The Role of Retained Austenite and Its Carbon Concentration on Elongation of Low Temperature Bainitic Steels at Different Austenitising Temperature

Abstract
1. Introduction
2. Experiment
3. Results
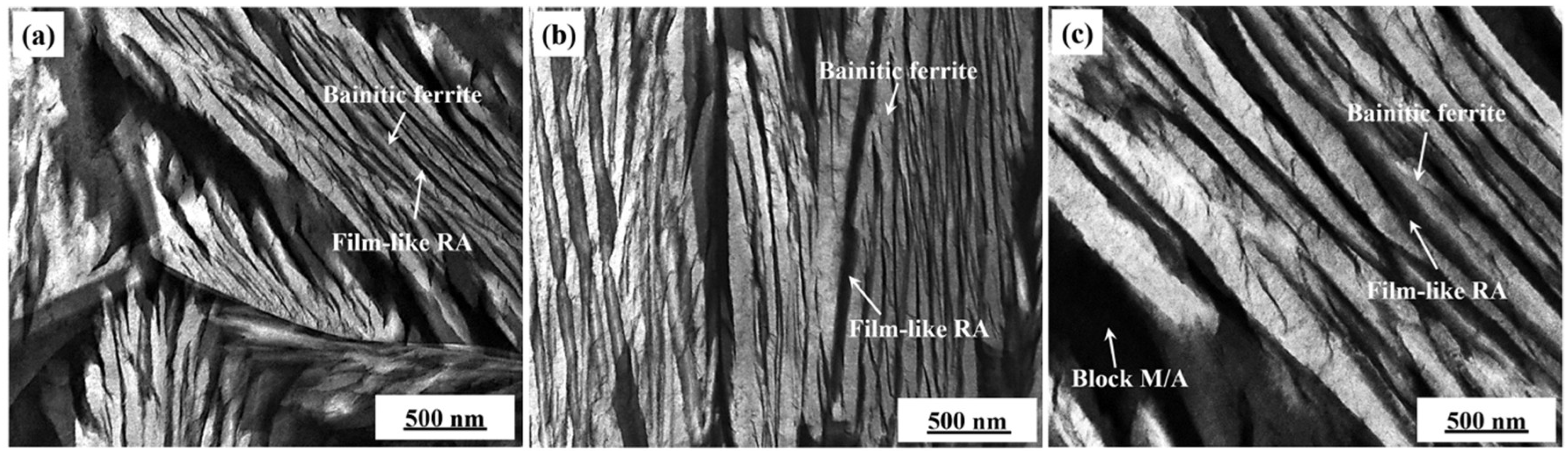
3.1. Microstructural Analysis
3.2. Tensile Properties
3.3. The Austenite Grain Size at Different Austenitising Temperatures
3.4. The Retained Austenite Contents of Necking Sites at Different Austenitising Temperatures
4. Discussion
5. Conclusions
- (1)
- In the necking area, the retained austenite content increased with the distance away from the fracture at three different austenitising temperatures. At 850 °C, the content of retained austenite at the fracture is significantly higher than that at 950 °C and 1050 °C, while the content of it transformed into martensite is lower during the tensile test.
- (2)
- The elongation is a combination function of the volume percentage of retained austenite and its carbon concentration. The TRIP effect makes a great contribution in improving the elongation at 950 °C and 1050 °C, owing to a higher volume percentage of retained austenite and its appropriate carbon concentration.
- (3)
- When the austenitising temperature is 850 °C, the retained austenite has an extremely low Ms temperature. This proved that the too stable retained austenite cannot play a positive effect on the elongation.
Author Contributions
Funding
Conflicts of Interest
References
- Bhadeshia, H.K.D.H. High performance bainitic steels. Mater. Sci. Forum. 2005, 500, 63–74. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Nanostructured Bainite. In Proceedings of the Royal Society of London A: Mathematical, Physical and Engineering Sciences, London, UK, 8 January 2010. [Google Scholar]
- Garcia-Mateo, C.; Paul, G.; Somani, M.; Porter, D.; Bracke, L. Transferring nanoscale bainite concept to lower C contents: A perspective. Metals 2017, 7, 159. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F.G. The role of retained austenite on tensile properties of steels with bainitic microstructures. Mater. Trans. 2005, 46, 1839–1846. [Google Scholar] [CrossRef]
- Jacques, P.; Delannay, F.; Cornet, X.; Harlet, P.; Ladriere, J. Enhancement of the mechanical properties of a low-carbon, low-silicon steel by formation of a multiphased microstructure containing retained austenite. Metall. Mater. Trans. A 1998, 29, 2383–2393. [Google Scholar] [CrossRef]
- Hasan, H.S.; Peet, M.J.; Avettand-Fènoë, M.N.; Bhadeshia, H.K.D.H. Effect of tempering upon the tensile properties of a nanostructured bainitic steel. Mater. Sci. Eng. A 2014, 615, 340–347. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F.G.; Chao, J.; Capdevila, C.; Andres, C.G.D. Mechanical stability of retained austenite during plastic deformation of super high strength carbide free bainitic steels. J. Mater. Sci. 2009, 44, 4617–4624. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H.; Edmonds, D.V. The bainite transformation in a silicon steel. Mater. Trans. A 1979, 10, 895–907. [Google Scholar] [CrossRef]
- Wang, J.; Zwaag, S.V.D. Stabilization mechanisms of retained austenite in transformation-induced plasticity steel. Metall. Mater. Trans. A 2001, 32, 1527–1539. [Google Scholar] [CrossRef]
- Jimenez-Melero, E.; Dijk, N.H.V.; Zhao, L.; Sietsma, J.; Offerman, S.E.; Wright, J.P.; Zwaag, S.V.D. Characterization of individual retained austenite grains and their stability in low-alloyed TRIP steels. Acta Mater. 2007, 55, 6713–6723. [Google Scholar] [CrossRef]
- Lee, S.; Lee, S.J.; Cooman, B.C.D. Austenite stability of ultrafine-grained transformation-induced plasticity steel with Mn partitioning. Scr. Mater. 2011, 65, 225–228. [Google Scholar] [CrossRef]
- Matsuoka, Y.; Iwasaki, T.; Nakada, N.; Tsuchiyama, T.; Takaki, S. Effect of grain size on thermal and mechanical stability of austenite in metastable austenitic stainless steel. ISIJ. Int. 2013, 53, 1224–1230. [Google Scholar] [CrossRef]
- Hu, F.; Wu, K.M.; Hou, T.P.; Peter, H.; Rodionova, I.; Zhang, F.C. The effect of microphases on elongation of nanostructured bainitic steels. Metallurgist 2017, 60, 1295–1300. [Google Scholar]
- Rementeria, R.; Capdevila, C.; Domínguez-Reyes, R.; Poplawsky, J.D.; Guo, W. Carbon clustering in low-temperature bainite. Metall. Mater. Trans. A 2018, 49, 5277–5287. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Peet, M.; Caballero, F.G.; Bhadeshia, H.K.D.H. Tempering of hard mixture of bainitic ferrite and austenite. Mater. Sci. Technol. 2013, 20, 814–818. [Google Scholar] [CrossRef]
- Caballero, F.G.; Bhadeshia, H.K.D.H.; Mawella, K.J.A.; Jones, D.G.; Brown, P. Very strong low temperature bainite. Mater. Sci. Technol. 2002, 18, 279–284. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H.; Edmonds, D.V. The mechanism of bainite formation in steels. Acta Metall. 1980, 28, 1265–1273. [Google Scholar] [CrossRef]
- Pinard, P.T.; Schwedt, A.; Ramazani, A.; Prahl, U.; Richter, S. Characterization of dual-phase steel microstructure by combined submicrometer EBSD and EPMA carbon measurements. Microsc. Microanal. 2013, 19, 996–1006. [Google Scholar] [CrossRef] [PubMed]
- Garcia-Mateo, C.; Jimenez, J.A.; Lopez-Ezquerra, B.; Rementeria, R.; Morales-Rivas, L.; Kunta, M.; Caballero, F.G. Analyzing the scale of the bainitic ferrite plates by XRD, SEM and TEM. Mater. Charact. 2016, 122, 83–89. [Google Scholar] [CrossRef]
- Zhang, Y.B.; Godfrey, A.; Liu, Q.; Liu, W.; Jensen, D.J. Analysis of the growth of individual grains during recrystallization in pure nickel. Acta Mater. 2009, 57, 2631–2639. [Google Scholar] [CrossRef]
- Guo, L.; Roelofs, H.; Lembke, M.I.; Bhadeshia, H.K.D.H. Effect of manganese sulphide particle shape on the pinning of grain boundary. Mater. Sci. Technol. 2017, 33, 1013–1018. [Google Scholar] [CrossRef]
- Biswas, D.K.; Venkatraman, M.; Narendranath, C.S.; Chatterjee, U.K. Influence of sulfide inclusion on ductility and fracture behavior of resulfurized HY-80 steel. Metall. Trans. A 1992, 23, 1479–1492. [Google Scholar] [CrossRef]
- Meysami, A.H.; Ghasemzadeh, R.; Seyedein, S.H.; Aboutalebi, M.R. An investigation on the microstructure and mechanical properties of direct-quenched and tempered AISI 4140 steel. Mater. Des. 2010, 31, 1570–1575. [Google Scholar] [CrossRef]
- Hou, H.; Qi, L.; Zhao, Y.H. Effect of austenitising temperature on the mechanical properties of high-strength maraging steel. Mater. Sci. Eng. A 2013, 587, 209–212. [Google Scholar] [CrossRef]
- Liu, F.; Lin, X.; Song, M.; Song, K. Austenitising behavior of laser solid formed ultrahigh-strength 300 M steel. Steel Res. Int. 2017, 88, 1600371. [Google Scholar] [CrossRef]
- Hu, F.; Hodgson, P.D.; Wu, K.M. Acceleration of the super bainite transformation through a coarse austenite grain size. Mater. Lett. 2014, 122, 240–243. [Google Scholar] [CrossRef]
- Jaques, P.J.; Girault, E.; Mertens, A.; Verlinden, B.; Delanny, F. The developments of cold-rolled TRIP-assisted multiphase steels. Low silicon TRIP-assisted multiphase steels. ISIJ. Int. 2001, 41, 1068–1074. [Google Scholar] [CrossRef]
- Xiong, X.C.; Chen, B.; Huang, M.X.; Wang, J.F.; Wang, L. The effect of morphology on the stability of retained austenite in a quenched and partitioned steel. Scr. Mater. 2013, 68, 321–324. [Google Scholar] [CrossRef]
- Mahieu, J.; Maki, J.; De-Cooman, B.C.; Claessens, S. Phase transformation and mechanical properties of Si-free CMnAl transformation-induced plasticity-aided steel. Metall. Mater. Trans. A 2002, 33, 2573–2580. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | Mo | Ni | Co | Cr | S | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.58 | 2.21 | 1.76 | 0.33 | 0.76 | 0.45 | 0.54 | 0.02 | balance |
| Austenitising Temperature (°C) | Tensile Strength (MPa) | Elongation (%) | Hardness (HV) |
|---|---|---|---|
| 850 | 1910 ± 65 | 1.0 ± 0.5 | 619 ± 10 |
| 950 | 1900 ± 60 | 10.7 ± 2.0 | 599 ± 10 |
| 1050 | 1794 ± 65 | 11.2 ± 1.5 | 586 ± 5 |
| Austenitising Temperature (°C) | The Volume Fraction of Retained Austenite (%) | The Carbon Content in Retained Austenite by XRD (wt.%) | The Carbon Content in Retained Austenite by EPMA (wt.%) |
|---|---|---|---|
| 850 | 12.07 | 1.510 | 1.553 ± 0.085 |
| 950 | 16.23 | 1.258 | 1.275 ± 0.070 |
| 1050 | 16.68 | 1.247 | 1.250 ± 0.090 |
| Austenitising Temperature (°C) | C | Mn | Si | Al | Ms (°C) |
|---|---|---|---|---|---|
| 850 | 1.553 ± 0.085 | 2.182 ± 0.055 | 1.657 ± 0.050 | - | −197 |
| 950 | 1.275 ± 0.070 | 2.186 ± 0.080 | 1.662 ± 0.090 | - | −79 |
| 1050 | 1.250 ± 0.090 | 2.190 ± 0.075 | 1.660 ± 0.065 | - | −69 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dong, B.; Hou, T.; Zhou, W.; Zhang, G.; Wu, K. The Role of Retained Austenite and Its Carbon Concentration on Elongation of Low Temperature Bainitic Steels at Different Austenitising Temperature. Metals 2018, 8, 931. https://doi.org/10.3390/met8110931
Dong B, Hou T, Zhou W, Zhang G, Wu K. The Role of Retained Austenite and Its Carbon Concentration on Elongation of Low Temperature Bainitic Steels at Different Austenitising Temperature. Metals. 2018; 8(11):931. https://doi.org/10.3390/met8110931
Chicago/Turabian StyleDong, Baoqi, Tingping Hou, Wen Zhou, Guohong Zhang, and Kaiming Wu. 2018. "The Role of Retained Austenite and Its Carbon Concentration on Elongation of Low Temperature Bainitic Steels at Different Austenitising Temperature" Metals 8, no. 11: 931. https://doi.org/10.3390/met8110931
APA StyleDong, B., Hou, T., Zhou, W., Zhang, G., & Wu, K. (2018). The Role of Retained Austenite and Its Carbon Concentration on Elongation of Low Temperature Bainitic Steels at Different Austenitising Temperature. Metals, 8(11), 931. https://doi.org/10.3390/met8110931