
Effect of Intermediate Annealing Before Cold Rolling on Microstructure and Mechanical Properties of Medium Manganese Steel and Mechanism of Phase Transformation Plasticity


Abstract
1. Introduction
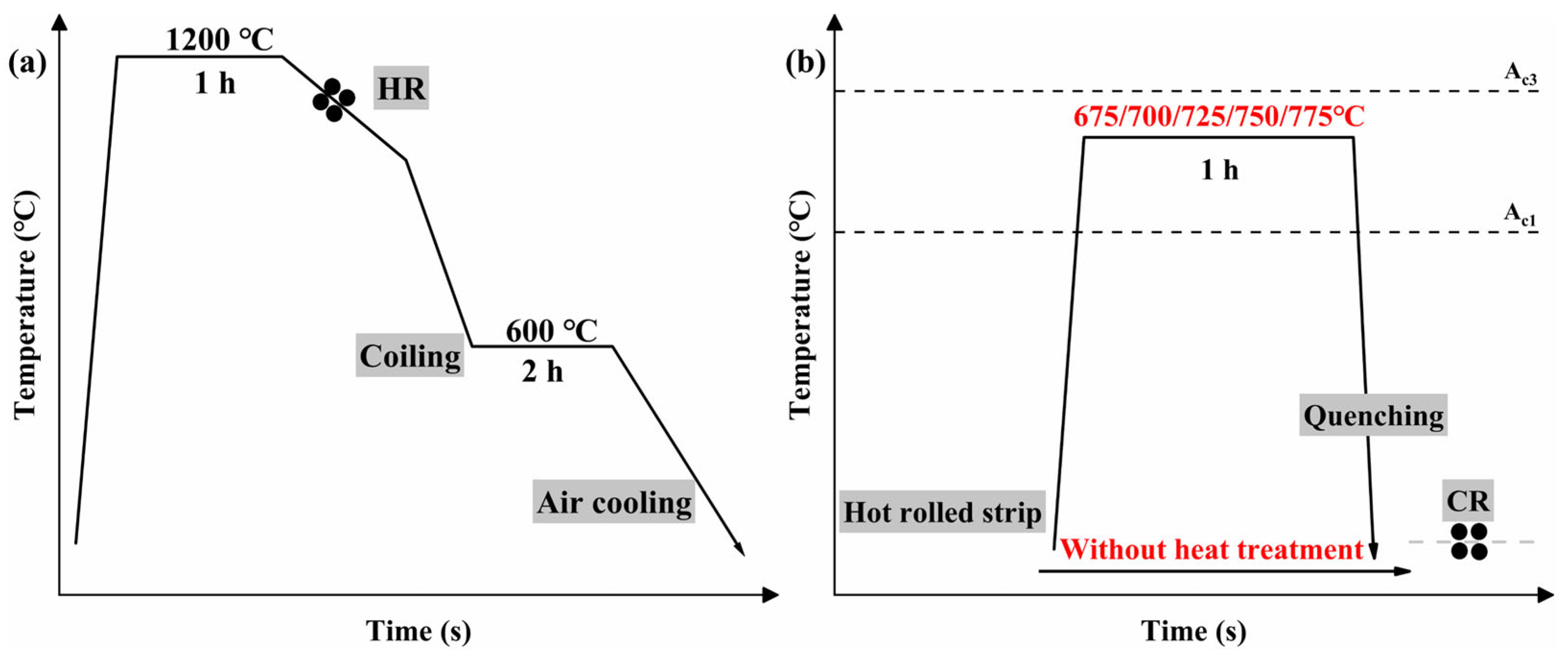
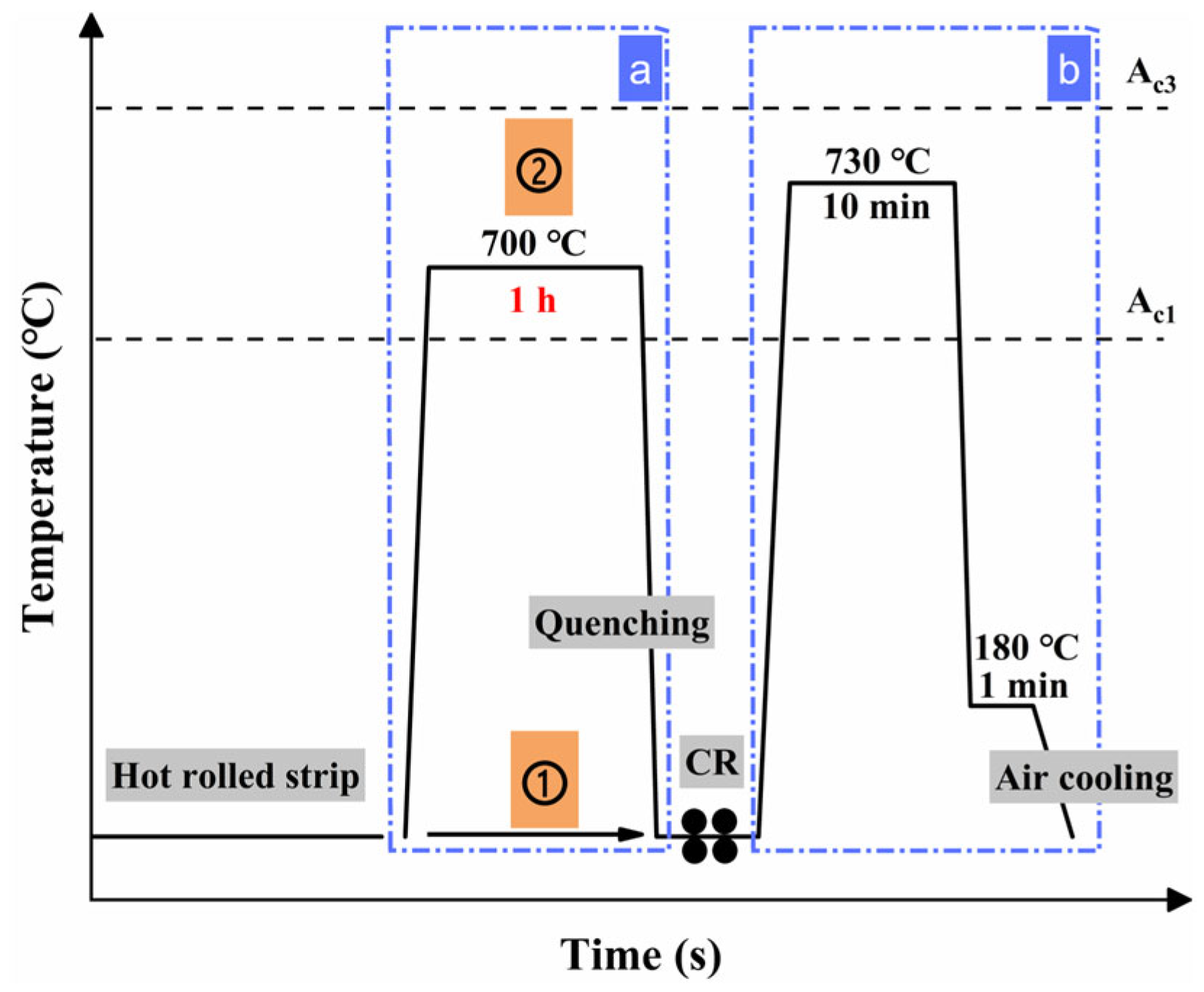
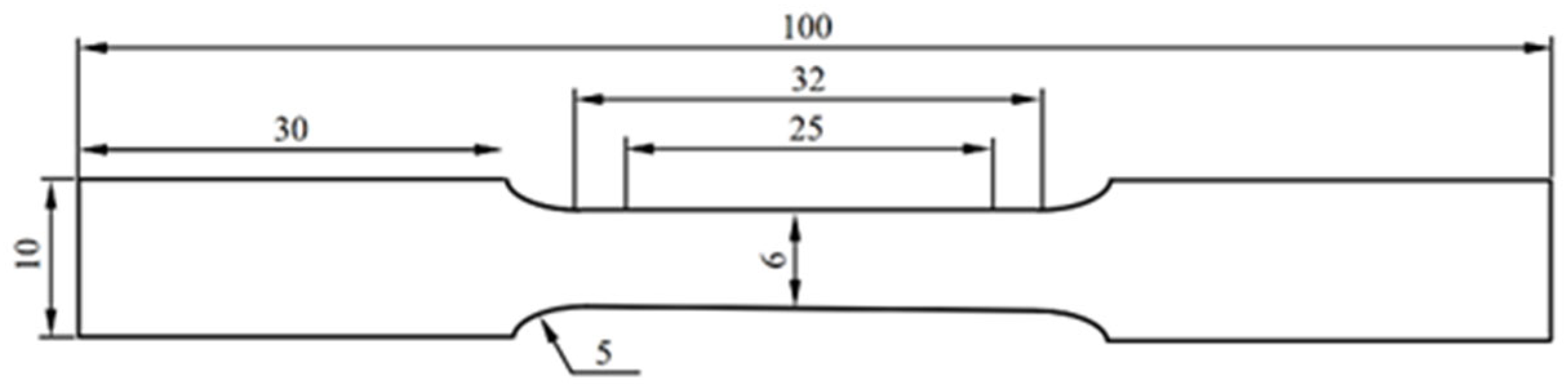
2. Materials and Experimental Procedure
3. Results and Discussion
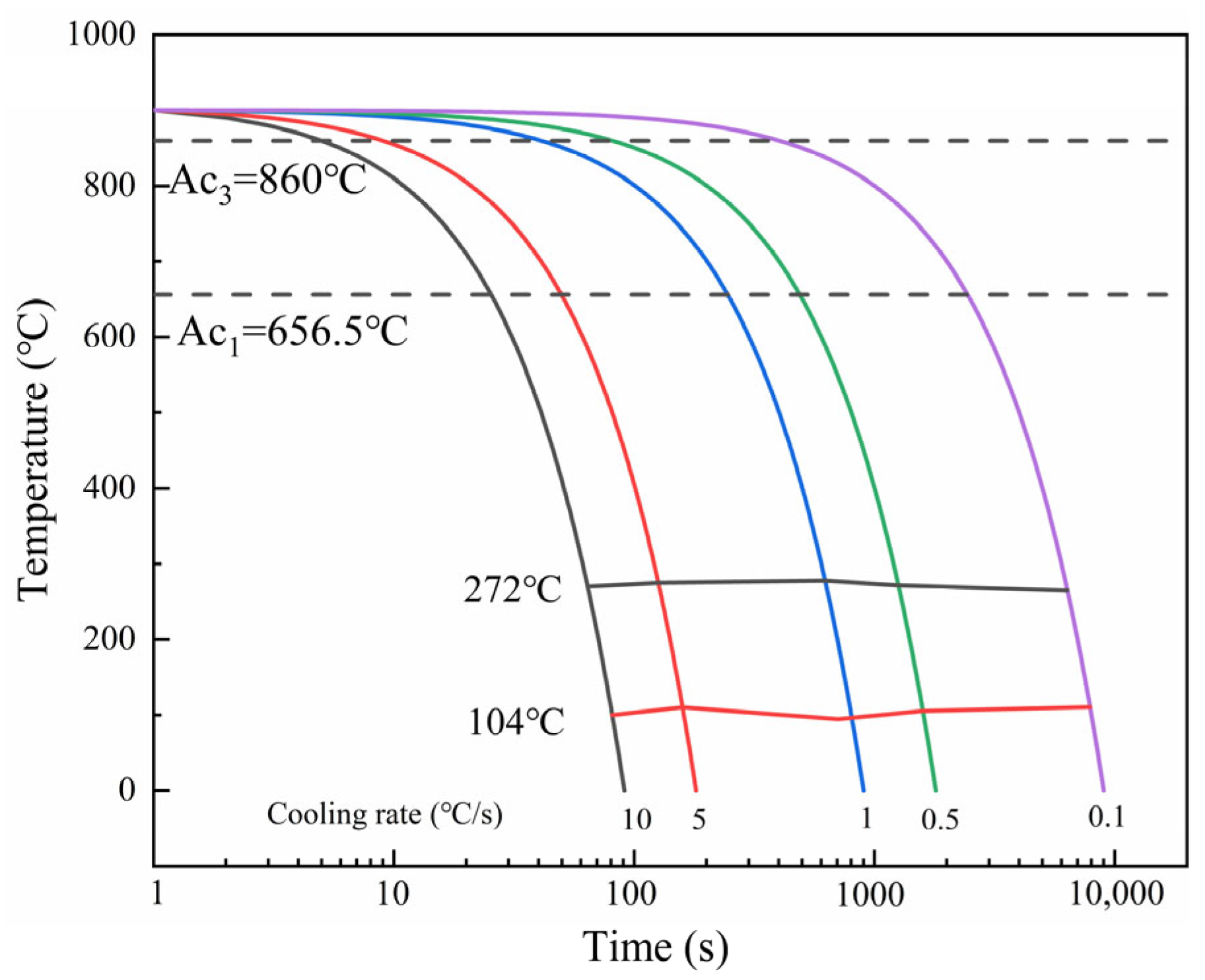
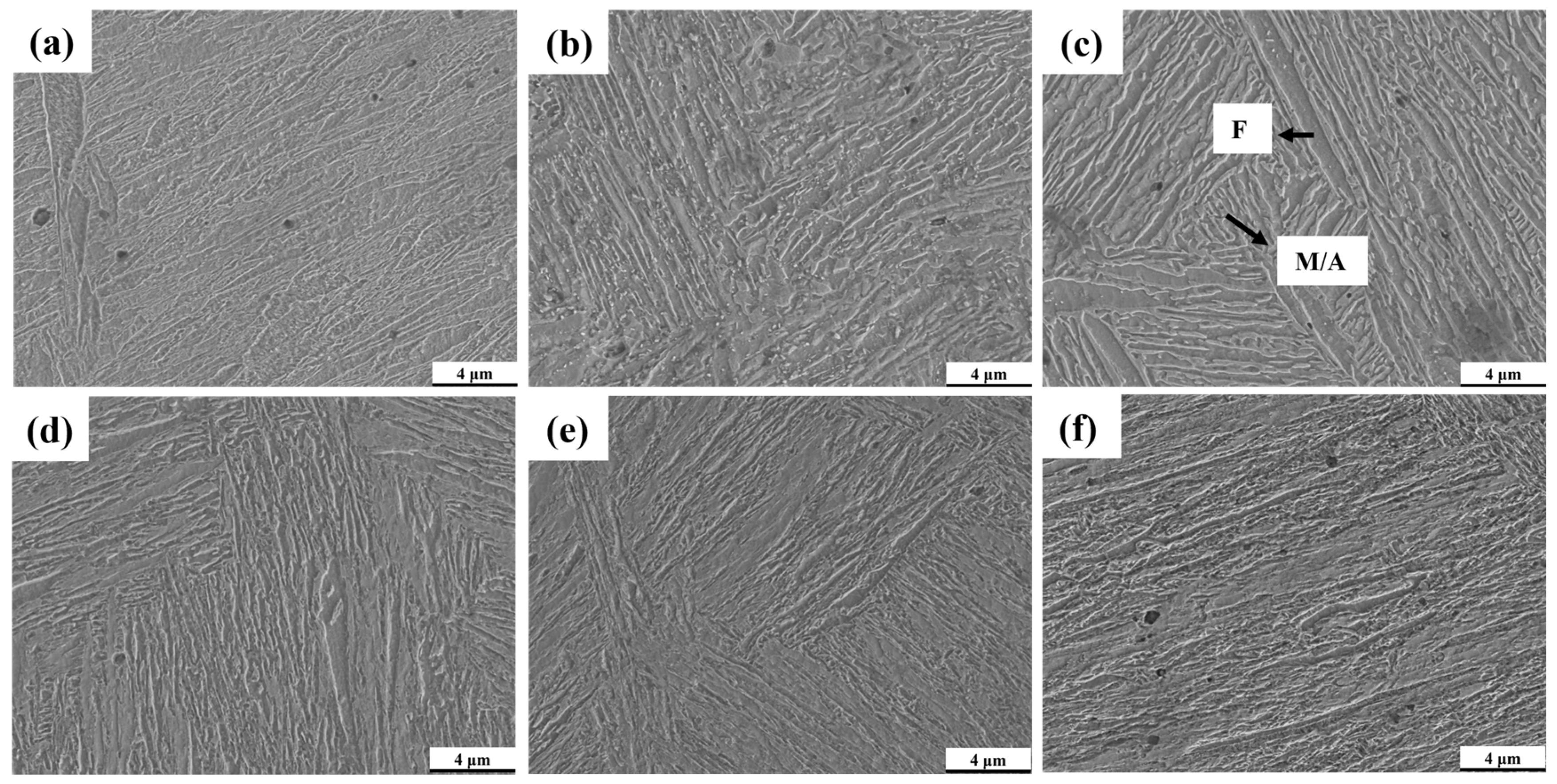
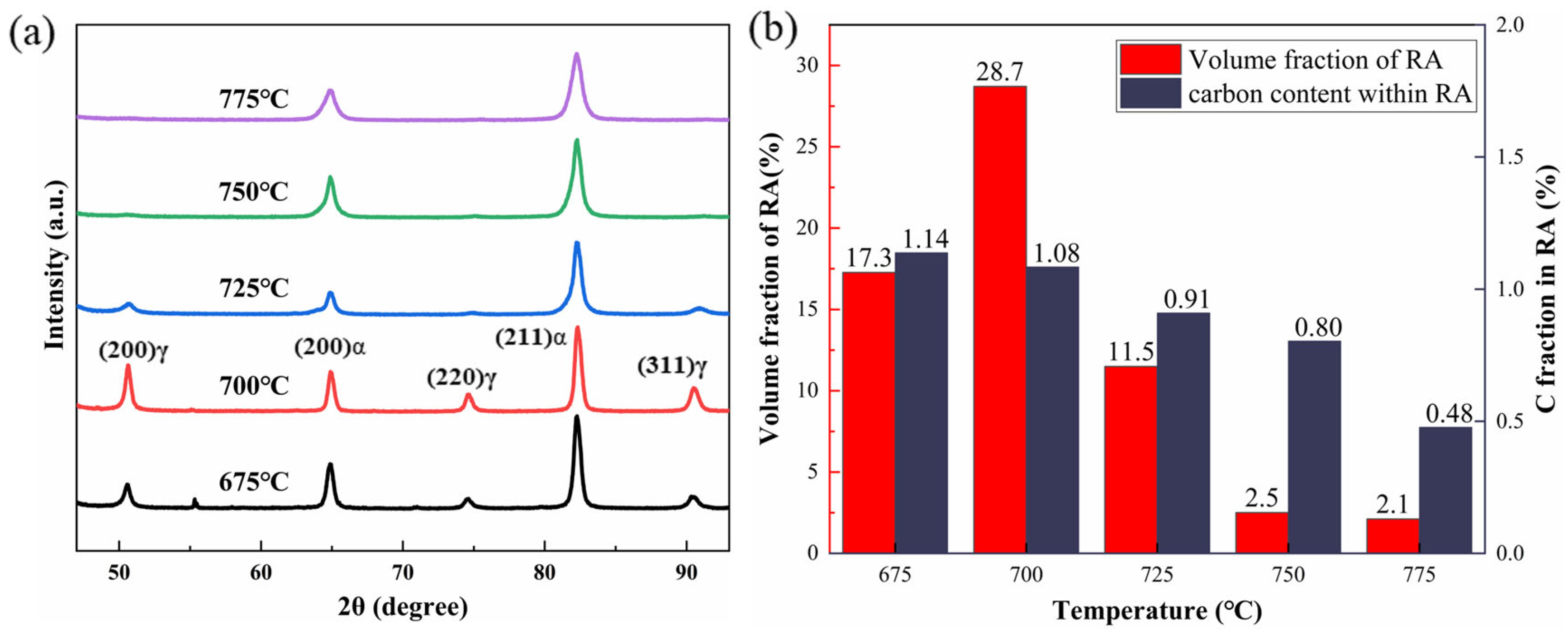
3.1. Intermediate Annealing Temperature
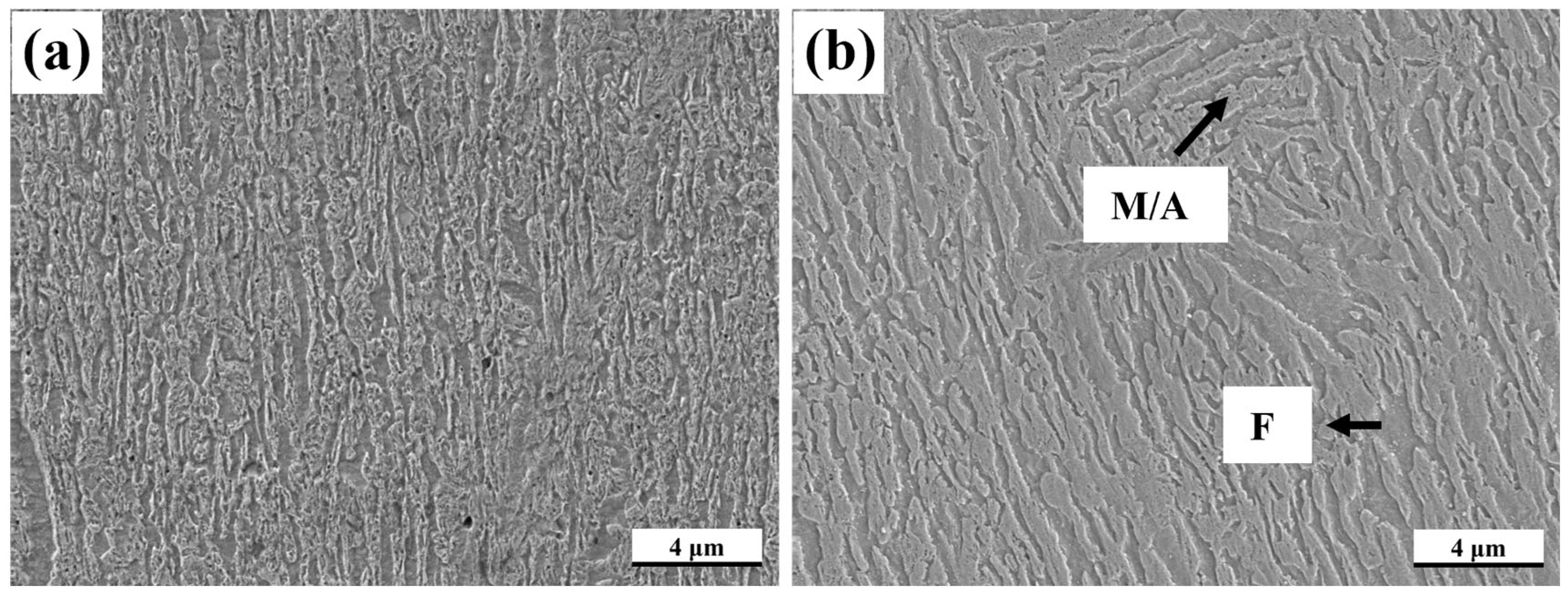
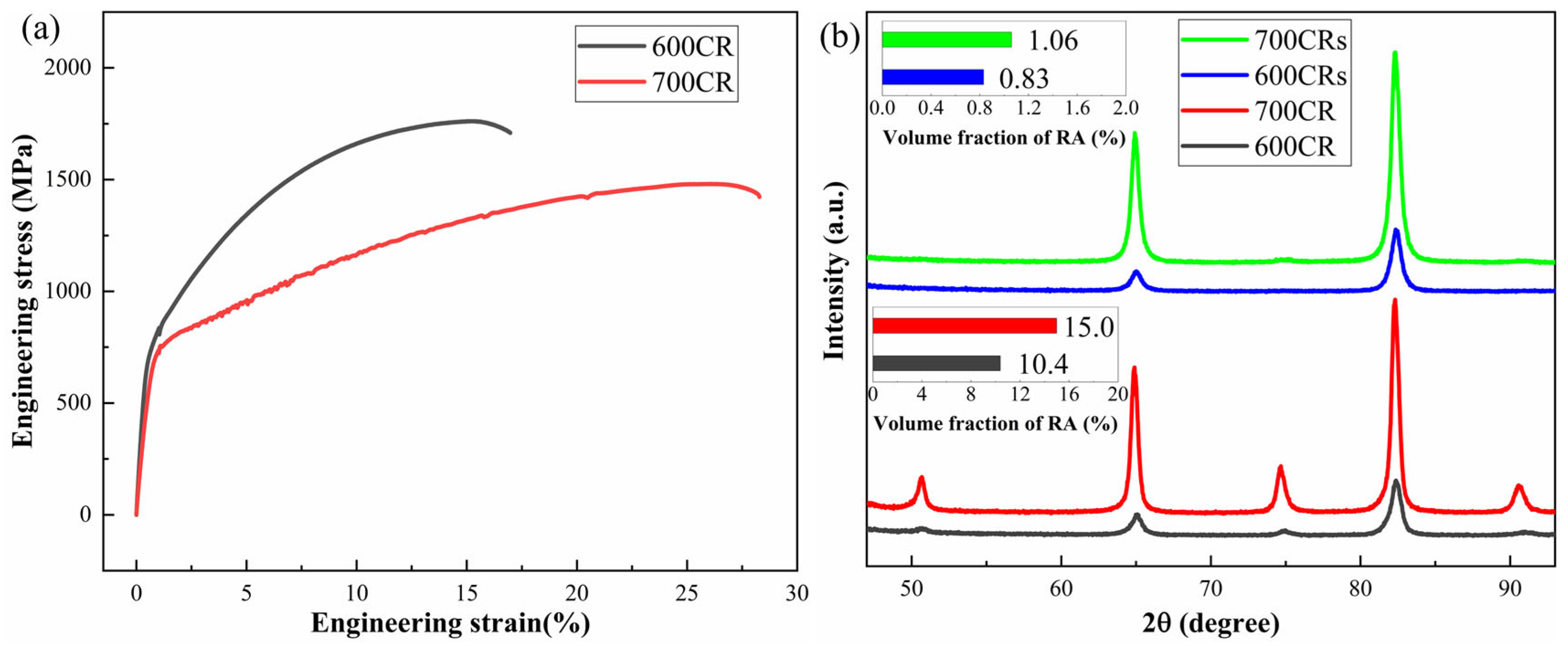
3.2. Microstructure and Properties of 600CR and 700CR Processes
3.3. Mechanism of Phase Change Plasticization
4. Conclusions
- It was confirmed that the intermediate annealing temperature of the dual-phase zone before cold rolling at 700 °C could achieve a high proportion of RA and F. The higher carbon content in RA increased the stability of RA, thereby reducing the occurrence of cracking during cold rolling.
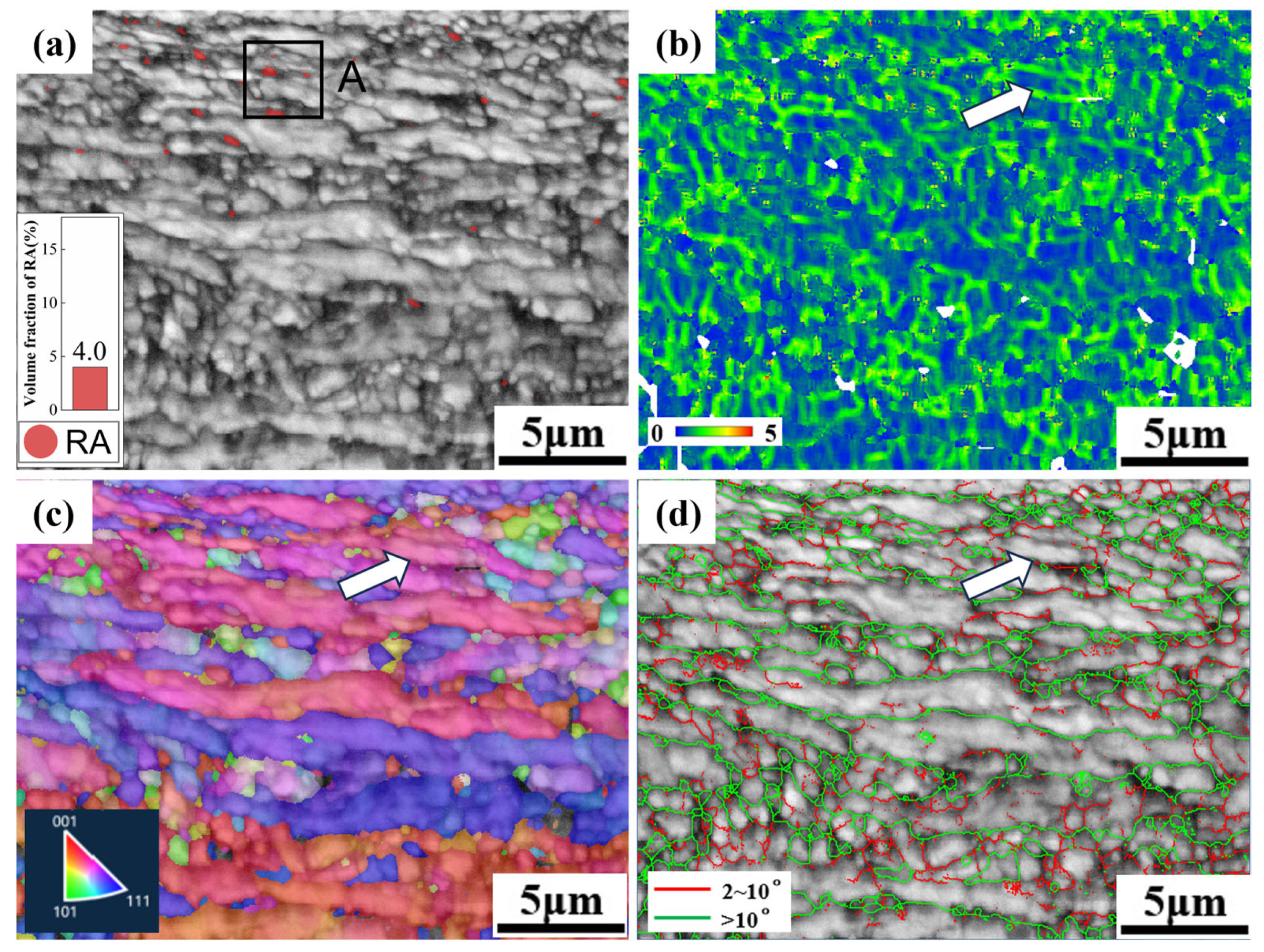
- The 600CR sample exhibited a tensile strength of nearly 1760 MPa, but with relatively low elongation. The 700CR sample achieved an RA content of nearly 15% and a high strong plastic product of 37.4 GPa%.
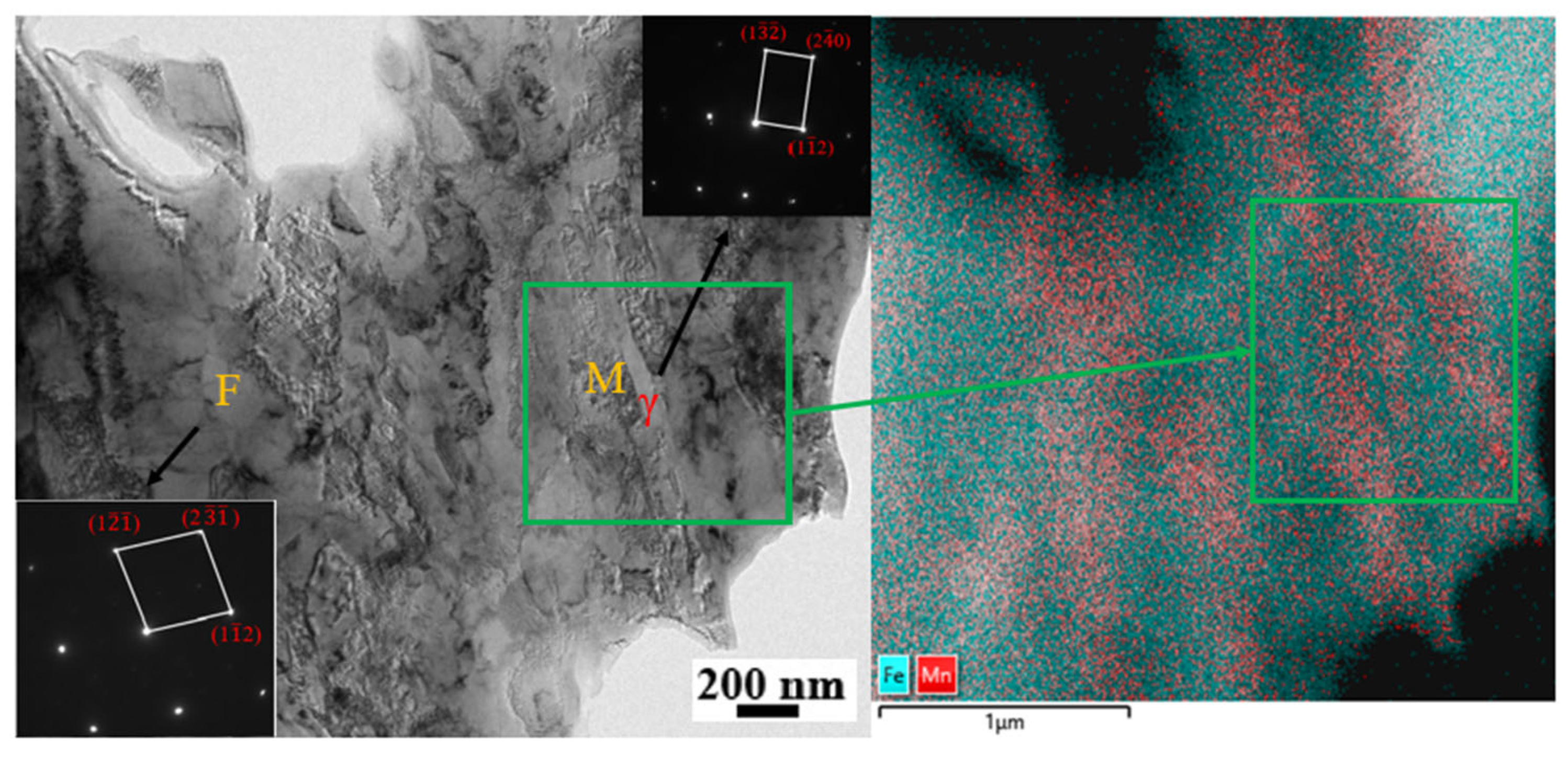
- RA undergoes phase transformation during deformation to absorb deformation stress, especially in the form of fine, evenly distributed lamellar austenite. F, as the material that undergoes deformation first, provides some plasticity to the structure. As strain increases, RA engages in phase transformation plasticity mechanisms until M undergoes deformation. M significantly contributes to material strength but is also prone to crack initiation. When RA is depleted, the discordance in properties between F and M leads to crack propagation and ultimately fracture.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Qiao, Y.; Zheng, Z.; Yang, H.; Long, J.; Han, P.X. Recent progress in microstructural evolution, mechanical and corrosion properties of medium-Mn steel. J. Iron Steel Res. Int. 2023, 30, 1463–1476. [Google Scholar] [CrossRef]
- Dai, Z.; Chen, H.; Ding, R.; Lu, Q.; Zhang, C.; Yang, Z.; van der Zwaag, S. Fundamentals and application of solid-state phase transformations for advanced high strength steels containing metastable retained austenite. Mater. Sci. Eng. R Rep. 2021, 143, 100590. [Google Scholar] [CrossRef]
- Burda, I.; Zweiacker, K.; Arabi-Hashemi, A.; Barriobero-Vila, P.; Stutz, A.; Koller, R.; Roelofs, H.; Oberli, L.; Lembke, M.; Affolter, C.; et al. Fatigue crack propagation behavior of a micro-bainitic TRIP steel. Mater. Sci. Eng. A 2022, 840, 142898. [Google Scholar] [CrossRef]
- Yi, H.L.; Lee, K.Y.; Bhadeshia, H.K.D.H. Mechanical stabilisation of retained austenite in δ-TRIP steel. Mater. Sci. Eng. A 2011, 528, 5900–5903. [Google Scholar] [CrossRef]
- Li, G.Q.; Shen, Y.F.; Jia, N.; Feng, X.W.; Xue, W.Y. Microstructural evolution and mechanical properties of a micro-alloyed low-density δ-TRIP steel. Mater. Sci. Eng. A 2022, 848, 143430. [Google Scholar] [CrossRef]
- Emamian, Y.; Kolahi, A.; Palizdar, Y. Evaluation of microstructures and mechanical properties of deltha trip steel with different vanadium contents. Results Mater. 2024, 21, 100530. [Google Scholar] [CrossRef]
- Miller, R.L. Ultrafine-grained microstructures and mechanical properties of alloy steels. Metall. Trans. 1972, 3, 905–912. [Google Scholar] [CrossRef]
- Kozłowska, A.; Morawiec, M.; Skowronek, A.; Grajcar, A.; Matus, K.; Nuckowski, P.M. Enhancing mechanical properties of hot-rolled Al-alloyed medium-Mn steel by novel double-step intercritical annealing. Mater. Sci. Eng. A 2023, 865, 144650. [Google Scholar] [CrossRef]
- Kalsar, R.; Sanamar, S.; Schell, N.; Brokmeier, H.-G.; Saha, R.; Ghosh, P.; Bhagat, A.; Suwas, S. Elemental partitioning in medium Mn steel during short-time annealing: An in-situ study using synchrotron x-rays. Materialia 2020, 9, 100594. [Google Scholar] [CrossRef]
- Song, C.; Zhang, Z.; Wu, W.; Wang, H.; Cheng, Z.; Sun, Z.; Xia, Y.; Yin, W.; Yu, H. Effect of Si on the deformation behavior of retained austenite and annealed martensite in medium Mn steels. Mater. Sci. Eng. A 2024, 899, 146451. [Google Scholar] [CrossRef]
- Song, C.; Zhang, Z.; Wu, W.; Wang, H.; Sun, Z.; Yang, Y.; He, W.; Xu, J.; Xia, Y.; Yin, W.; et al. Effect of Si on the dislocation state within martensite of ultra-high strength hot-rolled medium Mn steel with good ductility. Mater. Sci. Eng. A 2023, 869, 144825. [Google Scholar] [CrossRef]
- Yuzbekova, D.; Dudko, V.; Kniaziuk, T.; Kaibyshev, R. Tempering behavior of an ultra-high-strength steel with 1.6 wt% Si at low to medium temperatures. Mater. Sci. Eng. A 2024, 896, 146264. [Google Scholar] [CrossRef]
- Li, T.; Yan, S.; Liu, X. Microstructure and tensile behaviors for a medium Mn steel with δ-ferrite phase under different annealing temperatures. J. Mater. Res. Technol. 2021, 15, 708–718. [Google Scholar] [CrossRef]
- Kumar, A.; Blessto, B.; Singh, A. Development of a low-carbon carbide-free nanostructured bainitic steel with extremely high strength and toughness. Mater. Sci. Eng. A 2023, 877, 145–186. [Google Scholar] [CrossRef]
- Hasan, S.M.; Ghosh, M.; Chakrabarti, D.; Singh, S.B. Development of continuously cooled low-carbon, low-alloy, high strength carbide-free bainitic rail steels. Mater. Sci. Eng. A 2020, 771, 138590. [Google Scholar] [CrossRef]
- Long, X.; Liu, W.; Zhu, R.; Zhang, Y.; Zhang, F.; Yang, Z.; Li, Y. Effect of the cooling rate in the medium temperature zone on the phase transformation and microstructure of carbide-free bainitic steel. J. Mater. Res. Technol. 2024, 29, 50–66. [Google Scholar] [CrossRef]
- Zhang, T.; Wang, L.; Wang, Y.; Hu, J.; Di, H.; Xu, W. Tailoring bainitic transformation and enhancing mechanical properties of carbide-free bainitic steel via high-temperature ausforming. Mater. Sci. Eng. A 2022, 852, 143677. [Google Scholar] [CrossRef]
- Xu, N.; Wang, L.; Hu, J.; Chai, Z.; Zhao, W.; Xu, W. Promoting ductility and formability in a carbide free bainitic steel via pre-annealing treatment. Mater. Charact. 2023, 204, 113205. [Google Scholar] [CrossRef]
- Speer, J.; Matlock, D.K.; De Cooman, B.C.; Schroth, J.G. Carbon partitioning into austenite after martensite transformation. Acta Mater. 2003, 51, 2611–2622. [Google Scholar] [CrossRef]
- Cabo Rios, A.; Arlazarov, A.; Charbonnier, N.; De Diego-Calderón, I. Characterization and modelling of microstructure evolution during partitioning in Q&P steels. Materialia 2024, 33, 101981. [Google Scholar]
- Gu, G.; Kim, J.H.; Lee, H.H.; Zargaran, A.; Koo, M.; Kim, S.H.; Lee, J.S.; Suh, D.W. Room temperature quenching and partitioning (RT-Q&P) processed steel with chemically heterogeneous initial microstructure. Mater. Sci. Eng. A 2022, 851, 143651. [Google Scholar]
- Parthiban, R.; Ray, R.K.; Hari Kumar, K.C.; Sankaran, S. Influence of rolling temperature and strain on the microstructural evolution and mechanical properties in quench and partition (Q&P) steels. Mater. Sci. Eng. A 2021, 825, 141893. [Google Scholar]
- Wang, X.; Xu, Y.; Wang, Y.; Li, J.; Wang, Y.; Gu, X.; Misra, R. Combined effect of Cu partitioning and nano-size precipitates on improving strength-ductility balance of Cu bearing Q&P steel. Mater. Charact. 2022, 194, 112441. [Google Scholar]
- Li, T.; Yan, S.; An, D.; Li, X.; Chen, J. Austenite transformation associated with δ-ferrite phase in a medium-Mn steel after cold-rolling and intercritical annealing. J. Mater. Process. Technol. 2022, 306, 117632. [Google Scholar] [CrossRef]
- Sugimoto, K.; Kobayashi, M.; Hashimoto, S. Ductility and strain-induced transformation in a high-strength transformation-induced plasticity-aided dual-phase steel. Metall. Trans. 1992, 23, 3085–3091. [Google Scholar] [CrossRef]
- Sherif, M.Y.; Mateo, C.G.; Sourmail, T.; Bhadeshia, H.K.D.H. Stability of retained austenite in TRIP-assisted steels. Mater. Sci. Technol. 2004, 20, 319–322. [Google Scholar] [CrossRef]
- Shi, J.; Sun, X.; Wang, M.; Hui, W.; Dong, H.; Cao, W. Enhanced work-hardening behavior and mechanical properties in ultrafine-grained steels with large-fractioned metastable austenite. Scr. Mater. 2010, 63, 815–818. [Google Scholar] [CrossRef]
- Zhang, Y.; Ye, Q.; Yan, Y. Processing, microstructure, mechanical properties, and hydrogen embrittlement of medium-Mn steels: A review. J. Mater. Sci. Technol. 2024, 201, 44–57. [Google Scholar] [CrossRef]
- Zou, Y.; Gao, Q.; Ding, H.; Tang, Z. Effect of heterogeneous microstructure on martensitic transformation behavior and mechanical properties of a cold rolling medium Mn steel. Mater. Sci. Eng. A 2023, 885, 145630. [Google Scholar] [CrossRef]
- Kwok, T.W.J.; Gong, P.; Rose, R.; Dye, D. The relative contributions of TWIP and TRIP to strength in fine grained medium-Mn steels. Mater. Sci. Eng. A 2022, 855, 143864. [Google Scholar] [CrossRef]
- Khan, A.S.; Baig, M.; Choi, S.H.; Yang, H.S.; Sun, X. Quasi-static and dynamic responses of advanced high strength steels: Experiments and modeling. Int. J. Plast. 2012, 30–31, 1–17. [Google Scholar]
- Choi, S.H.; Kim, E.Y.; Woo, W.; Han, S.H.; Kwak, J.H. The effect of crystallographic orientation on the micromechanical deformation and failure behaviors of DP980 steel during uniaxial tension. Int. J. Plast. 2013, 45, 85–102. [Google Scholar] [CrossRef]
- Tian, G.; Li, Z.; Yao, S.; Cui, Y.; Zhao, A. Partitioning of C and Mn During Intercritical Annealing and Transformation of Retained Austenite During Deformation in Medium Mn Steel. Steel Res. Int. 2023, 94, 2200731. [Google Scholar] [CrossRef]
- Seong, B.S.; Shin, E.; Choi, S.H.; Choi, Y.; Han, Y.S.; Lee, K.H.; Tomota, Y. Quantitative analysis of fine nano-sized precipitates in low-carbon steels by small angle neutron scattering. Appl. Phys. A 2010, 99, 613–620. [Google Scholar] [CrossRef]
- Kim, E.Y.; Yang, H.S.; Han, S.H.; Kwak, J.H.; Choi, S.H. Effect of initial microstructure on strain-stress partitioning and void formation in DP980 steel during uniaxial tension. Met. Mater. Int. 2012, 18, 573–582. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | Nb | V | Fe |
|---|---|---|---|---|---|
| 0.20 | 4.80 | 1.53 | 0.03 | 0.062 | Balance |
| Tensile Strength/MPa | Elongation/% | Product/GPa% | |
|---|---|---|---|
| 600CR | 1762 | 17.12 | 30.17 |
| 700CR | 1481 | 27.28 | 37.40 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yao, S.; Cao, K.; Wang, D.; Chen, J.; Zhao, A. Effect of Intermediate Annealing Before Cold Rolling on Microstructure and Mechanical Properties of Medium Manganese Steel and Mechanism of Phase Transformation Plasticity. Metals 2025, 15, 500. https://doi.org/10.3390/met15050500
Yao S, Cao K, Wang D, Chen J, Zhao A. Effect of Intermediate Annealing Before Cold Rolling on Microstructure and Mechanical Properties of Medium Manganese Steel and Mechanism of Phase Transformation Plasticity. Metals. 2025; 15(5):500. https://doi.org/10.3390/met15050500
Chicago/Turabian StyleYao, Shun, Kuo Cao, Di Wang, Junming Chen, and Aimin Zhao. 2025. "Effect of Intermediate Annealing Before Cold Rolling on Microstructure and Mechanical Properties of Medium Manganese Steel and Mechanism of Phase Transformation Plasticity" Metals 15, no. 5: 500. https://doi.org/10.3390/met15050500
APA StyleYao, S., Cao, K., Wang, D., Chen, J., & Zhao, A. (2025). Effect of Intermediate Annealing Before Cold Rolling on Microstructure and Mechanical Properties of Medium Manganese Steel and Mechanism of Phase Transformation Plasticity. Metals, 15(5), 500. https://doi.org/10.3390/met15050500