
Influence of Copper Stoichiometric Composition and Compaction Method on Mechanical Properties of CuxSe Thermoelectric Materials

 ,
,  , ,
, ,  , ,
, ,  ,
,  ,
,  and
and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Experimental Procedures
2.1. Materials and Specimen Preparation
2.2. Microstructural Characterization
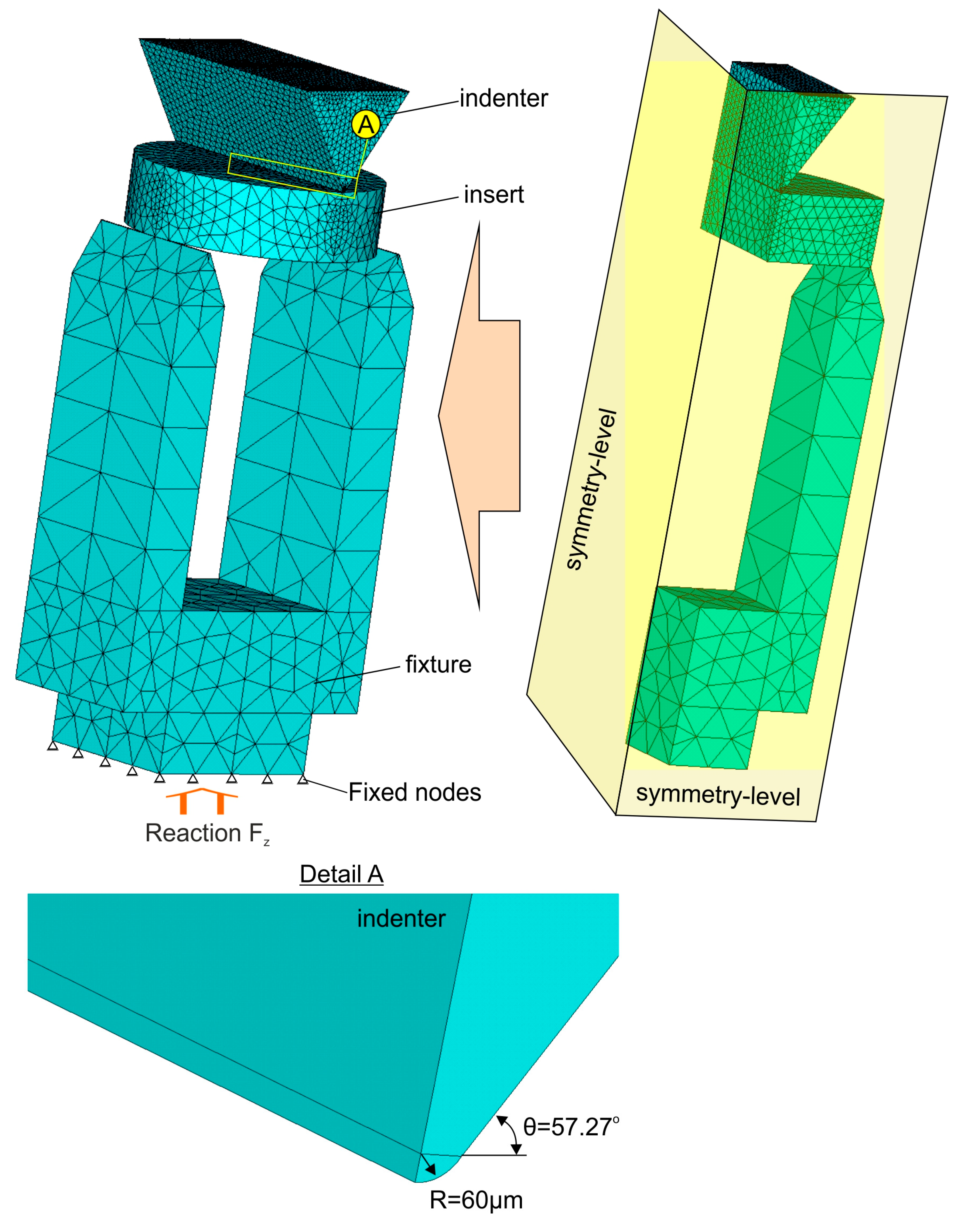
2.3. Mechanical Properties Evaluation and FE Modeling
3. Results and Discussion
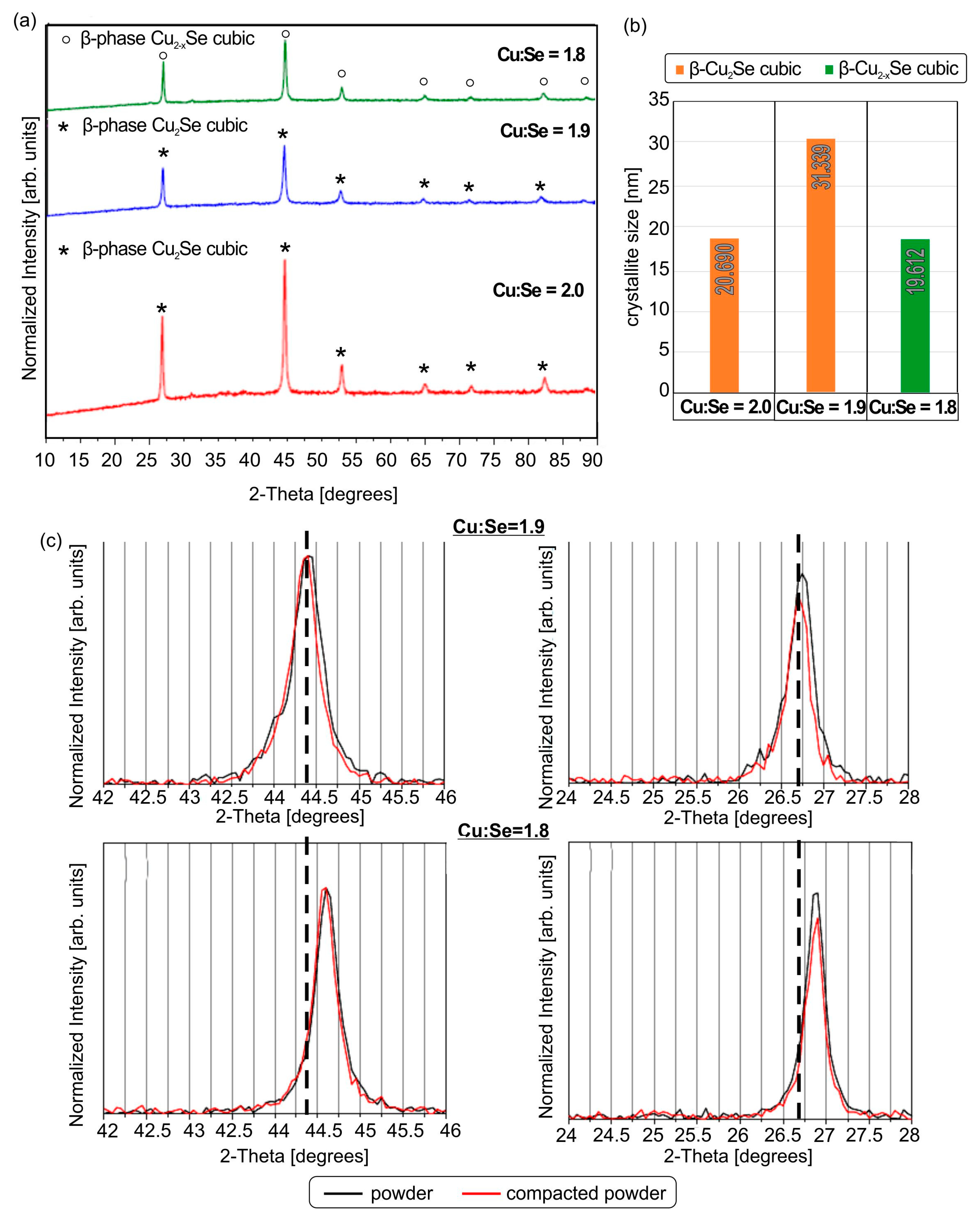
3.1. Microstructural Analysis of Powders Produced
3.2. Microstructure of Compacted Samples
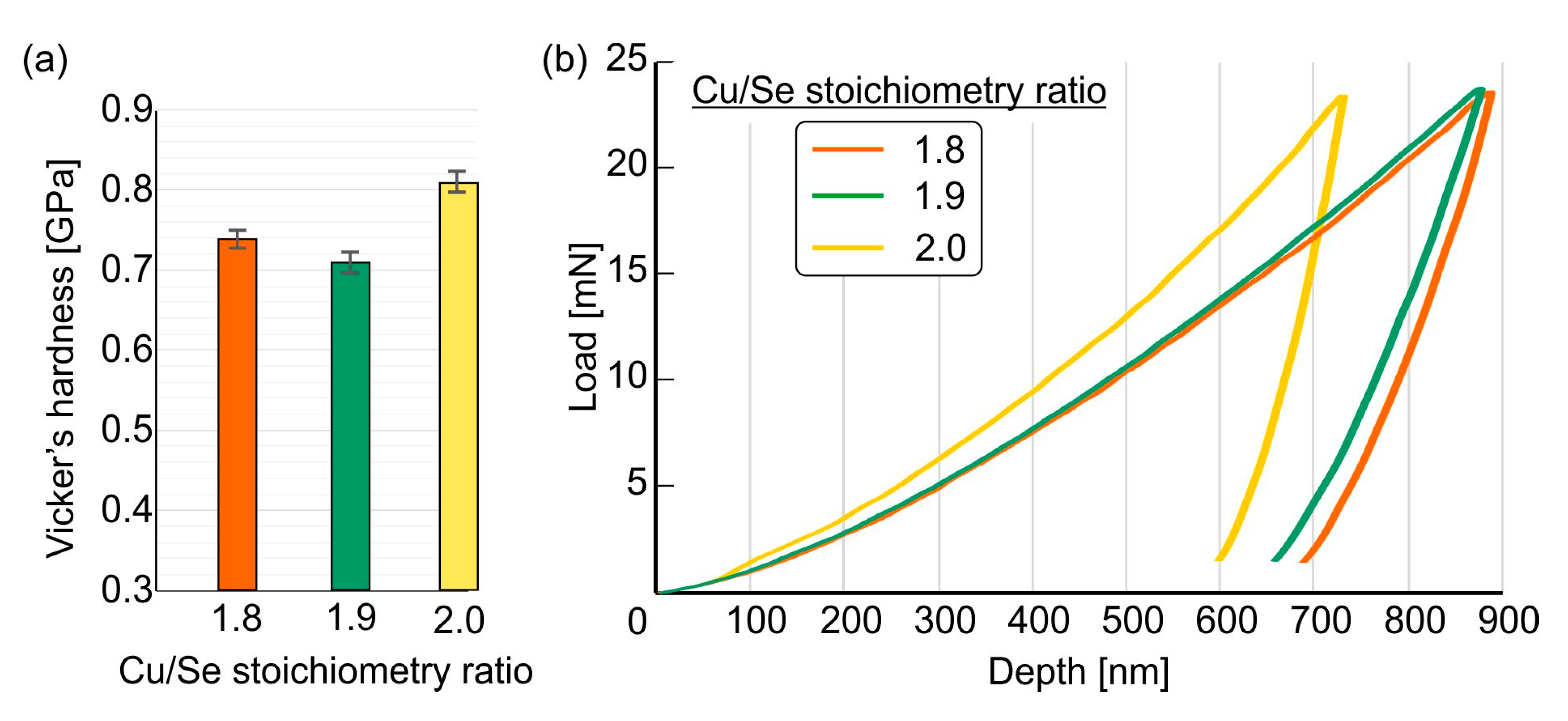
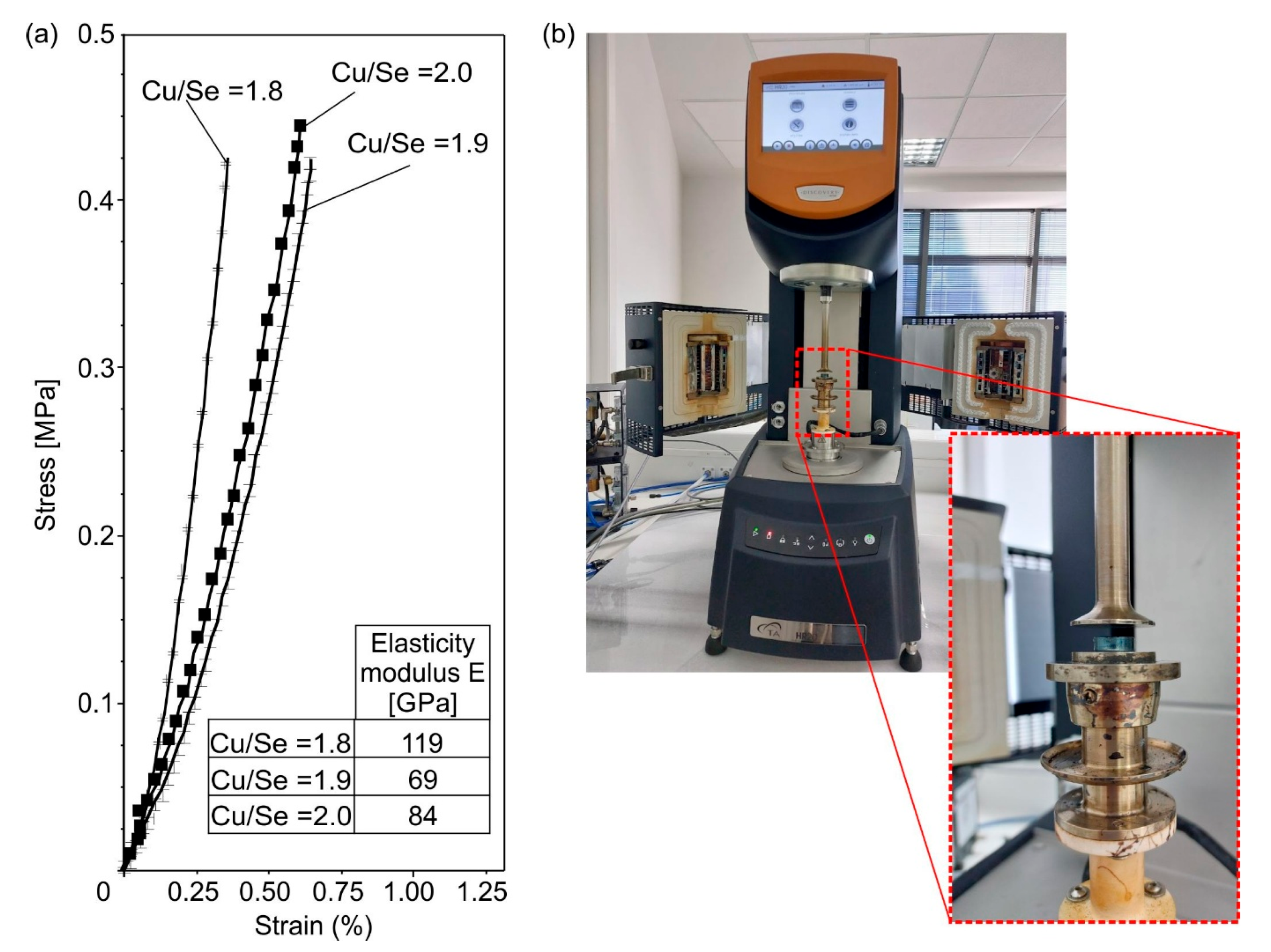
3.3. Mechanical Properties
3.4. Comparative Discussion with the Literature and Scale-Dependent Behavior
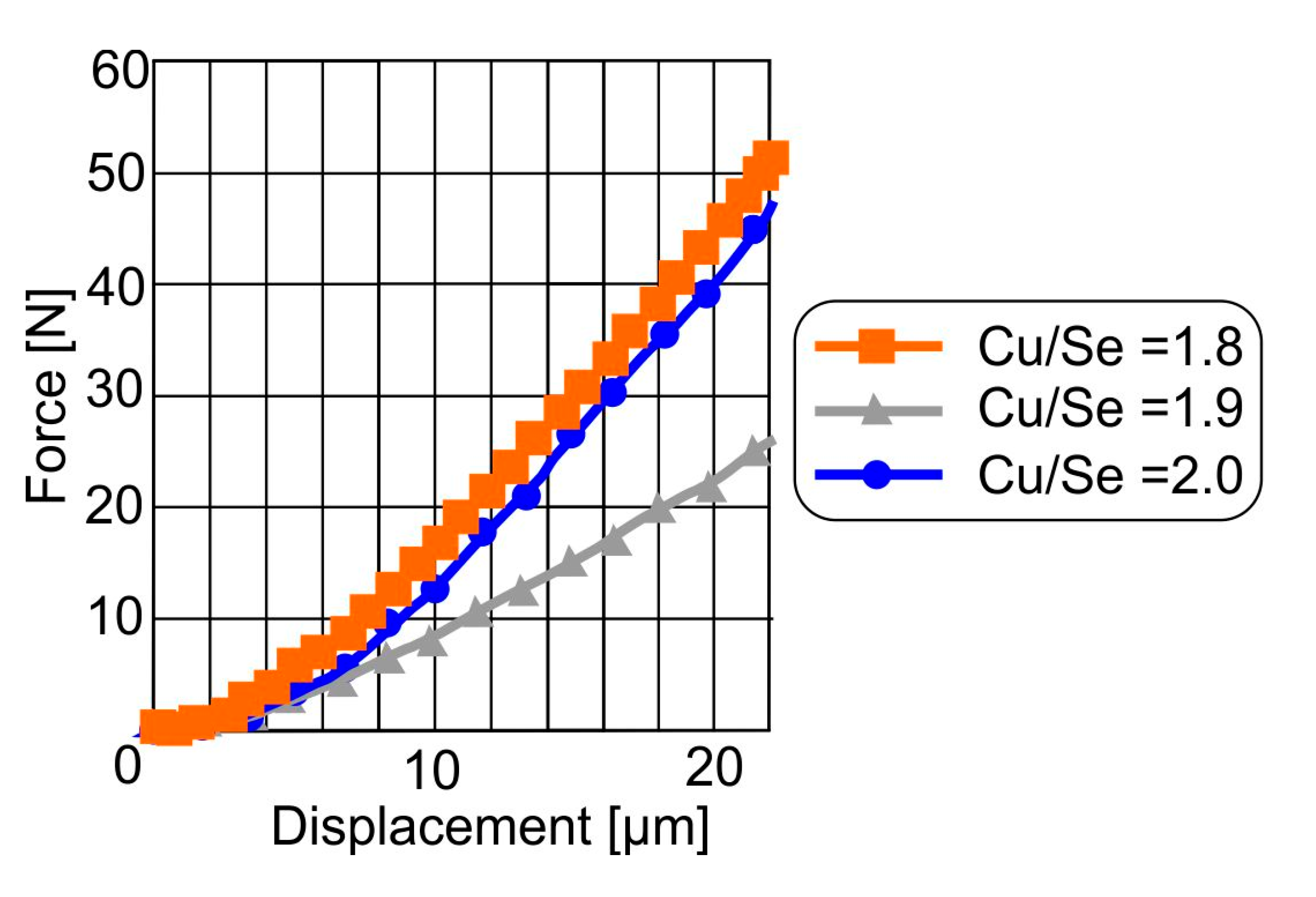
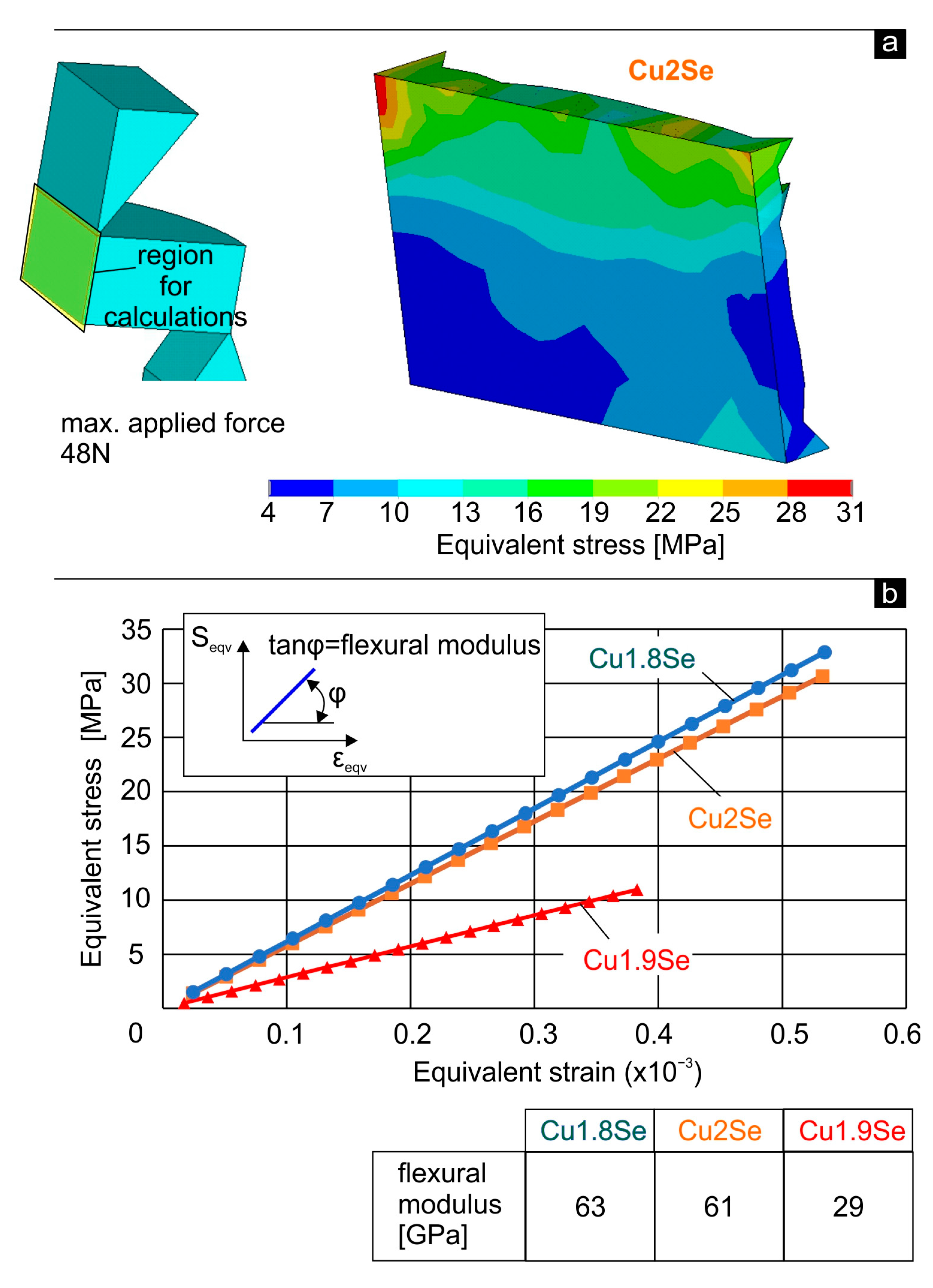
3.5. Determination of the Flexural Moduli of the Examined Materials with FE Modeling
3.6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Guttmann, G.M.; Gelbstein, Y. Mechanical Properties of Thermoelectric Materials for Practical Applications. In Bringing Thermoelectricity into Reality; InTech: Houston, TX, USA, 2018. [Google Scholar] [CrossRef]
- Al Malki, M.M.; Snyder, G.J.; Dunand, D.C. Mechanical behaviour of thermoelectric materials–a perspective. Int. Mater. Rev. 2023, 68, 1050–1074. [Google Scholar] [CrossRef]
- Yu, J.; Liu, X.; Hu, H.; Jiang, Y.; Zhuang, H.L.; Li, H.; Su, B.; Li, J.W.; Han, Z.; Wang, Z.; et al. Ultralow thermal conductivity and high ZT of Cu2Se-based thermoelectric materials mediated by TiO2−n nanoclusters. Joule 2024, 8, 2652–2666. [Google Scholar] [CrossRef]
- He, H.; Wang, Z.; Duan, S.; Wang, X.; Yin, L.; Hou, S.; Chen, C.; Liu, K.; Wei, L.; Sui, J.; et al. Improving the Mechanical Properties of Bi2Te3-based Thermoelectric Materials by K2Ti6O13 Whiskers. Chemnanomat 2023, 9, e202200389. [Google Scholar] [CrossRef]
- Zhang, Y.-X.; Zhu, Y.-K.; Feng, J.; Ge, Z.-H. Precious metal nanoparticles dispersing toward highly enhanced mechanical and thermoelectric properties of copper sulfides. J. Alloys Compd. 2022, 892, 162035. [Google Scholar] [CrossRef]
- Zhu, Y.-K.; Guo, J.; Chen, L.; Gu, S.-W.; Zhang, Y.-X.; Shan, Q.; Feng, J.; Ge, Z.-H. Simultaneous enhancement of thermoelectric performance and mechanical properties in Bi2Te3 via Ru compositing. Chem. Eng. J. 2021, 407, 126407. [Google Scholar] [CrossRef]
- Zhang, T.; Song, Y.; Zhang, X.; He, X.; Jiang, J. Enhanced thermoelectric performance of Cu2Se by tuning the aligned lamella microstructure. Mater. Lett. 2019, 250, 189–192. [Google Scholar] [CrossRef]
- Yang, L.; Chen, Z.-G.; Han, G.; Hong, M.; Zou, J. Impacts of Cu deficiency on the thermoelectric properties of Cu2−XSe nanoplates. Acta Mater. 2016, 113, 140–146. [Google Scholar] [CrossRef]
- Yang, D.; Benton, A.; He, J.; Tang, X. Novel synthesis recipes boosting thermoelectric study of A2Q (A = Cu, Ag; Q = S, Se, Te). J. Phys. D Appl. Phys. 2020, 53, 193001. [Google Scholar] [CrossRef]
- Hu, T.; Yan, Y.; Wang, S.; Su, X.; Liu, W.; Tan, G.; Poudeu-Poudeu, P.; Tang, X. One-step ultra-rapid fabrication and thermoelectric properties of Cu2Se bulk thermoelectric material. RSC Adv. 2019, 9, 10508–10519. [Google Scholar] [CrossRef]
- Zhu, Z.; Zhang, Y.; Song, H.; Li, X.-J. Enhancement of thermoelectric performance of Cu2Se by K doping. Appl. Phys. A Mater. Sci. Process. 2018, 124, 871. [Google Scholar] [CrossRef]
- Yu, J.; Zhao, K.; Qiu, P.; Shi, X.; Chen, L. Thermoelectric properties of copper-deficient Cu2-Se (0.05 ≤ x ≤ 0.25) binary compounds. Ceram. Int. 2017, 43, 11142–11148. [Google Scholar] [CrossRef]
- Zhou, Z.; Huang, Y.; Wei, B.; Yang, Y.; Yu, D.; Zheng, Y.; He, D.; Zhang, W.; Zou, M.; Lan, J.-L.; et al. Compositing effects for high thermoelectric performance of Cu2Se-based materials. Nat. Commun. 2023, 14, 2410. [Google Scholar] [CrossRef]
- Ramoshaba, M.; Mosuang, T. Correlations of the Electronic, Elastic and Thermo-Electric Properties of Alpha Copper Sulphide and Selenide. Computation 2023, 11, 233. [Google Scholar] [CrossRef]
- Nieroda, P.; Kusior, A.; Leszczyński, J.; Rutkowski, P.; Koleżyński, A. Thermoelectric properties of Cu2Se synthesized by hydrothermal method and densified by SPS technique. Materials 2021, 14, 3650. [Google Scholar] [CrossRef]
- Di Liu, W.; Yang, L.; Chen, Z.G. Cu2Se thermoelectrics: Property, methodology, and device. Nano Today 2020, 35, 100938. [Google Scholar] [CrossRef]
- Darwiche, M.; Faraj, J.; Chahine, K.; Shaito, A.; Awad, S.; Mortazavi, M.; Khaled, M. A comprehensive recent review and practical insights on the usage of advanced materials and enhancement strategies in thermoelectric applications. Results Eng. 2024, 24, 103354. [Google Scholar] [CrossRef]
- Zhang, Y.; Sun, J.; Shuai, J.; Tang, X.; Tan, G. Lead-free SnTe-based compounds as advanced thermoelectrics. Mater. Today Phys. 2021, 19, 100405. [Google Scholar] [CrossRef]
- Cao, W.; Wang, Z.; Miao, L.; Shi, J.; Xiong, R. Thermoelectric Properties of Strained β-Cu2Se. ACS Appl. Mater. Interfaces 2021, 13, 34367–34373. [Google Scholar] [CrossRef] [PubMed]
- Bo, L.; Zhang, R.; Zhao, H.; Hou, Y.; Wang, X.; Zhu, J.; Zhao, L.; Zuo, M.; Zhao, D. Achieving High Thermoelectric Properties of Cu2Se via Lattice Softening and Phonon Scattering Mechanism. ACS Appl. Energy Mater. 2022, 5, 6453–6461. [Google Scholar] [CrossRef]
- Pavlidis, V.; Karagiannis, I.; Sidiropoulos, N.; Teknetzi, A.; Malletzidou, L.; Stergioudi, F.; Michailidis, N.; Vourlias, G.; Stathokostopoulos, D. PoS(BPU11)210 Formation of Copper Selenide Synthesized by Mechanical Alloying. Available online: https://pos.sissa.it/ (accessed on 5 April 2025).
- Tarani, E.; Stathokostopoulos, D.; Karfaridis, D.; Malletzidou, L.; Sfampa, I.K.; Stergioudi, F.; Maliaris, G.; Michailidis, N.; Chrissafis, K.; Vourlias, G. Effect of ball milling time on the formation and thermal properties of Ag2Se and Cu2Se compounds. J. Therm. Anal. Calorim. 2023, 148, 13065–13081. [Google Scholar] [CrossRef]
- Muthukannan, A.; Sivakumar, G.; Mohanraj, K. Influence of equimolar concentration on structural and optical properties of binary selenides nanoparticles. Part. Sci. Technol. 2014, 32, 392–398. [Google Scholar] [CrossRef]
- Butt, S.; Farooq, M.U.; Mahmood, W.; Salam, S.; Sultan, M.; Basit, M.A.; Ma, J.; Lin, Y.; Nan, C.-W. One-step rapid synthesis of Cu2Se with enhanced thermoelectric properties. J. Alloys Compd. 2019, 786, 557–564. [Google Scholar] [CrossRef]
- Ivanov, A.A.; Akchrin, R.K.; Bogomolov, D.I.; Bublik, V.T.; Voronov, M.V.; Lavrentev, M.G.; Panchenko, V.P.; Parkhomenko, Y.N.; Tabachkova, N.Y. Phase Composition and Thermoelectric Properties of Materials Based on Cu2–xSe (0.03 ≤ x ≤ 0.23). Nanobiotechnol. Rep. 2021, 16, 351–356. [Google Scholar] [CrossRef]
- Qadri, S.B.; Skelton, E.F.; Dinsmore, A.D.; Hu, J.Z.; Kim, W.J.; Nelson, C.; Ratna, B.R. The effect of particle size on the structural transitions in zinc sulfide. J. Appl. Phys. 2001, 89, 115–119. [Google Scholar] [CrossRef]
- Liu, X.D.; Nagumo, M.; Umemoto, M. The Hall-Petch Relationship in Nanocrystalline Materials. Mater. Trans. JIM 1997, 38, 1033–1039. [Google Scholar] [CrossRef]
- Chen, Z.; Sun, Q.; Zhang, F.; Mao, J.; Chen, Y.; Li, M.; Chen, Z.-G.; Ang, R. Mechanical alloying boosted SnTe thermoelectrics. Mater. Today Phys. 2021, 17, 100340. [Google Scholar] [CrossRef]
- Bao, X.; Hou, S.; Wu, Z.; Wang, X.; Yin, L.; Liu, Y.; He, H.; Duan, S.; Wang, B.; Mao, J.; et al. Mechanical properties of thermoelectric generators. J. Mater. Sci. Technol. 2023, 148, 64–74. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, C.; Zhu, T.; Yan, Y.; Su, X.; Tang, X. Mechanical Properties and Thermal Stability of the High-Thermoelectric-Performance Cu2Se Compound. ACS Appl. Mater. Interfaces 2021, 13, 45736–45743. [Google Scholar] [CrossRef]
- Bugalia, A.; Gupta, V.; Thakur, N. Strategies to enhance the performance of thermoelectric materials: A review. J. Renew. Sustain. Energy 2023, 15, 032704. [Google Scholar] [CrossRef]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stergioudi, F.; Skordaris, G.; Pappa, M.; Michailidis, N.; Pavlidis, V.; Stathokostopoulos, D.; Teknetzi, A.; Malletzidou, L.; Vourlias, G.; Maliaris, G.; et al. Influence of Copper Stoichiometric Composition and Compaction Method on Mechanical Properties of CuxSe Thermoelectric Materials. Metals 2025, 15, 640. https://doi.org/10.3390/met15060640
Stergioudi F, Skordaris G, Pappa M, Michailidis N, Pavlidis V, Stathokostopoulos D, Teknetzi A, Malletzidou L, Vourlias G, Maliaris G, et al. Influence of Copper Stoichiometric Composition and Compaction Method on Mechanical Properties of CuxSe Thermoelectric Materials. Metals. 2025; 15(6):640. https://doi.org/10.3390/met15060640
Chicago/Turabian StyleStergioudi, Fani, Georgios Skordaris, Maria Pappa, Nikolaos Michailidis, Vasileios Pavlidis, Dimitrios Stathokostopoulos, Aikaterini Teknetzi, Lamprini Malletzidou, George Vourlias, Georgios Maliaris, and et al. 2025. "Influence of Copper Stoichiometric Composition and Compaction Method on Mechanical Properties of CuxSe Thermoelectric Materials" Metals 15, no. 6: 640. https://doi.org/10.3390/met15060640
APA StyleStergioudi, F., Skordaris, G., Pappa, M., Michailidis, N., Pavlidis, V., Stathokostopoulos, D., Teknetzi, A., Malletzidou, L., Vourlias, G., Maliaris, G., & Sfampa, I. K. (2025). Influence of Copper Stoichiometric Composition and Compaction Method on Mechanical Properties of CuxSe Thermoelectric Materials. Metals, 15(6), 640. https://doi.org/10.3390/met15060640