Martensitic Transformation in Ultrafine-Grained Stainless Steel AISI 304L Under Monotonic and Cyclic Loading


{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
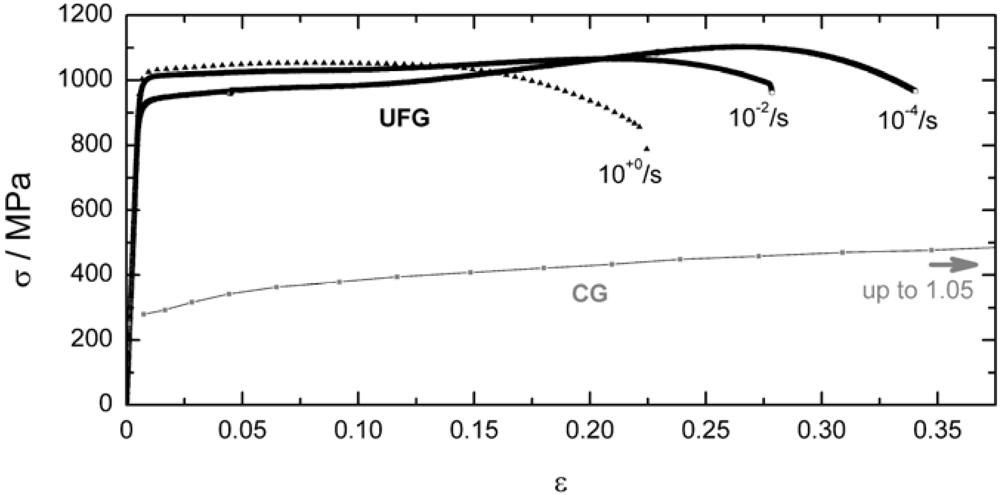
 exceeds 3 × 10−3 [15]. The transformation rate increases with increasing plastic strain amplitude and decreasing temperature [13].
exceeds 3 × 10−3 [15]. The transformation rate increases with increasing plastic strain amplitude and decreasing temperature [13].2. Monotonic Loading

3. Cyclic Loading
 .
.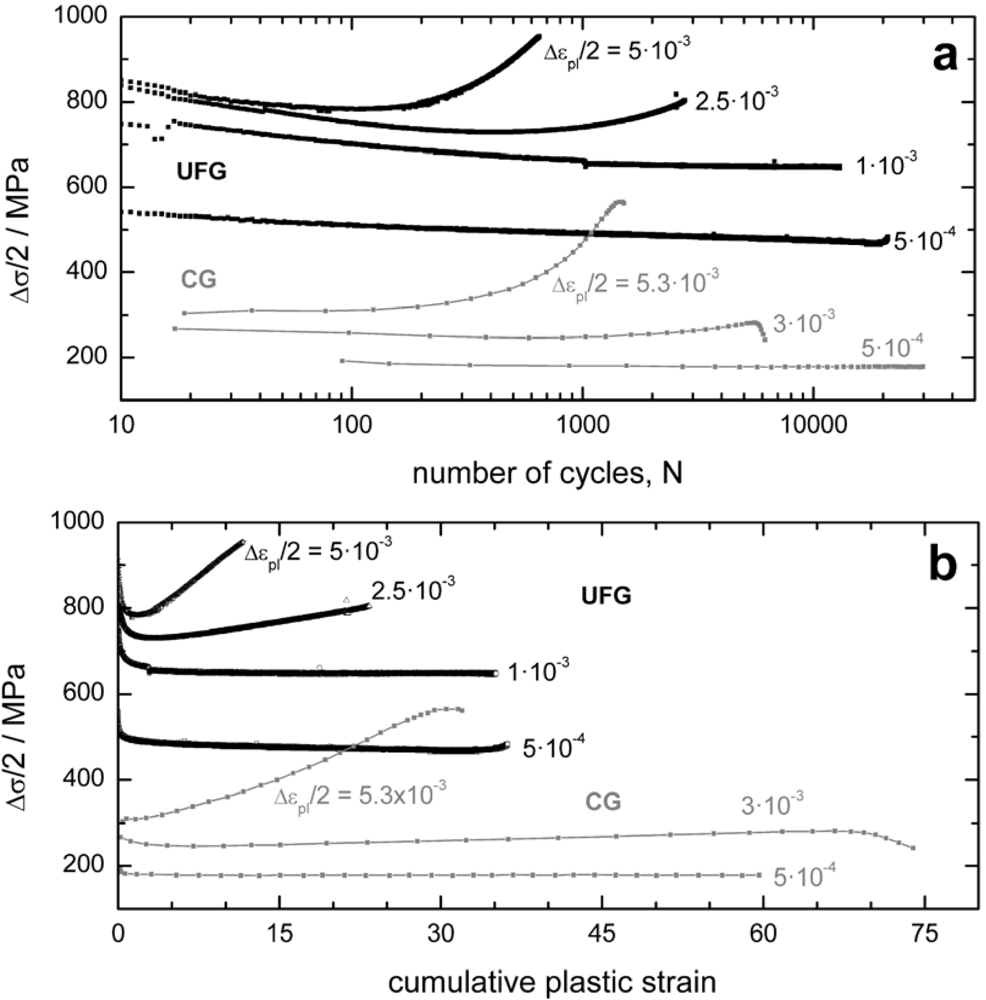
 ) the material softens continuously with a very low rate and no steady state condition was reached during the fatigue test of the material. At intermediate plastic strain amplitude (
) the material softens continuously with a very low rate and no steady state condition was reached during the fatigue test of the material. At intermediate plastic strain amplitude (  ), a stable plateau value was observed. At large amplitudes, i.e.,
), a stable plateau value was observed. At large amplitudes, i.e.,  , the cyclic deformation curves show a minimum in the stress response, which is shifted to smaller cumulative plastic strains for further increasing plastic strain amplitudes. At the same time secondary hardening becomes more prominent, see Figure 2b. Subsequently, the test revealing a constant stress response is assumed to reflect the threshold value for the onset of martensitic transformation at this specific strain rate of
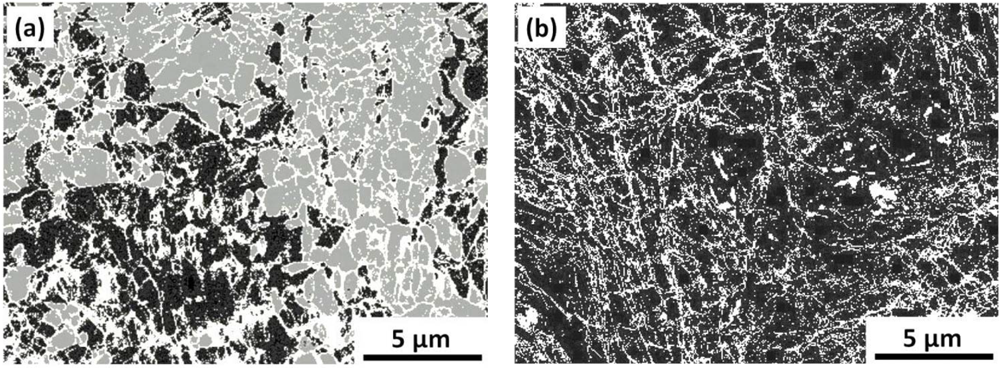
, the cyclic deformation curves show a minimum in the stress response, which is shifted to smaller cumulative plastic strains for further increasing plastic strain amplitudes. At the same time secondary hardening becomes more prominent, see Figure 2b. Subsequently, the test revealing a constant stress response is assumed to reflect the threshold value for the onset of martensitic transformation at this specific strain rate of  . These results are supported by the microstructural investigations of the lowest and highest plastic strain amplitude via phase contrast measured by EBSD, depicted in Figure 3.
. These results are supported by the microstructural investigations of the lowest and highest plastic strain amplitude via phase contrast measured by EBSD, depicted in Figure 3.
 . The microstructure shown in Figure 3b depicts a nearly fully austenitic condition. The image is from the UFG 304L after fatigue with the smallest plastic strain amplitude and it is very similar to the material directly after ECAP processing (not shown for the sake of brevity).
. The microstructure shown in Figure 3b depicts a nearly fully austenitic condition. The image is from the UFG 304L after fatigue with the smallest plastic strain amplitude and it is very similar to the material directly after ECAP processing (not shown for the sake of brevity).4. Discussion
 for the onset of the phase transformation in the UFG condition is very similar to the value determined by Bayerlein et al. [14]. Similarly, both the UFG and CG conditions show that the hardening rate, and thus, the transformation rate increases with increasing plastic strain amplitude. Moreover, the onset of the martensitic transformation occurs at similar levels of cumulative plastic strain for the UFG and CG condition. This indicates that the transformation nuclei are formed by the local accumulation of plastic strain and—in contrast to the observations under monotonic loading—are not dominated by the ultrafine-grained microstructure or the high dislocation density introduced by SPD processing. This is supported by the strong initial softening due to recovery under cyclic loading prior to the onset of martensitic transformation, see Figure 2a,b.
for the onset of the phase transformation in the UFG condition is very similar to the value determined by Bayerlein et al. [14]. Similarly, both the UFG and CG conditions show that the hardening rate, and thus, the transformation rate increases with increasing plastic strain amplitude. Moreover, the onset of the martensitic transformation occurs at similar levels of cumulative plastic strain for the UFG and CG condition. This indicates that the transformation nuclei are formed by the local accumulation of plastic strain and—in contrast to the observations under monotonic loading—are not dominated by the ultrafine-grained microstructure or the high dislocation density introduced by SPD processing. This is supported by the strong initial softening due to recovery under cyclic loading prior to the onset of martensitic transformation, see Figure 2a,b.5. Experimental
 with limited plastic strain amplitudes in the range of to
with limited plastic strain amplitudes in the range of to  .
.6. Conclusions
Acknowledgments
References
- Roth, I.; Kübbeler, M.; Krupp, U.; Christ, H.-J.; Fritzen, C.-P. Crack initiation and short crack growth in metastable austenitic stainless steel in the high cycle fatigue regime. Procedia Eng. 2010, 2, 941–948. [Google Scholar]
- Hamada, A.S.; Karjalainen, L.P.; Ventaka Surya, P.K.C.; Misra, R.D.K. Fatigue behavior of ultrafine-grained and coarse-grained Cr-Ni austenitic stainless steel. Mater. Sci. Eng. A 2011, 528, 3890–3896. [Google Scholar]
- Reynolds, A.P.; Tang, W.; Gnaupel-Herold, T.; Prask, H. Structure, properties, and residual stress of 304L stainless steel friction stir welds. Scr. Mater. 2003, 48, 1289–1294. [Google Scholar] [CrossRef]
- De Backer, F.; Schoss, V.; Maussner, G. Investigation on the evaluation of the residual fatigue life-time in austenitic stainless-steel. Nuclear Eng. Des. 2001, 206, 201–219. [Google Scholar]
- Tomimura, K.; Takaki, S.; Tokunaga, Y. Reversion mechanism from deformation induced martensite to austenite in metastable austenitic stainless steels. ISIJ Int. 1991, 31, 1431–1437. [Google Scholar]
- Takaki, S.; Tomimura, K.; Ueda, S. Effect of pre-cold-working on diffusional reversion of deformation induced martensite in metastable austenitic stainless steel. ISIJ Int. 1994, 34, 522–527. [Google Scholar]
- Huang, C.X.; Yang, G.; Gao, Y.L.; Wu, S.D.; Zhang, Z.F. Influence of processing temperature on the microstructures and tensile properties of 304L stainless steel by ECAP. Mater. Sci. Eng. A 2008, 485, 643–650. [Google Scholar]
- Segal, V.M. The method was first disclosed in the Invention Certificate of the USSR. No. 575,892, 22 October 1974.
- Segal, V.M.; Reznikov, V.I.; Drobyshevskiy, A.E.; Kopylov, V.I. Plastic metal working by simple shear. Russ. Metall. 1981, 1, 115–123. [Google Scholar]
- Valiev, R.Z.; Alexandrov, I.V.; Zhu, Y.T.; Lowe, T.C. Paradox of strength and ductility in metals processed by severe plastic deformation. J. Mater. Res. 2002, 17, 5–8. [Google Scholar]
- Valiev, R.Z.; Estrin, Y.; Horita, Z.; Langdon, T.G.; Zehetbauer, M.J.; Zhu, Y.T. Producing Bulk Ultrafine-Grained Materials by Severe Plastic Deformation. JOM J. Miner. Met. Mater. Soc. 2006, 58, 33–39. [Google Scholar]
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Progr. Mater. Sci. 2006, 51, 881–981. [Google Scholar]
- Maier, H.J.; Donth, B.; Bayerlein, M.; Mughrabi, H.; Meier, B.; Kesten, M. Optimierte festigkeitssteigerung eines metastabilen austenitischen stahles durch wechselverformungsinduzierte martensit-umwandlung bei tiefen temperaturen. Z. Metallkd. 1993, 84, 820–826. [Google Scholar]
- Bayerlein, M.; Christ, H.-J.; Mughrabi, H. Plasticity-induced martensitic transformation during cyclic deformation of AISI 304L stainless steel. Mater. Sci. Eng. A 1989, 114, L11–L16. [Google Scholar]
- Bayerlein, M.; Mughrabi, H.; Kesten, M.; Meier, B. Improvement of the strength of a metastable austenitic stainless steel by cyclic deformation-induced martensitic transformation at 103 K. Mater. Sci. Eng. A 1992, 159, 35–41. [Google Scholar]
- Krupp, U.; Roth, I.; Christ, H.-J.; Kübbeler, M.; Fritzen, C.-P. In situ sem observation and analysis of martensitic transformation during short fatigue crack propagation in metastable austenitic steel. Adv. Eng. Mater. 2010, 12, 255–261. [Google Scholar] [CrossRef]
- Di Shino, A.; Barteri, M.; Kenny, J.M. Fatigue behavior of a high nitrogen austenitic stainless steel as a function of its grain size. J. Mater. Sci. Lett. 2003, 22, 1511–1513. [Google Scholar]
- Di Shino, A.; Kenny, J.M. Grain size dependence of the fatigue behaviour of a ultrafine-grained AISI 304 stainless steel. Mater. Lett. 2003, 57, 3182–3185. [Google Scholar]
- Baldus, K. Wechselverformungsverhalten Eines Metastabilen, Austenitischen Edelstahles. Diploma Thesis, University of Siegen, Siegen, Germany, 1995. [Google Scholar]
- Hamada, A.S.; Karjalainen, L.P. High-cycle fatigue behavior of ultrafine-grained austenitic stainless and TWIP steels. Mater. Sci. Eng. A 2010, 527, 5715–5722. [Google Scholar]
- Müller-Bollenhagen, C.; Zimmermann, M.; Christ, H.-J. Very high cycle fatigue behaviour of austenitic stainless steel and the effect of strain-induced martensite. Int. J. Fatigue 2010, 32, 936–942. [Google Scholar]
- Krupp, U.; West, C.; Christ, H.-J. Deformation-induced martensite formation during cyclic deformation of metastable austenitic steel: Influence of temperature and carbon content. Mater. Sci. Eng. A 2008, 481-482, 713–717. [Google Scholar] [CrossRef]
- Li, Y.J.; Zeng, X.H.; Blum, W. Transition from strengthening to softening by grain boundaries in ultrafine-grained Cu. Acta Mater. 2004, 52, 5009–5018. [Google Scholar]
- May, J.; Höppel, H.W.; Göken, M. Strain rate sensitivity of ultrafine-grained aluminium processed by severe plastic deformation. Scr. Mater. 2005, 53, 189–194. [Google Scholar]
- Blum, W.; Zeng, X.H. A simple dislocation model of deformation resistance of ultrafine-grained materials explaining Hall–Petch strengthening and enhanced strain rate sensitivity. Acta Mater. 2009, 57, 1966–1974. [Google Scholar]
© 2012 by the authors; licensee MDPI, Basel, Switzerland. This article is an open-access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Böhner, A.; Niendorf, T.; Amberger, D.; Höppel, H.W.; Göken, M.; Maier, H.J. Martensitic Transformation in Ultrafine-Grained Stainless Steel AISI 304L Under Monotonic and Cyclic Loading. Metals 2012, 2, 56-64. https://doi.org/10.3390/met2010056
Böhner A, Niendorf T, Amberger D, Höppel HW, Göken M, Maier HJ. Martensitic Transformation in Ultrafine-Grained Stainless Steel AISI 304L Under Monotonic and Cyclic Loading. Metals. 2012; 2(1):56-64. https://doi.org/10.3390/met2010056
Chicago/Turabian StyleBöhner, Andreas, Thomas Niendorf, Doris Amberger, Heinz Werner Höppel, Mathias Göken, and Hans Jürgen Maier. 2012. "Martensitic Transformation in Ultrafine-Grained Stainless Steel AISI 304L Under Monotonic and Cyclic Loading" Metals 2, no. 1: 56-64. https://doi.org/10.3390/met2010056
APA StyleBöhner, A., Niendorf, T., Amberger, D., Höppel, H. W., Göken, M., & Maier, H. J. (2012). Martensitic Transformation in Ultrafine-Grained Stainless Steel AISI 304L Under Monotonic and Cyclic Loading. Metals, 2(1), 56-64. https://doi.org/10.3390/met2010056