The Properties of Arc-Sprayed Aluminum Coatings on Armor-Grade Steel

 ,
,  ,
, 

Abstract
:1. Introduction
2. Experimental
2.1. Research Objectives
2.2. Materials and Equipment
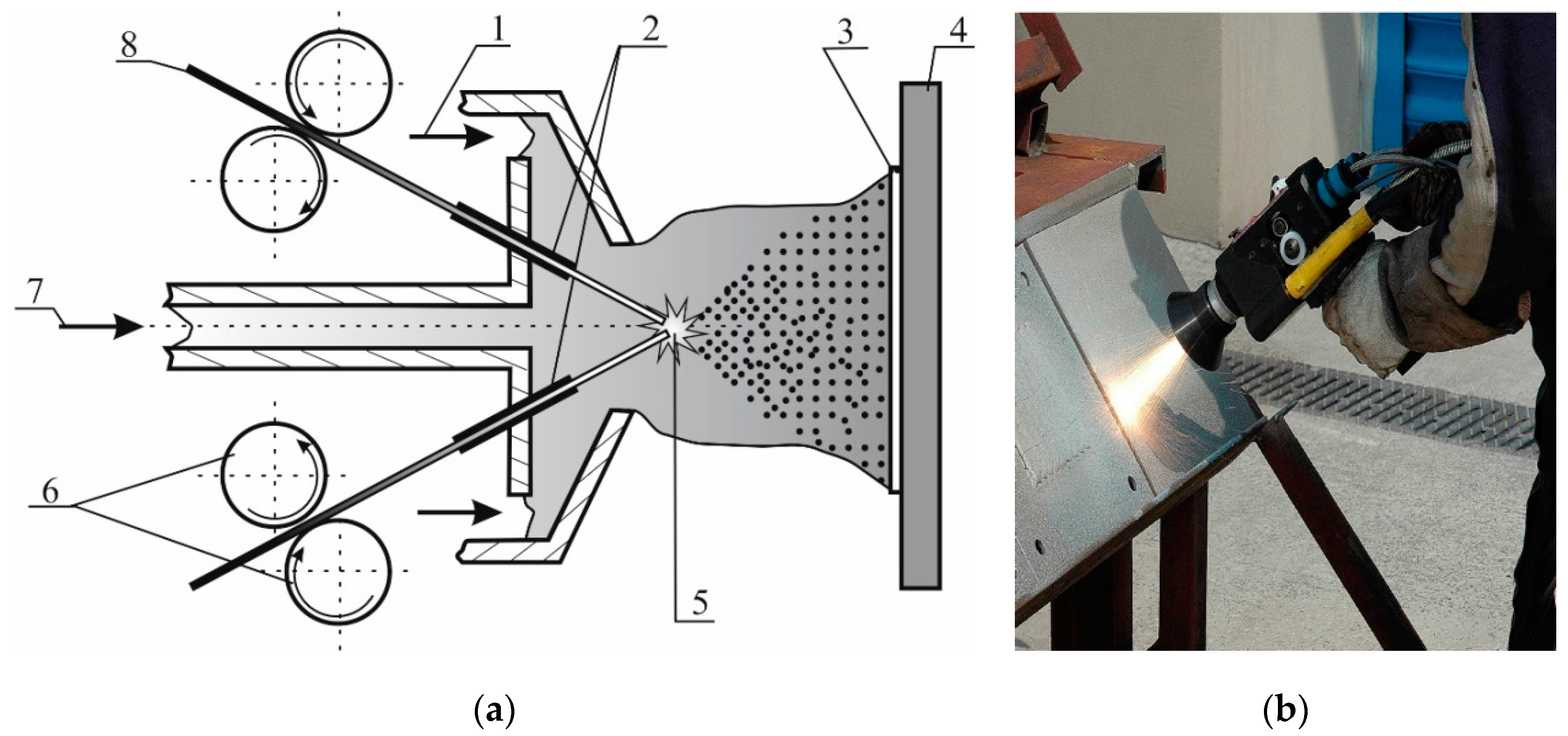
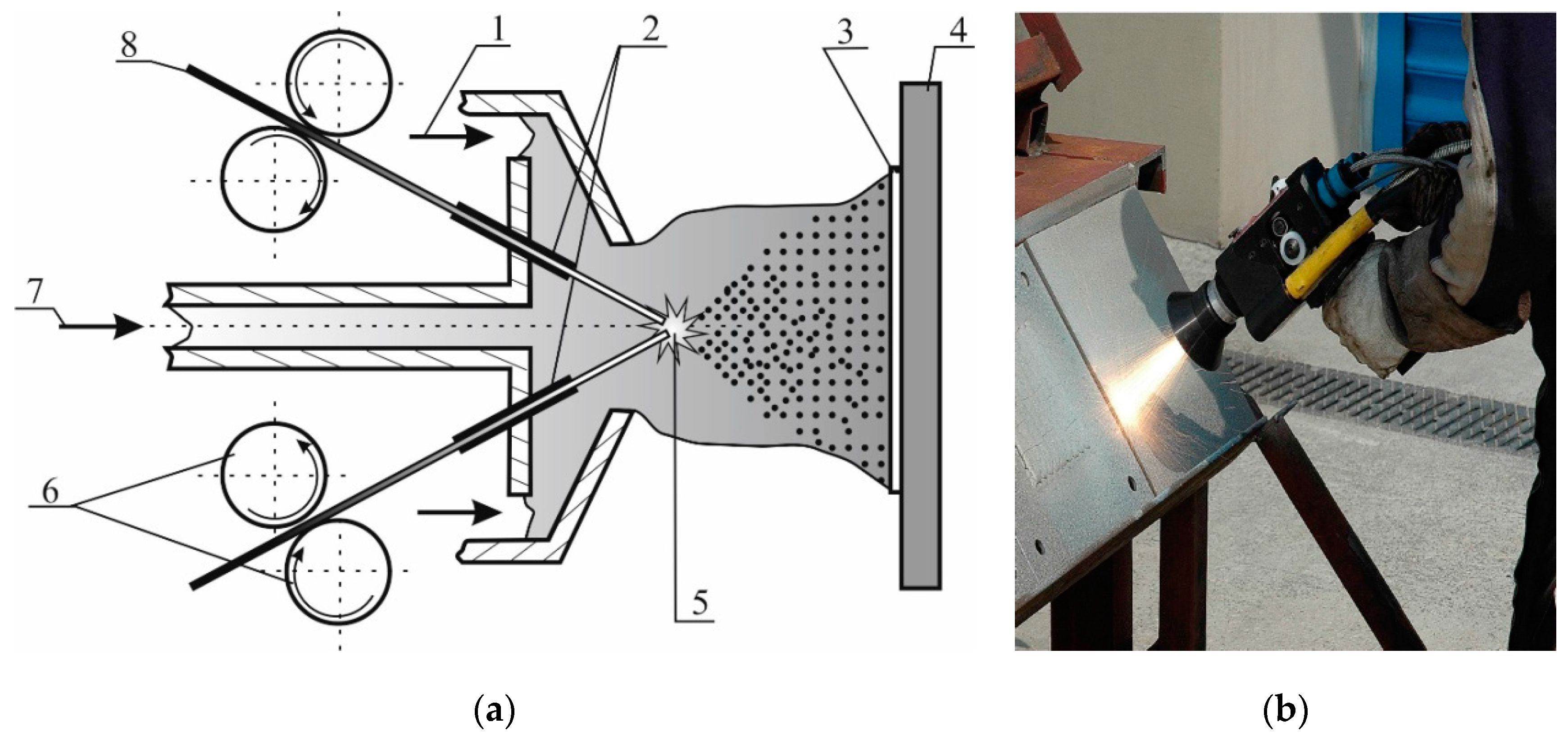
2.3. Arc Spraying Parameters
2.4. Metallographic Analysis of Coatings
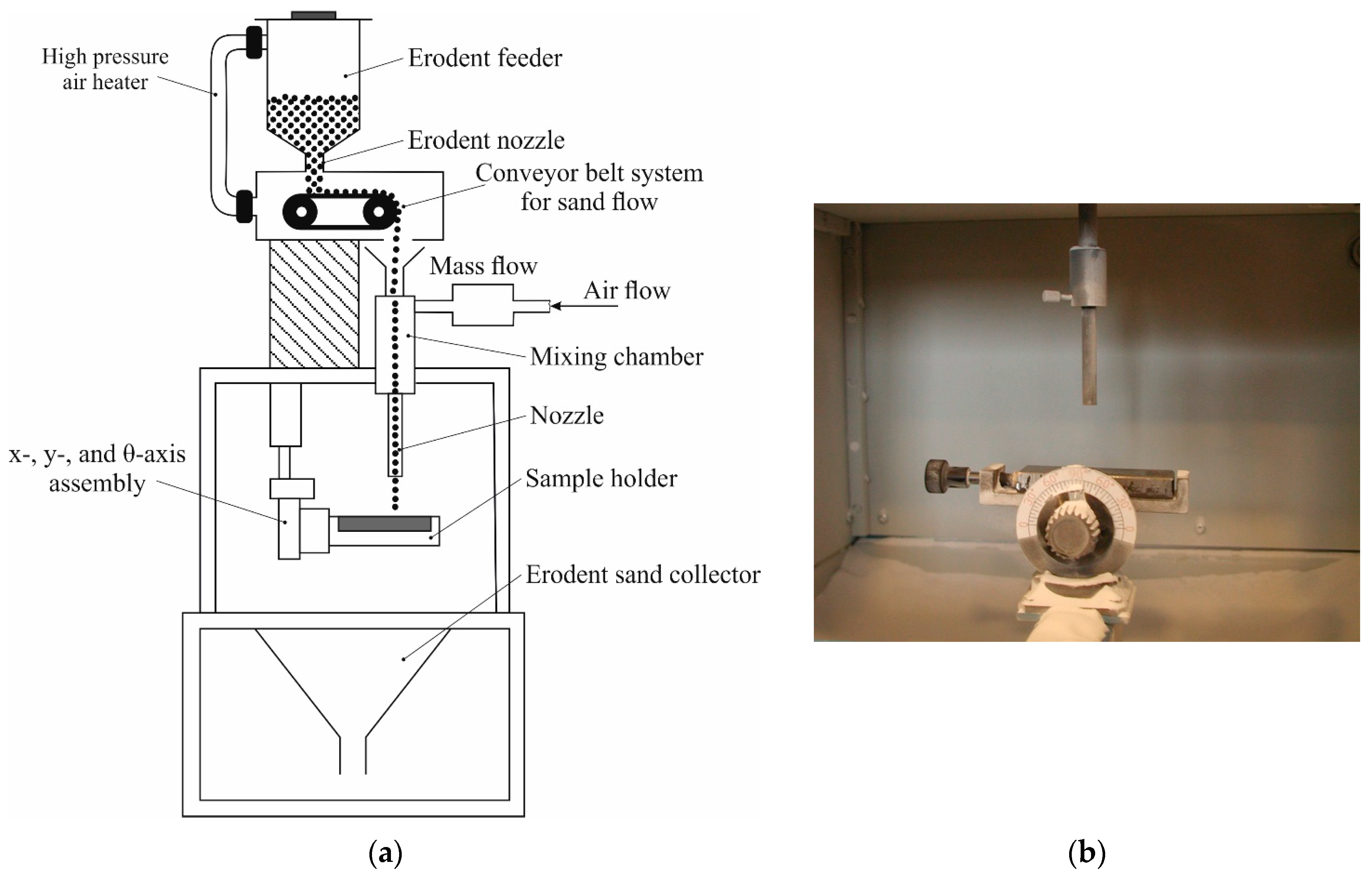
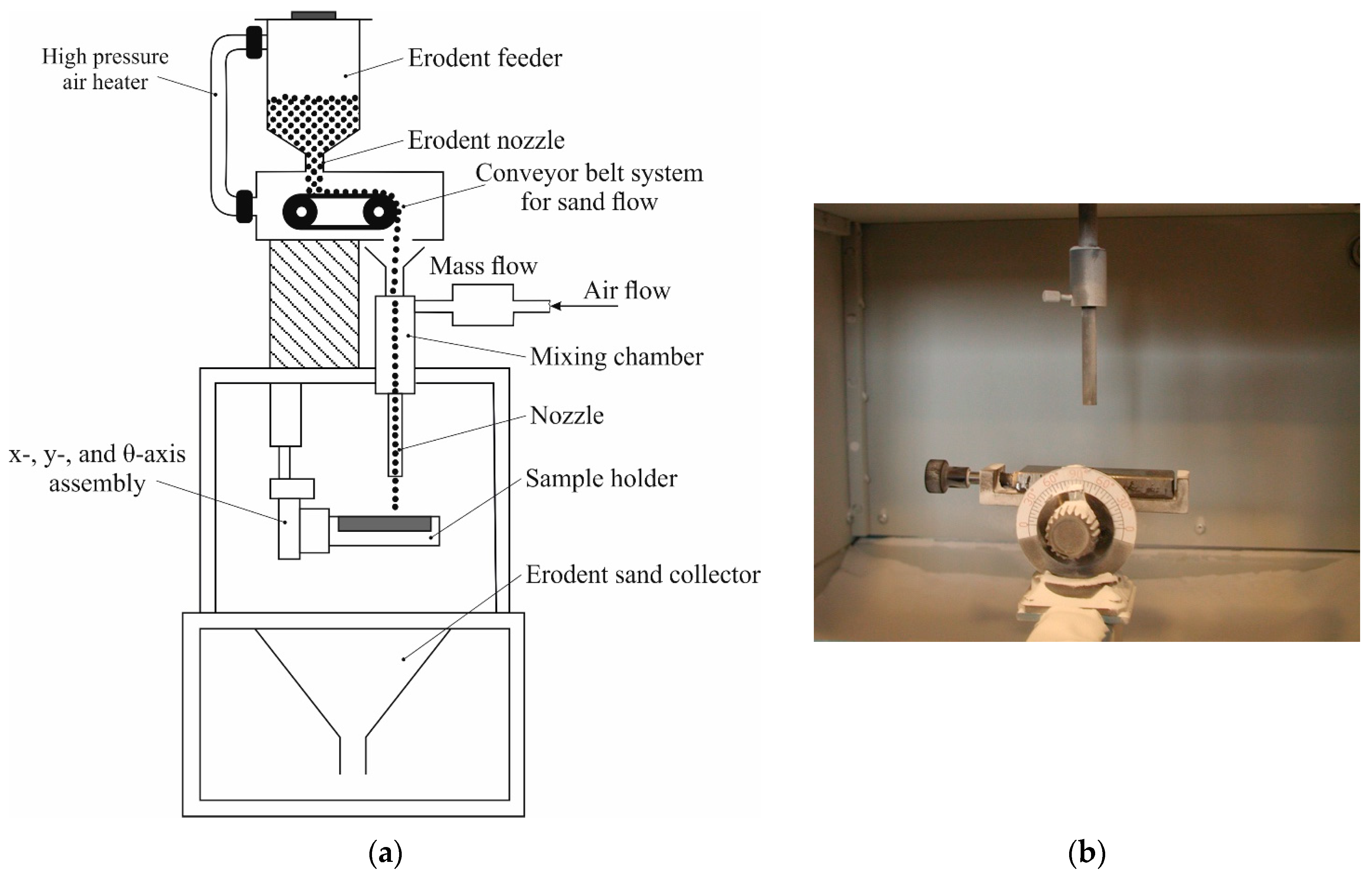
2.5. Analysis of Coating Erosion Resistance
2.6. Coating Hardness Measurements
2.7. Analysis of Coating Adhesion Strength
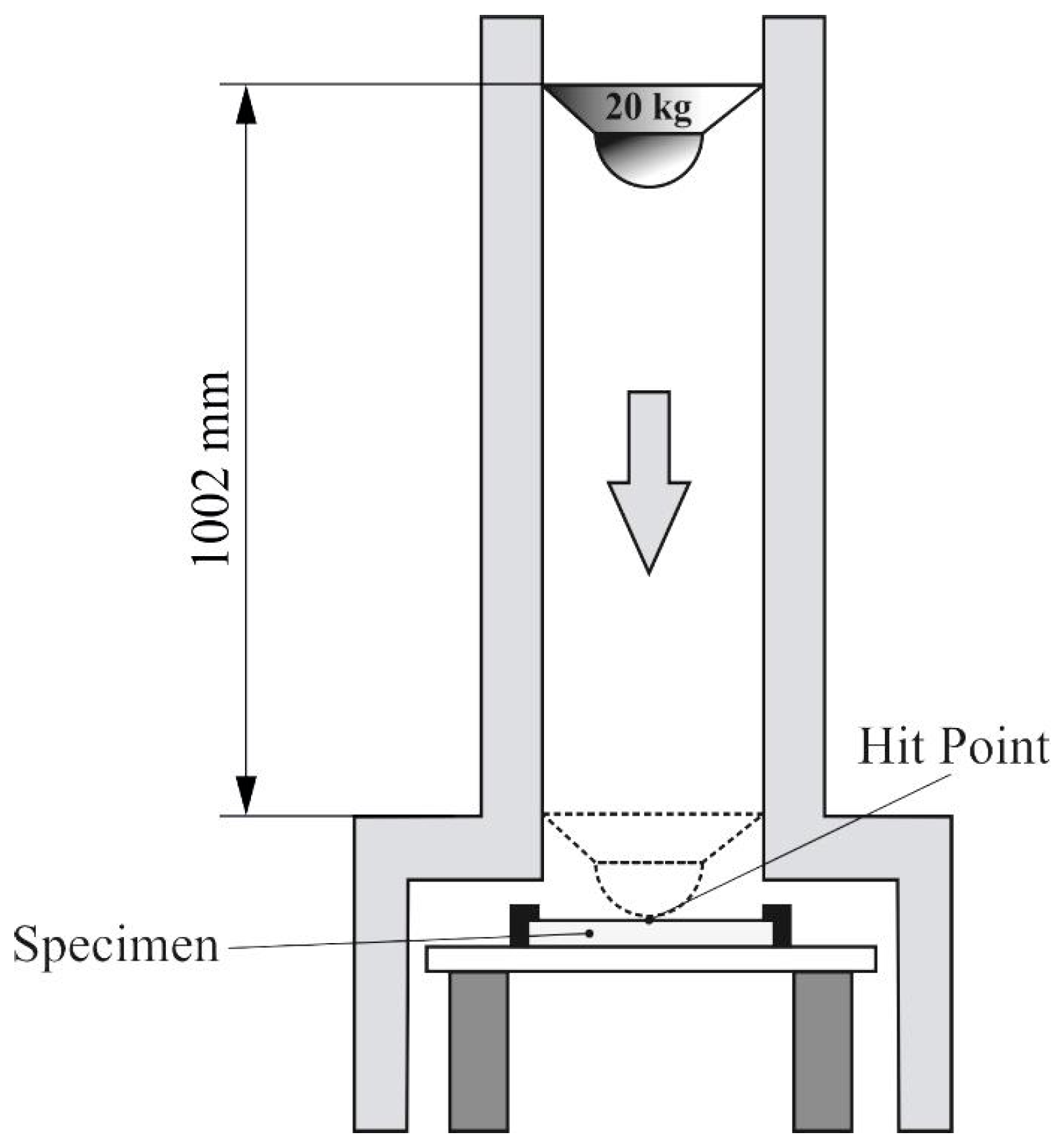
2.8. Analysis of Coating Shock Resistance
3. Results and Discussion
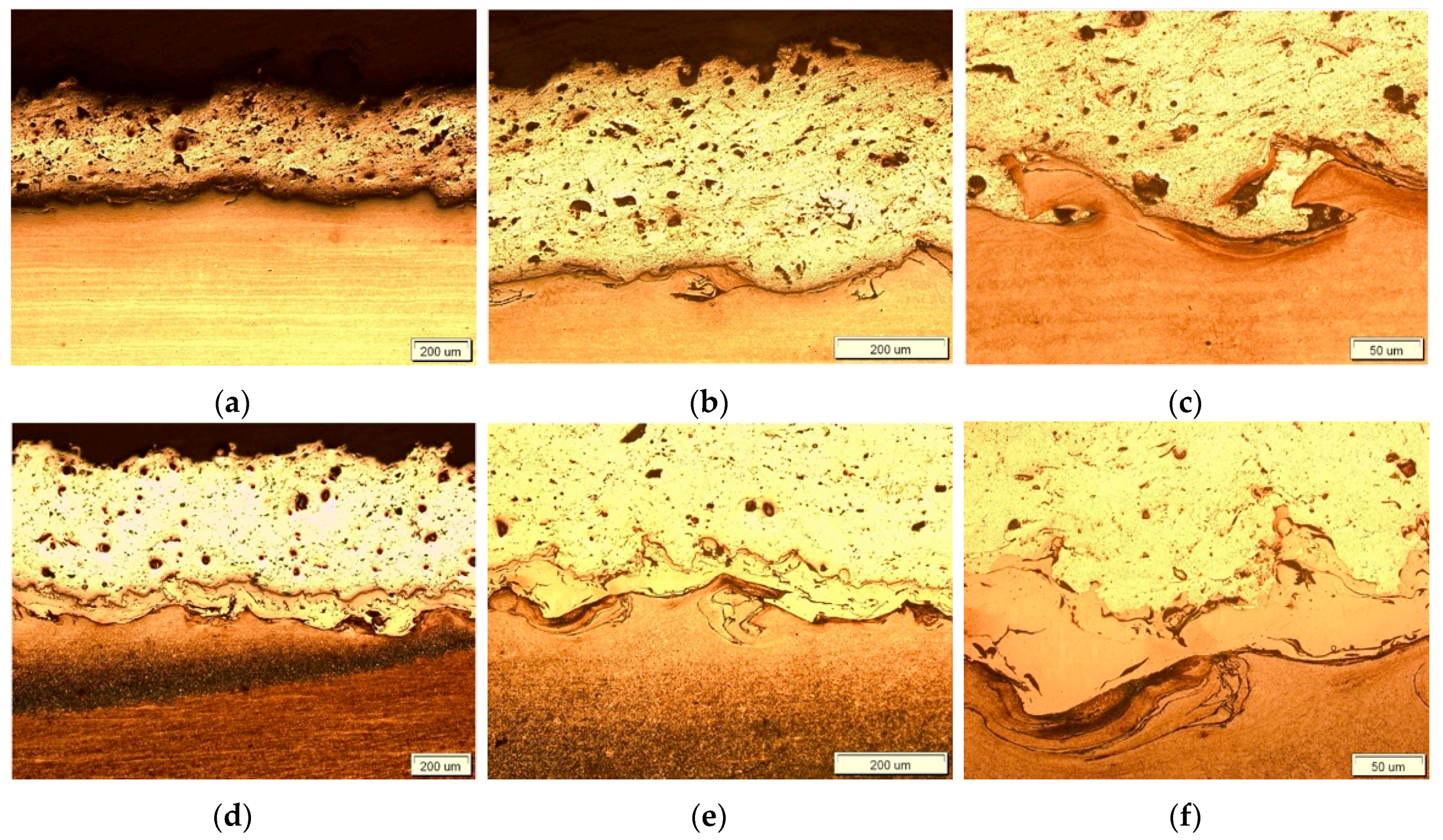
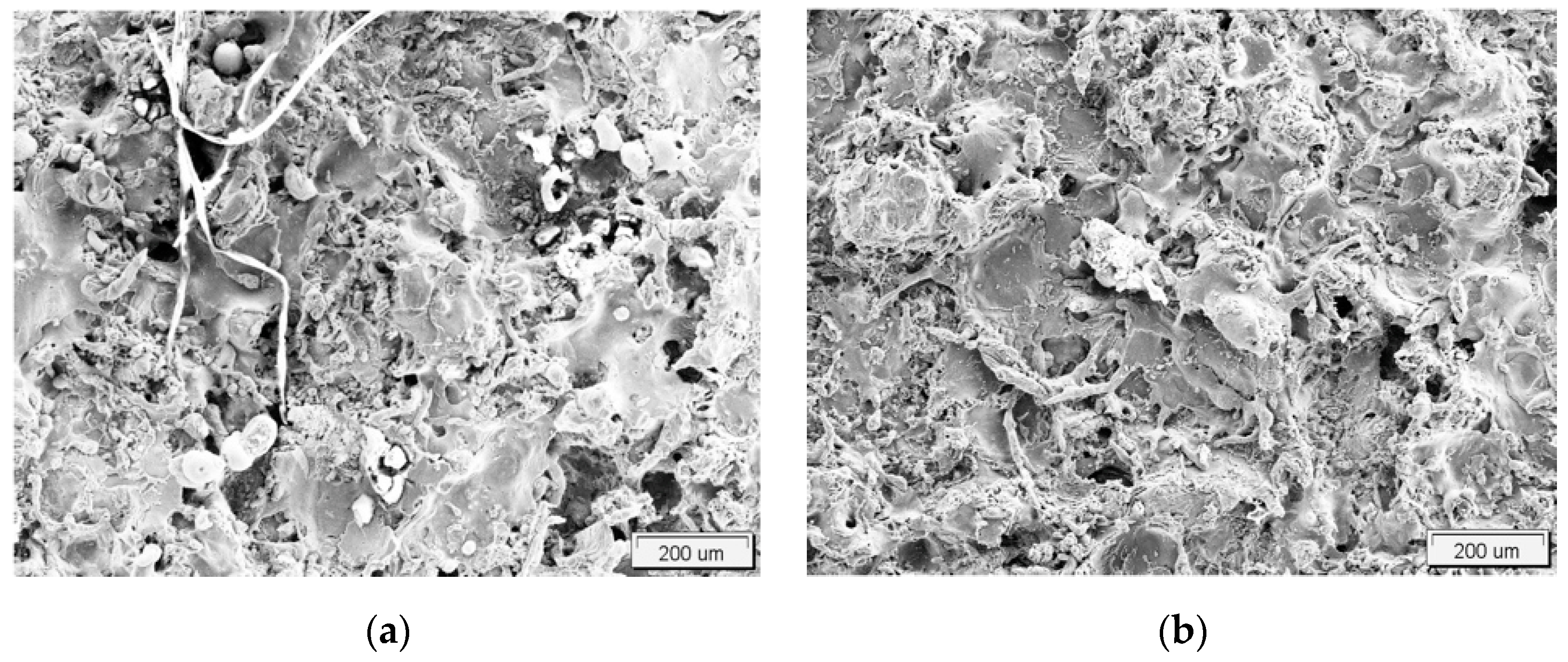
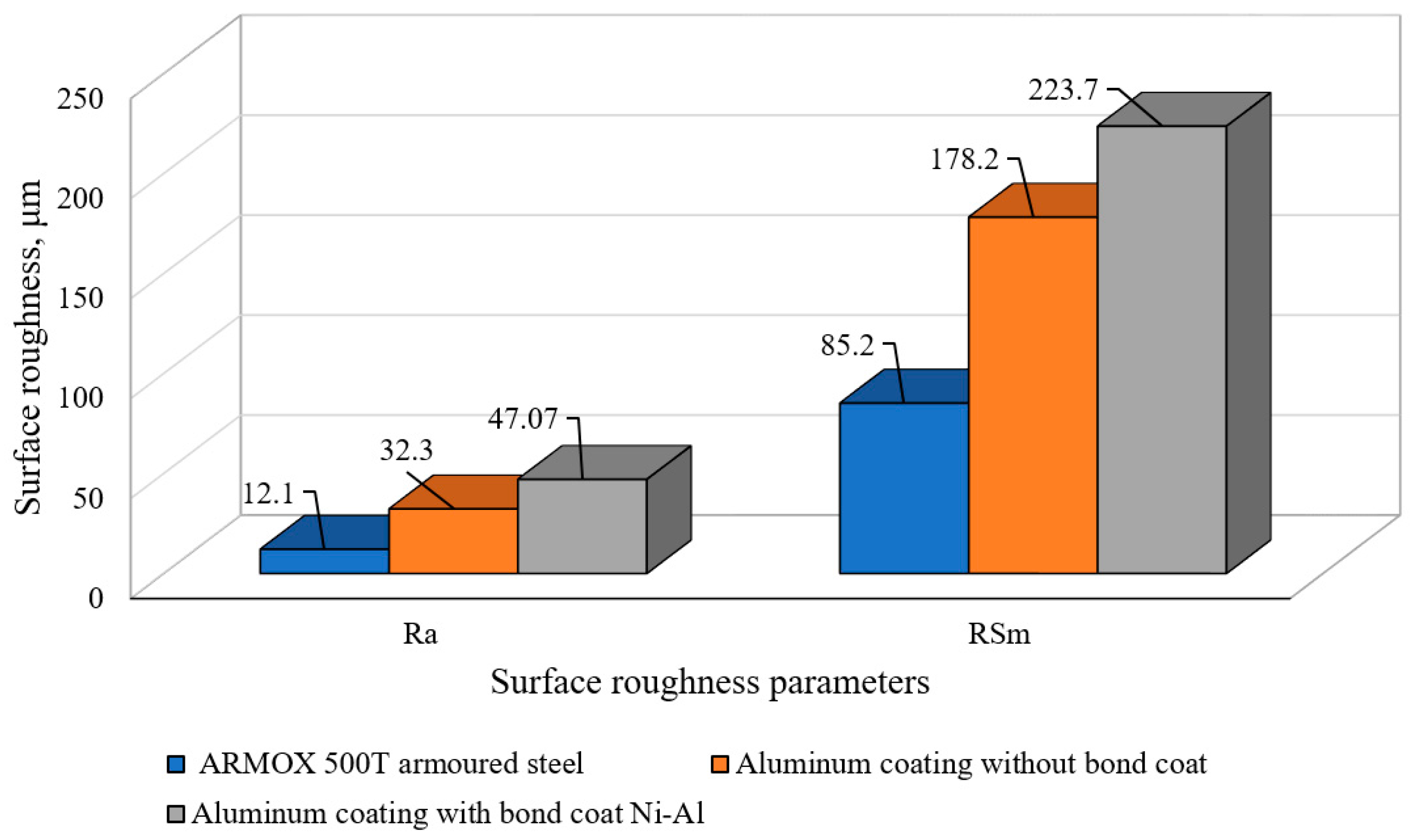
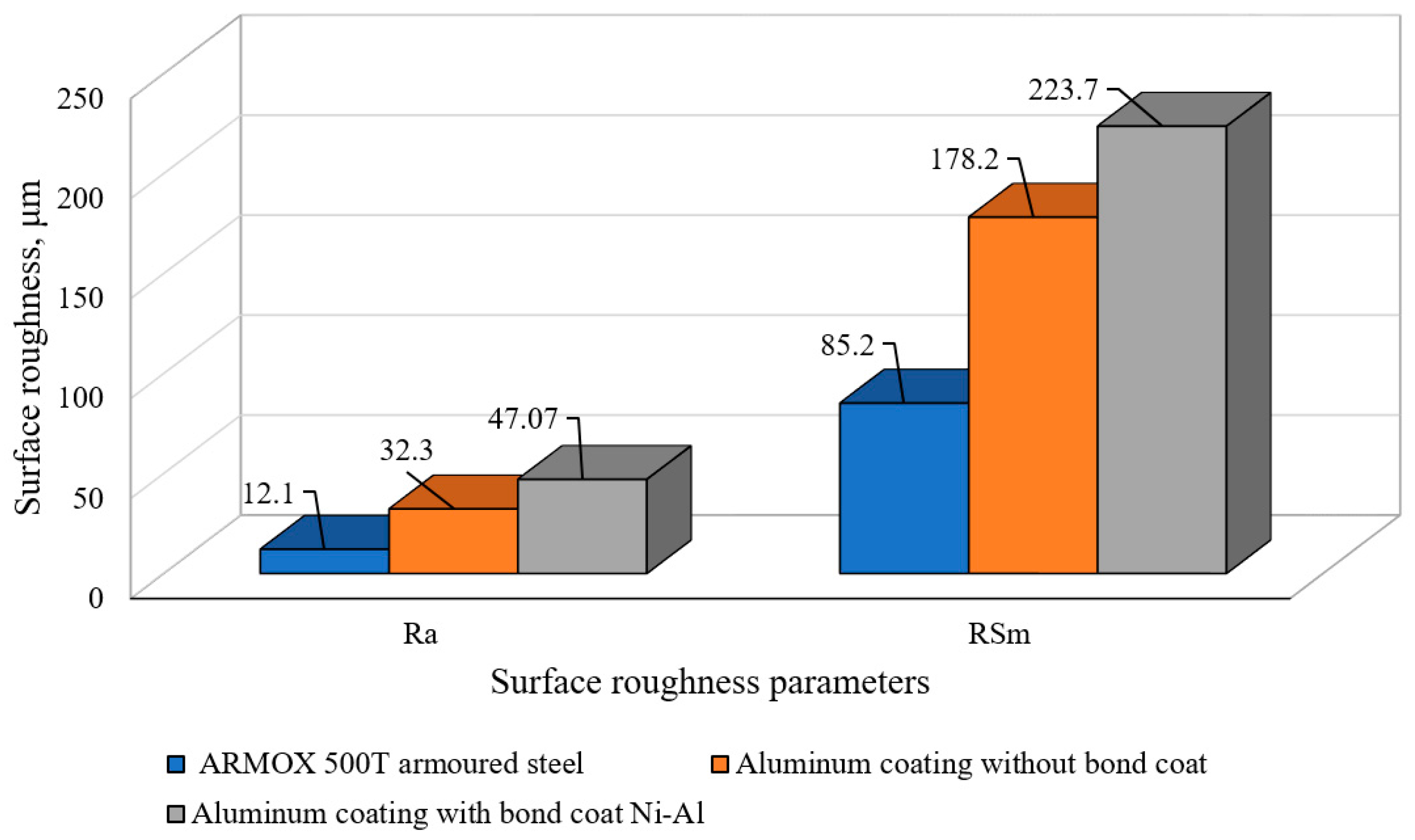
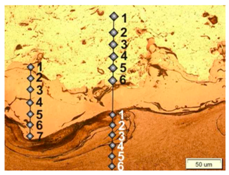
3.1. Metallographic and Roughness Test Results of Coatings
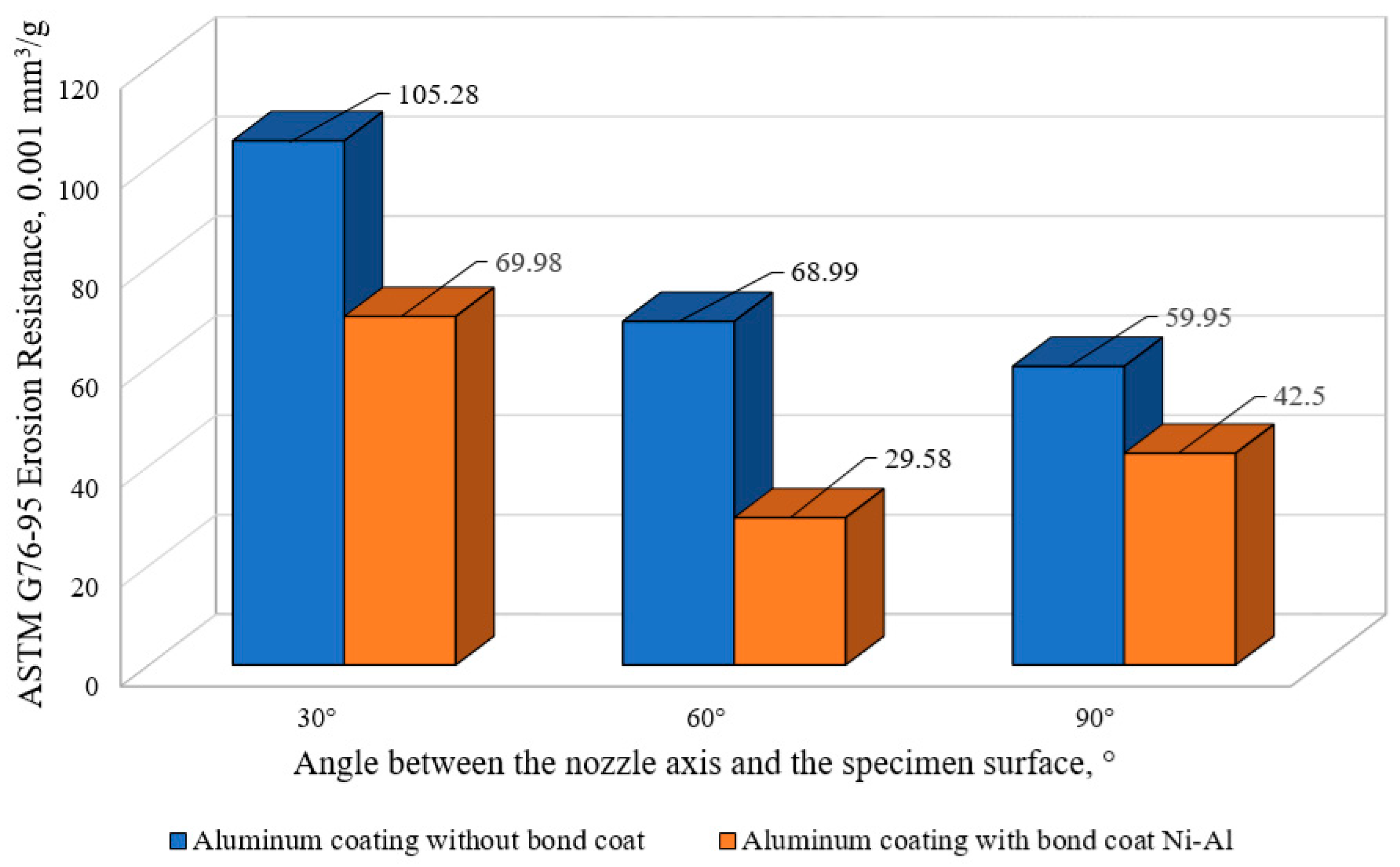
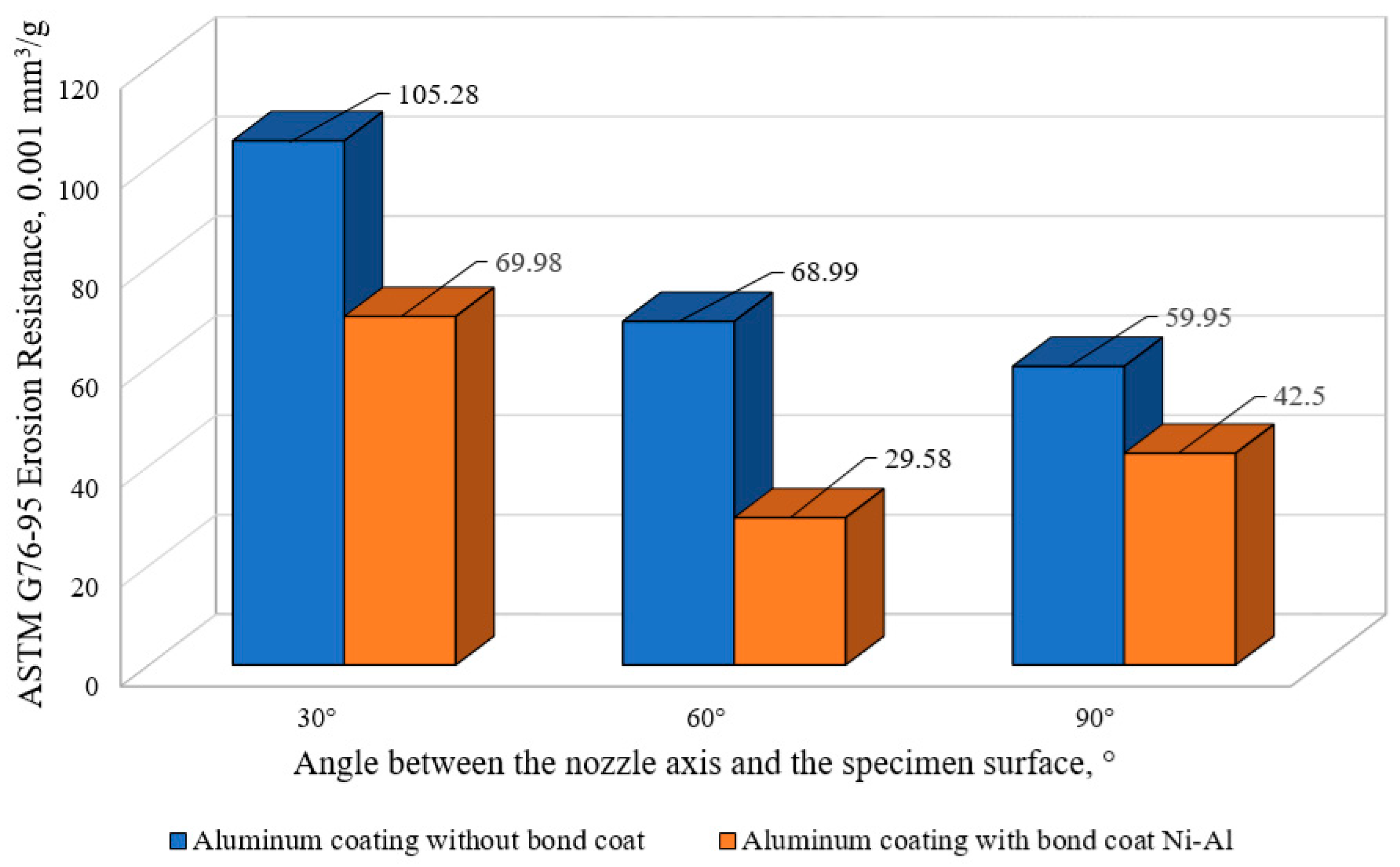
3.2. Coating Erosion Resistance Results
3.3. Coating Hardness Testing Results
3.4. Coating–Subcoating Adhesion Results
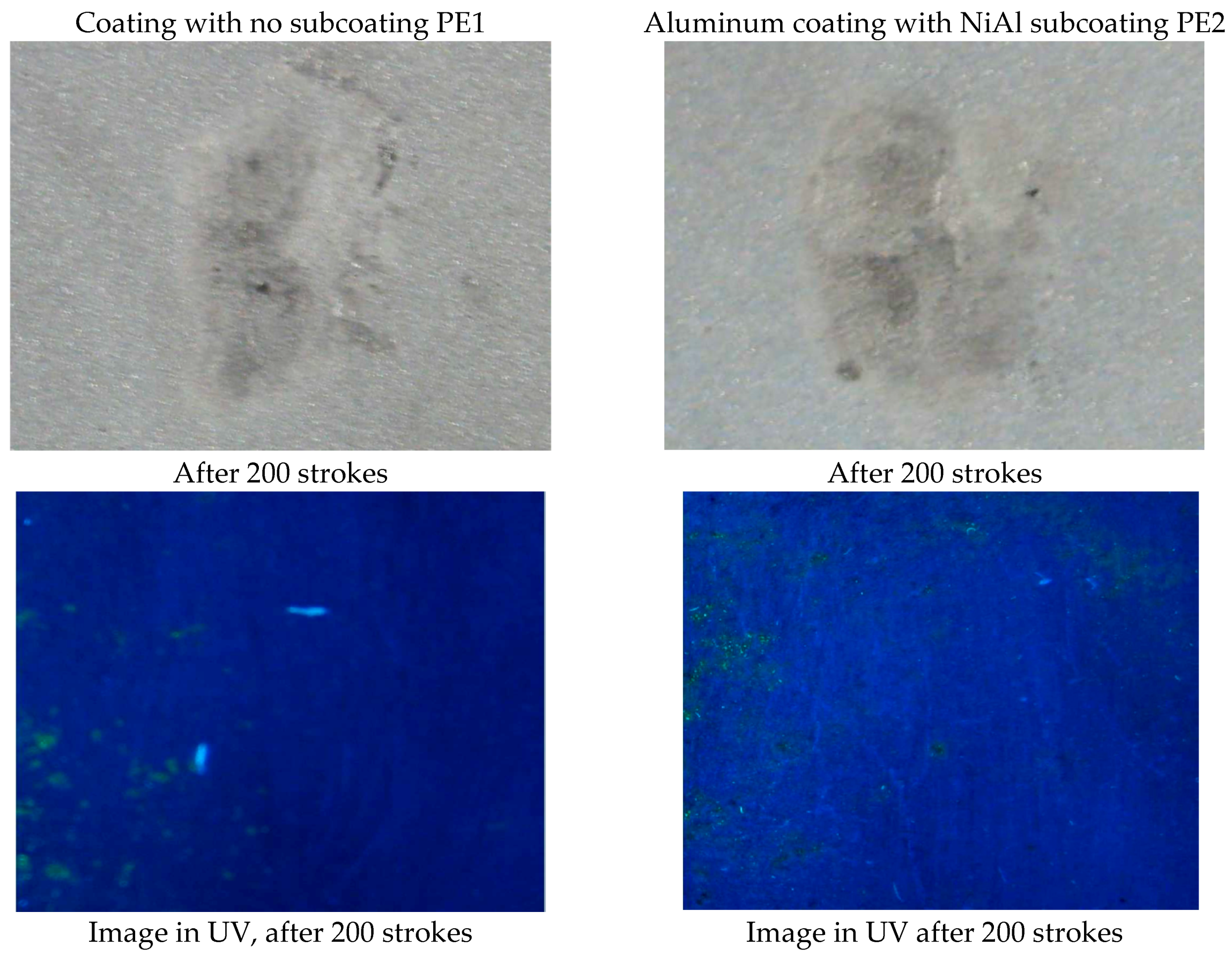
3.5. Coating Shock Load Testing Results
4. Conclusions
- Arc-sprayed coatings without buffered subcoating and NiAl-buffered subcoating on Armox 500 T alloy steel provide high-quality spray coatings with a thickness of approximately 1.0 mm.
- The use of Nickel Alloy Buffer (NiAl 95/5) increases the adhesion of the aluminum coating by more than 4 MPa as compared to aluminum sprayed directly onto the Armox 500 T steel substrate.
- Much higher erosion wear resistance (about 55% at 60° attack angle, and about 30% at erodent attack angles of 90° and 30°) was exhibited by arc-coated aluminum on Armox 500 T alloy steel substrate using Nickel Alumina (NiAl 95/5)-buffered subcoating.
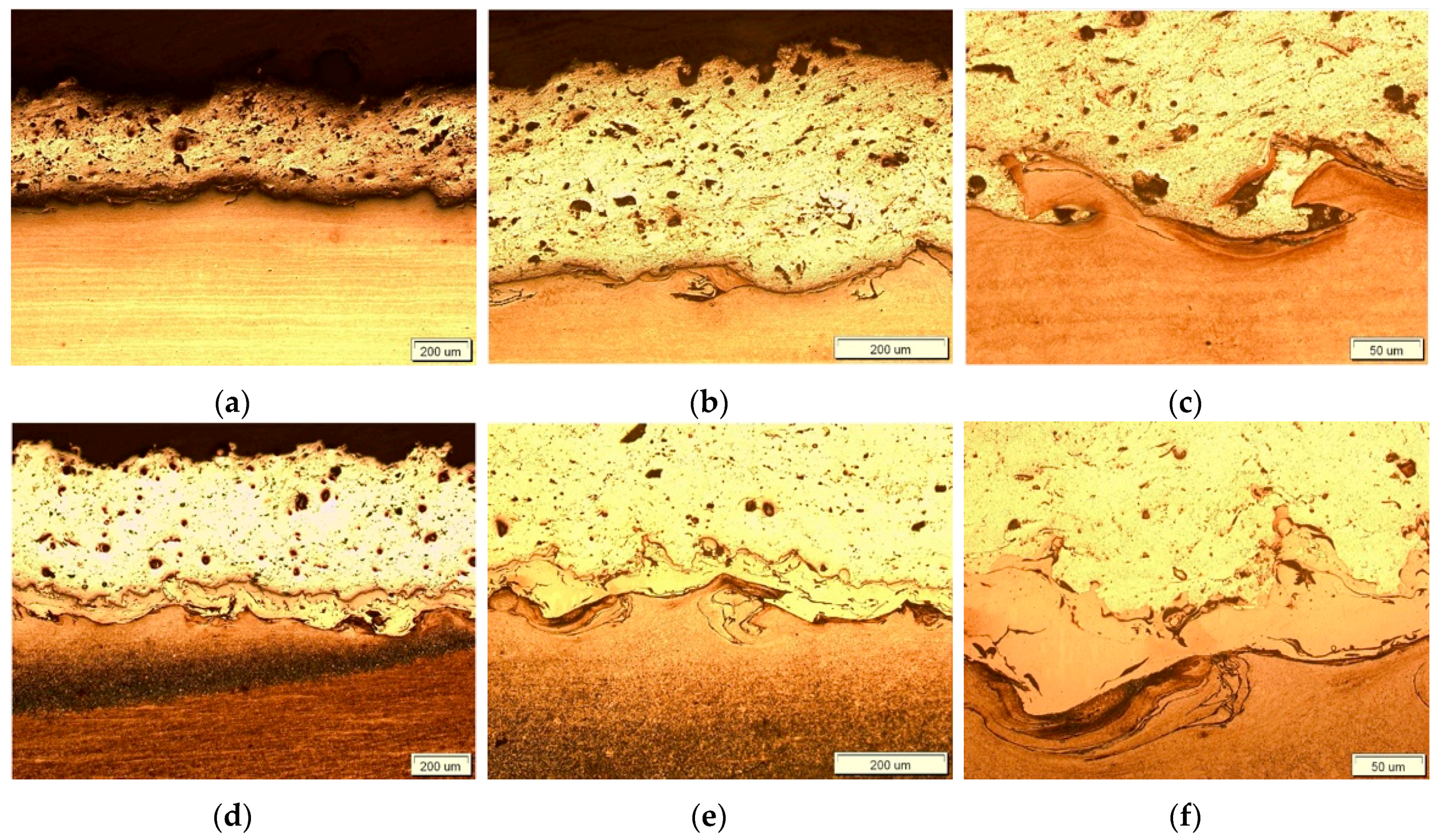
- Metallographic studies of spray coatings showed the mechanically interlocked mode of adhesion of the joint between the arc-sprayed coatings and the Armox 500 T alloy steel substrate.
- Arc-sprayed aluminum coatings without buffering subcoating and with subcoating of nickel alumina have a mean hardness of 36.4 HV0.1 and 42.4 HV0.1, respectively. The mean hardness of the buffered nickel alumina coating was 364 HV1.6. The impact load resistance analysis of aluminum coatings arc-sprayed on Armox 500 T grade steel did not reveal delamination or cracks in the coatings for both of analyzed coatings type.
Author Contributions
Conflicts of Interest
References
- Janicki, D. Laser cladding of Inconel 625-based composite coatings reinforced by porous chromium carbide particles. Opt. Laser Technol. 2017, 94, 6–14. [Google Scholar] [CrossRef]
- Lisiecki, A.; Piwnik, J. Tribological characteristic of titanium alloy surface layers produced by diode laser gas nitriding. Arch. Metall. Mater. 2016, 61, 543–552. [Google Scholar] [CrossRef]
- Janicki, D.; Musztyfaga, M.M. Direct diode laser cladding of Inconel 625/WC composite coatings. J. Mech. Eng. 2016, 62, 363–372. [Google Scholar] [CrossRef]
- Lisiecki, A.; Kurc-Lisiecka, A. Erosion wear resistance of titanium-matrix composite Ti/TiN produced by diode-laser gas nitriding. Mater. Technol. 2017, 51, 29–34. [Google Scholar] [CrossRef]
- Czupryński, A. Properties of Al2O3/TiO2 and ZrO2/CaO flame-sprayed coatings. Mater. Technol. 2017, 51, 205–212. [Google Scholar] [CrossRef]
- Czupryński, A.; Górka, J.; Adamiak, M. Examining properties of arc sprayed nanostructured coatings. Metalurgija 2016, 55, 173–176. [Google Scholar]
- Czupryński, A.; Górka, J.; Adamiak, M.; Tomiczek, B. Testing of flame sprayed Al2O3 matrix coatings containing TiO2. Arch. Metall. Mater. 2016, 61, 1363–1370. [Google Scholar] [CrossRef]
- Dobrzański, L.; Adamiak, M.; D’Errico, G. Relationship between erosion resistance and the phase and chemical composition of PVD coatings deposited onto high-speed steel. J. Mater. Process. Technol. 1999, 92–93, 184–189. [Google Scholar] [CrossRef]
- ISO 14923:2003. Thermal Spraying—Characterization and Testing of Thermally Sprayed Coatings; International Organization for Standardization: Geneva, Switzerland, 2003. [Google Scholar]
- ASTM G76-13. Standard Test Method for Conducting Erosion Tests by Solid Particle Impingement Using Gas Jets; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Regina, M.H.; Pombo, R.; Paredes, R.S.C.; Wido, S.H.; Calixto, A. Comparison of aluminum coatings deposited by flame spray and by electric arc spray. Surf. Coat. Technol. 2007, 202, 172–179. [Google Scholar]
- American Welding Society. Corrosion Test of Flame Sprayed Coated Steel—19 Years Report; American Welding Society: Miami, FL, USA, 2013. [Google Scholar]
- Li, Y.; Liu, J.; Duan, J.; Hou, B. Thermally sprayed aluminium and zinc coatings for tidal zone cathodic protection of offshore platform pile leg. Mater. Perform. 2006, 45, 16–20. [Google Scholar]
- Malek, M.H.A.; Saad, N.H.; Abas, S.K.; Nik Roselina, N.R.; Shah, N.M. Performance and microstructure analysis of 99.5% aluminium coating by thermal arc spray technique. Procedia Eng. 2013, 68, 558–565. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Plate Material | C | Si | Mn | P | S | Cr | Ni | Mo | B |
|---|---|---|---|---|---|---|---|---|---|
| Armox 500 T | ≤0.32 | ≤0.1 ± 0.4 | ≤1.2 | ≤0.015 | ≤0.01 | ≤1.0 | ≤1.8 | ≤0.7 | ≤0.005 |
| Arc Spraying Parameters | Values |
|---|---|
| Nozzle distance from material, mm | 150–200 |
| Current, A | 120 |
| Arc Voltage, V | 34 |
| Spray gas pressure, bar | 4.2 |
| Erodent Impact Angle (°) | Sample No./Time (min) | Mass Loss (mg) | Volume Loss (mm3) | Erosion Rate (mg/min) | Resistance to Erosion as per ASTM G76 (0.001 mm3/g) |
|---|---|---|---|---|---|
| 90 | PE1/5 | 3.3 | 1.213 | 0.66 | 59.95 |
| PE2/5 | 2.6 | 0.836 | 0.42 | 42.50 | |
| 60 | PE1/5 | 3.8 | 1.397 | 0.76 | 68.99 |
| PE2/5 | 2.2 | 0.599 | 0.44 | 29.58 | |
| 30 | PE1/5 | 5.8 | 2.132 | 1.16 | 105.28 |
| PE2/5 | 5.2 | 1.417 | 0.82 | 69.98 |
| Erodent Impact Angle (°) | Sample PE1 | Sample PE2 |
|---|---|---|
| 90 |  |  |
| 60 |  |  |
| 30 |  |  |
| Sprayed Coating Hardness | ||
|---|---|---|
| Measurement number | Sample PE1 | Sample PE2 |
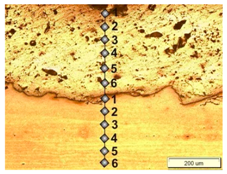 |  | |
| Aluminum coating (HV0.1) | ||
| 1 | 32.8 | 38.9 |
| 2 | 35.8 | 34.8 |
| 3 | 41.9 | 43.4 |
| 4 | 36.0 | 36.9 |
| 5 | 35.3 | 48.2 |
| 6 | 36.8 | 52.1 |
| Average aluminum coating hardness | 36.4 | 42.4 |
| - | - | Buffered NiAl subcoating (HV1) |
| 1 | - | 382 |
| 2 | 360 | |
| 3 | 353 | |
| 4 | 364 | |
| 5 | 365 | |
| 6 | 384 | |
| 7 | 351 | |
| Average subcoating hardness | - | 364 |
| Average hardness of six measurements of Armox 500 T | 534 | 518 |
| Sample | Sample No. | Max Tensile Force (kN) | Surface Area (mm2) | Sprayed Coating Adhesion (N/mm2) | Average Coating Adhesion (N/mm2) |
|---|---|---|---|---|---|
| PE1 | 1 | 14.8 | 1256.6 | 11.8 | 12.6 |
| 2 | 16.2 | 12.9 | |||
| 3 | 16.2 | 12.9 | |||
| PE2 | 1 | 21.3 | 17.0 | 16.0 | |
| 2 | 19.6 | 16.0 | |||
| 3 | 19.1 | 15.2 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Adamiak, M.; Czupryński, A.; Kopyść, A.; Monica, Z.; Olender, M.; Gwiazda, A. The Properties of Arc-Sprayed Aluminum Coatings on Armor-Grade Steel. Metals 2018, 8, 142. https://doi.org/10.3390/met8020142
Adamiak M, Czupryński A, Kopyść A, Monica Z, Olender M, Gwiazda A. The Properties of Arc-Sprayed Aluminum Coatings on Armor-Grade Steel. Metals. 2018; 8(2):142. https://doi.org/10.3390/met8020142
Chicago/Turabian StyleAdamiak, Marcin, Artur Czupryński, Adam Kopyść, Zbigniew Monica, Małgorzata Olender, and Aleksander Gwiazda. 2018. "The Properties of Arc-Sprayed Aluminum Coatings on Armor-Grade Steel" Metals 8, no. 2: 142. https://doi.org/10.3390/met8020142
APA StyleAdamiak, M., Czupryński, A., Kopyść, A., Monica, Z., Olender, M., & Gwiazda, A. (2018). The Properties of Arc-Sprayed Aluminum Coatings on Armor-Grade Steel. Metals, 8(2), 142. https://doi.org/10.3390/met8020142