

Keyhole Depth Prediction in Laser Deep Penetration Welding of Titanium Alloy Based on Spectral Information


Abstract
1. Introduction
2. Experimental Setup and Material Properties
2.1. Experimental Setup
2.2. Material Properties of Ti-6Al-4V
3. Analysis of the Plasma Photonic Signal Inside the Keyhole
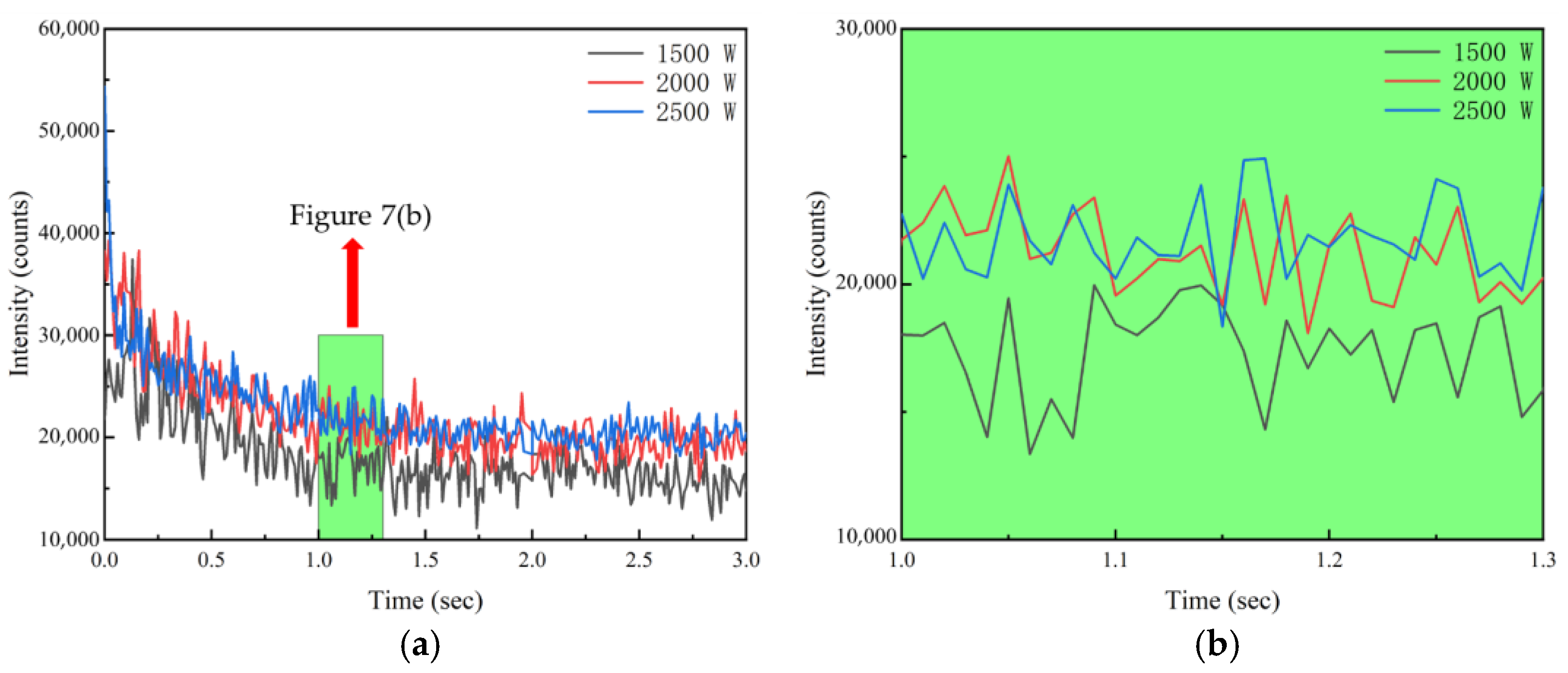
3.1. Time–Domain Analysis of the Photoelectric Signal
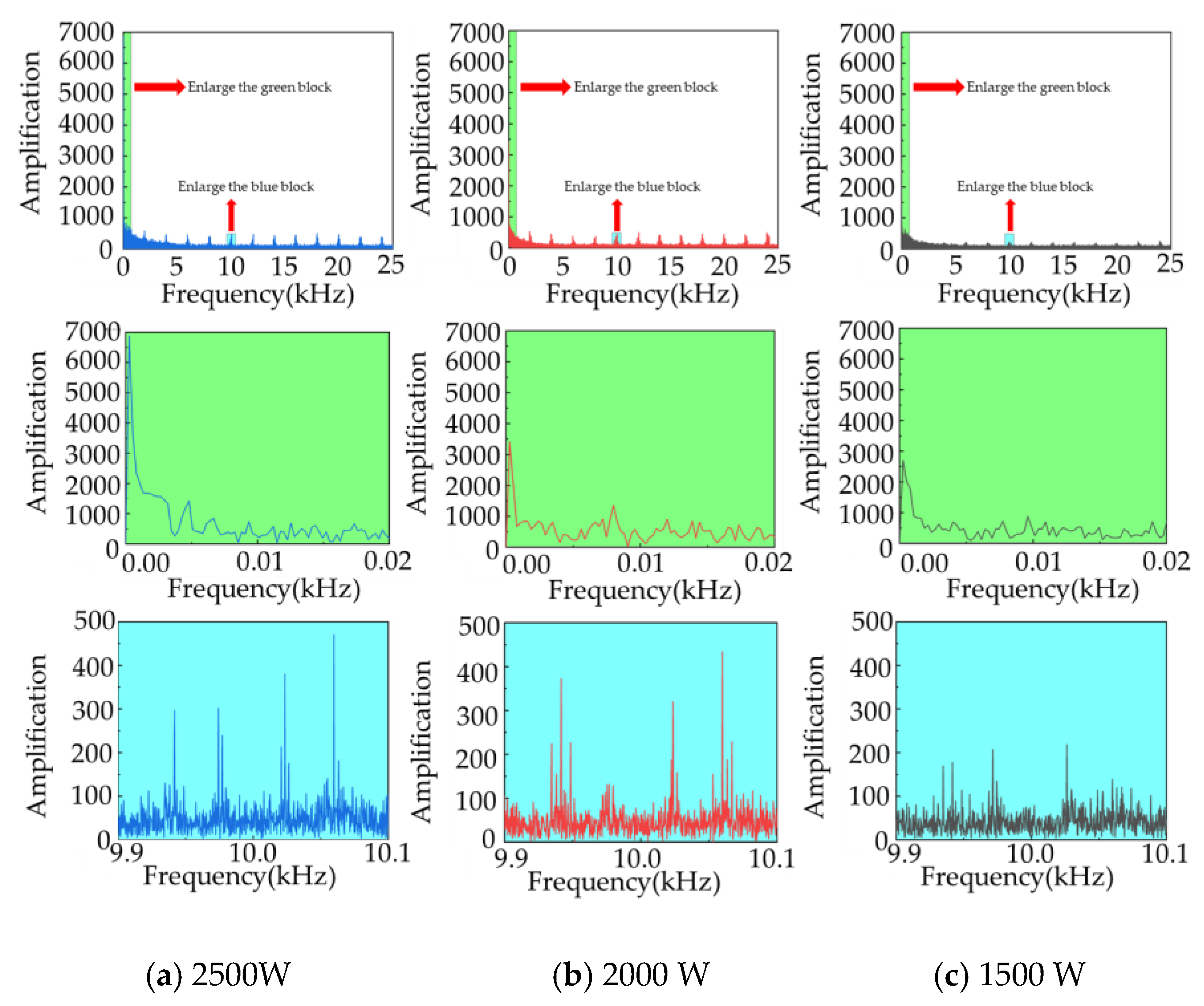
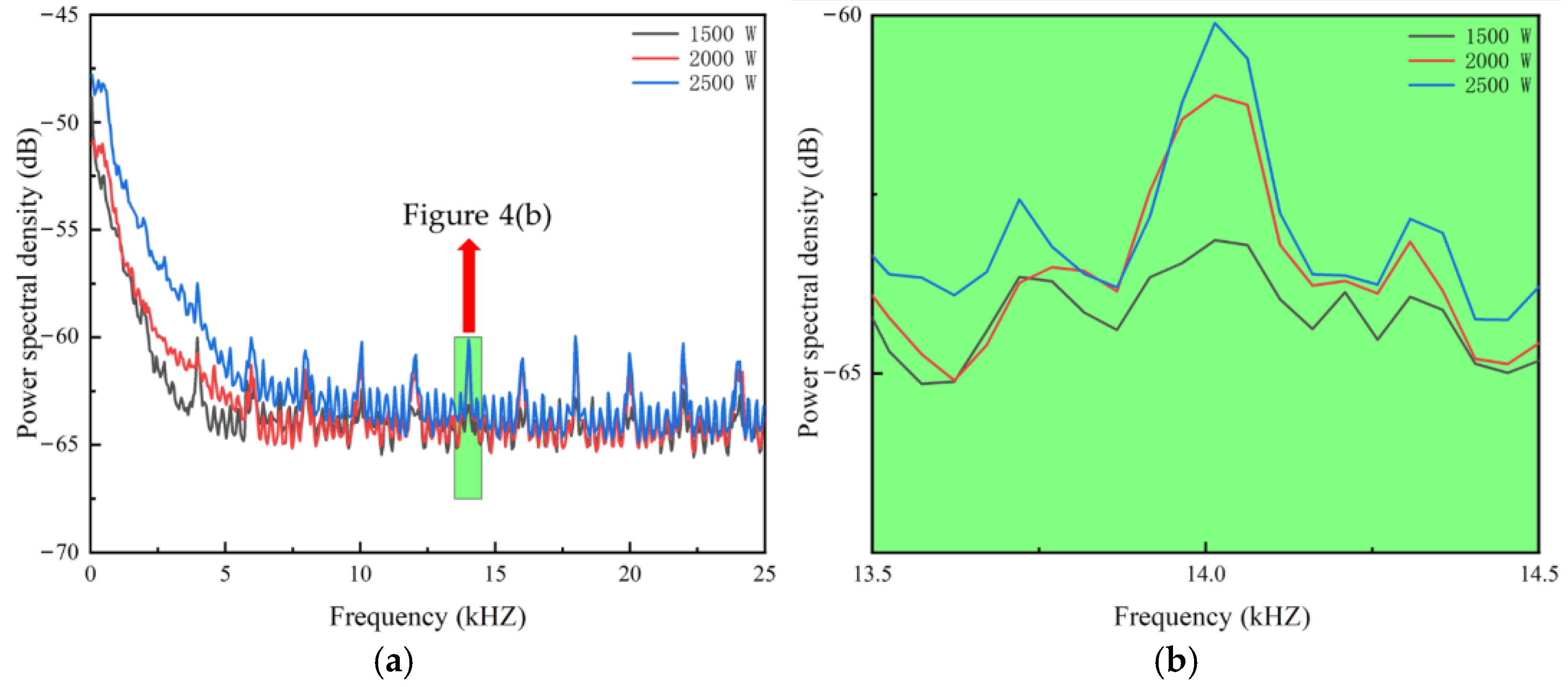
3.2. Frequency–Domain Analysis of the Photoelectric Signal
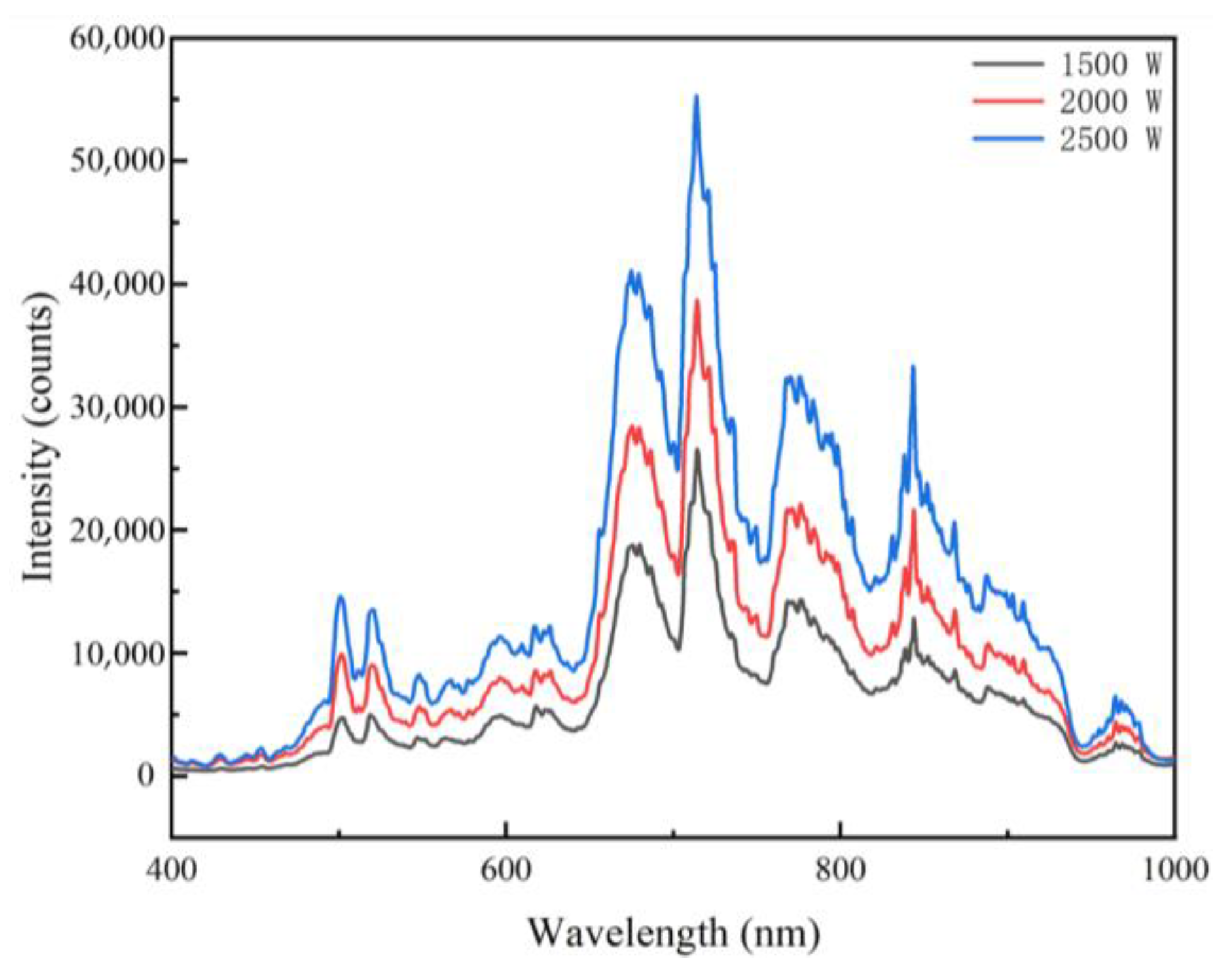
4. Spectral Analysis of Plasma Inside the Keyhole
5. Spectral Feature Extraction of Plasma and Keyhole Depth Prediction
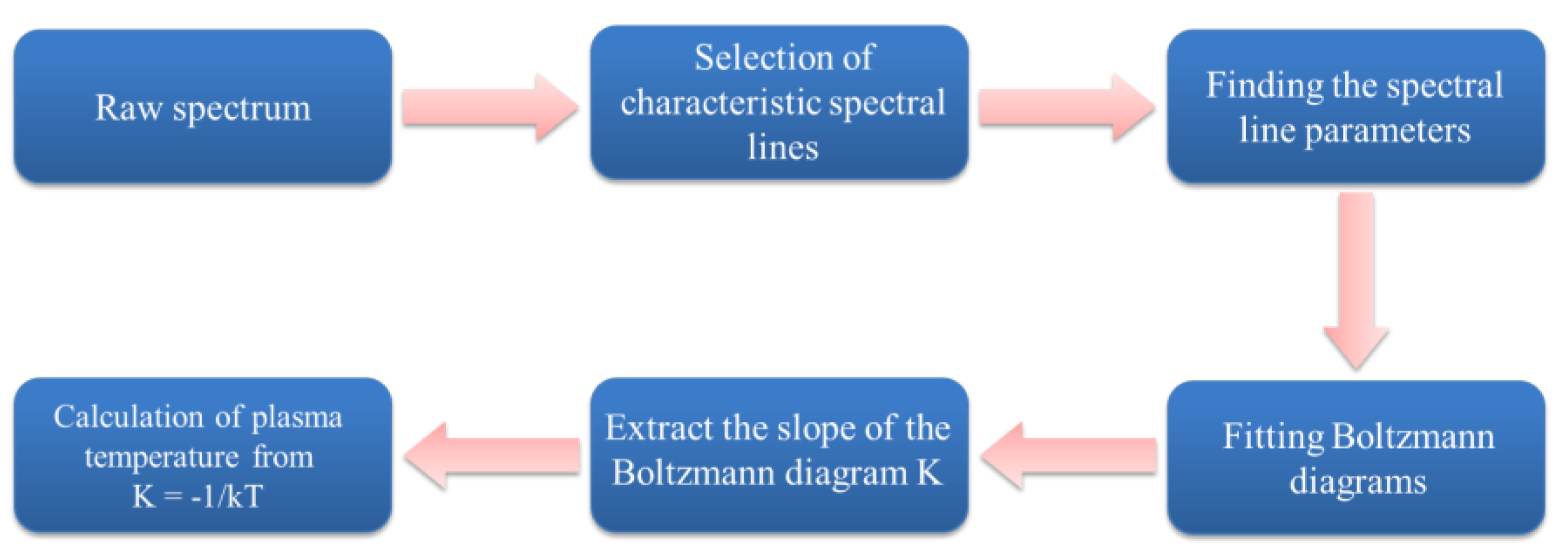
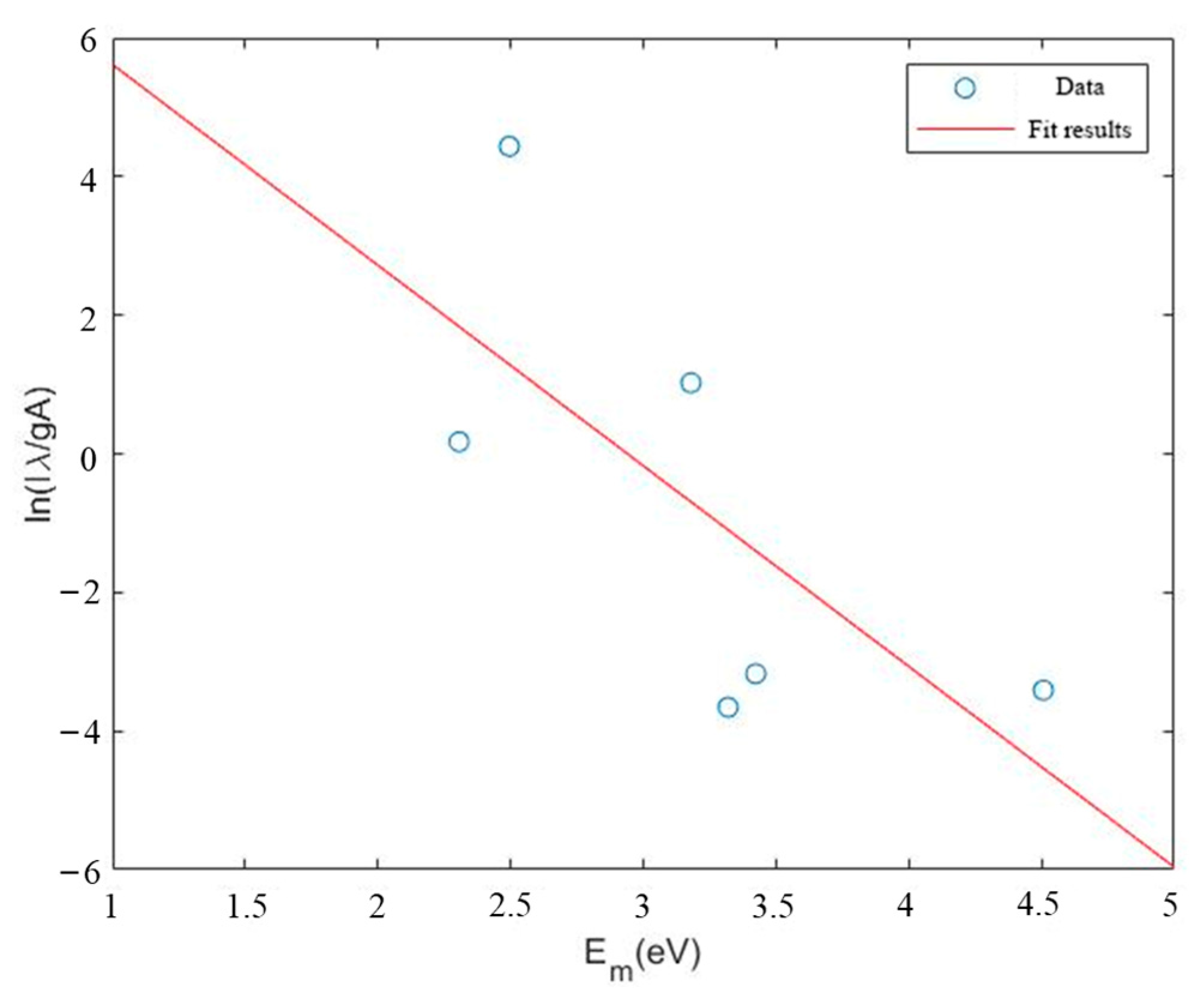
5.1. Calculation of Plasma Temperature Based on Spectroscopy
5.2. Prediction of Keyhole Depth During Welding
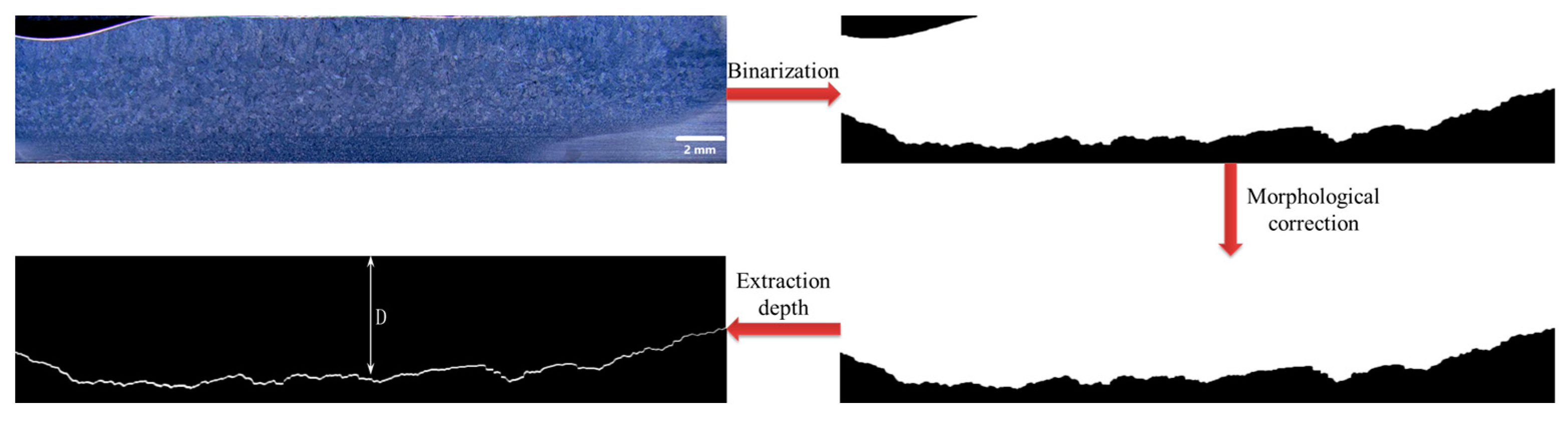
5.2.1. Data Preparation
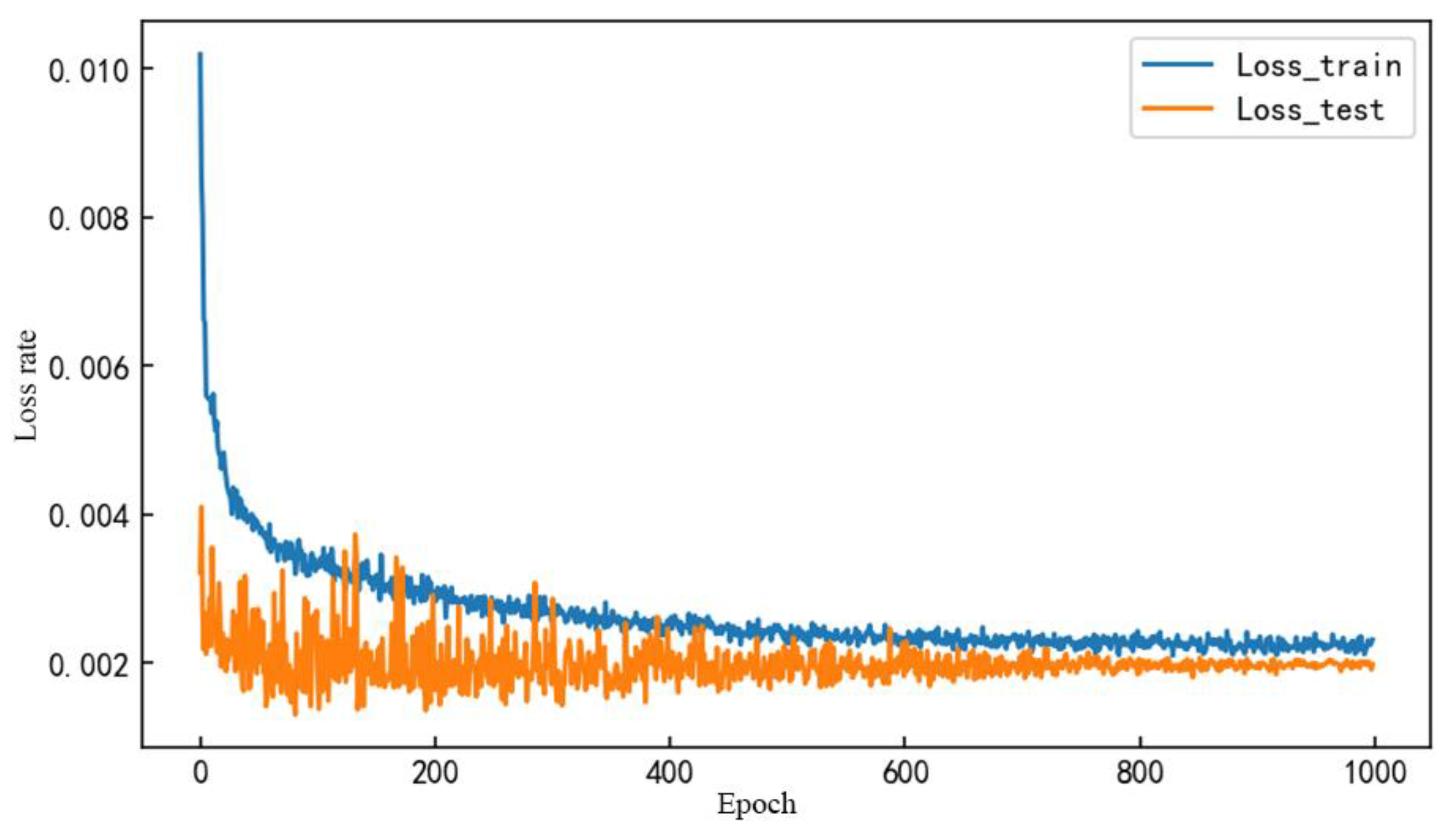
5.2.2. LSTM Model Training and Evaluation
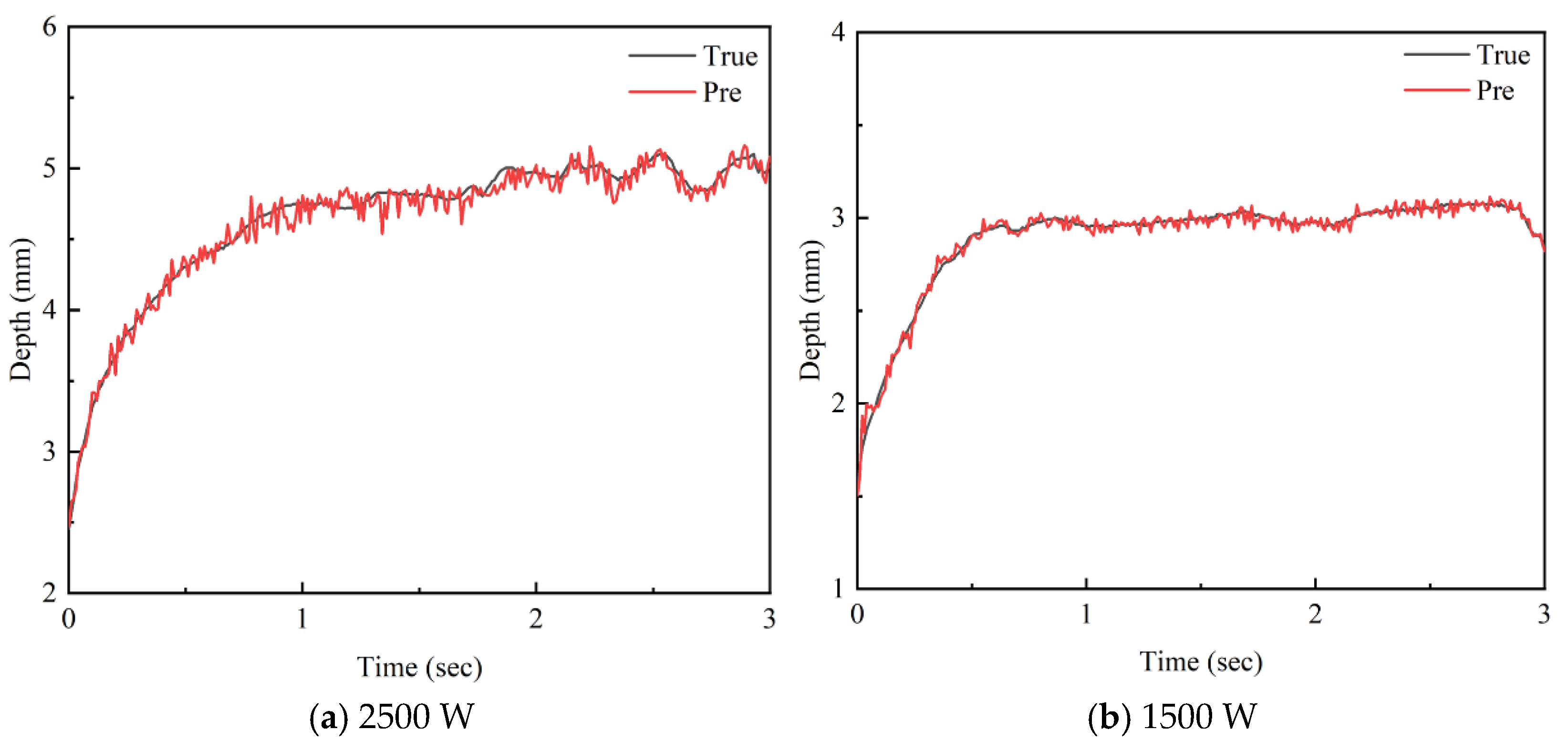
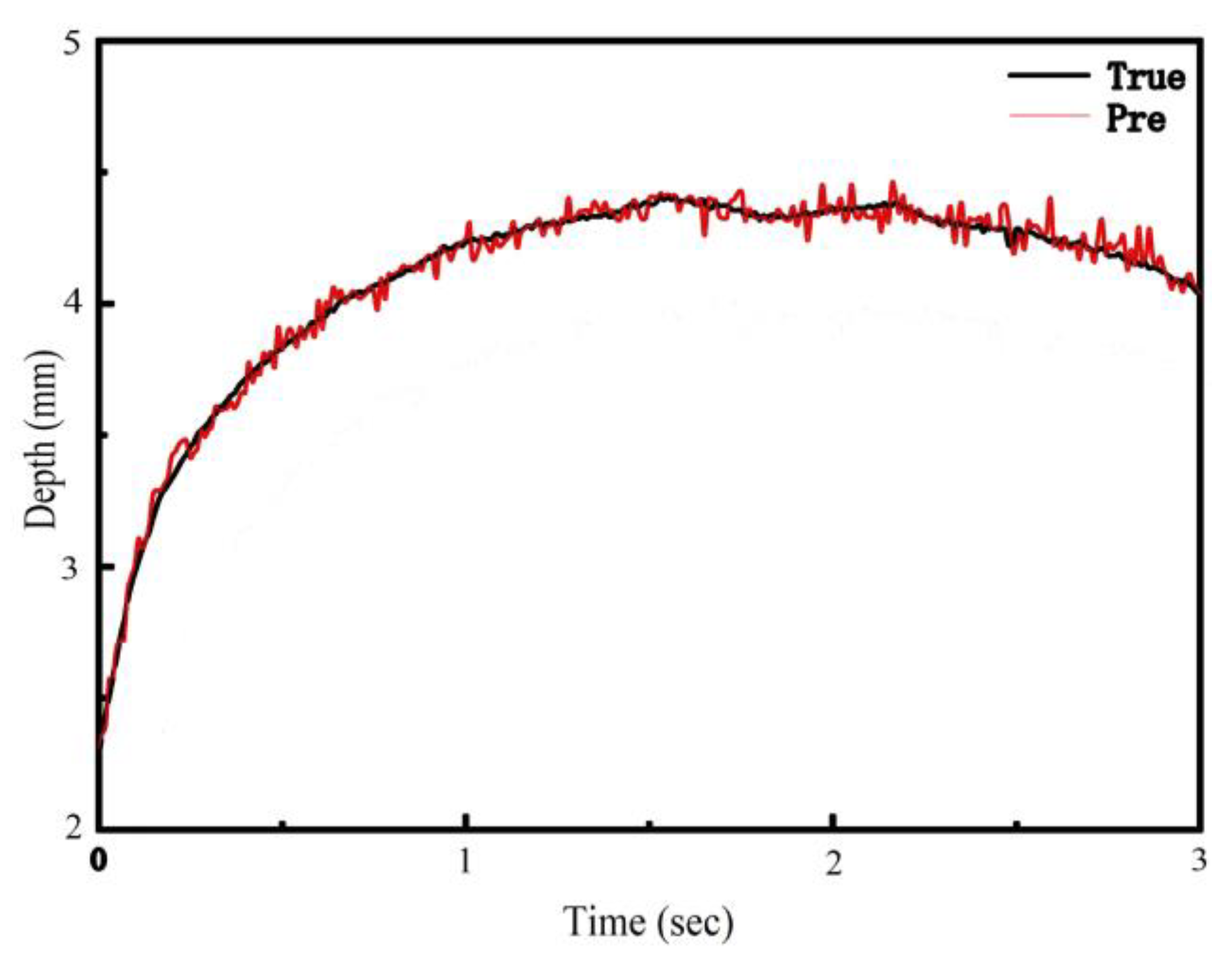
5.2.3. Prediction Results Analysis
6. Conclusions
- (1)
- The LDD-600 coaxial CCD camera system was used to acquire the real-time optical information of the plasma. The analysis showed that the spectral characteristics of the plasma are closely related to changes in keyhole depth.
- (2)
- The relationship between plasma optical information and keyhole depth was used to train an LSTM-based prediction model. The model successfully predicted the weld penetration at 2000 W and 10 mm/s, with a prediction error of 2.45%. The average relative error between the predicted and actual values was 2.31%.
- (3)
- Several sources of uncertainty exist in the experimental process. Plasma spectral data may be affected by noise and environmental variation, though shielding and averaging were used to minimize this. The Boltzmann plot method introduces estimation uncertainty in plasma temperature, primarily due to line intensity fluctuation and fitting error. The metallographic measurements of keyhole depth may be affected by thresholding and image resolution. The LSTM model shows low prediction error (MAPE: 2.45%) but slight oscillations appear as laser power increases due to keyhole instability. Future work will explore advanced uncertainty quantification techniques to further enhance model robustness.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Quazi, M.; Ishak, M.; Fazal, M.; Arslan, A.; Rubaiee, S.; Qaban, A.; Aiman, M.; Sultan, T.; Ali, M.; Manladan, S. Current research and development status of dissimilar materials laser welding of titanium and its alloys. Opt. Laser Technol. 2020, 126, 106090. [Google Scholar] [CrossRef]
- Verma, J.; Taiwade, R.V. Effect of welding processes and conditions on the microstructure, mechanical properties and corrosion resistance of duplex stainless steel weldments—A review. J. Manuf. Process. 2017, 25, 134–152. [Google Scholar] [CrossRef]
- Auwal, S.; Ramesh, S.; Yusof, F.; Manladan, S.M. A review on laser beam welding of titanium alloys. Int. J. Adv. Manuf. Technol. 2018, 97, 1071–1098. [Google Scholar] [CrossRef]
- Paranthaman, V.; Dhinakaran, V.; Sai, M.S.; Devaraju, A. A systematic review of fatigue behaviour of laser welding titanium alloys. Mater. Today Proc. 2021, 39, 520–523. [Google Scholar] [CrossRef]
- Zou, S.; Wang, Z.; Hu, S.; Wang, W.; Cao, Y. Control of weld penetration depth using relative fluctuation coefficient as feedback. J. Intell. Manuf. 2020, 31, 1203–1213. [Google Scholar] [CrossRef]
- Ma, Z.-X.; Cheng, P.-X.; Ning, J.; Zhang, L.-J.; Na, S.-J. Innovations in monitoring, control and design of laser and laser-arc hybrid welding processes. Metals 2021, 11, 1910. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, C.; Tan, L.; Li, S. Coaxial monitoring of the fibre laser lap welding of Zn-coated steel sheets using an auxiliary illuminant. Opt. Laser Technol. 2013, 50, 167–175. [Google Scholar] [CrossRef]
- Fabbro, R. Depth dependence and keyhole stability at threshold, for different laser welding regimes. Appl. Sci. 2020, 10, 1487. [Google Scholar] [CrossRef]
- Fabbro, R. Melt pool and keyhole behaviour analysis for deep penetration laser welding. J. Phys. D Appl. Phys. 2010, 43, 445501. [Google Scholar] [CrossRef]
- Kaufmann, F.; Forster, C.; Hummel, M.; Olowinsky, A.; Beckmann, F.; Moosmann, J.; Roth, S.; Schmidt, M. Characterization of vapor capillary geometry in laser beam welding of copper with 515 nm and 1030 nm laser beam sources by means of in situ synchrotron X-ray imaging. Metals 2023, 13, 135. [Google Scholar] [CrossRef]
- Fan, X.A.; Gao, X.; Liu, G.; Ma, N.; Zhang, Y. Research and prospect of welding monitoring technology based on machine vision. Int. J. Adv. Manuf. Technol. 2021, 115, 3365–3391. [Google Scholar] [CrossRef]
- Luo, M.; Shin, Y.C. Vision-based weld pool boundary extraction and width measurement during keyhole fiber laser welding. Opt. Lasers Eng. 2015, 64, 59–70. [Google Scholar] [CrossRef]
- Zhang, R.; Tang, X.; Xu, L.; Lu, F.; Cui, H. Study of molten pool dynamics and porosity formation mechanism in full penetration fiber laser welding of Al-alloy. Int. J. Heat Mass Transf. 2020, 148, 119089. [Google Scholar] [CrossRef]
- Sokolov, M.; Franciosa, P.; Sun, T.; Ceglarek, D.; Dimatteo, V.; Ascari, A.; Fortunato, A.; Nagel, F. Applying optical coherence tomography for weld depth monitoring in remote laser welding of automotive battery tab connectors. J. Laser Appl. 2021, 33, 012028. [Google Scholar] [CrossRef]
- Schmoeller, M.; Weiss, T.; Goetz, K.; Stadter, C.; Bernauer, C.; Zaeh, M.F. Inline weld depth evaluation and control based on OCT keyhole depth measurement and fuzzy control. Processes 2022, 10, 1422. [Google Scholar] [CrossRef]
- Patterson, T.; Panton, B.; Lippold, J. Analysis of the laser welding keyhole using inline coherent imaging. J. Manuf. Process. 2022, 82, 601–614. [Google Scholar] [CrossRef]
- You, D.; Gao, X.; Katayama, S. Review of laser welding monitoring. Sci. Technol. Weld. Join. 2014, 19, 181–201. [Google Scholar] [CrossRef]
- Liu, L.; Huang, R.; Song, G.; Hao, X. Behavior and spectrum analysis of welding arc in low-power YAG-laser–MAG hybrid-welding process. IEEE Trans. Plasma Sci. 2008, 36, 1937–1943. [Google Scholar] [CrossRef]
- She, K.; Li, D.; Yang, K.; Li, M.; Wu, B.; Yang, L.; Huang, Y. Online detection of laser welding penetration depth based on multi-sensor features. Materials 2024, 17, 1580. [Google Scholar] [CrossRef]
- Sibillano, T.; Ancona, A.; Berardi, V.; Lugara, P.M. Real-time monitoring of laser welding by correlation analysis: The case of AA5083. Opt. Lasers Eng. 2007, 45, 1005–1009. [Google Scholar] [CrossRef]
- Kong, F.; Ma, J.; Carlson, B.; Kovacevic, R. Real-time monitoring of laser welding of galvanized high strength steel in lap joint configuration. Opt. Laser Technol. 2012, 44, 2186–2196. [Google Scholar] [CrossRef]
- Garcia-Allende, P.; Mirapeix, J.; Conde, O.; Cobo, A.; López-Higuera, J. Spectral processing technique based on feature selection and artificial neural networks for arc-welding quality monitoring. Ndt E Int. 2009, 42, 56–63. [Google Scholar] [CrossRef]
- Schricker, K.; Schmidt, L.; Friedmann, H.; Diegel, C.; Seibold, M.; Hellwig, P.; Fröhlich, F.; Bergmann, J.P.; Nagel, F.; Kallage, P. Characterization of keyhole dynamics in laser welding of copper by means of high-speed synchrotron X-ray imaging. Procedia CIRP 2022, 111, 501–506. [Google Scholar] [CrossRef]
- Kohl, S.; Kaufmann, F.; Schmidt, M. Why color matters—Proposing a quantitative stability criterion for laser beam processing of metals based on their fundamental optical properties. Metals 2022, 12, 1118. [Google Scholar] [CrossRef]
- Cai, W.; Jiang, P.; Shu, L.; Geng, S.; Zhou, Q. Real-time monitoring of laser keyhole welding penetration state based on deep belief network. J. Manuf. Process. 2021, 72, 203–214. [Google Scholar] [CrossRef]
- Zhang, Y.; You, D.; Gao, X.; Zhang, N.; Gao, P.P. Welding defects detection based on deep learning with multiple optical sensors during disk laser welding of thick plates. J. Manuf. Syst. 2019, 51, 87–94. [Google Scholar] [CrossRef]
- Pandiyan, V.; Drissi-Daoudi, R.; Shevchik, S.; Masinelli, G.; Le-Quang, T.; Logé, R.; Wasmer, K. Semi-supervised Monitoring of Laser powder bed fusion process based on acoustic emissions. Virtual Phys. Prototyp. 2021, 16, 481–497. [Google Scholar] [CrossRef]
- Luo, Z.; Wu, D.; Zhang, P.; Ye, X.; Shi, H.; Cai, X.; Tian, Y. Laser welding penetration monitoring based on time-frequency characterization of acoustic emission and CNN-LSTM hybrid network. Materials 2023, 16, 1614. [Google Scholar] [CrossRef]
- Chokkalingham, S.; Chandrasekhar, N.; Vasudevan, M. Predicting the depth of penetration and weld bead width from the infra red thermal image of the weld pool using artificial neural network modeling. J. Intell. Manuf. 2012, 23, 1995–2001. [Google Scholar] [CrossRef]
- Go, B.-S.; Park, D.-M.; Bang, H.-S.; Bang, H.-S. Influence of process parameters on joint characteristics in friction stir welding of Al/Cu dissimilar materials for lithium-ion battery. Int. J. Adv. Manuf. Technol. 2024, 130, 1151–1164. [Google Scholar] [CrossRef]
- Kang, S.; Lee, K.; Kang, M.; Jang, Y.H.; Kim, C. Weld-penetration-depth estimation using deep learning models and multisensor signals in Al/Cu laser overlap welding. Opt. Laser Technol. 2023, 161, 109179. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
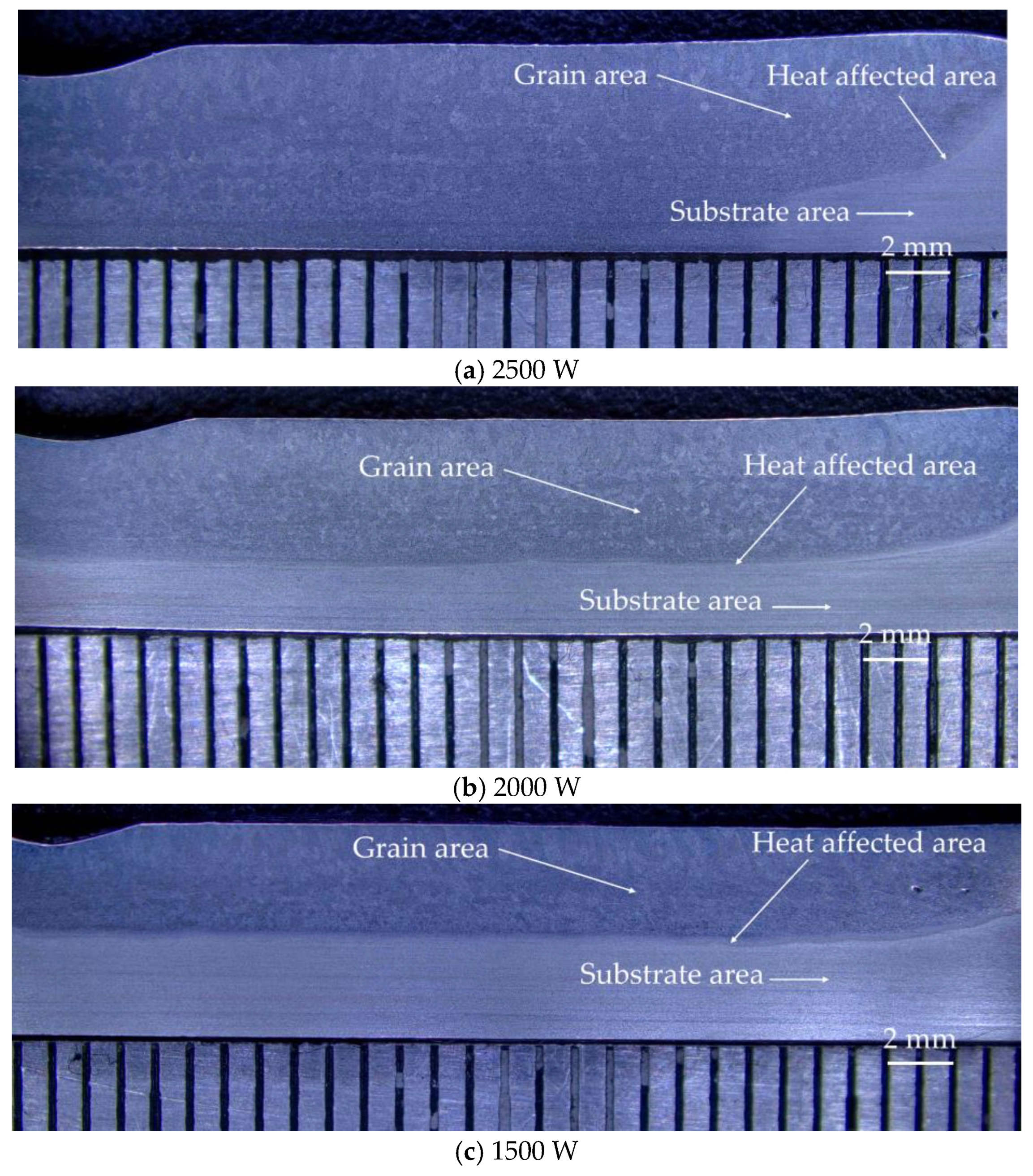
| Number | 1 | 2 | 3 |
|---|---|---|---|
| Laser Power (W) | 2500 | 2000 | 1500 |
| Materials | Al | V | C | H | O | Fe | N | Ti |
|---|---|---|---|---|---|---|---|---|
| Ti-6Al-4V | 5.5 | 3.5 | 0.08 | 0.015 | 0.20 | 0.40 | 0.05 | 90.255 |
| Process Parameters | Average Value | Variance |
|---|---|---|
| 1500 W | 0.61 | 0.026 |
| 2000 W | 0.78 | 0.030 |
| 2500 W | 1.01 | 0.038 |
| λ Wavelength (nm) | Ek High Energy Level (eV) | Ei Low Energy Level (eV) | A Transition Probability (s−1) | gk Degeneracy |
|---|---|---|---|---|
| 502 | 3.32 | 0.85 | 6.43 × 106 | 11 |
| 519 | 4.51 | 2.12 | 3.79 × 106 | 11 |
| 626 | 3.42 | 1.44 | 8.36 × 106 | 9 |
| 714 | 1.44 | 3.18 | 4.80 × 106 | 7 |
| 777 | 2.50 | 0.90 | 1.40 × 106 | 7 |
| 844 | 0.84 | 2.31 | 1.29 × 106 | 7 |
| Evaluation Metrics | Value |
|---|---|
| R2 | 0.978 |
| MSE | 0.017 |
| RMSE | 0.131 |
| MAE | 0.097 |
| MAPE | 0.024 |
| Process Parameters | Average True Value | Average Predicted Value | Error | Variance of Predicted Value |
|---|---|---|---|---|
| 1500 W | 2.90 | 2.93 | 1.08% | 0.071 |
| 2000 W | 4.09 | 4.19 | 2.45% | 0.162 |
| 2500 W | 4.64 | 4.80 | 3.40% | 0.244 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Gao, Y.; Pan, H.; Tao, D.; Zhang, H. Keyhole Depth Prediction in Laser Deep Penetration Welding of Titanium Alloy Based on Spectral Information. Metals 2025, 15, 527. https://doi.org/10.3390/met15050527
Li Y, Gao Y, Pan H, Tao D, Zhang H. Keyhole Depth Prediction in Laser Deep Penetration Welding of Titanium Alloy Based on Spectral Information. Metals. 2025; 15(5):527. https://doi.org/10.3390/met15050527
Chicago/Turabian StyleLi, Yunqian, Yanfeng Gao, Hao Pan, Donglin Tao, and Hua Zhang. 2025. "Keyhole Depth Prediction in Laser Deep Penetration Welding of Titanium Alloy Based on Spectral Information" Metals 15, no. 5: 527. https://doi.org/10.3390/met15050527
APA StyleLi, Y., Gao, Y., Pan, H., Tao, D., & Zhang, H. (2025). Keyhole Depth Prediction in Laser Deep Penetration Welding of Titanium Alloy Based on Spectral Information. Metals, 15(5), 527. https://doi.org/10.3390/met15050527