
Evaluating Strengthening and Impact Toughness Mechanisms for Ferritic and Bainitic Microstructures in Nb, Nb-Mo and Ti-Mo Microalloyed Steels




Abstract
:1. Introduction
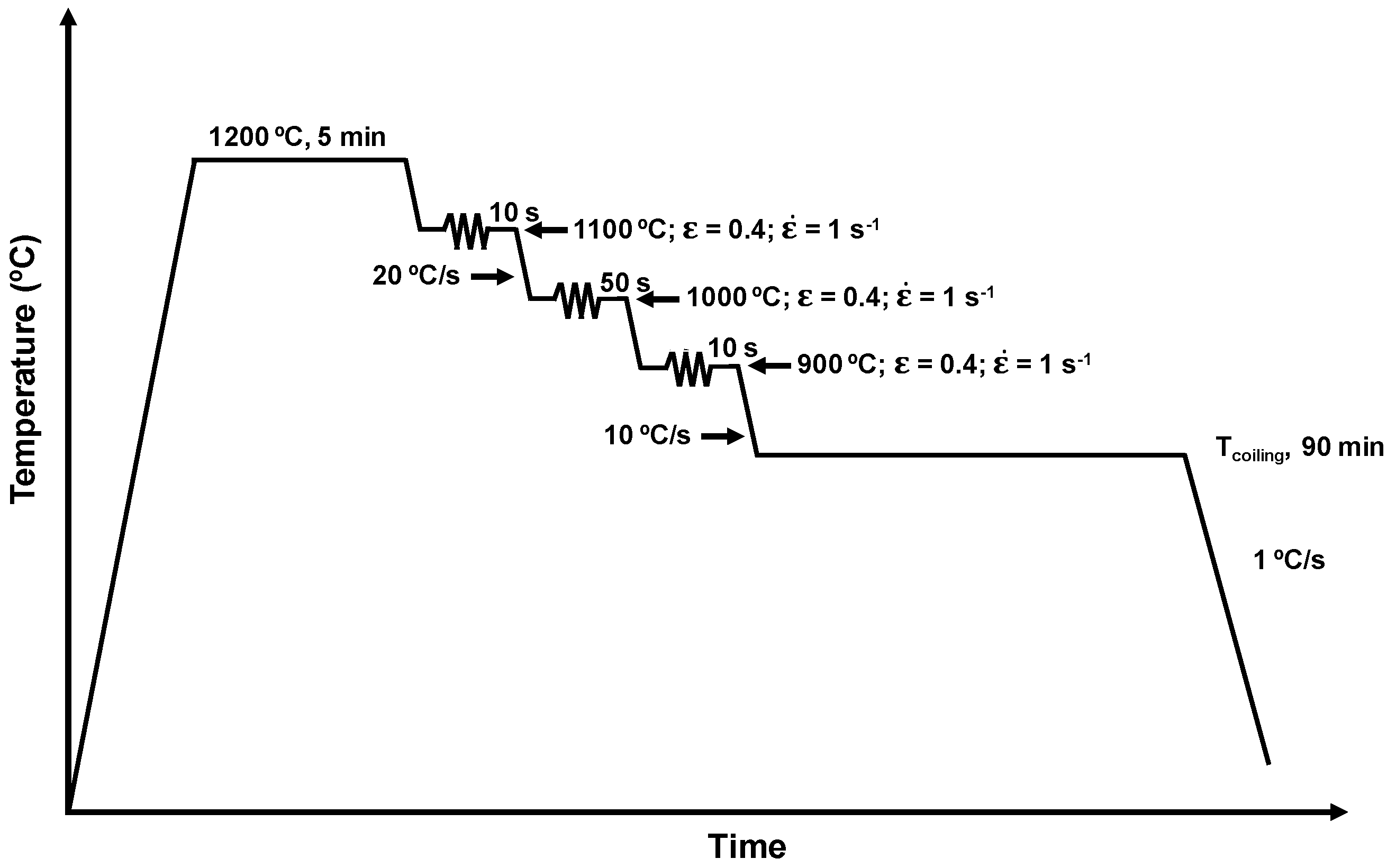
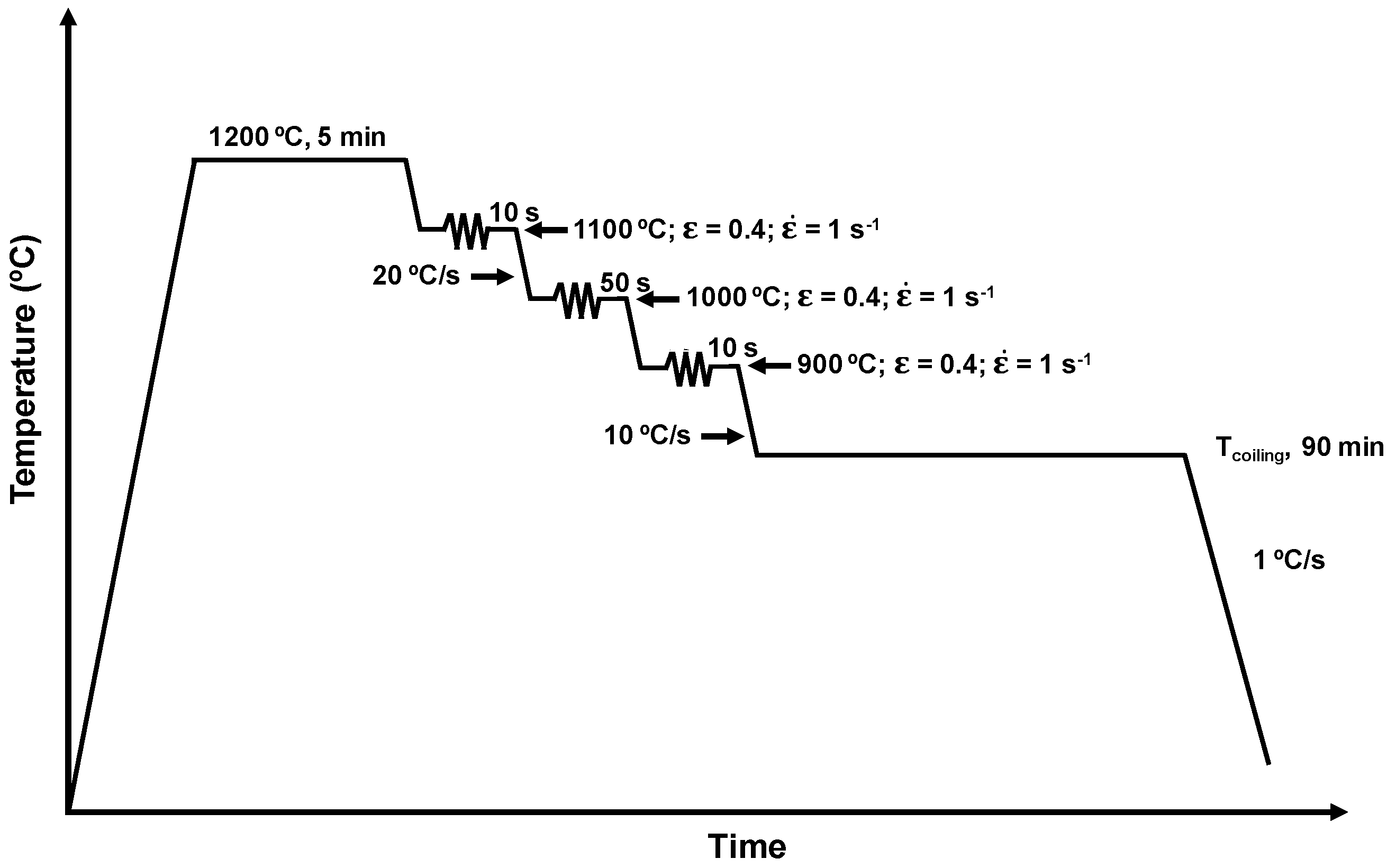
2. Materials and Methods
3. Results and Discussion
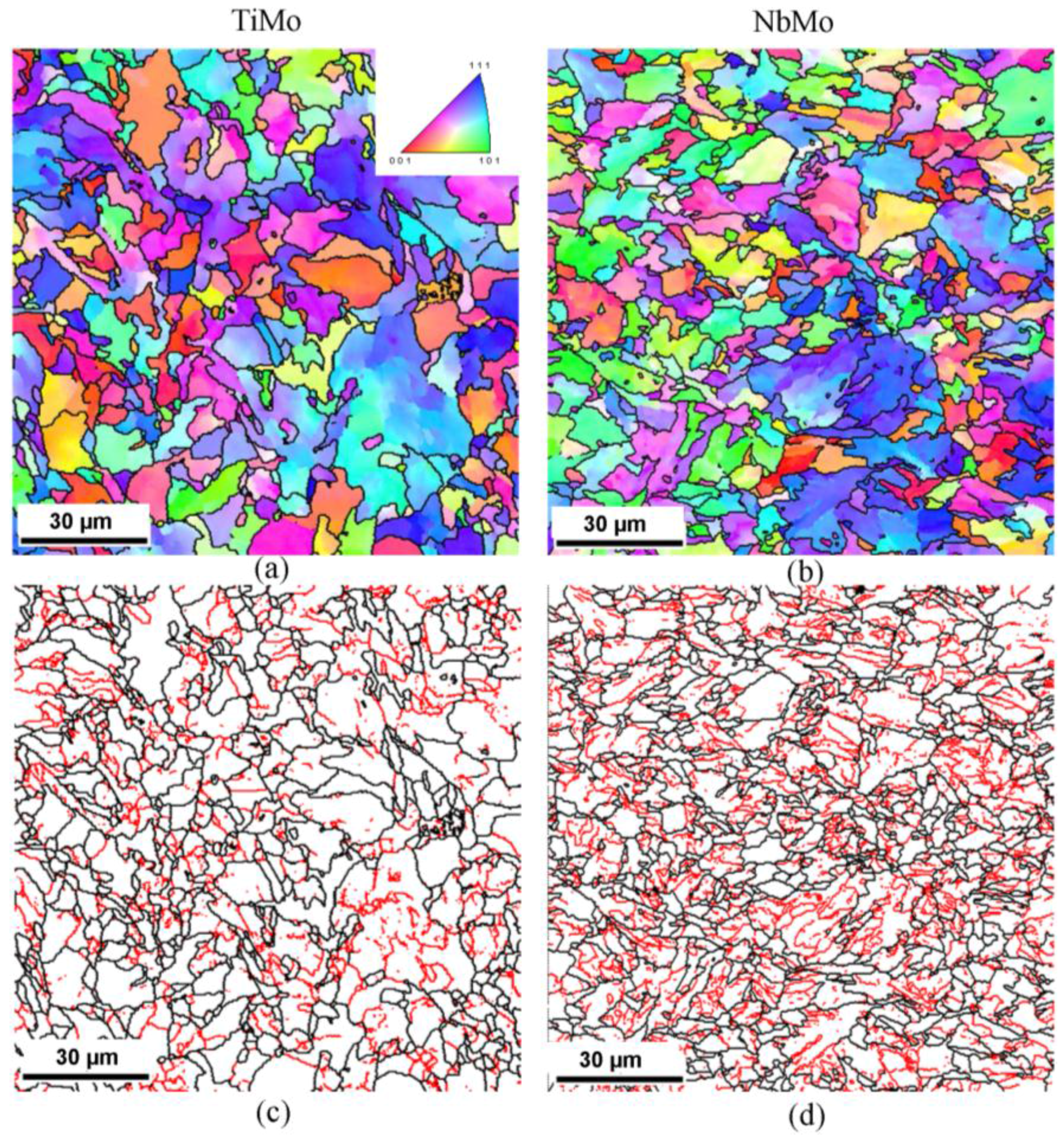
3.1. Microstructural Characterization
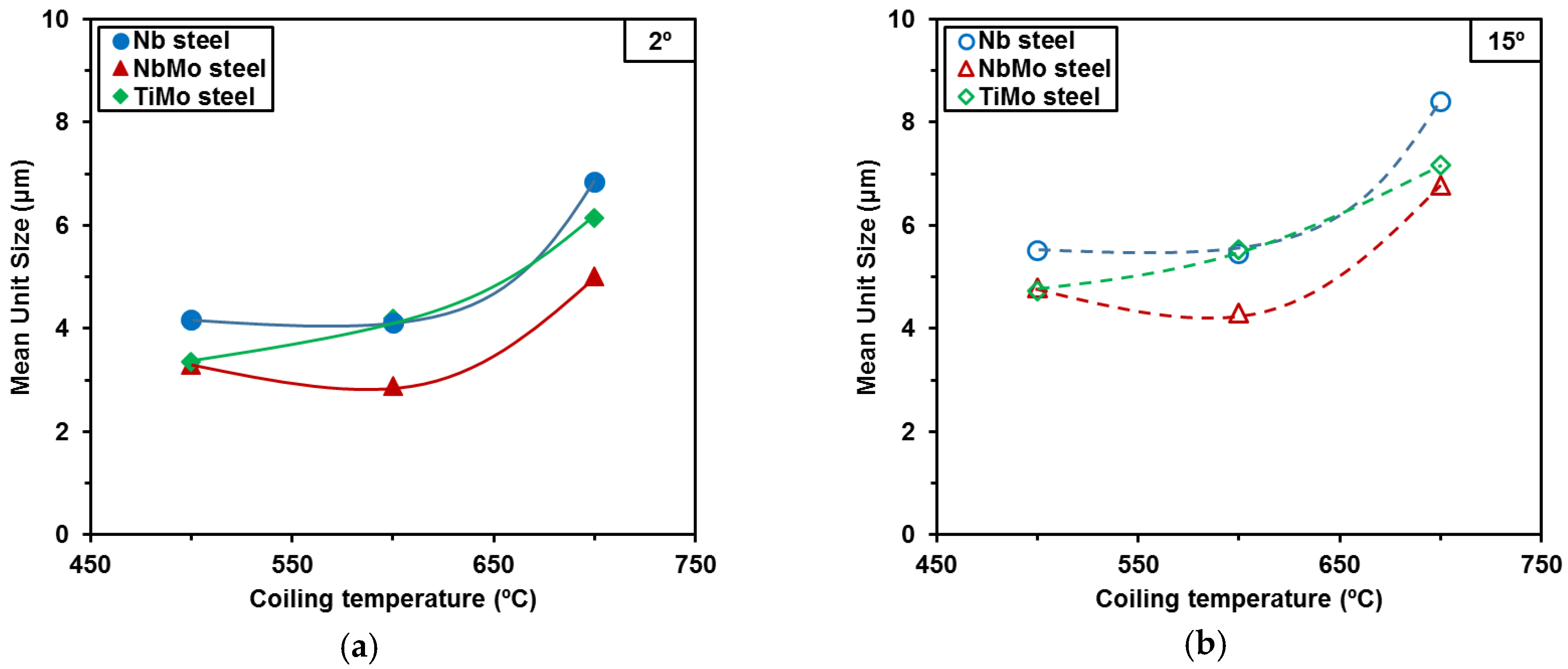
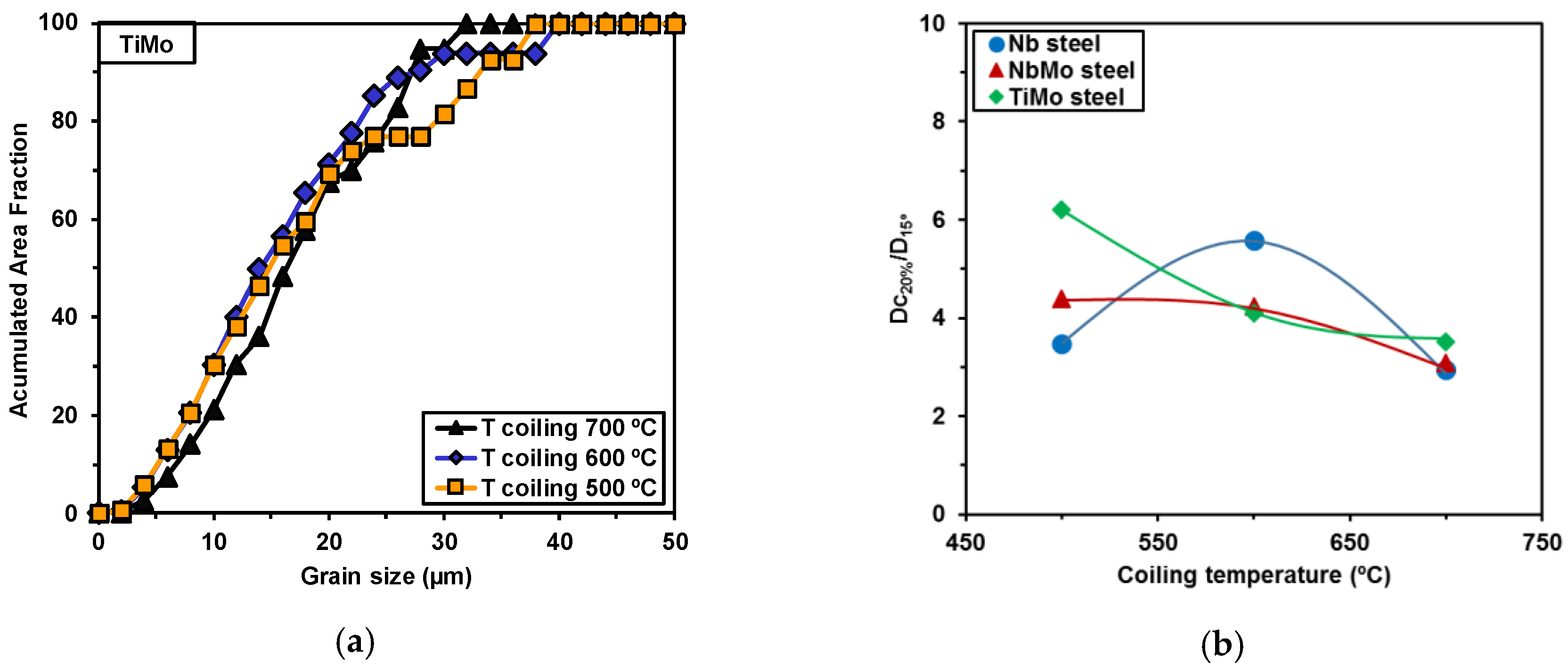
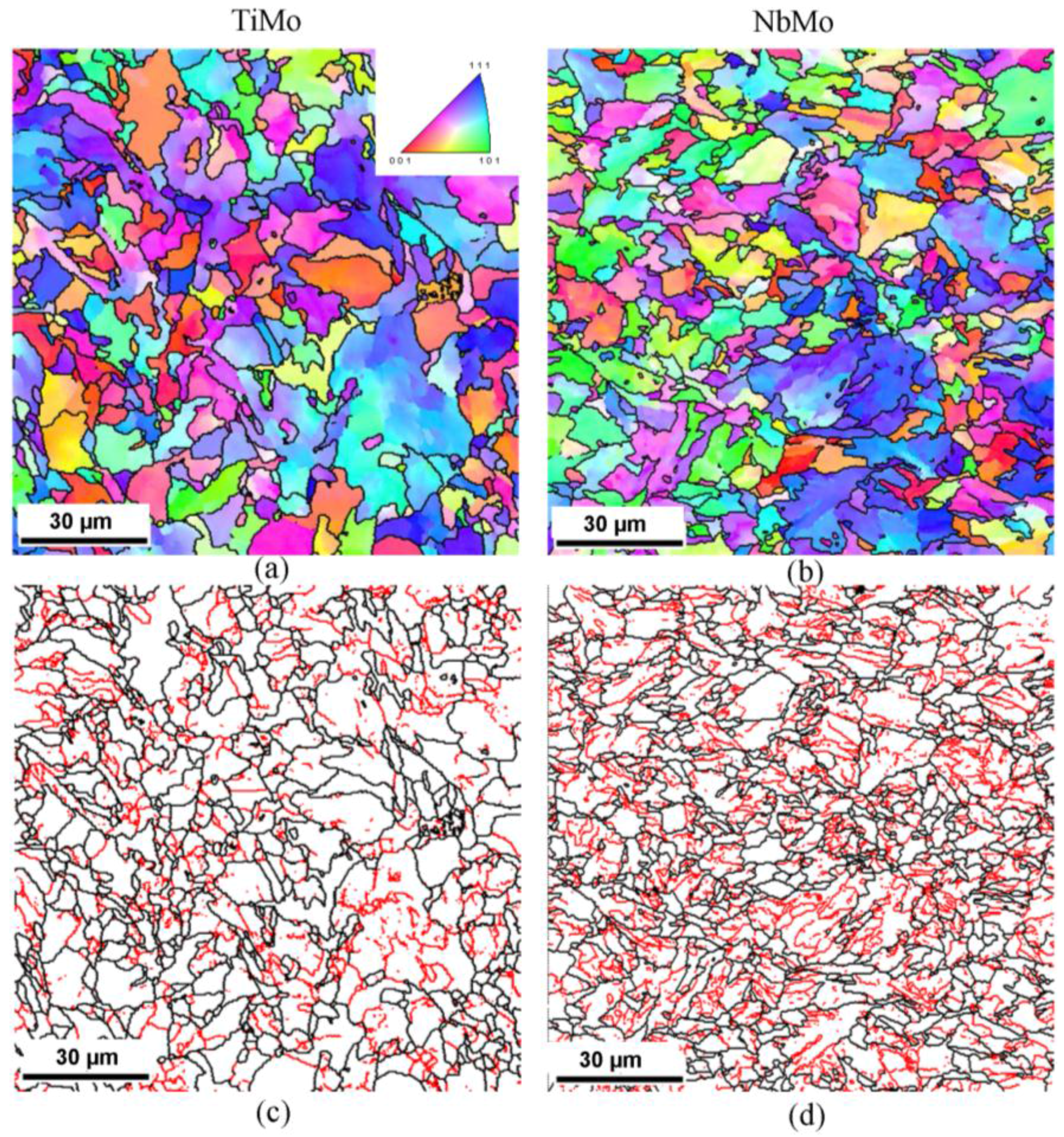
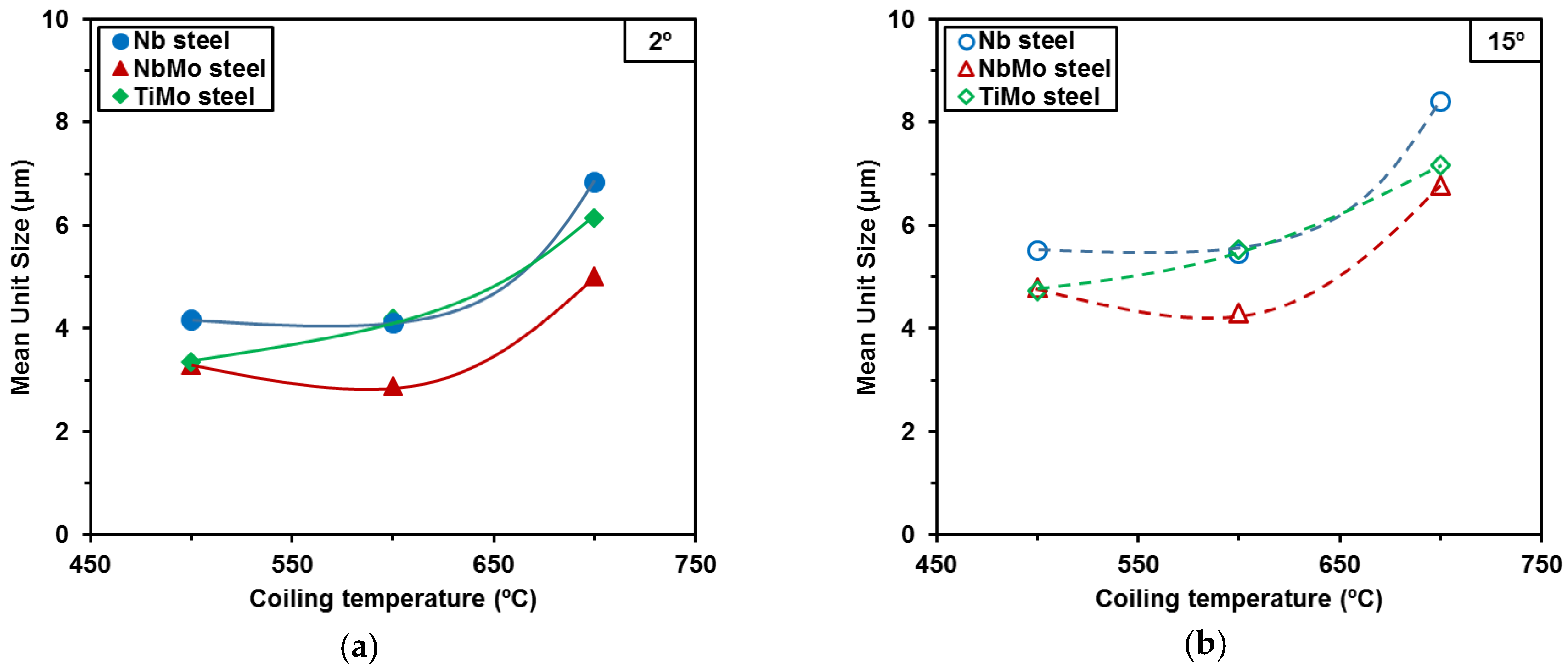
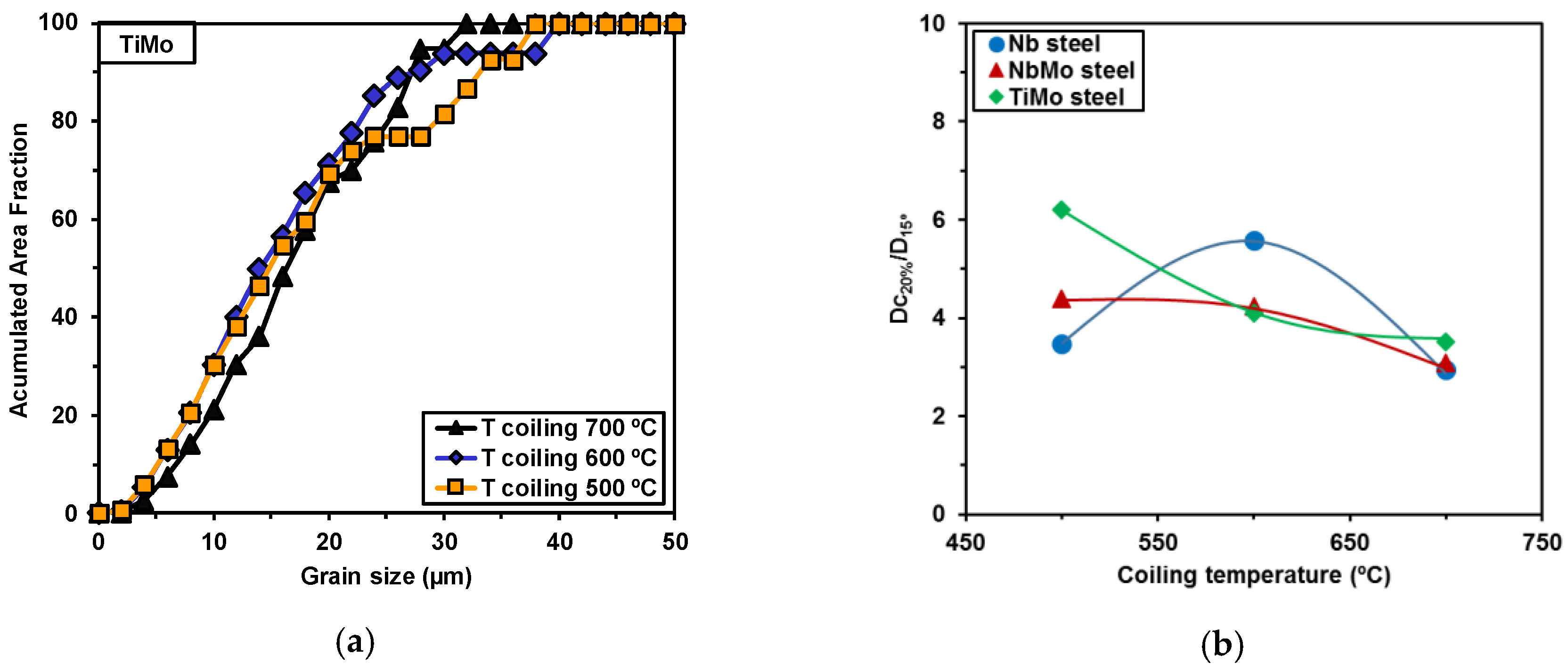
3.1.1. Microstructural Features, Unit Sizes and Homogeneity
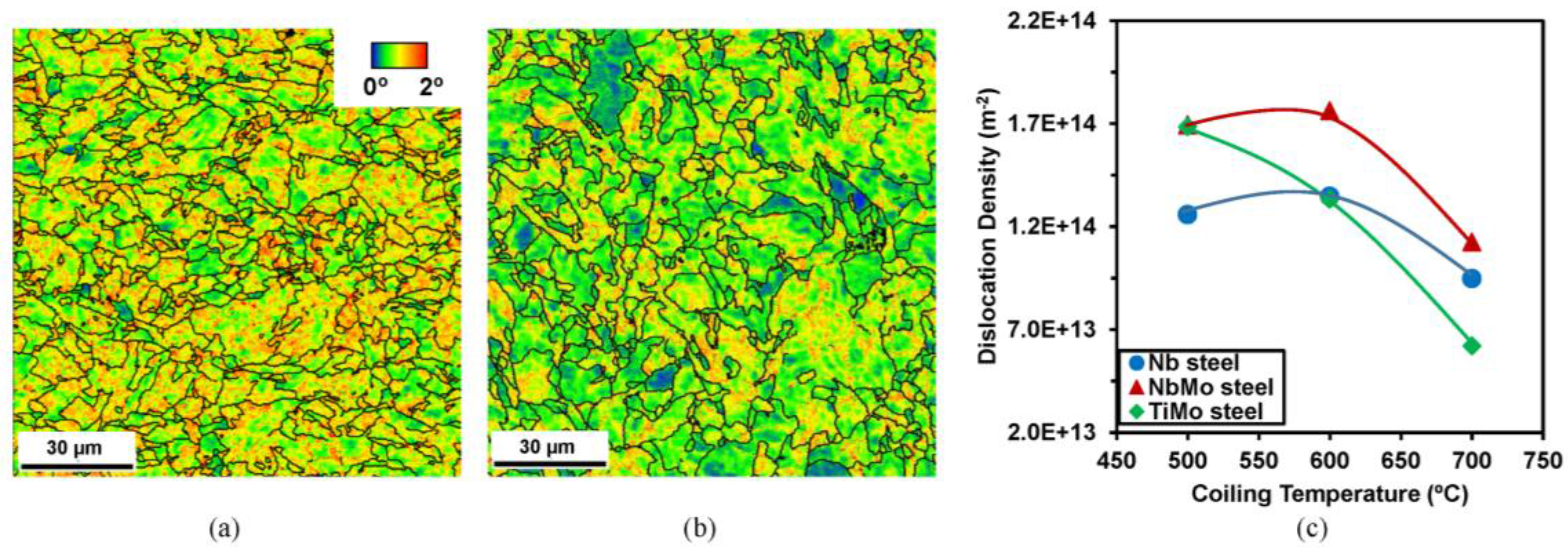
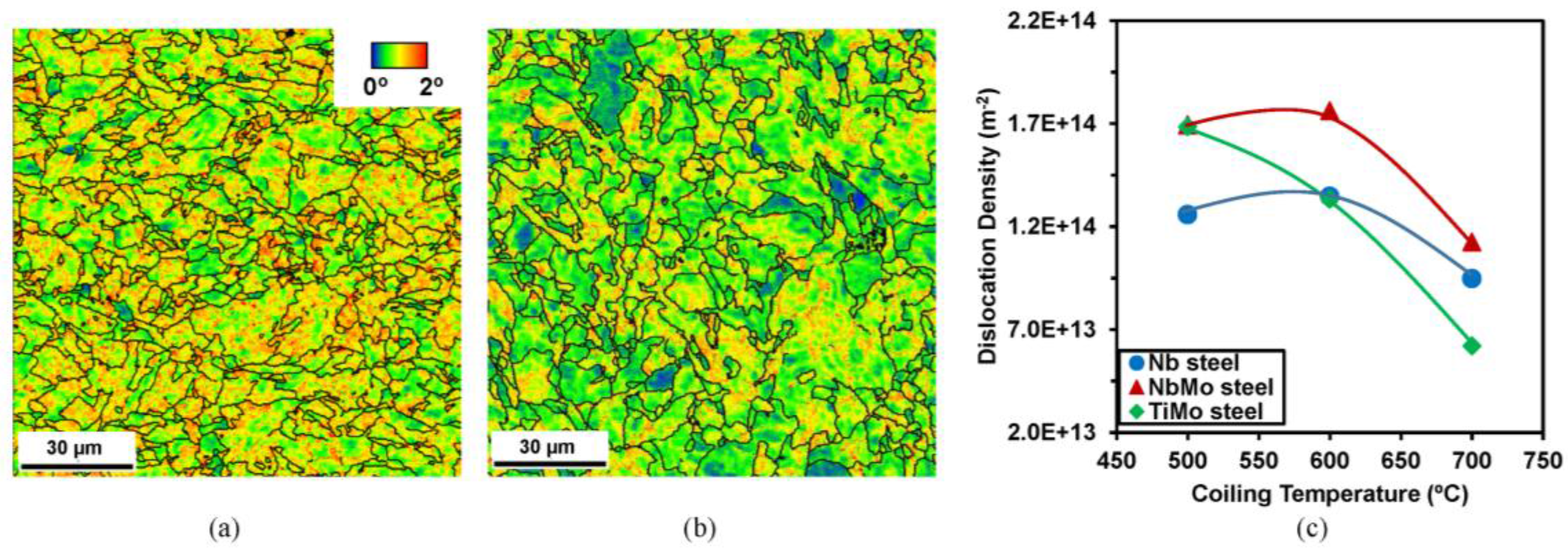
3.1.2. Dislocation Density
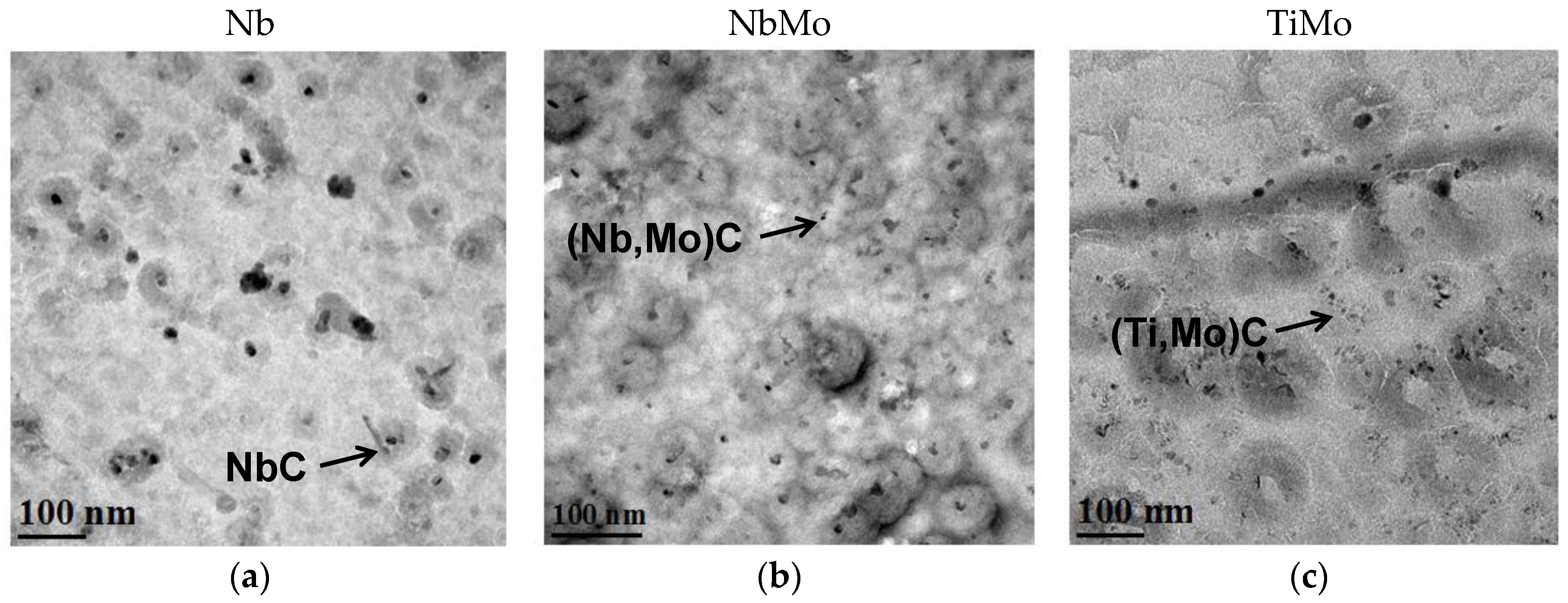
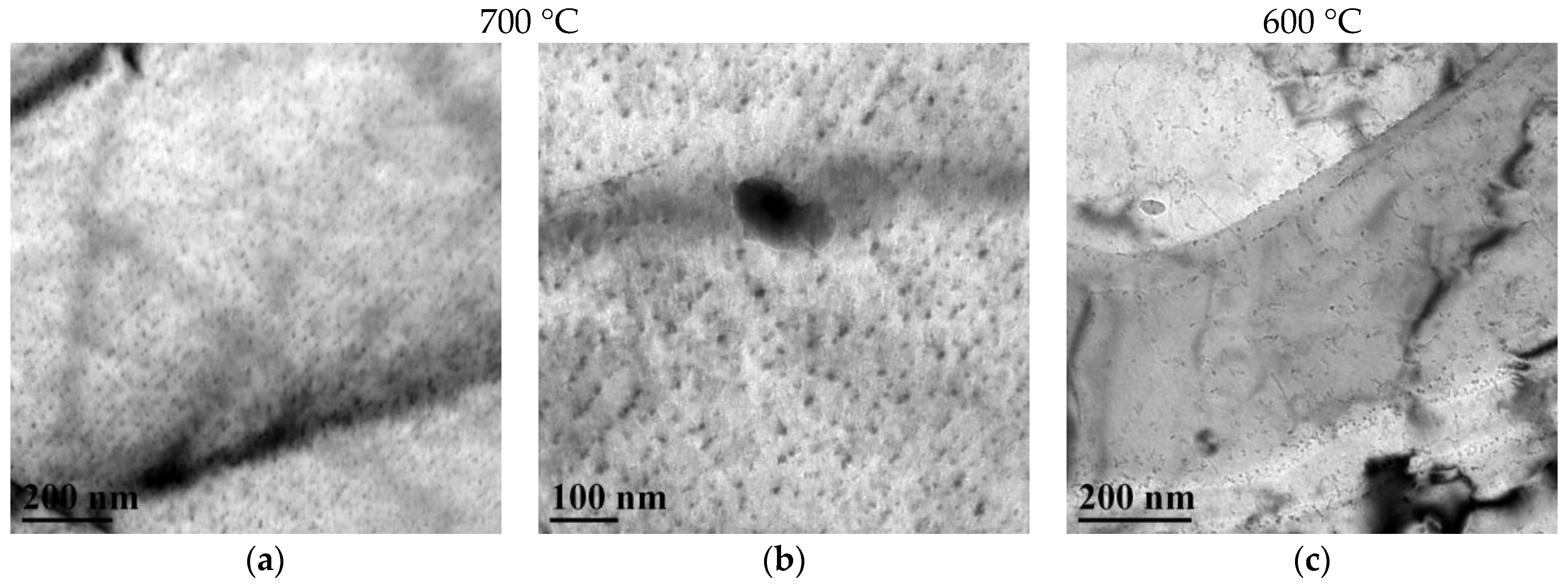
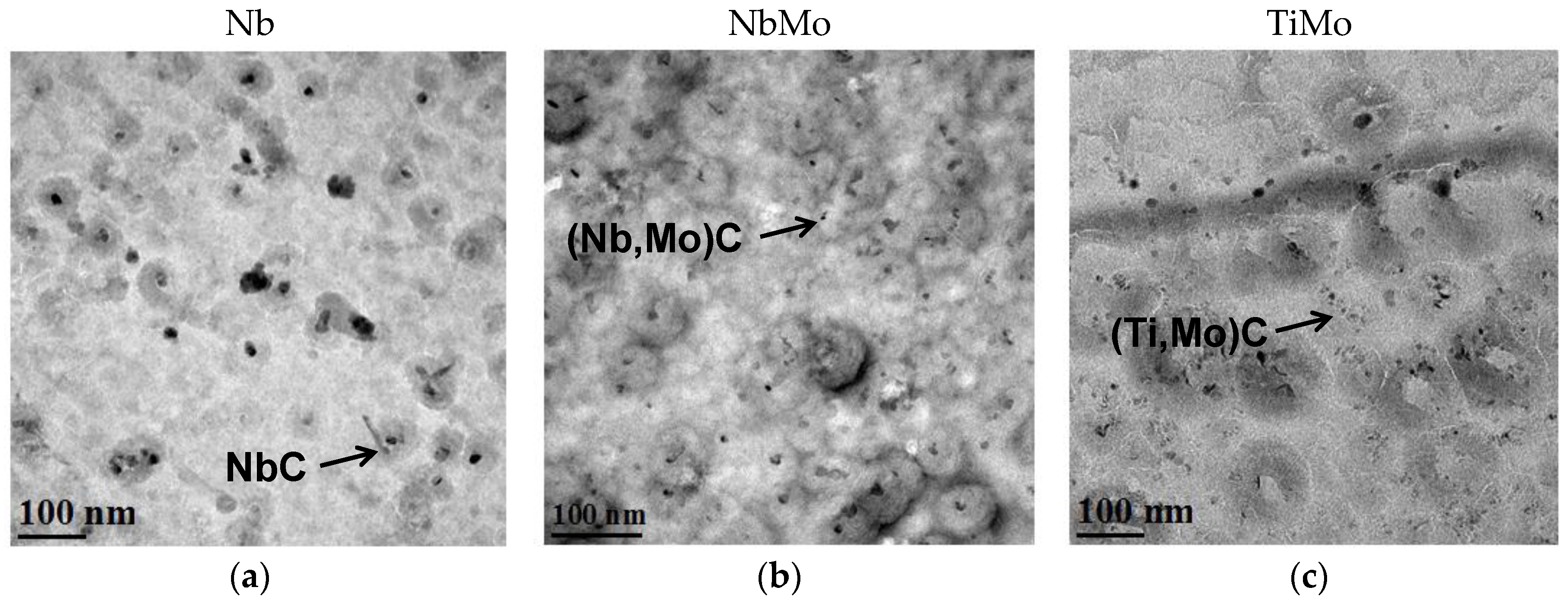
3.1.3. Precipitation
3.1.4. Secondary Phases
3.2. Mechanical Behavior
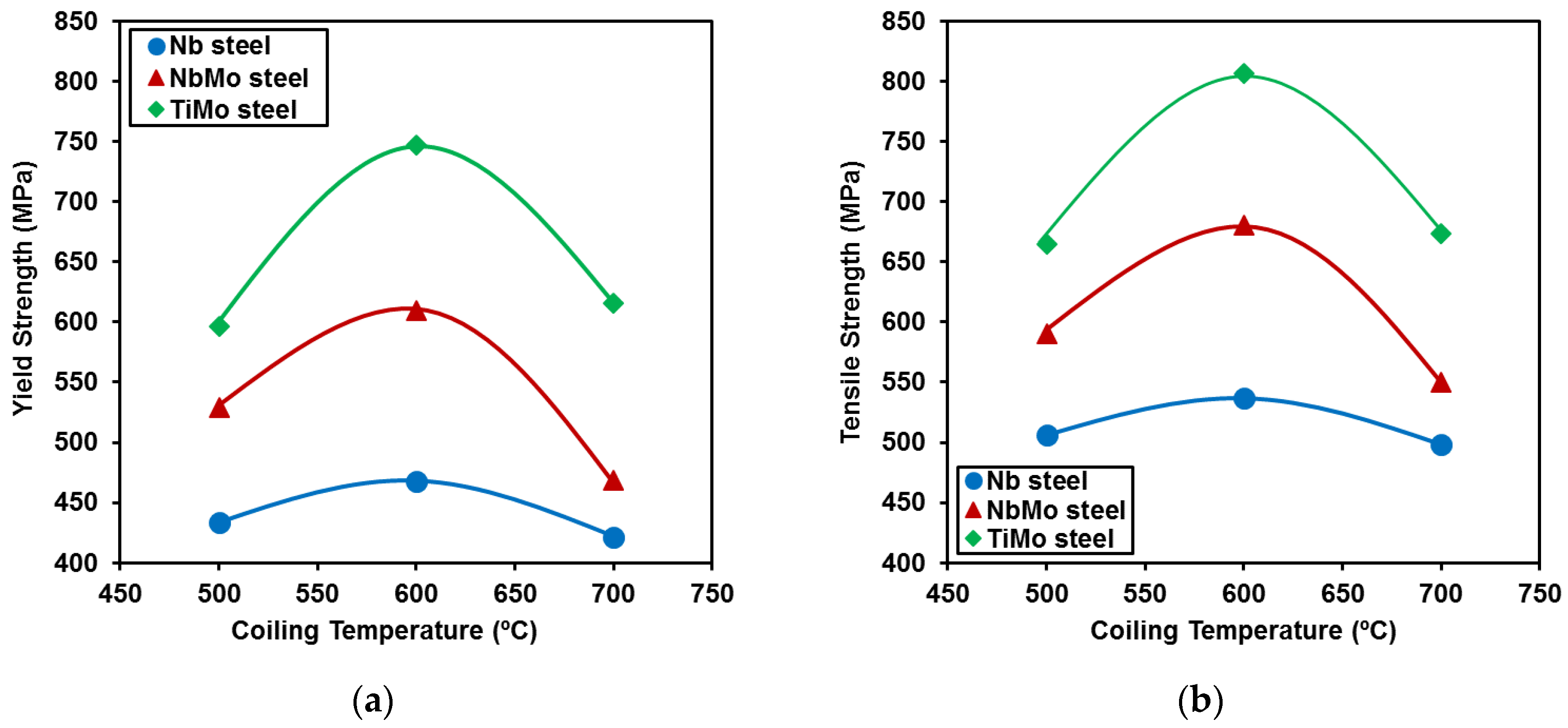
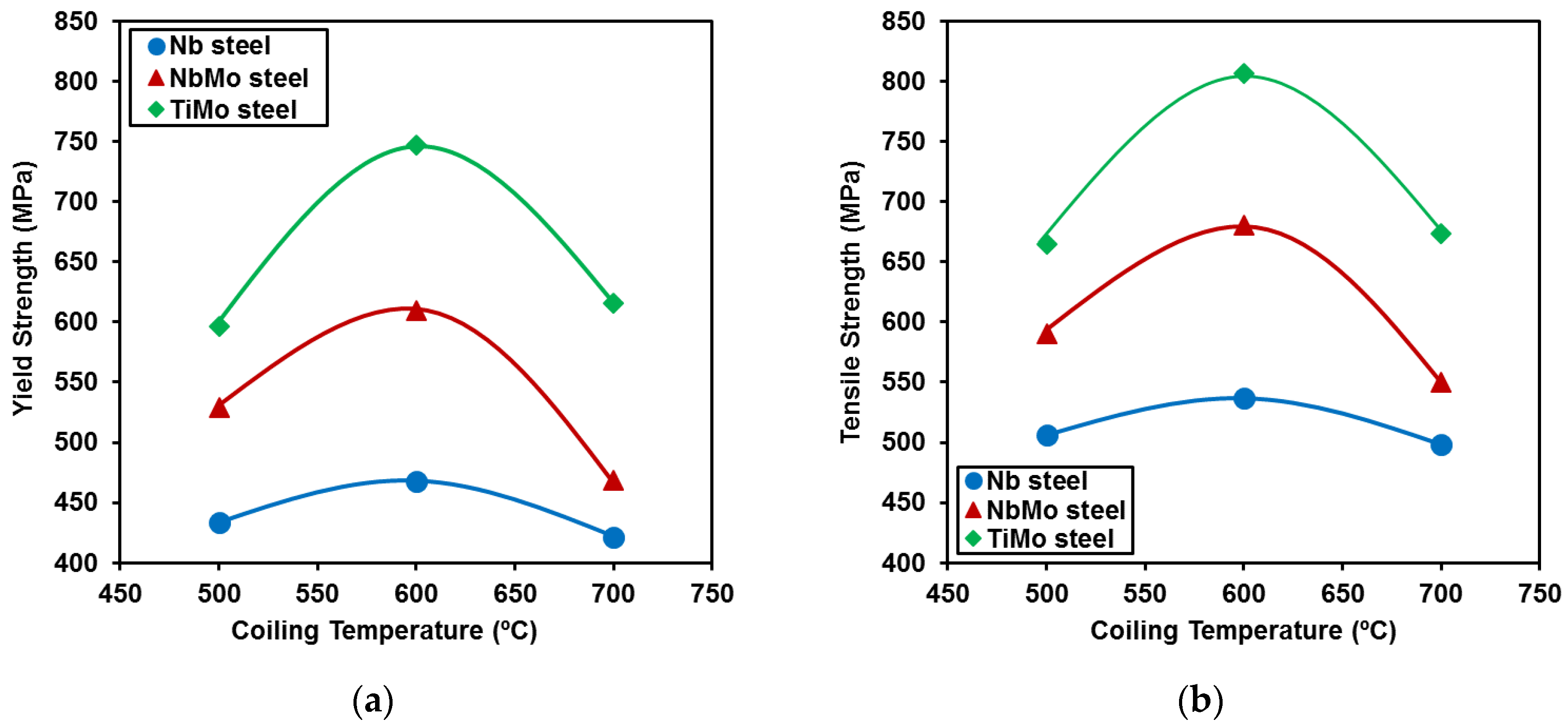
3.2.1. Tensile Properties
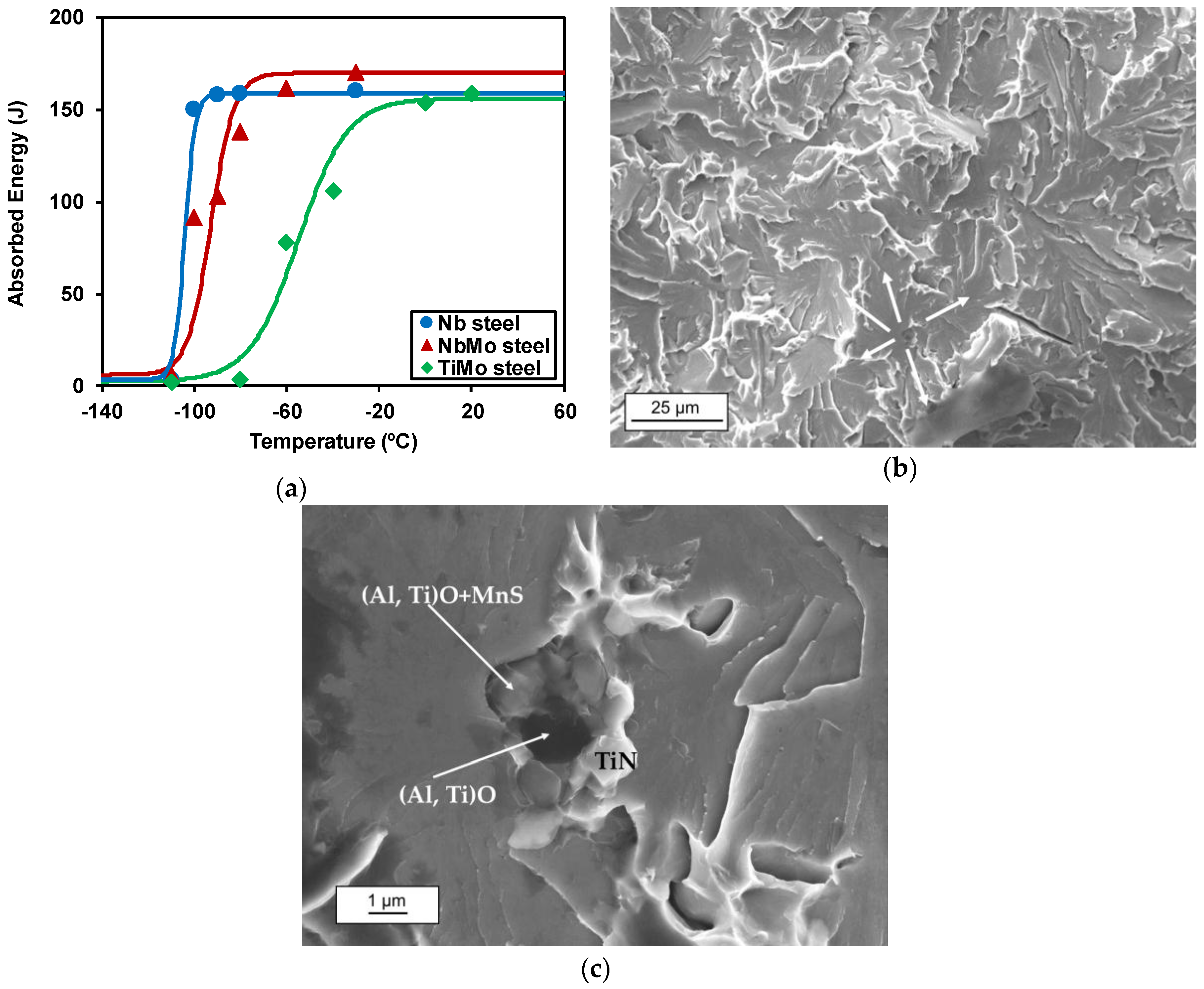
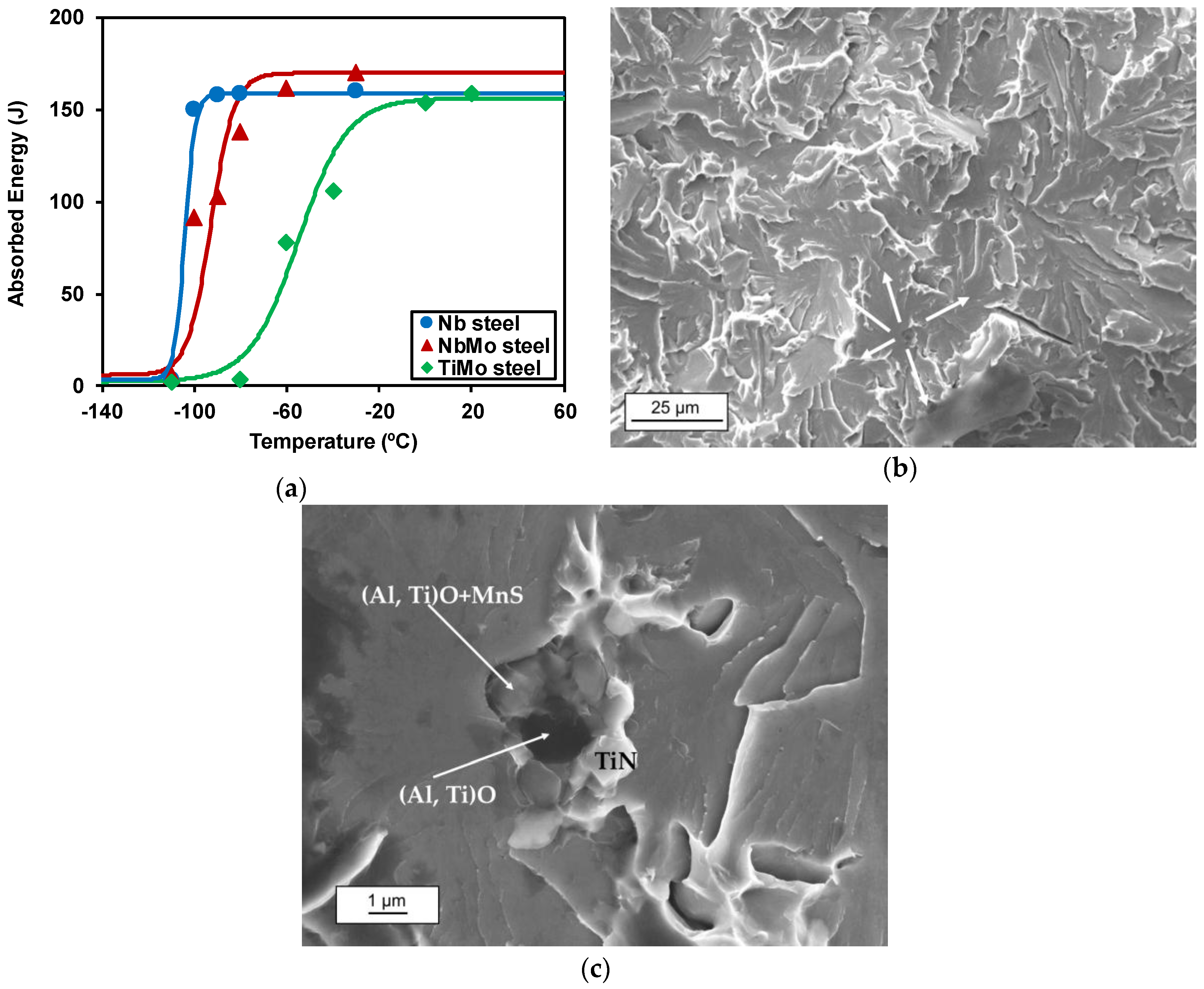
3.2.2. Toughness Properties
3.3. Predicting Mechanical Properties
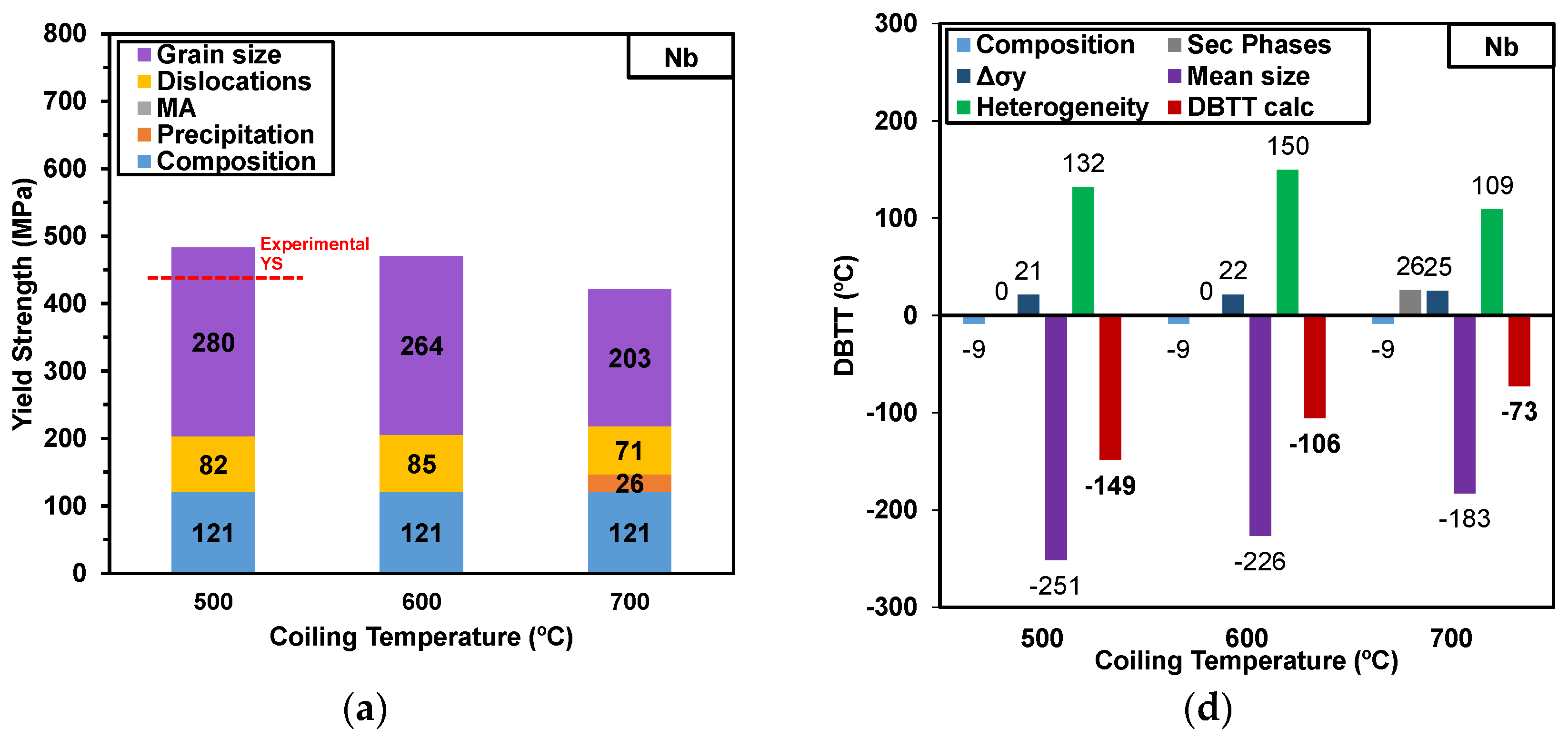
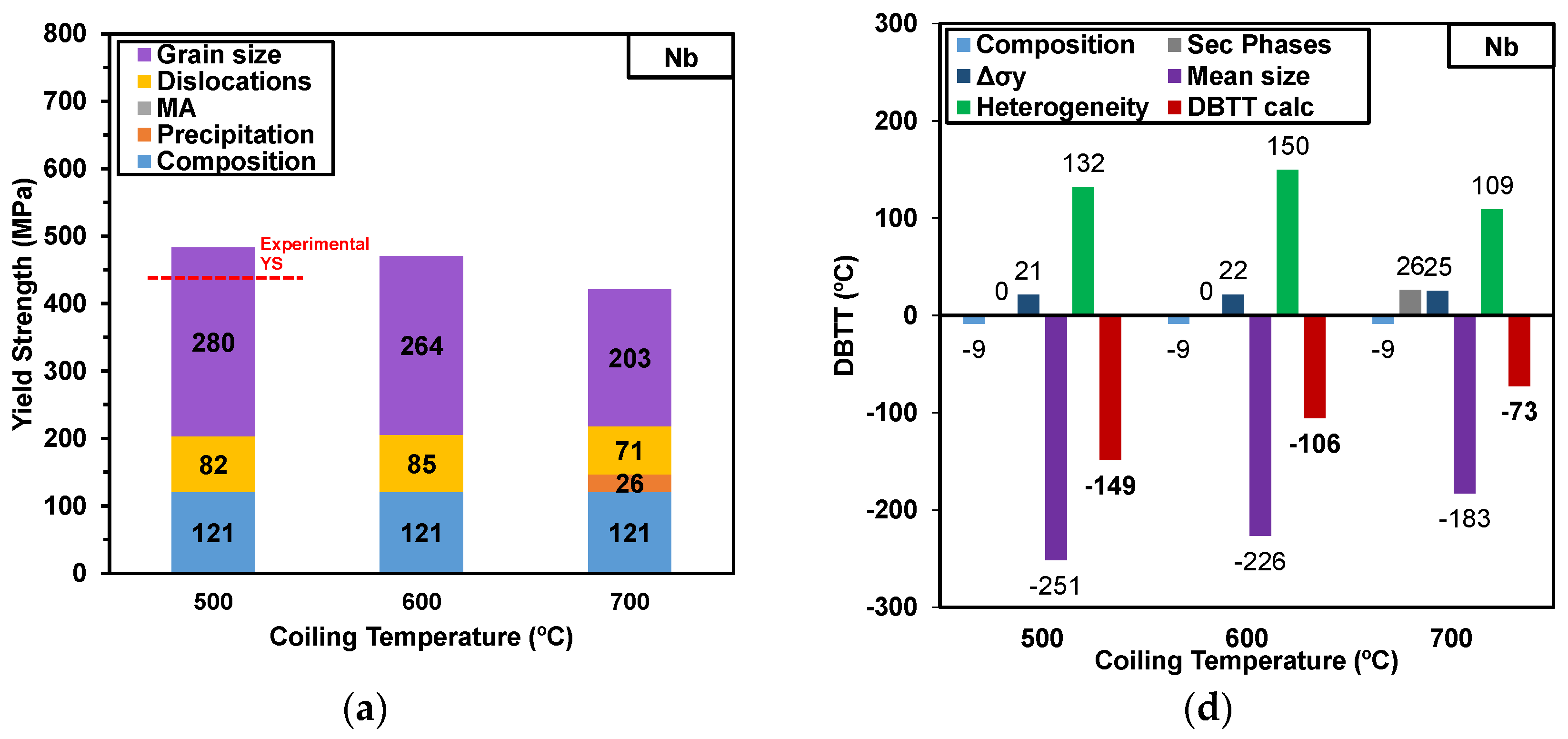
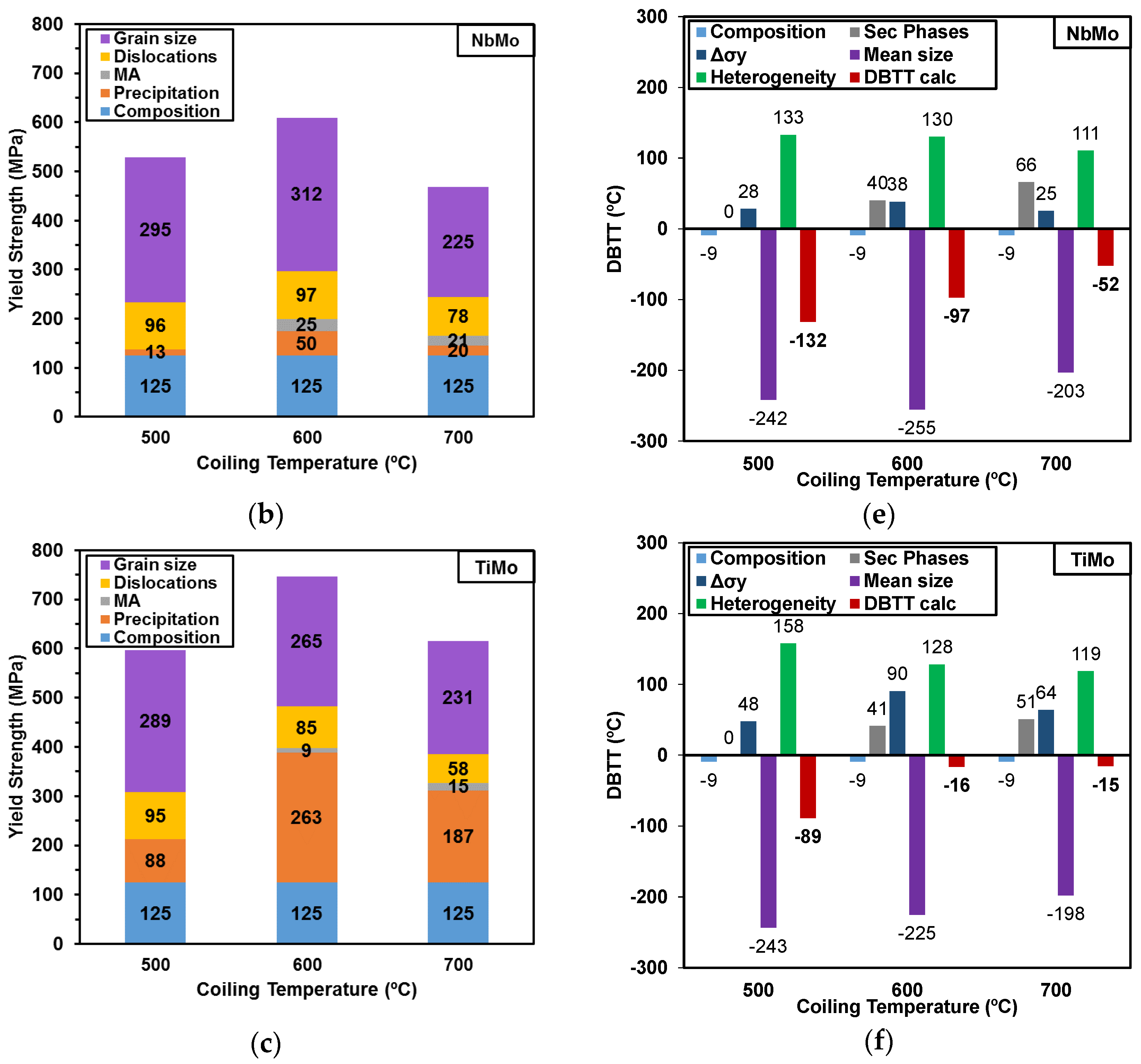
3.3.1. Yield Strength Prediction
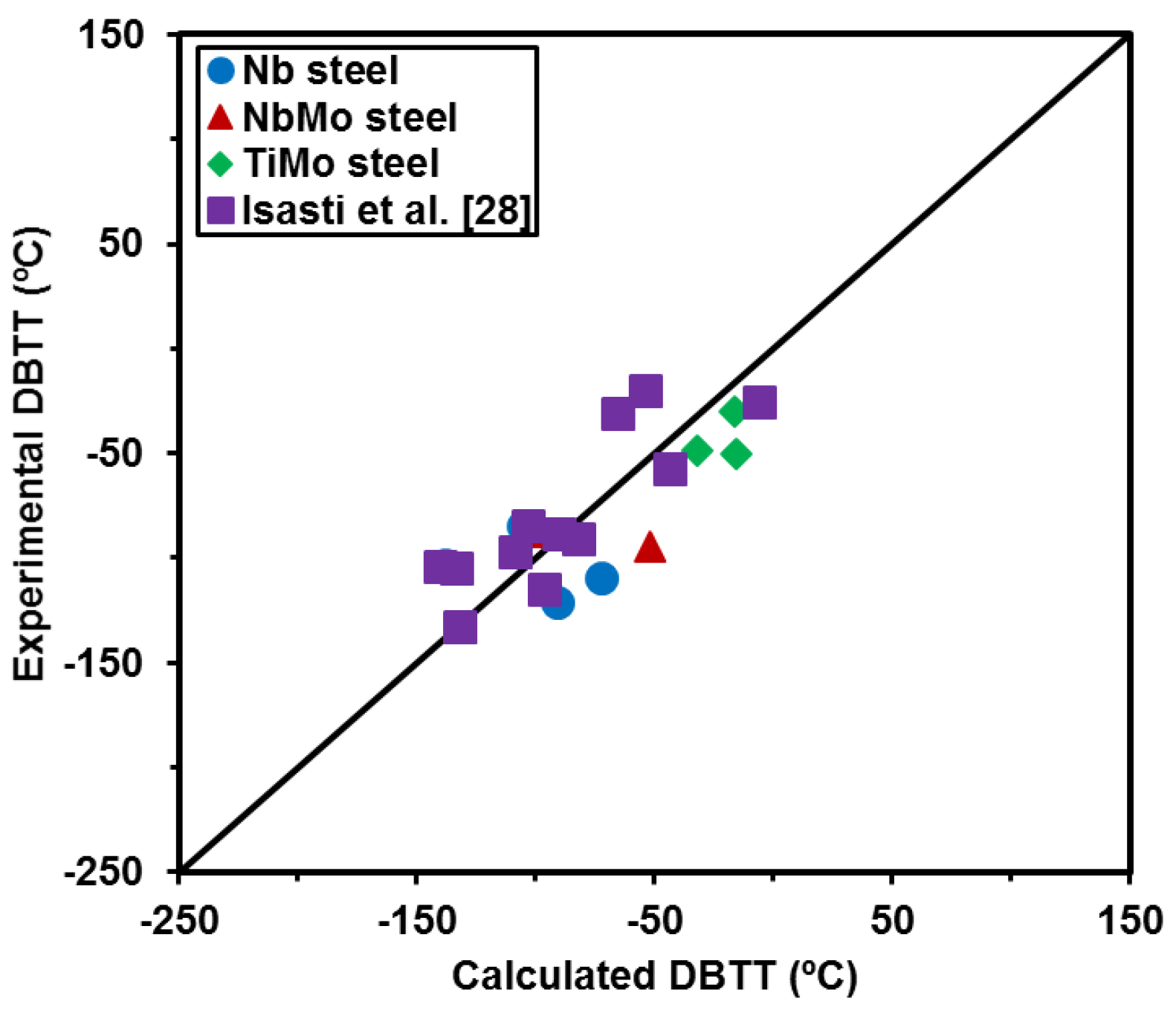
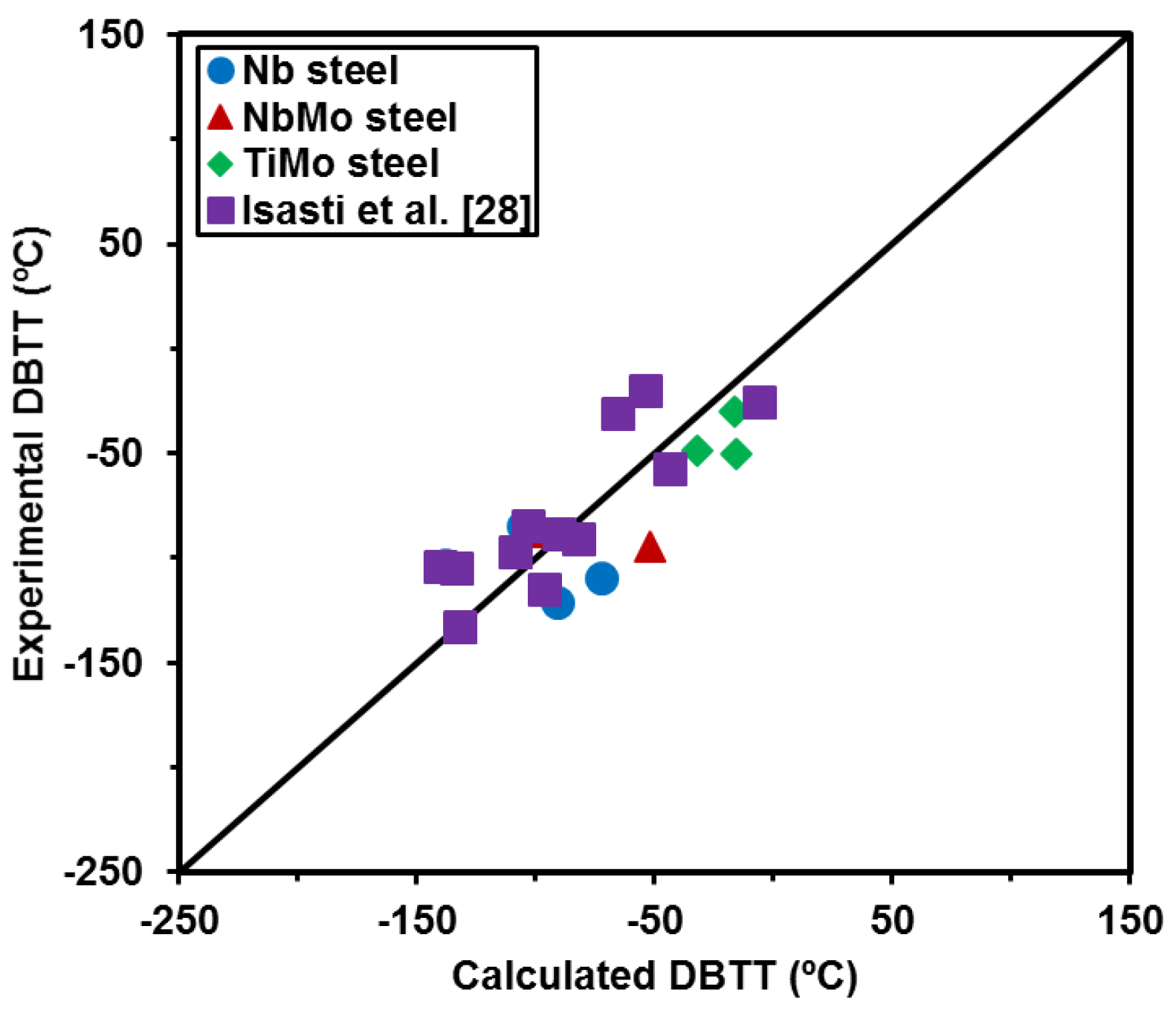
3.3.2. DBTT Prediction
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Nomenclature
| σy | Yield Strength |
| σ0 | Lattice friction stress |
| σss | Strengthening contribution due to solid solution |
| σgs | Strengthening contribution due to grain size |
| σρ | Strengthening contribution due to dislocations |
| σppt | Strengthening contribution due to precipitation |
| σMA | Strengthening contribution due to MA islands |
| α | Numerical factor |
| M | Taylor factor |
| µ | Shear modulus |
| b | Burgers vector magnitude |
| fi | Relative frequency |
| θi | Misorientation angle in the interval i |
| D2° | Mean unit size using the 2° low angle boundary criterion |
| ρ | Dislocation density |
| ϑ | Kernel average misorientation |
| u | Unit length related to Kernel |
| fMA | Volume fraction of MA islands |
| fv | Volume fraction of precipitates |
| x | Mean planar intercept diameter of the particles |
References
- Jansto, S.G. Niobium-bearing steel development for value-added structural applications. In New Developments on Metallurgy and Applications of High Strength Steels; TMS: Warrendale, PA, USA, 2008; pp. 1313–1326. [Google Scholar]
- Isasti, N.; Jorge-Badiola, D.; Taheri, M.L.; Uranga, P. Phase transformation study in Nb-Mo microalloyed steels using dilatometry and EBSD quantification. Metall. Mater. Trans. A 2013, 44, 3552–3563. [Google Scholar] [CrossRef]
- Huang, B.M.; Yang, J.R.; Huang, C.Y. The synergistic effect of niobium-molybdenum additions on the microstructure of low-carbon bainitic steel. In Fundamentals and Applications of Mo and Nb Alloying in High Performance Steels, 2nd ed.; Mohrbacher, H., Ed.; CBMM, IMOA and TMS: Liège, Belgium, 2015; Volume 2, pp. 29–51. [Google Scholar]
- Cizek, P.; Wynne, B.P.; Davies, C.H.J.; Hodgson, P.D. The Effect of Simulated Thermomechanical Processing on the Transformation Behavior and Microstructure of a Low-Carbon Mo-Nb Linepipe Steel. Metall. Mater. Trans. A 2015, 46, 407–425. [Google Scholar] [CrossRef]
- Funakawa, Y.; Shiozaki, T.; Tomita, K.; Yamamoto, T.; Maeda, E. Development of High Strength Hot-rolled Sheet Steel Consisting of Ferrite and Nanometer-sized Carbides. ISIJ Int. 2004, 44, 1945–1951. [Google Scholar] [CrossRef]
- Mintz, B.; Peterson, G.; Nassar, A. Structure-property relationships in ferrite-perlite steels. Ironmak. Steelmak. 1994, 21, 215–222. [Google Scholar]
- Wallin, K. Modified Tank Fitting Algorithm for Charpy Impact Data; Research Seminar on Economical and Safe Application of Modern Steels for Pressure Vessels: Aachen, Germany, 2003. [Google Scholar]
- Araki, T.; Kozasu, I.; Tankechi, H.; Shibata, K.; Enomoto, M.; Tamehiro, H. Atlas for Bainitic Microstructures; ISIJ: Tokyo, Japan, 1992; Volume 1. [Google Scholar]
- Isasti, N.; Jorge-Badiola, D.; Taheri, M.L.; Uranga, P. Microstructural and Precipitation Characterization in Nb-Mo Microalloyed Steels: Estimation of the Contributions to the Strength. Met. Mater. Int. 2014, 20, 807–817. [Google Scholar] [CrossRef]
- Kubin, L.P.; Mortensen, A. Geometrically necessary dislocations and strain-gradient plasticity: A few critical issues. Scr. Mater. 2003, 48, 119–125. [Google Scholar] [CrossRef]
- Isasti, N.; Badiola, D.J.; Alkorta, J.; Uranga, P. Analysis of Complex Steel Microstructures by High-Resolution EBSD. JOM 2016, 68, 215–223. [Google Scholar] [CrossRef]
- Roberts, M.J. Effect of transformation substructure on the strength and toughness of Fe-Mn alloys. Metall. Trans. 1970, 1, 3287–3294. [Google Scholar]
- Wang, R.; García, C.I.; Hua, M.; Cho, K.; Zhang, H.; Deardo, A.J. Microstructure and Precipitation Behavior of Nb, Ti Complex Microalloyed Steel Produced by Compact Strip Processing. ISIJ Int. 2006, 46, 1345–1353. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F.G.; Capdevilla, C.; de Andres, C.G. Estimation of dislocation density in bainitic microstructures using high-resolution dilatometry. Scr. Mater. 2009, 61, 855–858. [Google Scholar] [CrossRef]
- Iza-Mendia, A.; Gutiérrez, I. Generalization of the existing relations between microstructure and yield stress from ferrite–pearlite to high strength steels. Mater. Sci. Eng. A 2013, 561, 40–51. [Google Scholar] [CrossRef]
- Lee, W.B.; Hong, S.G.; Park, C.G.; Park, S.H. Carbide Precipitation and High-Temperature Strength of Hot-rolled High-Strength, Low-Alloy Steels Containing Nb and Mo. Met. Mater. Trans. A 2002, 33, 1689–1698. [Google Scholar] [CrossRef]
- Wada, H.; Pehlke, R.D. Nitrogen solubility and nitride formation in austenitic Fe-Ti alloys. Metall. Trans. B 1985, 16, 815–822. [Google Scholar] [CrossRef]
- Akben, M.G.; Bacroix, B.; Jonas, J.J. Effect of Vanadium and Molybdenum addition on High Temperature Recovery, Recrystallization and Precipitation Behavior of Niobium-based Microalloyed Steels. Acta Metall. 1983, 31, 161–174. [Google Scholar] [CrossRef]
- Chen, C.Y.; Yen, H.W.; Kao, F.H.; Li, W.C.; Huang, C.Y.; Yang, J.R.; Wang, S.H. Precipitation hardening of high-strength low-alloy steels by nanometer-sized carbides. Mater. Sci. Eng. A 2009, 499, 162–166. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, H.; Guo, C.; Liu, W.; Yang, Z.; Sun, X.; Zhang, Z.; Jiang, F. Effect of molybdenum addition on the precipitation of carbides in the austenite matrix of titanium micro-alloyed steels. Mater. Sci. 2016, 51, 4996–5007. [Google Scholar] [CrossRef]
- Chen, M.Y.; Gouné, M.; Verdier, M.; Bréchet, Y.; Yang, J.R. Interphase precipitation in vanadium-alloyed steels: Strengthening contribution and morphological variability with austenite to ferrite transformation. Acta Mater. 2014, 64, 78–92. [Google Scholar] [CrossRef]
- Bu, F.Z.; Wang, X.M.; Yang, S.W.; Shang, C.J.; Misra, R.D.K. Contribution of interphase precipitation on yield strength in thermomechanically simulated Ti–Nb and Ti–Nb–Mo microalloyed steels. Mater. Sci. Eng. A 2015, 620, 22–29. [Google Scholar] [CrossRef]
- Ariga, T.; Funakawa, Y.; Uchida, Y. High-Tensile-Strength Hot-Rolled Plated Steel Sheet and Method for Producing Same. Patent WO 2013/069210A1, 16 May 2013. [Google Scholar]
- Xu, Y.; Zhang, W.; Sun, M.; Yi, H.; Liu, Z. The blocking effects of interphase precipitation on dislocations’ movement in Ti-bearing micro-alloyed steels. Mater. Lett. 2015, 139, 177–181. [Google Scholar] [CrossRef]
- Mukherjee, S.; Timokhina, I.B.; Zhu, C.; Ringer, S.P.; Hodgson, P.D. Three-dimensional atom probe microscopy study of interphase precipitation and nanocluster in thermomechanically treated titanium-molybdenum steels. Acta Mater. 2013, 61, 2521–2530. [Google Scholar] [CrossRef]
- Hua, J.; Dua, L.X.; Wang, J.J. Effect of cooling procedure on microstructures and mechanical properties of hot rolled Nb-Ti bainitic high strength steel. Mater. Sci. Eng. 2012, 554, 79–85. [Google Scholar] [CrossRef]
- Yen, H.W.; Chen, P.Y.; Huang, C.Y.; Yang, J.R. Interphase precipitation of nanometer-sized carbides in a titanium-molybdenum-bearing low-carbon steel. Acta Mater. 2011, 59, 6264–6274. [Google Scholar] [CrossRef]
- Isasti, N.; Jorge-Badiola, D.; Taheri, M.L.; Uranga, P. Microstructural Features Controlling Mechanical Properties in Nb-Mo Microalloyed Steels. Part II: Impact Toughness. Metall. Mater. Trans. 2014, 45, 4972–4982. [Google Scholar] [CrossRef]
- Gladman, T. The Physical Metallurgy of Microalloyed Steels, 2nd ed.; The Institute of Materials: London, UK, 1997. [Google Scholar]
- Pickering, F.B. Physical Metallurgy and the Design of Steels; Applied Science Publishers Ltd.: London, UK, 1978. [Google Scholar]
- Peng, Z.; Li, L.; Gao, J.; Huo, X. Precipitation strengthening of titanium microalloyed high-strength steel plates with isothermal treatment. Mater. Sci. Eng. 2016, 657, 413–421. [Google Scholar] [CrossRef]
- Yakubtsov, I.A.; Boyd, J.D.; Liu, W.J.; Essadiqui, E. Strengthening mechanism in dual-phase acicular ferrite+M/A microstructure. In Proceedings of the 42nd Mechanical Working and Steel Processing Conference, Iron and Steel Society/AIME, Toronto, ON, Canada, 2000; pp. 429–439.
- Pickering, F.B.; Gladman, T. Metallurgical Developments in Carbon Steels; Special Report No. 81; Iron and Steel Institute: London, UK, 1963. [Google Scholar]
- Bush, M.E.; Kelly, P.M. Strengthening mechanisms in bainitic steels. Acta Metall. 1971, 19, 1363–1372. [Google Scholar] [CrossRef]
- Gladman, T. Precipitation hardening in metals. Mater. Sci. Technol. 1999, 15, 30–36. [Google Scholar] [CrossRef]
- Isasti, N.; Jorge-Badiola, D.; Taheri, M.L.; Uranga, P. Microstructural Features Controlling Mechanical Properties in Nb-Mo Microalloyed Steels. Part I: Yield Strength. Metall. Mater. Trans. 2014, 45, 4960–4971. [Google Scholar] [CrossRef]
- Kim, Y.W.; Song, S.W.; Seo, S.J.; Hong, S.G.; Lee, C.S. Development of Ti and Mo micro-alloyed hot-rolled high strength sheet steel by controlling thermomechanical controlled processing schedule. Mater. Sci. Eng. 2013, 565, 430–438. [Google Scholar] [CrossRef]
- Zhang, K.; Li, Z.; Wang, Z.; Sun, X.; Yong, Q. Precipitation behavior and mechanical properties of hot-rolled high strength Ti-Mo-bearing ferritic sheet steel: The great potential of nanometer-sized (Ti, Mo)C carbide. Mater. Res. 2016, 31, 1254–1263. [Google Scholar] [CrossRef]
- Gutiérrez, I. Effect of microstructure on the impact toughness of Nb-microalloyed steel: Generalisation of existing relations from ferrite-pearlite to high strength microstructures. Mater. Sci. Eng. 2013, 571, 57–67. [Google Scholar] [CrossRef]
- Gladman, T.; Holmes, B.; McIvor, I.D. Effects of Second Phase Particles on Strength, Toughness and Ductility; The Iron and Steel Institute: London, UK, 1971; p. 68. [Google Scholar]
- Gray, J.M. Strength-Toughness Relations for Precipitation-Strengthened Low-Alloy Steels Containing Columbium. Metall. Mater. Trans. 1972, 3, 1495–1500. [Google Scholar] [CrossRef]
- Pickering, F.B. The optimization of microstructures in steel and their relationship to mechanical properties. In Hardenability Concepts with Applications to Steel; Doane, D.V., Kirkaldy, J.S., Eds.; AIME: New York, NY, USA, 1978; pp. 179–228. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Mn | Si | P | S | Ti | Nb | Mo | Al | N |
|---|---|---|---|---|---|---|---|---|---|---|
| Nb | 0.040 | 1.55 | 0.20 | 0.017 | 0.006 | - | 0.034 | - | 0.01 | 0.005 |
| NbMo | 0.049 | 1.60 | 0.21 | 0.019 | 0.007 | - | 0.035 | 0.2 | 0.02 | 0.007 |
| TiMo | 0.048 | 1.61 | 0.20 | 0.020 | 0.006 | 0.09 | - | 0.2 | 0.02 | 0.004 |
| Steel | Tcoiling (°C) | Mean Size of MA Islands (µm) | MA Fraction (%) | Pearlite Fraction (%) |
|---|---|---|---|---|
| Nb | 700 | 0 | 0 | 5.3 |
| NbMo | 700 | 2.5 | 2.3 | 13.9 |
| 600 | 1.2 | 2.8 | 0 | |
| TiMo | 700 | 1.9 | 1.7 | 3.9 |
| 600 | 2.1 | 1.0 | 0 |
| Steel | Tcoiling (°C) | YS (MPa) | TS (MPa) | Elongation (%) | Area Reduction (%) |
|---|---|---|---|---|---|
| Nb | 700 | 421 | 498 | 39 | 87 |
| 600 | 468 | 536 | 33 | 89 | |
| 500 | 434 | 506 | 39 | 89 | |
| NbMo | 700 | 468 | 550 | 28 | 82 |
| 600 | 610 | 681 | 26 | 85 | |
| 500 | 529 | 590 | 33 | 90 | |
| TiMo | 700 | 616 | 674 | 29 | 82 |
| 600 | 747 | 807 | 27 | 79 | |
| 500 | 597 | 665 | 26 | 84 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Larzabal, G.; Isasti, N.; Rodriguez-Ibabe, J.M.; Uranga, P. Evaluating Strengthening and Impact Toughness Mechanisms for Ferritic and Bainitic Microstructures in Nb, Nb-Mo and Ti-Mo Microalloyed Steels. Metals 2017, 7, 65. https://doi.org/10.3390/met7020065
Larzabal G, Isasti N, Rodriguez-Ibabe JM, Uranga P. Evaluating Strengthening and Impact Toughness Mechanisms for Ferritic and Bainitic Microstructures in Nb, Nb-Mo and Ti-Mo Microalloyed Steels. Metals. 2017; 7(2):65. https://doi.org/10.3390/met7020065
Chicago/Turabian StyleLarzabal, Gorka, Nerea Isasti, Jose M. Rodriguez-Ibabe, and Pello Uranga. 2017. "Evaluating Strengthening and Impact Toughness Mechanisms for Ferritic and Bainitic Microstructures in Nb, Nb-Mo and Ti-Mo Microalloyed Steels" Metals 7, no. 2: 65. https://doi.org/10.3390/met7020065