
Vibration-Assisted Sputter Coating of Cenospheres: A New Approach for Realizing Cu-Based Metal Matrix Syntactic Foams





Abstract
:
1. Introduction
2. Materials and Methods
3. Results
4. Discussion
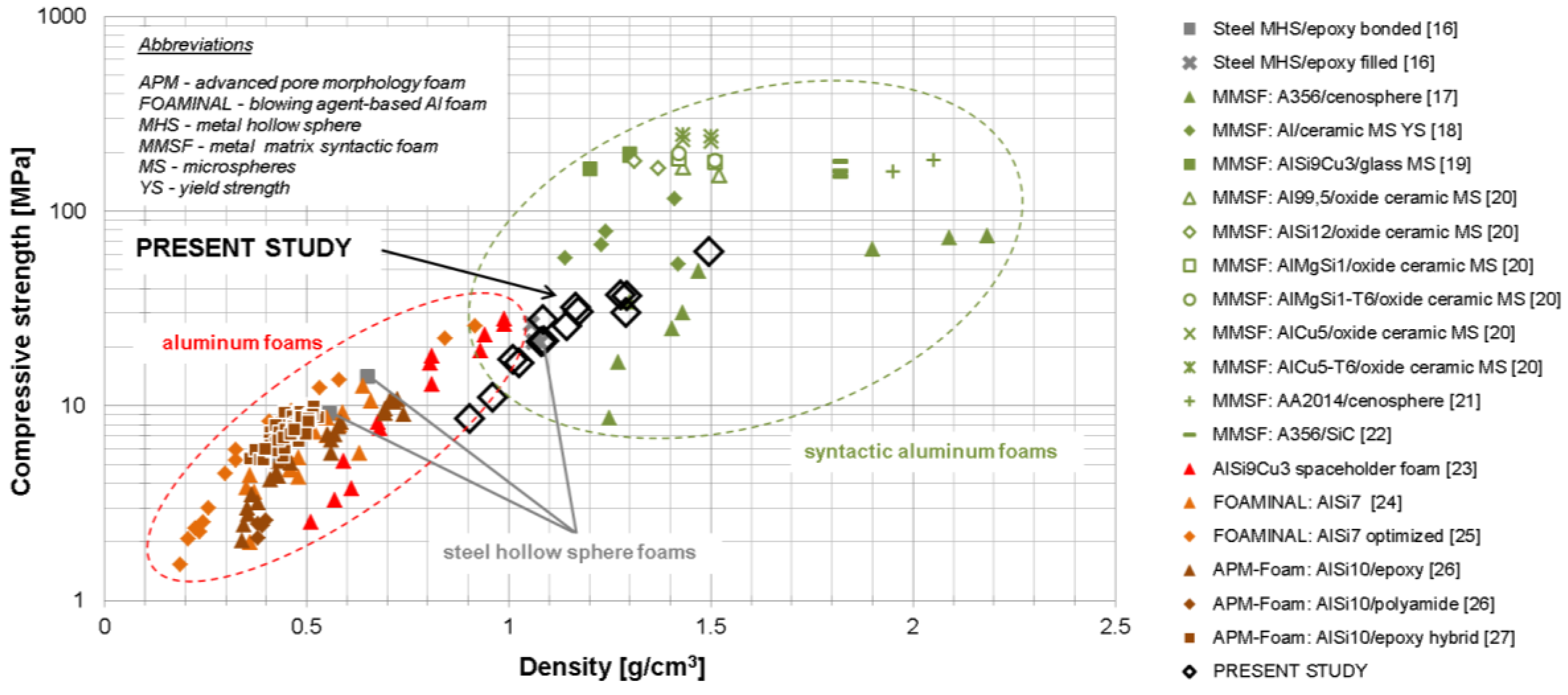
- Increasing the thickness of the coating while maintaining the coating materials will lead to increased density and strength, but based on the unfavorable strength vs. density ratio of pure copper, most likely also to a reduction or at least stagnation of density-related specific strength.
- Replacement of Cu as coating material with either steel or aluminum alloys should increase specific strength, in the latter case ultimately exceeding the levels of conventional aluminum foams and approaching those of aluminum matrix syntactic foams.
- While the aforementioned increase of specific strength may be reached at reduced absolute density in the case of aluminum, it will be achieved at identical or slightly increased density in the case of steel. Nevertheless, based on the added open porosity, this would still position the respective material at the lowest-density end of steel matrix foams realized so far.
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Shishkin, A.; Mironovs, V.; Lapkovskis, V.; Treijs, J.; Korjakins, A. Ferromagnetic Sorbents for Collection and Utilization of Oil Products. Key Eng. Mater. 2014, 604, 122–125. [Google Scholar] [CrossRef]
- Shishkin, A.; Mironovs, V.; Zemchenkov, V.; Antonov, M. Hybrid syntactic foams of metal—Fly ash cenosphere—Clay. Key Eng. Mater. 2016, 674, 35–40. [Google Scholar] [CrossRef]
- Gupta, N.; Rohatgi, P.K. Metal Matrix Syntactic Foams: Processing, Microstructure, Properties and Applications; DEStech Publications Inc.: Lancaster, PA, USA, 2014. [Google Scholar]
- Weise, J.; Lehmhus, D.; Baumeister, J.; Kun, R.; Bayoumi, M.; Busse, M. Production and properties of 316 L stainless steel cellular materials and syntactic foams. Steel Res. Int. 2014, 85, 486–497. [Google Scholar] [CrossRef]
- Peroni, L.; Scapin, M.; Lehmhus, D.; Baumeister, J.; Busse, M.; Avalle, M.; Weise, J. High Strain Rate Tensile and Compressive Testing and Performance of Mesoporous Invar (FeNi36) Matrix Syntactic Foams Produced by Feedstock Extrusion. Adv. Eng. Mater. 2016, 18. [Google Scholar] [CrossRef]
- Koppel, T.; Shishkin, A.; Hussainova, I.; Haldre, H.; Tint, P. Electromagnetic shielding properties of ceramic spheres coated with paramagnetic metal. Agron. Res. 2016, 14, 1015–1022. [Google Scholar]
- Yu, X.; Shen, Z. The electromagnetic shielding of Ni films deposited on cenosphere particles by magnetron sputtering method. J. Magn. Magn. Mater. 2009, 321, 2890–2895. [Google Scholar] [CrossRef]
- Meng, X.-F.; Li, D.-H.; Shen, X.-Q.; Liu, W. Preparation and magnetic properties of nano-Ni coated cenosphere composites. Appl. Surf. Sci. 2010, 256, 3753–3756. [Google Scholar] [CrossRef]
- Meng, X.-F.; Shen, X.-Q.; Liu, W. Synthesis and characterization of Co/cenosphere core–shell structure composites. Appl. Surf. Sci. 2012, 258, 2627–2631. [Google Scholar] [CrossRef]
- Chidambaram, P.R.; Meier, A.; Edwards, G.R. The nature of interfacial phenomena at copper-titanium/alumina and copper-oxygen/alumina interfaces. Mater. Sci. Eng. A 1996, 206, 249–258. [Google Scholar] [CrossRef]
- Espie, L.; Drevet, B.; Eustathopolous, N. Experimental study of the influence of interfacial energies and reactivity on wetting in metal/oxide systems. Metall. Mater. Trans. A 1994, 25, 599–605. [Google Scholar] [CrossRef]
- Kelber, J.A.; Niu, C.; Shepherd, K.; Jennison, D.R.; Bogicevic, A. Copper wetting of α-Al2O3(0001): Theory and experiment. Surf. Sci. 2000, 446, 76–88. [Google Scholar] [CrossRef]
- Meier, A.; Baldwin, M.D.; Chidambaram, P.R.; Edwards, G.R. The effect of large oxygen additions on the wettability and work of adhesion of copper-oxygen alloys on polycrystalline alumina. Mater. Sci. Eng. A 1995, 196, 111–117. [Google Scholar] [CrossRef]
- Eustathopoulos, N.; Nicholas, M.G.; Drevet, B. Wettability at High Temperatures; Pergamon Materials Series; Pergamon: Oxford, UK, 1999; Volume 3. [Google Scholar]
- Gibson, L.J.; Ashby, M.F. Cellular Solids: Structure and Properties, 2nd ed.; Cambridge University Press: Cambridge, UK, 2016. [Google Scholar]
- Vesenjak, M.; Fiedler, T.; Ren, Z.; Öchsener, A. Behaviour of syntactic and partial hollow sphere structures under dynamic loading. Adv. Eng. Mater. 2008, 10, 185–191. [Google Scholar] [CrossRef]
- Rohatgi, P.K.; Kim, J.K.; Gupta, N.; Alaraj, S.; Daoud, A. Compressive characteristics of A356/fly ash cenosphere composites synthesized by pressure infiltration technique. Compos. A Appl. Sci. Manuf. 2006, 37, 430–437. [Google Scholar] [CrossRef]
- Tao, X.F.; Zhang, L.P.; Zhao, Y.Y. Al matrix syntactic foam fabricated with bimodal ceramic microspheres. Mater. Des. 2009, 30, 2732–2736. [Google Scholar] [CrossRef]
- Weise, J.; Yezerska, O.; Busse, M.; Haesche, M.; Zanetti-Bueckmann, V.; Schmitt, M. Production and properties of micro-porous glass bubble zinc and aluminium composites. Mater. Sci. Eng. Technol. 2007, 38, 901–906. [Google Scholar]
- Orbulov, I.N.; Ginsztler, J. Compressive characteristics of metal matrix syntactic foams. Compos. Part A Appl. Sci. Manuf. 2012, 43, 553–561. [Google Scholar] [CrossRef]
- Dass Goel, M.; Peroni, M.; Solomos, G.; Mondal, D.P.; Matsagar, V.A.; Gupta, A.K.; Larcher, M.; Marburg, S. Dynamic compression behavior of cenosphere aluminum alloy syntactic foam. Mater. Des. 2012, 42, 418–432. [Google Scholar] [CrossRef]
- Luong, D.D.; Strbik, O.M., III; Hammond, V.H.; Gupta, N.; Cho, K. Development of high performance lightweight aluminum alloy/SiC hollow sphere syntactic foams and compressive characterization at quasi-static and high strain rates. J. Alloy. Compd. 2013, 550, 412–422. [Google Scholar] [CrossRef]
- Nestler, K.; Berg, A.; Rodriguez-Perez, M.A.; Busse, M. Multifunktionale Aluminiumschwämme durch Schmelzinfiltration von Platzhaltern. Aluminium 2006, 82, 688–692. [Google Scholar]
- Avalle, M.; Lehmhus, D.; Peroni, L.; Pleteit, H.; Schmiechen, M.; Belingardi, G.; Busse, M. AlSi7 metallic foams—Aspects of material modelling for crash analysis. Int. J. Crashworth. 2009, 14, 269–285. [Google Scholar] [CrossRef]
- Lehmhus, D.; Busse, M. Mechanical performance of structurally optimized AlSi7 aluminum foams—An experimental study. Mater. Werkst. 2014, 45, 1061–1071. [Google Scholar] [CrossRef]
- Lehmhus, D.; Baumeister, J.; Stutz, L.; Schneider, E.; Stöbener, K.; Avalle, M.; Peroni, L.; Peroni, M. Mechanical characterization of particulate aluminum foams—Strain-rate, density and matrix alloy vs. adhesive effects. Adv. Eng. Mater. 2010, 12, 596–603. [Google Scholar] [CrossRef]
- Weise, J.; Baumeister, J.; Hohe, J.; Böhme, W.; Beckmann, C. Epoxy Aluminum Hybrid Foam—An Innovative Sandwich Core Material with Improved Energy Absorption Characteristics. In Proceeding of the 10th International Conference on Sandwich Structures, Nantes, France, 27–29 August 2012.
- Peroni, L.; Scapin, M.; Avalle, M.; Weise, J.; Lehmhus, D.; Baumeister, J.; Busse, M. Syntactic Iron Foams–On Deformation Mechanisms and Strain-Rate Dependence of Compressive Properties. Adv. Eng. Mater. 2012, 14, 909–918. [Google Scholar] [CrossRef]
- Luong, D.D.; Shunmugasamy, V.S.; Gupta, N.; Lehmhus, D.; Weise, J.; Baumeister, J. Quasi-static and high strain rates compressive response of iron and Invar matrix syntactic foams. Mater. Des. 2015, 66, 516–531. [Google Scholar] [CrossRef]
- Peroni, L.; Scapin, M.; Fichera, C.; Lehmhus, D.; Weise, J.; Baumeister, J.; Avalle, M. Investigation of the mechanical behaviour of AISI 316L stainless steel syntactic foams at different strain-rates. Compos. Part B 2014, 66, 430–442. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sintering Conditions | Density | Compressive Strength | |
|---|---|---|---|
| T (°C) | t (min) | ρ (g/cm3) | σc (MPa) |
| 950 | 0.5 | 0.869 1/0.904 2 | 8.60 |
| 1 | 0.931 1/0.960 2 | 11.00 | |
| 2 | 0.999 1/1.025 2 | 16.60 | |
| 4 | 1.043 1/1.086 2 | 21.60 | |
| 1000 | 0.5 | 0.986 1/1.010 2 | 17.20 |
| 1 | 1.049 1/1.080 2 | 26.20 | |
| 2 | 1.003 1/1.016 2 | 15.70 | |
| 4 | 1.283 1/1.291 2 | 30.10 | |
| 1050 | 1 | 0.973 1/1.085 2 | 27.70 |
| 2 | 1.156 1/1.166 2 | 31.90 | |
| 4 | 1.269 1/1.293 2 | 36.80 | |
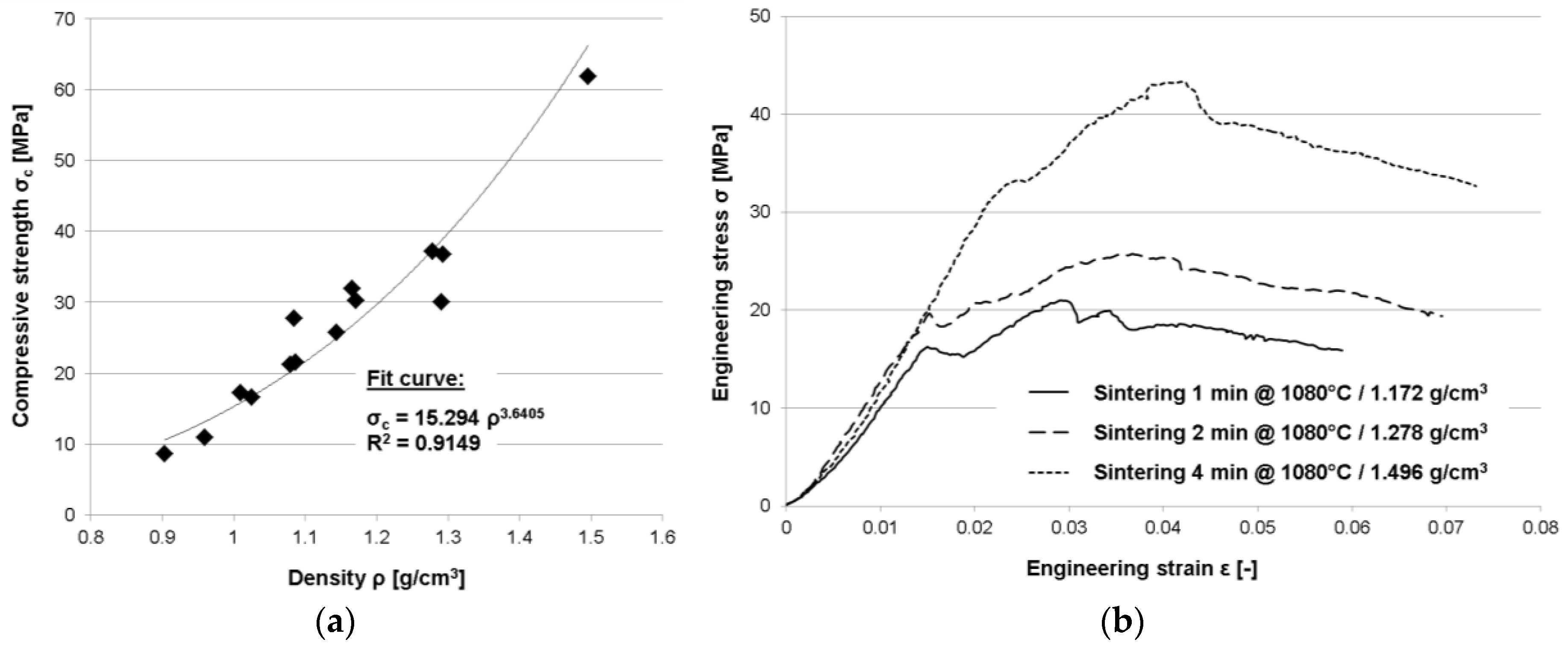
| 1080 | 1 | 1.163 1/1.172 2 | 30.30 |
| 2 | 1.273 1/1.278 2 | 37.20 | |
| 4 | 1.475 1/1.496 2 | 61.90 | |
© 2017 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shishkin, A.; Drozdova, M.; Kozlov, V.; Hussainova, I.; Lehmhus, D. Vibration-Assisted Sputter Coating of Cenospheres: A New Approach for Realizing Cu-Based Metal Matrix Syntactic Foams. Metals 2017, 7, 16. https://doi.org/10.3390/met7010016
Shishkin A, Drozdova M, Kozlov V, Hussainova I, Lehmhus D. Vibration-Assisted Sputter Coating of Cenospheres: A New Approach for Realizing Cu-Based Metal Matrix Syntactic Foams. Metals. 2017; 7(1):16. https://doi.org/10.3390/met7010016
Chicago/Turabian StyleShishkin, Andrei, Maria Drozdova, Viktor Kozlov, Irina Hussainova, and Dirk Lehmhus. 2017. "Vibration-Assisted Sputter Coating of Cenospheres: A New Approach for Realizing Cu-Based Metal Matrix Syntactic Foams" Metals 7, no. 1: 16. https://doi.org/10.3390/met7010016
APA StyleShishkin, A., Drozdova, M., Kozlov, V., Hussainova, I., & Lehmhus, D. (2017). Vibration-Assisted Sputter Coating of Cenospheres: A New Approach for Realizing Cu-Based Metal Matrix Syntactic Foams. Metals, 7(1), 16. https://doi.org/10.3390/met7010016