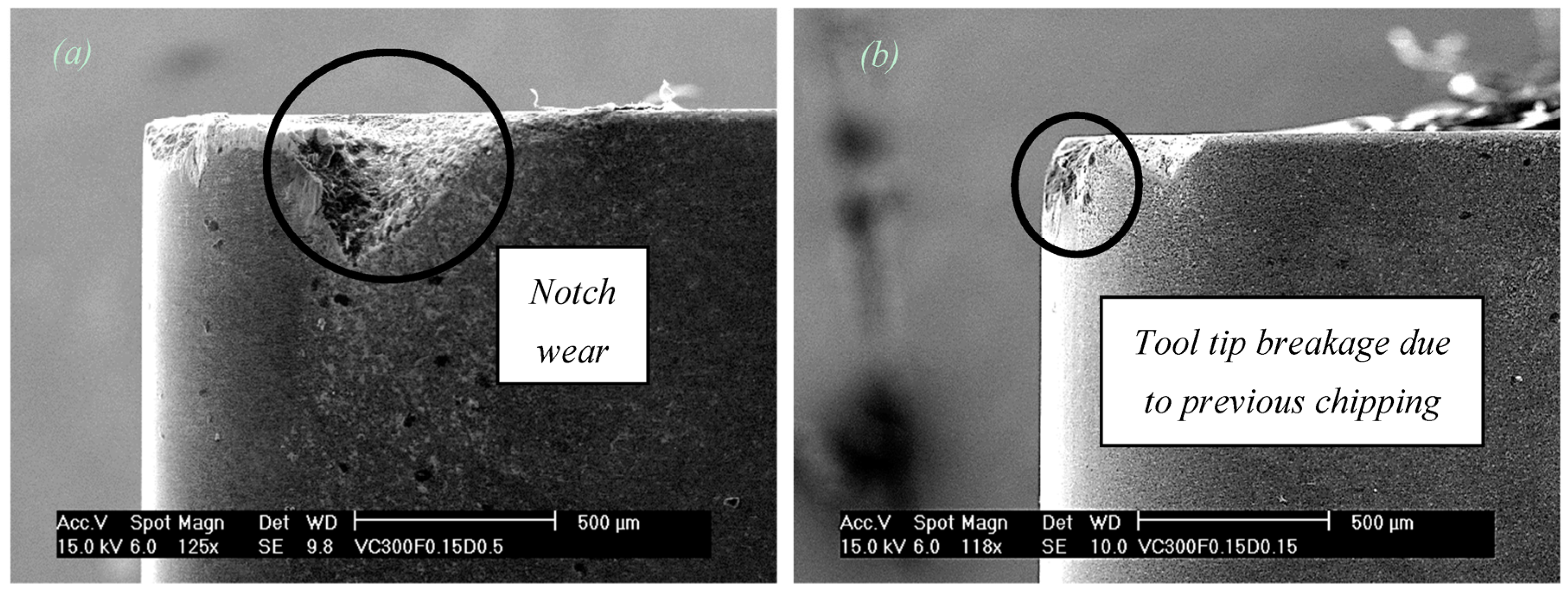
3.2. Experimental Results: Tool Wear
- (1)
- PCBN inserts have a much shorter life than carbide tools.
- (2)
- PCBN tools with a more robust edge geometry (chamfered honing and round honing with a radius of 35 µm) have a longer duration than tools with round honing with a radius of 35 µm.
- (3)
- An increase in depth of pass significantly reduces tool life.
- (4)
- Increased cutting speed increases the temperature and improves the stability of the cut but has very little effect on the durability of PCBN tools.
3.3. Experimental Results: Surface Finish
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| CBN | cubic boron nitride |
| d | depth of pass |
| f | feed rate |
| Fc | Cutting force |
| Ff | Feed force |
| Fp | Back force |
| Fr | Resultant force |
| Kc | Specific cutting force |
| Kf | Specific feed force |
| Kp | Specific back force |
| Kr | Specific resultant force |
| PCBN | Polycrystalline cubic boron nitride |
| SEM | Scanning electron microscopy |
| Smach/t | Machined surfaced per unit time |
| Sedge | Machined surface per cutting edge |
| T | Tool life |
| V | Cutting speed |
References
- Reed, R. The Superalloys: Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2006. [Google Scholar] [CrossRef]
- Choudhury, I.A.; El-Baradie, M.A. Machinability of nickel-base super alloys: A general review. J. Mater. Process. Technol. 1998, 77, 278–284. [Google Scholar] [CrossRef]
- Polvorosa, R.; Suárez, A.; de Lacalle, L.N.L.; Cerrillo, I.; Wretland, A.; Veiga, F. Tool wear on nickel alloys with different coolant pressures: Comparison of Alloy 718 and Waspaloy. J. Manuf. Process. 2017, 26, 44–56. [Google Scholar] [CrossRef]
- Kitagawa, T.; Kubo, A.; Maekawa, K. Temperature and wear of cutting tools in high-speed machining of Inconel 718 and Ti6Al6V2Sn. Wear 1997, 202, 142–148. [Google Scholar] [CrossRef]
- Rahman, M.; Seah, W.K.H.; Teo, T.T. The machinability of inconel 718. J. Mater. Process. Technol. 1997, 63, 199–204. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Wang, Z.M.; Machado, A.R. The machinability of nickel-based alloys: A review. J. Mater. Process. Technol. 1999, 86, 1–16. [Google Scholar] [CrossRef]
- Olovsjö, S.; Nyborg, L. Influence of microstructure on wear behaviour of uncoated WC tools in turning of Alloy 718 and Waspaloy. Wear 2012, 282–283, 12–21. [Google Scholar] [CrossRef]
- Bhatt, A.; Attia, H.; Vargas, R.; Thomson, V. Wear mechanisms of WC coated and uncoated tools in finish turning of Inconel 718. Tribol. Int. 2010, 43, 1113–1121. [Google Scholar] [CrossRef]
- Fernández-Valdivielso, A.; López De Lacalle, L.N.; Urbikain, G.; Rodriguez, A. Detecting the key geometrical features and grades of carbide inserts for the turning of nickel-based alloys concerning surface integrity. Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 2016, 230, 3725–3742. [Google Scholar] [CrossRef]
- Costes, J.P.; Guillet, Y.; Poulachon, G.; Dessoly, M. Tool-life and wear mechanisms of CBN tools in machining of Inconel 718. Int. J. Mach. Tools Manuf. 2007, 47, 1081–1087. [Google Scholar] [CrossRef]
- M’Saoubi, R.; Larsson, T.; Outeiro, J.; Guo, Y.; Suslov, S.; Saldana, C.; Chandrasekar, S. Surface integrity analysis of machined Inconel 718 over multiple length scales. CIRP Ann. Manuf. Technol. 2012, 61, 99–102. [Google Scholar] [CrossRef]
- Calleja, A.; Barrio, H.G.; Teijeiro, R.P.; Marcaide, D.L. Multitasking machines: Evolution, resources, processes and scheduling. DYNA 2017, 92, 637–642. [Google Scholar] [CrossRef]
- Tanaka, H.; Sugihara, T.; Enomoto, T. High Speed Machining of Inconel 718 Focusing on Wear Behaviors of PCBN Cutting Tool. Procedia CIRP 2016, 46, 545–548. [Google Scholar] [CrossRef]
- Soo, S.L.; Khan, S.A.; Aspinwall, D.K.; Harden, P.; Mantle, A.L.; Kappmeyer, G.; Pearson, D.; M’Saoubi, R. High speed turning of Inconel 718 using PVD-coated PCBN tools. CIRP Ann. Manuf. Technol. 2016, 65, 89–92. [Google Scholar] [CrossRef]
- Díaz-Álvarez, J.; Tapetado, A.; Vázquez, C.; Miguélez, H. Temperature measurement and numerical prediction in machining inconel 718. Sensors 2017, 17, 1531. [Google Scholar] [CrossRef] [PubMed]
- Goindi, G.S.; Sarkar, P. Dry machining: A step towards sustainable machining—Challenges and future directions. J. Clean. Prod. 2017, 165, 1557–1571. [Google Scholar] [CrossRef]
- Devillez, A.; Schneider, F.; Dominiak, S.; Dudzinski, D.; Larrouquere, D. Cutting forces and wear in dry machining of Inconel 718 with coated carbide tools. Wear 2007, 262, 931–942. [Google Scholar] [CrossRef]
- Pereira, O.; Martín-Alfonso, J.E.; Rodríguez, A.; Calleja, A.; Fernández-Valdivielso, A.; López de Lacalle, L.N. Sustainability analysis of lubricant oils for minimum quantity lubrication based on their tribo-rheological performance. J. Clean. Prod. 2017, 164, 1419–1429. [Google Scholar] [CrossRef]
- Cantero, J.L.; Díaz-Álvarez, J.; Miguélez, M.H.; Marín, N.C. Analysis of tool wear patterns in finishing turning of Inconel 718. Wear 2013, 297, 885–894. [Google Scholar] [CrossRef]
- Davoudinejad, A.; Noordin, M.Y. Effect of cutting edge preparation on tool performance in hard-turning of DF-3 tool steel with ceramic tools. J. Mech. Sci. Technol. 2014, 28, 4727–4736. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Cr | Fe | Nb | Mo | Ti | Al | Co. | Si | Cu | Mn | C |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| % | 53.02 | 18.49 | 18.12 | 5.40 | 3.06 | 0.96 | 0.55 | 0.10 | 0.06 | 0.05 | 0.06 | 0.03 |
| Manufacturer (Grade) | Substrate Composition | Cutting Edge Geometry | Nose Radius | Coating |
|---|---|---|---|---|
| Seco (TS2000) | Carbide | Round honing: radius 25 µm | 0.4 | TiAlN + TiN coated |
| Seco (CBN170) | PCBN (65% CBN, ceramic binder). | Round honing: radius 25 µm | 0.8 | Without coating |
| Sandvik (7015) | PCBN (50% CBN, ceramic binder). | Round honing: radius 35 µm | 0.8 | TiN coated. |
| NTK (JP2) | Confidential information | Chamfer honing: Honing width 50 µm, Honing angle: −20°. | 0.8 | TiN coated. |
| Mitsubishi (MB8025) | PCBN (60% CBN, ceramic binder). | Chamfer honing: Honing width 50 µm, Honing angle: −15°. | 0.8 | Without coating |
| Kennametal (KB5625) | PCBN (medium-CBN content, ceramic binder). | Round honing: radius 25 µm | 0.8 | TiAlN coated |
| Set of Tests Number | Tool Material (Tool Grade) | Cutting Speed (m/min) | Feed (mm/rev) | Depth of Pass (mm) |
|---|---|---|---|---|
| Set 1 | Carbide tool (TS2000, Seco) | 35 | 0.1 | 0.25 |
| 50 | 0.1 | 0.25 | ||
| 0.5 | ||||
| 0.15 | 0.25 | |||
| 0.5 | ||||
| Set 2 | PCBN (CBN170, Seco) | 200 | 0.15 | 0.15 |
| 0.25 | ||||
| 0.5 | ||||
| 300 | 0.15 | 0.15 | ||
| 0.25 | ||||
| 0.5 | ||||
| Set 3 | PCBN (MB8025, Mitsubishi) | 300 | 0.15 | 0.15 |
| 0.25 | ||||
| 0.5 | ||||
| PCBN (KB5625, Kennametal) | 300 | 0.15 | 0.15 | |
| 0.25 | ||||
| 0.5 | ||||
| PCBN (7015, Sandvik) | 300 | 0.15 | 0.15 | |
| 0.25 | ||||
| 0.5 | ||||
| JP2 (NTK) | 300 | 0.15 | 0.15 | |
| 0.25 | ||||
| 0.5 |
| Tool Material (Tool Grade) | Cutting Speed (m/min) | Feed (mm/rev) | Depth of Pass (mm) | Tool Life (min) | Machined Surface Per Unit Time (mm2/s) | Machined Surface per Cutting Edge (mm2/edge) |
|---|---|---|---|---|---|---|
| Carbide tool (TS2000, Seco) | 35 | 0.1 | 0.25 | 28.7 | 58.33 | 100,450 |
| 50 | 0.1 | 0.25 | 10.1 | 83.33 | 50,500 | |
| 0.5 | 6 | 83.33 | 30,000 | |||
| 0.15 | 0.25 | 5.4 | 125 | 40,500 | ||
| 0.5 | 3.9 | 125 | 29,250 | |||
| PCBN (CBN170, Seco) | 200 | 0.15 | 0.15 | 0.8 | 500 | 24,000 |
| 0.25 | 0.8 | 500 | 24,000 | |||
| 0.5 | 0.2 | 500 | 6000 | |||
| 300 | 0.15 | 0.15 | 0.8 | 750 | 36,000 | |
| 0.25 | 0.7 | 750 | 31,500 | |||
| 0.5 | 0.2 | 750 | 9000 | |||
| PCBN (MB8025, Mitsubishi) | 300 | 0.15 | 0.15 | 1.4 | 750 | 63,000 |
| 0.25 | 0.5 | 750 | 22,500 | |||
| 0.5 | 0.3 | 750 | 13,500 | |||
| PCBN (KB5625, Kennametal) | 300 | 0,15 | 0.15 | 0.7 | 750 | 31,500 |
| 0.25 | 0.4 | 750 | 18,000 | |||
| 0.5 | 0.3 | 750 | 13,500 | |||
| PCBN (7015, Sandvik) | 300 | 0,15 | 0.15 | 1.6 | 750 | 72,000 |
| 0.25 | 0.7 | 750 | 31,500 | |||
| 0.5 | 0.4 | 750 | 18,000 | |||
| JP2 (NTK) | 300 | 0,15 | 0.15 | 1.6 | 750 | 72,000 |
| 0.25 | 0.7 | 750 | 31,500 | |||
| 0.5 | 0.7 | 750 | 31,500 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cantero, J.L.; Díaz-Álvarez, J.; Infante-García, D.; Rodríguez, M.; Criado, V. High Speed Finish Turning of Inconel 718 Using PCBN Tools under Dry Conditions. Metals 2018, 8, 192. https://doi.org/10.3390/met8030192
Cantero JL, Díaz-Álvarez J, Infante-García D, Rodríguez M, Criado V. High Speed Finish Turning of Inconel 718 Using PCBN Tools under Dry Conditions. Metals. 2018; 8(3):192. https://doi.org/10.3390/met8030192
Chicago/Turabian StyleCantero, José Luis, José Díaz-Álvarez, Diego Infante-García, Marcos Rodríguez, and Víctor Criado. 2018. "High Speed Finish Turning of Inconel 718 Using PCBN Tools under Dry Conditions" Metals 8, no. 3: 192. https://doi.org/10.3390/met8030192
APA StyleCantero, J. L., Díaz-Álvarez, J., Infante-García, D., Rodríguez, M., & Criado, V. (2018). High Speed Finish Turning of Inconel 718 Using PCBN Tools under Dry Conditions. Metals, 8(3), 192. https://doi.org/10.3390/met8030192