Manufacturing of High-Performance Bi-Metal Bevel Gears by Combined Deposition Welding and Forging

 , ,
, , 
Abstract
1. Introduction
2. Survey of the Current Literature
3. Materials and Methods
3.1. Bevel Gears and Semi-Finished Workpieces
3.2. Deposition Welding
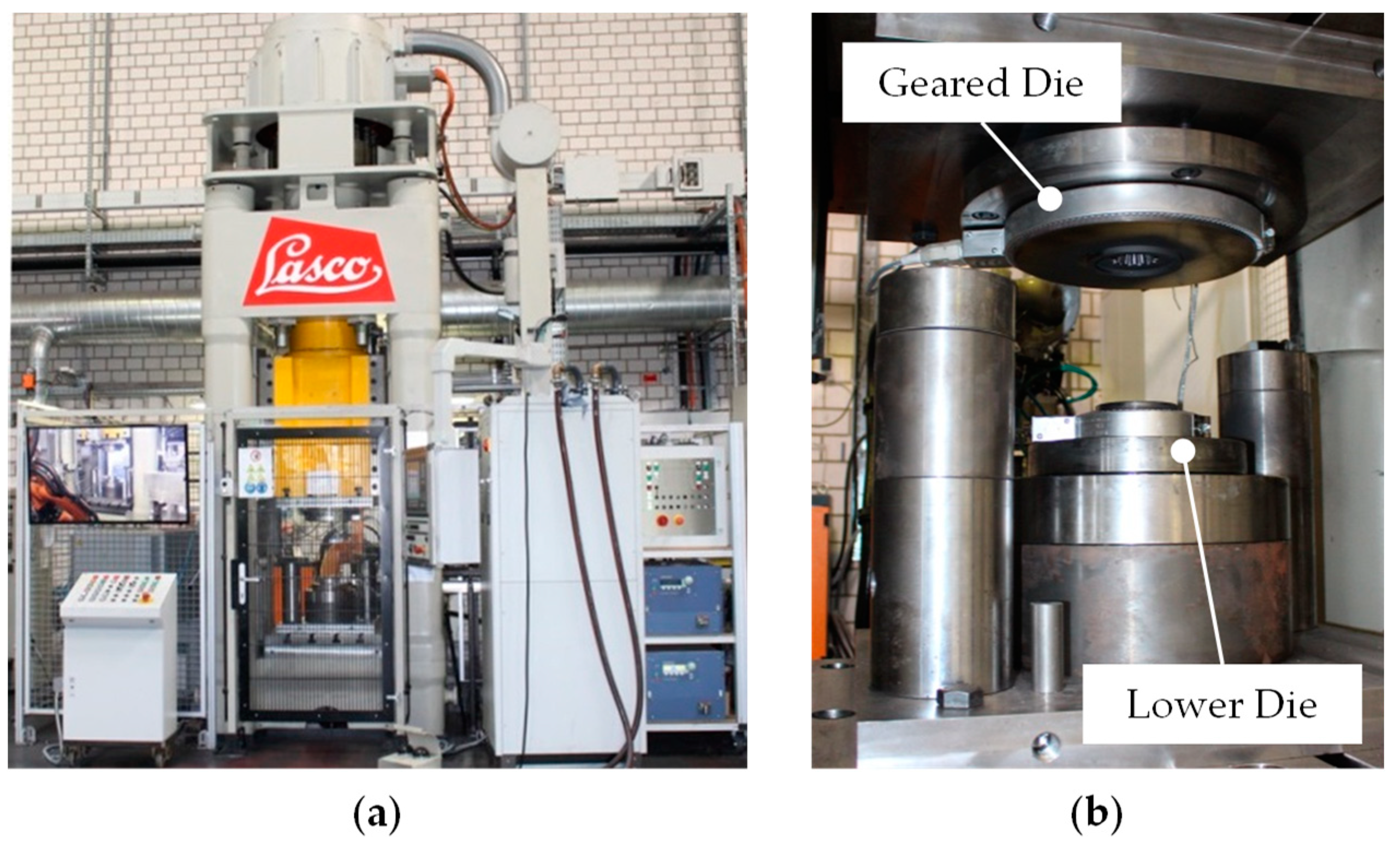
3.3. Forming of Bi-Metal Bevel Gears
3.4. Characterization and Microstructural Analysis
4. Results and Discussion
5. Conclusions and Outlook
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bach, F.W.; Duda, T. Moderne Beschichtungsverfahren; Wiley Verlag: Weinheim, Germany, 2005; pp. 292–305. ISBN 9783527309771. [Google Scholar]
- Dilthey, U. Schweißtechnische Fertigungsverfahren 2—Verhalten der Werkstoffe beim Schweißen; 3. Bearbeitete Auflage; Springer: Berlin, Germany, 2005; p. 130. ISBN 978-3540216742. [Google Scholar]
- Jhavar, S.; Jain, N.K.; Paul, C.P. Development of micro-plasma transferred arc (µ-PTA) wire deposition process for additive layer manufacturing applications. J. Mater. Process. Technol. 2014, 214, 1102–1110. [Google Scholar] [CrossRef]
- Ulutan, M.; Kilicay, K.; Celik, O.N.; Er, Ü. Microstructure and wear behaviour of plasma transferred arc (PTA)-deposited FeCrC composite coatings on AISI 5115 steel. J. Mater. Process. Technol. 2016, 236, 26–34. [Google Scholar] [CrossRef]
- Motallebzadeh, A.; Atar, E.; Cimenoglu, H. Raman spectroscopy characterization of hypo-eutectic CoCrWC alloy tribolayers. Ind. Lubr. Tribol. 2016, 68, 515–520. [Google Scholar] [CrossRef]
- Ferozhkhan, M.M.; Duraiselvam, M.; Ganesh kumar, K.; Ravibharath, R. Plasma transfered arc welding of stellite 6 alloy on stainless steel for wear resistance. Procedia Technol. 2016, 25, 1305–1311. [Google Scholar] [CrossRef]
- Deng, X.; Zhang, G.; Wang, T.; Ren, S.; Bai, Z.; Cao, Q. Investigations on microstructure and wear resistance of Fe-Mo alloy coating fabricated by plasma transferred arc cladding. Surf. Coat. Technol. 2018, 350, 480–487. [Google Scholar] [CrossRef]
- Yuan, Y.; Li, Z. Microstructure and tribology behaviors of in-situ WC/Fe carbide coating fabricated by plasma transferred arc metallurgic reaction. Appl. Surf. Sci. 2017, 423, 13–24. [Google Scholar] [CrossRef]
- Liu, C.; Peng, H.; Zhao, Y.; Yuan, Y.; Guo, H.-B.; Xu, H.-B. Microstructure, mechanical and corrosion properties of electron-beam-melted and plasma-transferred arc-welded WCp/NiBSi metal matrix composites. Rare Met. 2018, 1–10. [Google Scholar] [CrossRef]
- Wohletz, S.; Groche, P. Temperature Influence on Bond Formation in Multi-material Joining by Forging. Procedia Eng. 2014, 81, 2000–2005. [Google Scholar] [CrossRef]
- Kong, T.F.; Chan, L.C.; Lee, T.C. Experimental Study of Effects of Process Parameters in Forge-Welding Bimetallic Materials: AISI 316L Stainless Steel and 6063 Aluminium Alloy. Strain 2009, 45, 373–379. [Google Scholar] [CrossRef]
- Behrens, B.-A.; Kosch, K.-G. Development of the heating and forming strategy in compound forging of hybrid steel-aluminum parts. Mater. Sci. Eng. Technol. 2011, 42, 973–978. [Google Scholar] [CrossRef]
- Essa, K.; Kacmarcik, I.; Hartley, P.; Plancak, M.; Vilotic, D. Upsetting of bi-metallic ring billets. J. Mater. Process. Technol. 2012, 212, 817–824. [Google Scholar] [CrossRef]
- Klotz, U.E.; Henderson, M.B.; Wilcock, I.M.; Davies, S.; Janschek, P.; Roth, M.; Gasser, P.; McColvin, G. Manufacture and microstructural characterisation of bimetallic gas turbine discs. Mater. Sci. Technol. 2005, 21, 218–224. [Google Scholar] [CrossRef]
- Pfeiffer, I.; Foydl, A.; Kammler, M.; Matthias, T.; Kosch, K.-G.; Jaeger, A.; Khalifa, N.B.; Tekkaya, A.E.; Behrens, B.-A. Compound Forging of Hot-extruded Steel-reinforced Aluminum Parts. Steel Res. Int. 2012, 159–162. [Google Scholar]
- Förster, W.; Binotsch, C.; Awiszus, B. Process Chain for the Production of a Bimetal Component from Mg with a Complete Al Cladding. Metals 2018, 8, 97. [Google Scholar] [CrossRef]
- Domblesky, J.; Kraft, F.F. Metallographic evaluation of welded forging preforms. J. Mater. Process. Technol. 2007, 191, 82–86. [Google Scholar] [CrossRef]
- Frischkorn, C.; Huskic, A.; Hermsdorf, J.; Barroi, A.; Kaierle, S.; Behrens, B.-A.; Overmeyer, L. Investigation on a new process chain of deposition or friction welding and subsequent hot forging. Mater. Werkst. 2013, 44, 783–789. [Google Scholar] [CrossRef]
- Wang, J.; Langlois, L.; Rafiq, M.; Bigot, R.; Lu, H. Study of the hot forging of weld cladded work pieces using upsetting tests. J. Mater. Process. Technol. 2014, 214, 365–379. [Google Scholar] [CrossRef]
- Behrens, B.-A.; Bistron, M.; Küper, A. Investigation of load adapted gears and shafts manufactured by compound-forging. J. Adv. Manuf. Sys. 2008, 7, 175–182. [Google Scholar] [CrossRef]
- Behrens, B.-A.; Bouguecha, A.; Bonk, C.; Bonhage, M.; Chugreeva, A.; Matthias, T. FE-based design of a forging tool system for a hybrid bevel gear. Key Eng. Mater. 2017, 742, 544–551. [Google Scholar] [CrossRef]
- Mildebrath, M.; Blohm, T.; Hassel, T.; Stonis, M.; Langner, J.; Maier, H.J.; Behrens, B.-A. Influence of cross wedge rolling on the coating quality of plasma-transferred arc deposition welded hybrid steel parts. Int. J. Emerg. Technol. Adv. Eng. 2017, 7, 1–7. [Google Scholar]
- Blohm, T.; Mildebrath, M.; Stonis, M.; Langner, J.; Hassel, T.; Behrens, B.-A. Investigation of the coating thickness of plasma-transferred arc deposition welded and cross wedge rolled hybrid parts. Prod. Eng. Res. Dev. 2017, 11, 255–263. [Google Scholar] [CrossRef]
- Behrens, B.-A.; Bouguecha, A.; Frischkorn, C.; Huskic, A.; Chugreeva, A. Process routes for die forging of hybrid bevel gears and bearing bushings. In Proceedings of the AIP Conference Proceedings, Dublin, Ireland, 26–28 April 2017. [Google Scholar]
- Doege, E.; Behrens, B.-A. Handbuch Umformtechnik; Springer: Berlin/Heidelberg, Germany, 2010. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Deposition-Welded Workpiece | Bi-Metal Bevel Gear |
|---|---|
| Outside Diameter: Ø 30 mm | Number of teeth: 15 |
| Core diameter: Ø 27 mm | Outside Diameter: Ø 62 mm |
| Height: 79 mm | Height: 30 mm |
| Parameter | Value |
|---|---|
| Shielding gas flow (Argon) | 10 L/min |
| Plasma gas flow (Argon) | 1.5 L/min |
| Carrier gas flow (Argon) | 6 L/min |
| Welding velocity | 1.7 mm/s |
| Working distance | 12 mm |
| Current | Dynamic, 150–110 A |
| Voltage | 25 V |
| Powder material | 1.7035, atomised under argon atmosphere |
| Particle size distribution in micron | 50–150 µm (current industry standard) |
| Powder feeding rate | 10 g/min |
| Parameter | Value |
|---|---|
| Workpiece temperature | 1200 °C |
| Forming tools temperature | 200 °C |
| Thickness of Welded Layer | After Deposition Welding | After Machining | After Forming |
|---|---|---|---|
| Maximal, dmax | 3.96 | 2.96 | 5.20 |
| Minimal, dmin | 2.40 | 1.40 | 2.70 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chugreeva, A.; Mildebrath, M.; Diefenbach, J.; Barroi, A.; Lammers, M.; Hermsdorf, J.; Hassel, T.; Overmeyer, L.; Behrens, B.-A. Manufacturing of High-Performance Bi-Metal Bevel Gears by Combined Deposition Welding and Forging. Metals 2018, 8, 898. https://doi.org/10.3390/met8110898
Chugreeva A, Mildebrath M, Diefenbach J, Barroi A, Lammers M, Hermsdorf J, Hassel T, Overmeyer L, Behrens B-A. Manufacturing of High-Performance Bi-Metal Bevel Gears by Combined Deposition Welding and Forging. Metals. 2018; 8(11):898. https://doi.org/10.3390/met8110898
Chicago/Turabian StyleChugreeva, Anna, Maximilian Mildebrath, Julian Diefenbach, Alexander Barroi, Marius Lammers, Jörg Hermsdorf, Thomas Hassel, Ludger Overmeyer, and Bernd-Arno Behrens. 2018. "Manufacturing of High-Performance Bi-Metal Bevel Gears by Combined Deposition Welding and Forging" Metals 8, no. 11: 898. https://doi.org/10.3390/met8110898
APA StyleChugreeva, A., Mildebrath, M., Diefenbach, J., Barroi, A., Lammers, M., Hermsdorf, J., Hassel, T., Overmeyer, L., & Behrens, B.-A. (2018). Manufacturing of High-Performance Bi-Metal Bevel Gears by Combined Deposition Welding and Forging. Metals, 8(11), 898. https://doi.org/10.3390/met8110898