The Microstructure and Deformation Behavior of Al-Fe-Mn Alloys with Different Fe Contents during Cold Rolling

Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Microhardness and Specific Conductivity of Alloys
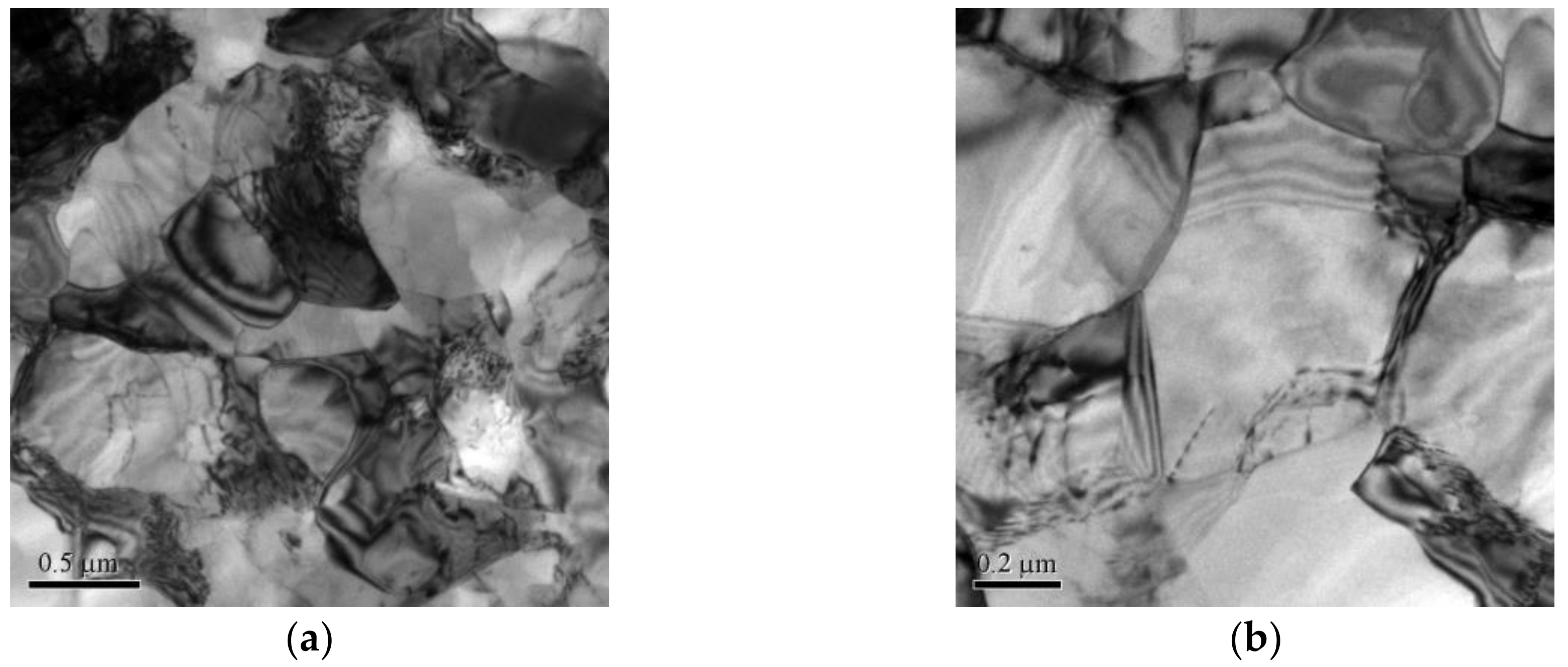
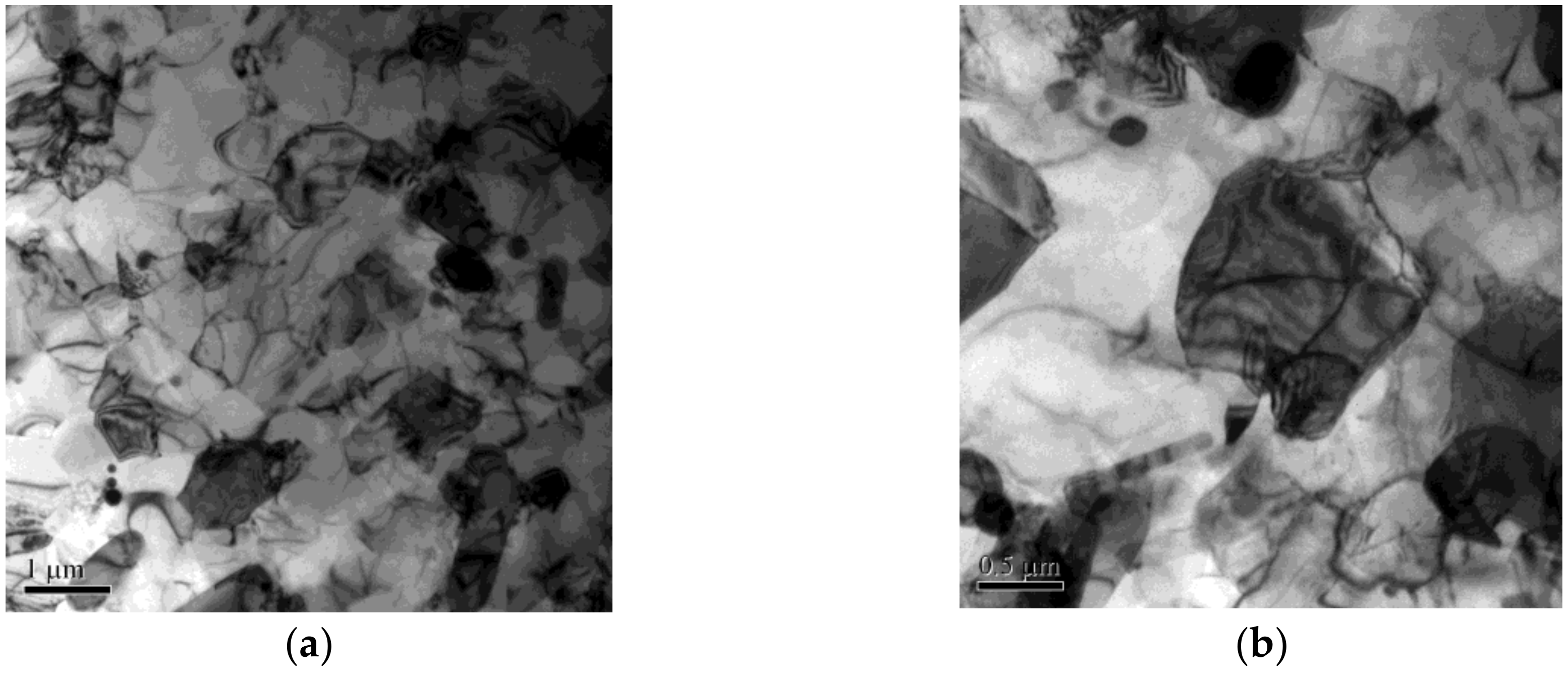
3.2. Microstructure of Alloys
4. Discussion
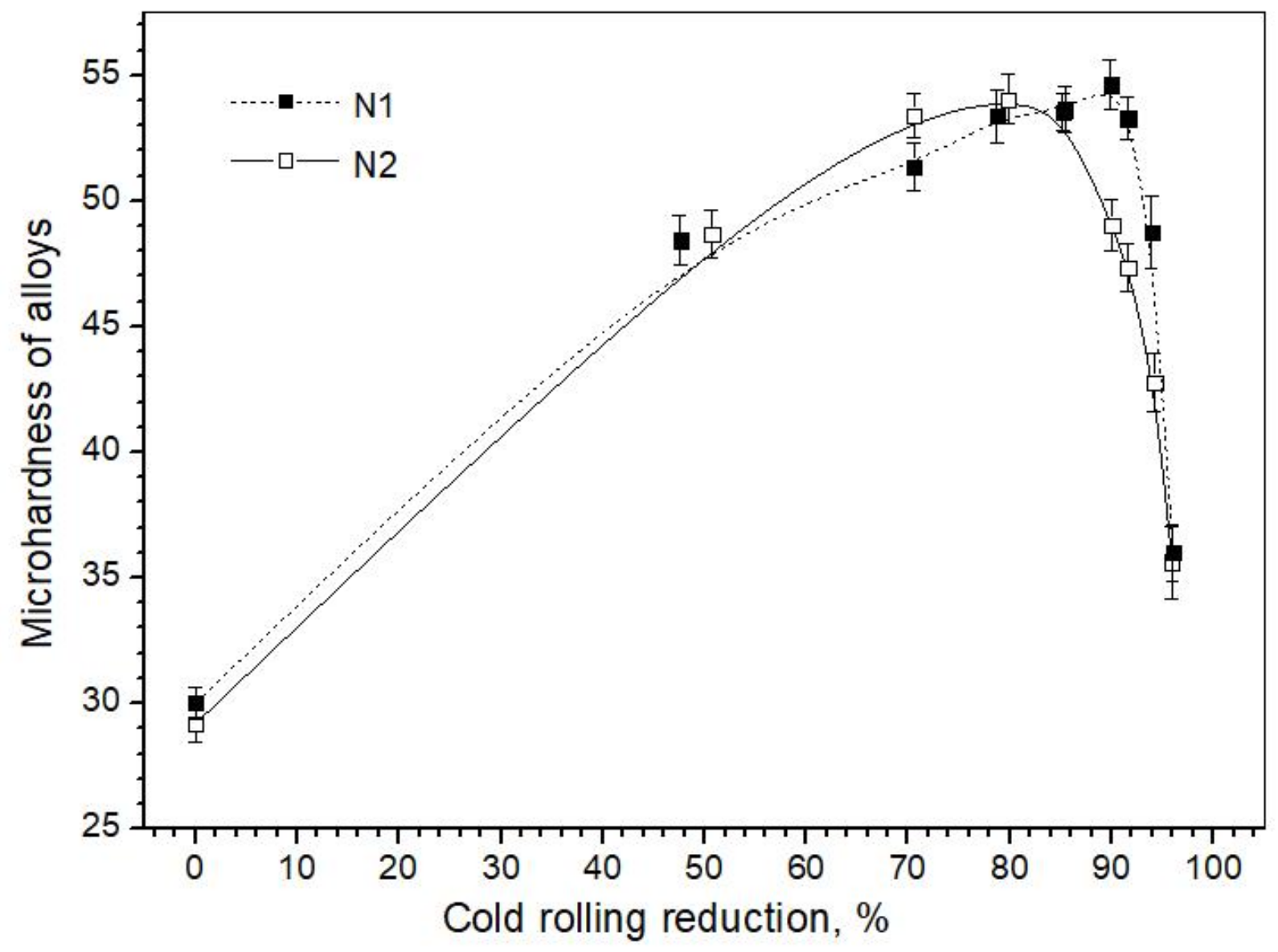
4.1. Change in Microhardness
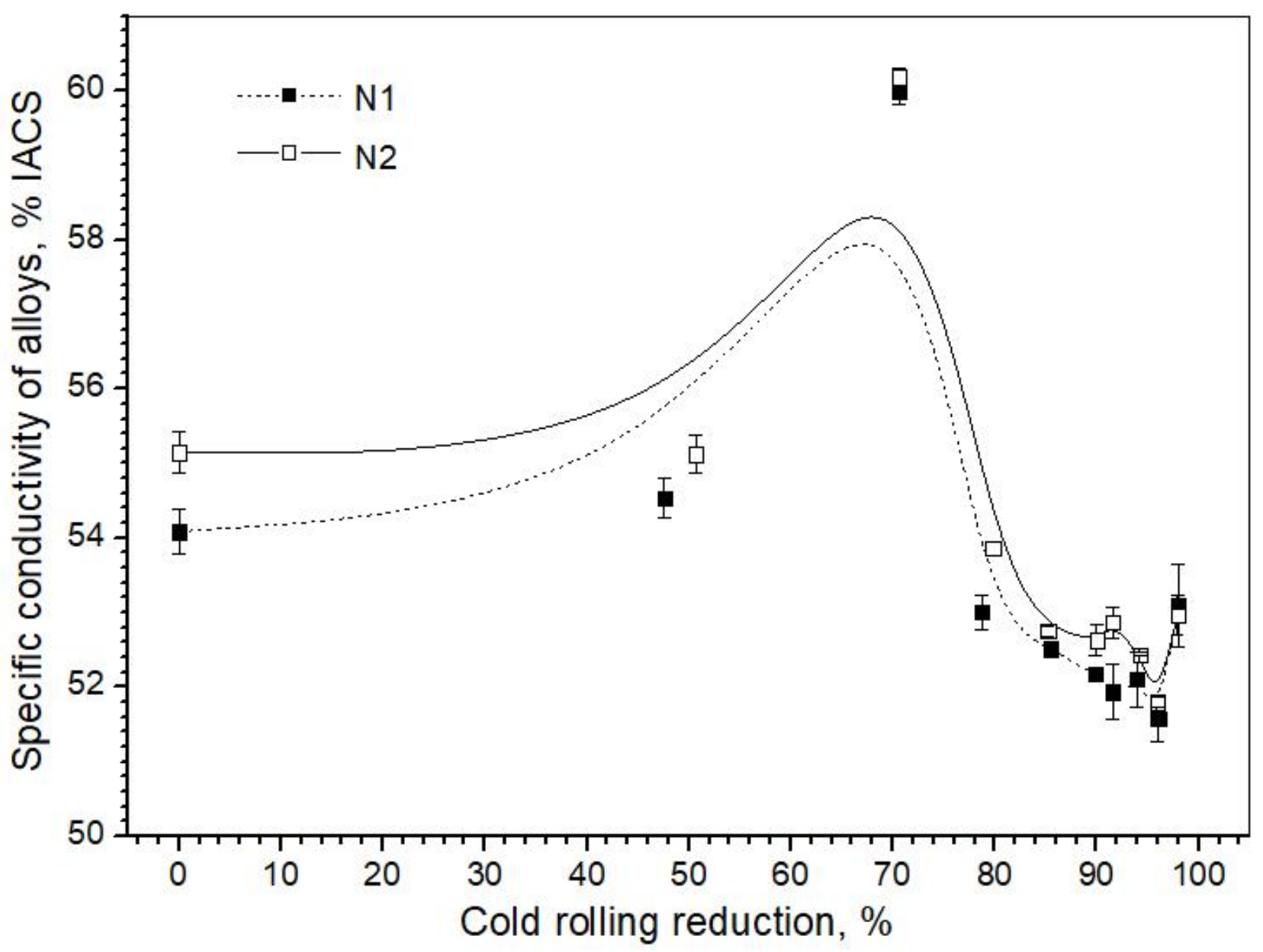
4.2. Change in Specific Conductivity
4.3. Discussion on Work Softening
5. Conclusions
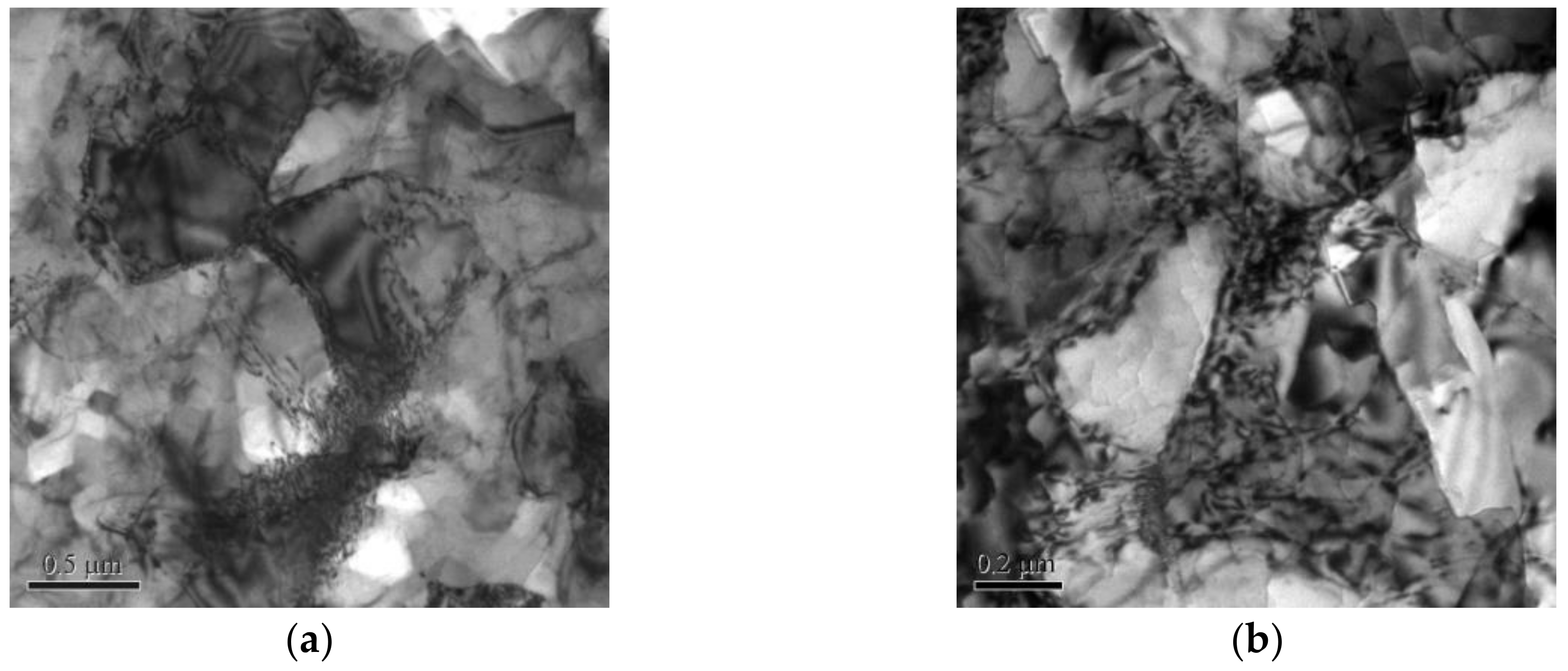
- It was observed that there were two kinds of deformation behaviors during cold rolling in Al-Fe-Mn alloys with 0.9 and 1.4 mass% Fe content when prepared from 99.7% purity aluminum ingots: work hardening and work softening.
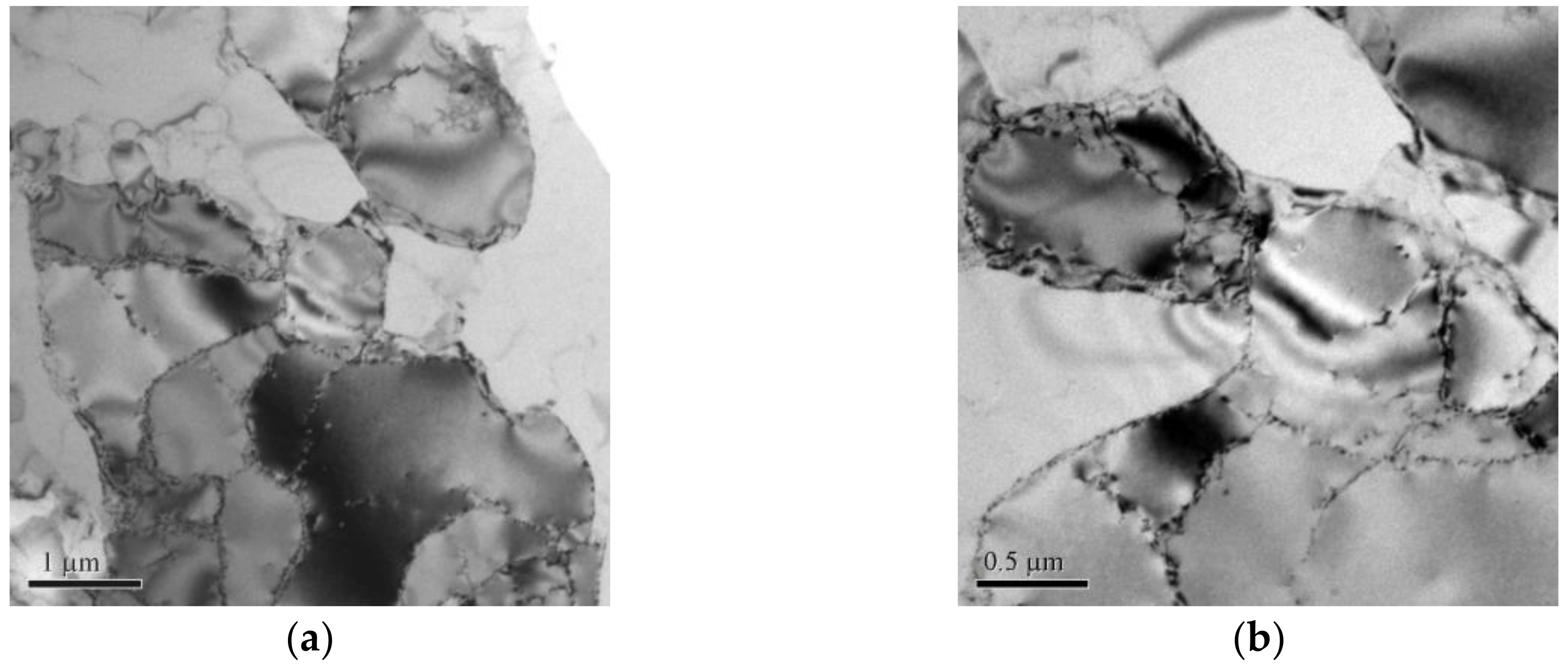
- Once work softening occurred, the number of dislocations located along grain boundaries and inside grains greatly decreased. Many sub-grain structures polygonized and transformed into equiaxed sub-grains.
- Compared with Al-0.9Fe-0.2Mn, the softening behavior of the Al-1.4Fe-0.2Mn alloy occurred at a lower level of cold rolling reduction. The critical levels of cold rolling reduction for the Al-1.4Fe-0.2Mn alloy and Al-0.9Fe-0.2Mn alloy at which work hardening transformed into work softening were 80% and 90%, respectively.
- The conductivity of the Al-1.4Fe-0.2Mn alloy was higher than that of the Al-0.9Fe-0.2Mn alloy throughout each cold rolling reduction, which meant that the solid solution content of the matrix of the Al-1.4Fe-0.2Mn alloy was lower than that of the Al-0.9Fe-0.2Mn alloy. This was the main reason why the critical point at which work softening began for the Al-1.4Fe-0.2Mn alloy was earlier than that of the Al-0.9Fe-0.2Mn alloy.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Takei, H.; Sato, K.; Yokota, M. Work softening and recrystallization of Al-Fe alloy. J. Jpn. Inst. Light Met. 1980, 30, 626–633. [Google Scholar] [CrossRef]
- Karlík, M.; Siegl, J.; Slámová, M.; Birol, Y. Study of the damage of AA8006 twin-roll cast thin sheets during forming of heat exchanger fins. Mater. Sci. Forum 2000, 331, 619–624. [Google Scholar] [CrossRef]
- Allen, C.M.; Kumar, S.; Carrol, L.; O’ Reilly, K.A.Q.; Cama, H. Electron beam surface melting of model 1200 Al alloys. Mater. Sci. Eng. A 2001, 304, 604–607. [Google Scholar] [CrossRef]
- Birol, F.S.; Birol, Y.; Slámová, M. Corrosion behavior of aluminum finstock alloys. Mater. Sci. Forum 2002, 396, 1511–1516. [Google Scholar] [CrossRef]
- Yucel, B. Interannealing twin-roll cast Al-Fe-Si strips without homogenization. Scr. Mater. 2009, 61, 185–188. [Google Scholar]
- Zhao, P.Z.; Pan, Y.F.; Jiang, T.; Shi, X.J.; Zhang, Q. Effect of intermetallic compound content on the laser welding performance of Al-Fe alloy sheets. Mater. Sci. Forum 2014, 794–796, 401–406. [Google Scholar] [CrossRef]
- Andreatta, F.; Lanzutti, A.; Fedrizzi, L. Corrosion behaviour of AA8xxx aluminium fins in heat exchangers. Surf. Interface Anal. 2016, 48, 789–797. [Google Scholar] [CrossRef]
- Tohma, K.; Takeuchi, Y. Work softening phenomenon in aluminum alloys. J. Jpn. Inst. Light Met. 1976, 26, 510–518. [Google Scholar] [CrossRef]
- Tsumuraya, K.; Honma, K.; Watanabe, S. Work softening phenomenon in cold rolled Al-Fe alloys. J. Jpn. Inst. Light Met. 1977, 27, 599–604. [Google Scholar] [CrossRef]
- Liu, Z.J.; Yu, Z.M.; Li, F.Z.; Jin, Q. The effect of iron content on the rolling softness of Al-Fe alloys. J. Harbin Univ. Sci. Technol. 1994, 18, 41–43. [Google Scholar]
- Li, F.Z.; Liu, Z.J.; Jin, Q.; Yu, Z.M.; Liu, E. Investigation on work softening behavior of aluminum and its alloys with iron. J. Mater. Eng. Perform. 1997, 6, 172–176. [Google Scholar] [CrossRef]
- Li, F.Z.; Liu, Z.J.; Jin, Q.; Yu, Z.M. Work-softening mechanism of pure aluminums and Al-Fe alloys. Trans. Nonferrous Met. Soc. China 1997, 7, 98–102. [Google Scholar]
- Pan, Y.F.; Zhao, P.Z.; Shen, Y.F.; Shi, X.J.; Jiang, T. A study on the deformation behaviours of Al-1.4Fe-0.2Mn alloy sheets. Mater. Sci. Forum 2016, 877, 380–386. [Google Scholar] [CrossRef]
- Pan, J.S.; Tong, J.M.; Tian, M.B. Essential of Materials Science, 1st ed.; Tsinghua University Press: Beijing, China, 1998; pp. 227–541. ISBN 7302027625. [Google Scholar]
- Xing, Z.P.; Kang, S.B.; Kim, H.W. Softening behavior of 8011 alloy produced by accumulative roll bonding process. Scr. Mater. 2001, 45, 597–604. [Google Scholar] [CrossRef]
- Cieslar, M.; Slamova, M.; Uhliř, J.; Coupeau, C.; Bonneville, J. Effect of composition and work hardening on solid solution decomposition in twin-roll cast Al-Mn sheets. Kovove Mater. 2007, 45, 91–98. [Google Scholar]
- Lin, Z.Q. Materials Science of Nonferrous Metal, 1st ed.; Northeast Institute of Technology Press: Shenyang, China, 1986; pp. 2–5. [Google Scholar]
- Wang, Z.T.; Tian, R.Z. Characteristics of pure aluminum and alloying rules. Aluminum Alloy and its Processing Handbook, 2nd ed.; Central South University Press: Changsha, China, 2000; p. 157. ISBN 7810612980. [Google Scholar]
- Zhang, X.M.; Wu, W.X.; Liu, S.D.; Jian, X.; Tang, J.G. Precipitation and recrystallization of AA3003 aluminium alloy during annealing. J. Cent. South Univ. (Sci. Technol.) 2006, 37, 1–5. [Google Scholar]
- Chen, S.P.; Kuijpers, N.C.W.; Zwaag, S. Effect of microsegregation and dislocations on the nucleation kinetics of precipitation in aluminium alloy AA3003. Mater. Sci. Eng. A 2003, 341, 296–306. [Google Scholar] [CrossRef]
- Recrystallization Behavior of Commercial Purity Aluminium Alloys. Available online: https://www.intechopen.com/books/light-metal-alloys-applications/recrystallization-behavior-of-commercial-purity-aluminium–alloys (accessed on 8 August 2018).
- Maeda, S. Aluminium alloy recrystallizing at room temperature. Trans. Jpn. Inst. Met. 1961, 2, 44–52. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Fe | Si | Mn | Ti | Al |
|---|---|---|---|---|---|
| N1 | 0.9 | 0.09 | 0.24 | 0.016 | Bal. |
| N2 | 1.4 | 0.09 | 0.21 | 0.015 | Bal. |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pan, Y.; Shen, Y.; Zhao, P. The Microstructure and Deformation Behavior of Al-Fe-Mn Alloys with Different Fe Contents during Cold Rolling. Metals 2018, 8, 753. https://doi.org/10.3390/met8100753
Pan Y, Shen Y, Zhao P. The Microstructure and Deformation Behavior of Al-Fe-Mn Alloys with Different Fe Contents during Cold Rolling. Metals. 2018; 8(10):753. https://doi.org/10.3390/met8100753
Chicago/Turabian StylePan, Yanfeng, Yifu Shen, and Pizhi Zhao. 2018. "The Microstructure and Deformation Behavior of Al-Fe-Mn Alloys with Different Fe Contents during Cold Rolling" Metals 8, no. 10: 753. https://doi.org/10.3390/met8100753
APA StylePan, Y., Shen, Y., & Zhao, P. (2018). The Microstructure and Deformation Behavior of Al-Fe-Mn Alloys with Different Fe Contents during Cold Rolling. Metals, 8(10), 753. https://doi.org/10.3390/met8100753