
Effect of TiC Coating Thickness on Carbon Fiber Surface on Microstructure and Properties of Aluminum Matrix Composites

Abstract
1. Introduction
2. Materials and Methods
2.1. Preparation of Coatings and Composite Materials
2.2. Examination of Microstructure
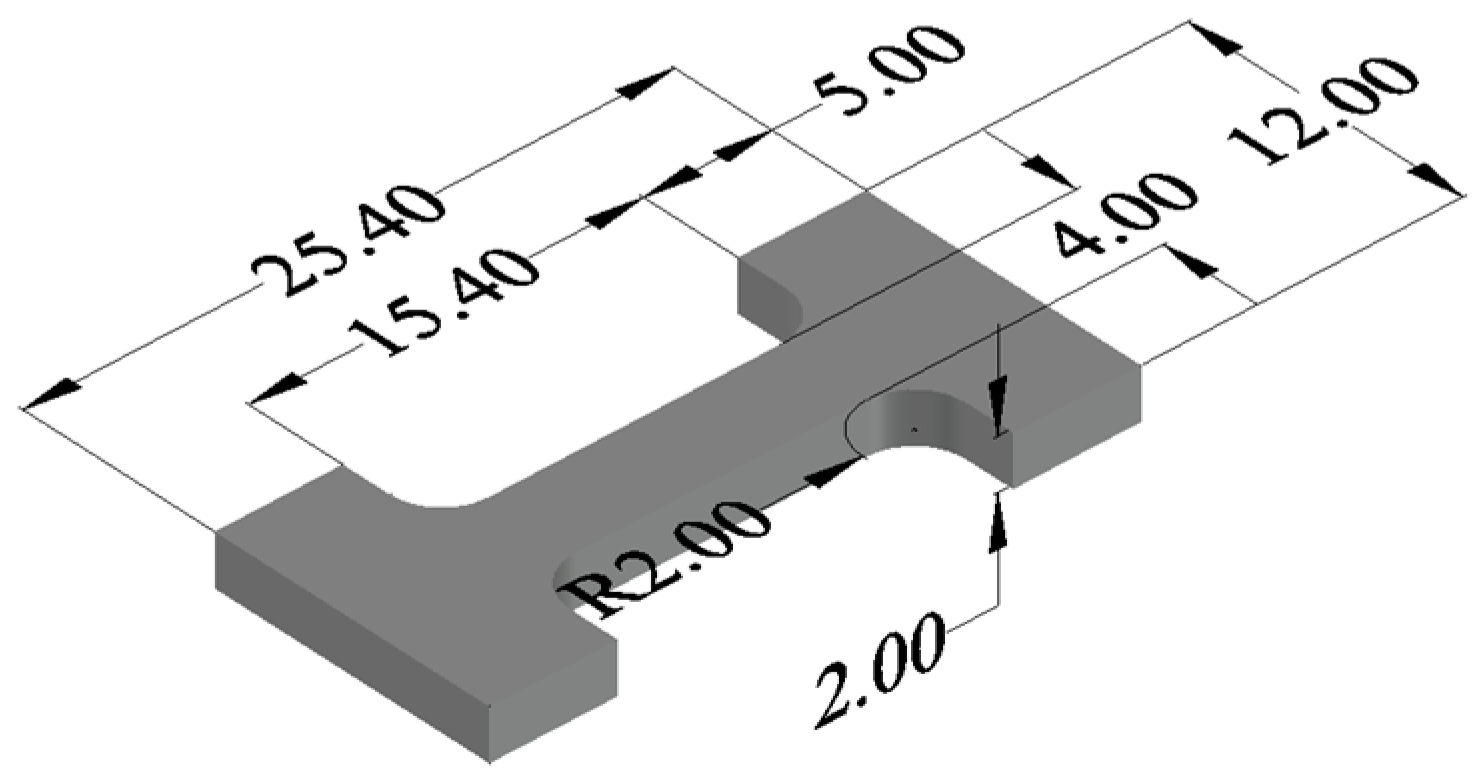
2.3. Testing of Mechanical Properties of Composite Materials
3. Results
3.1. Microstructure of TiC Coating
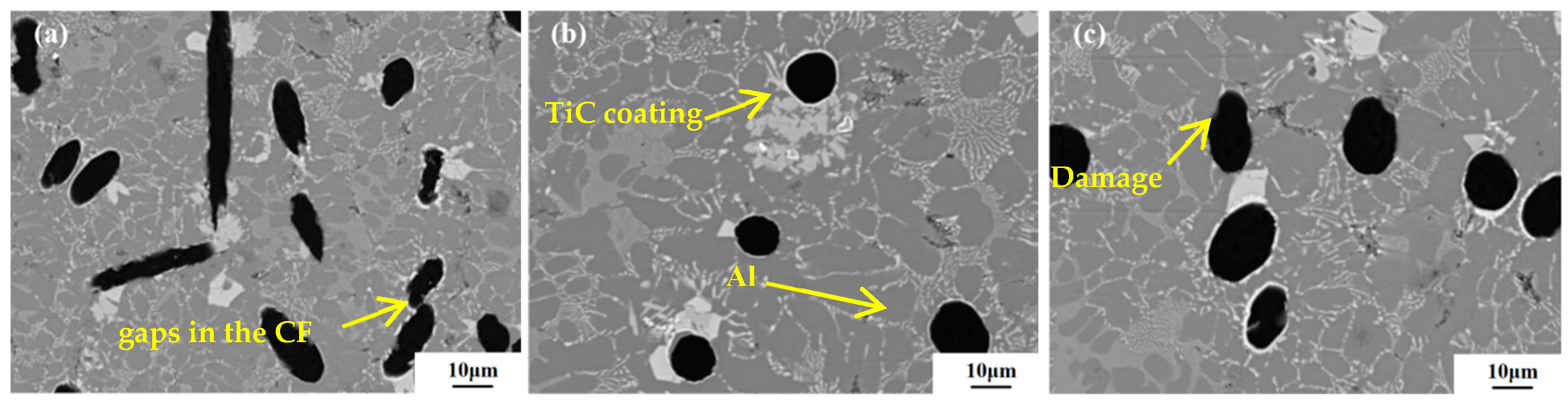
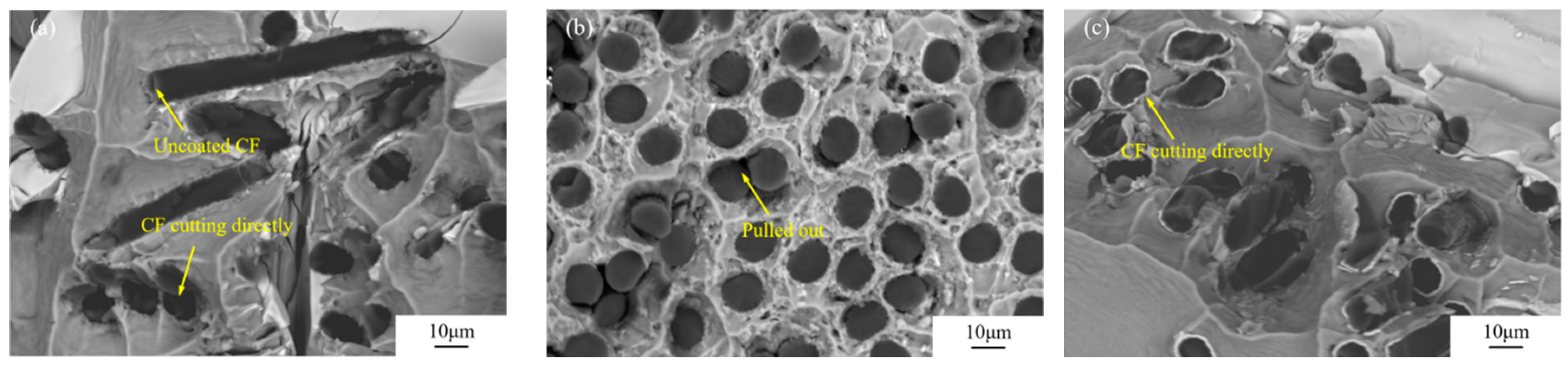
3.2. Microstructure and Analysis of TiC-CF/Al Composite Materials
3.3. Mechanical Properties of TiC-CF/Al Composite Materials
4. Conclusions
- (1)
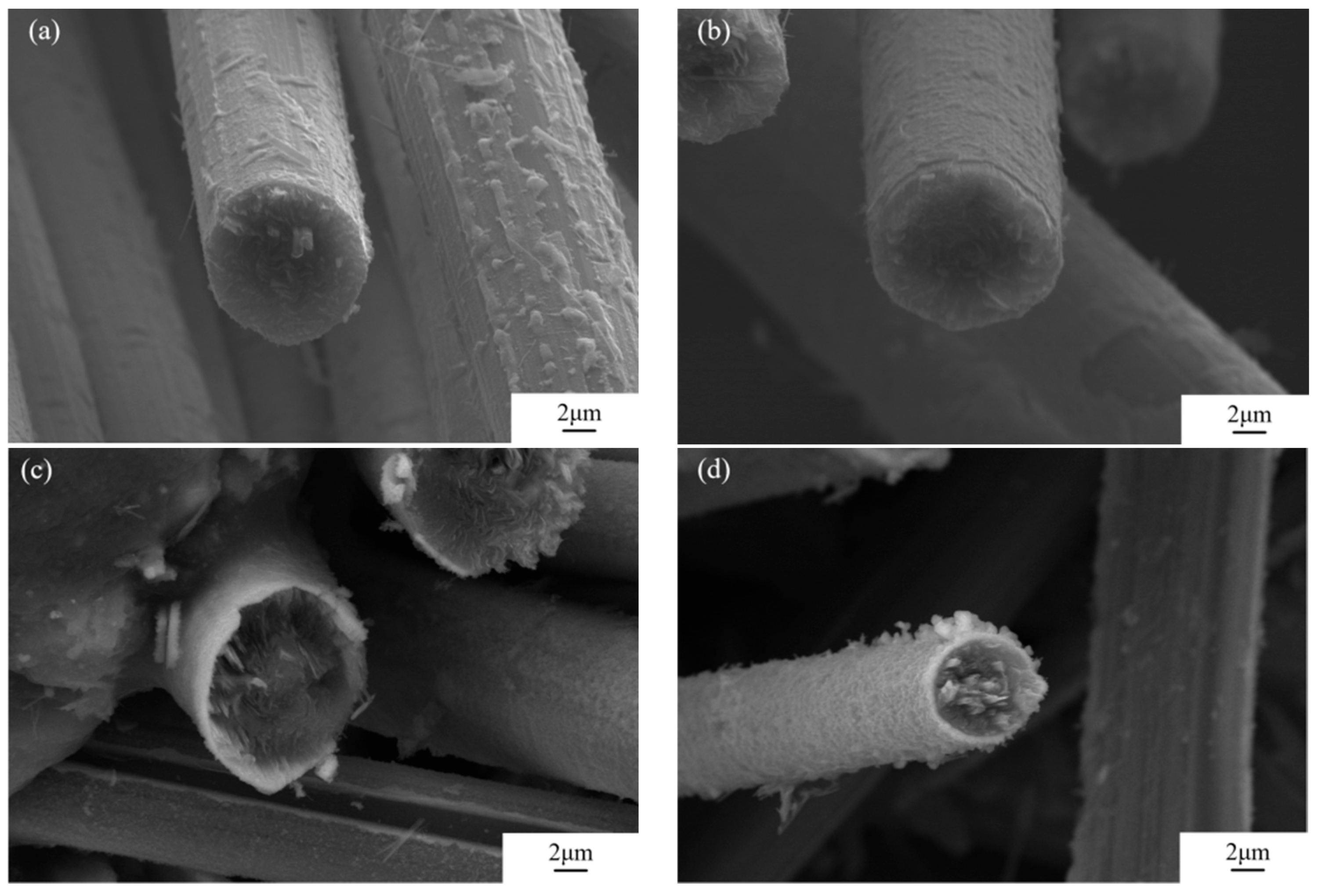
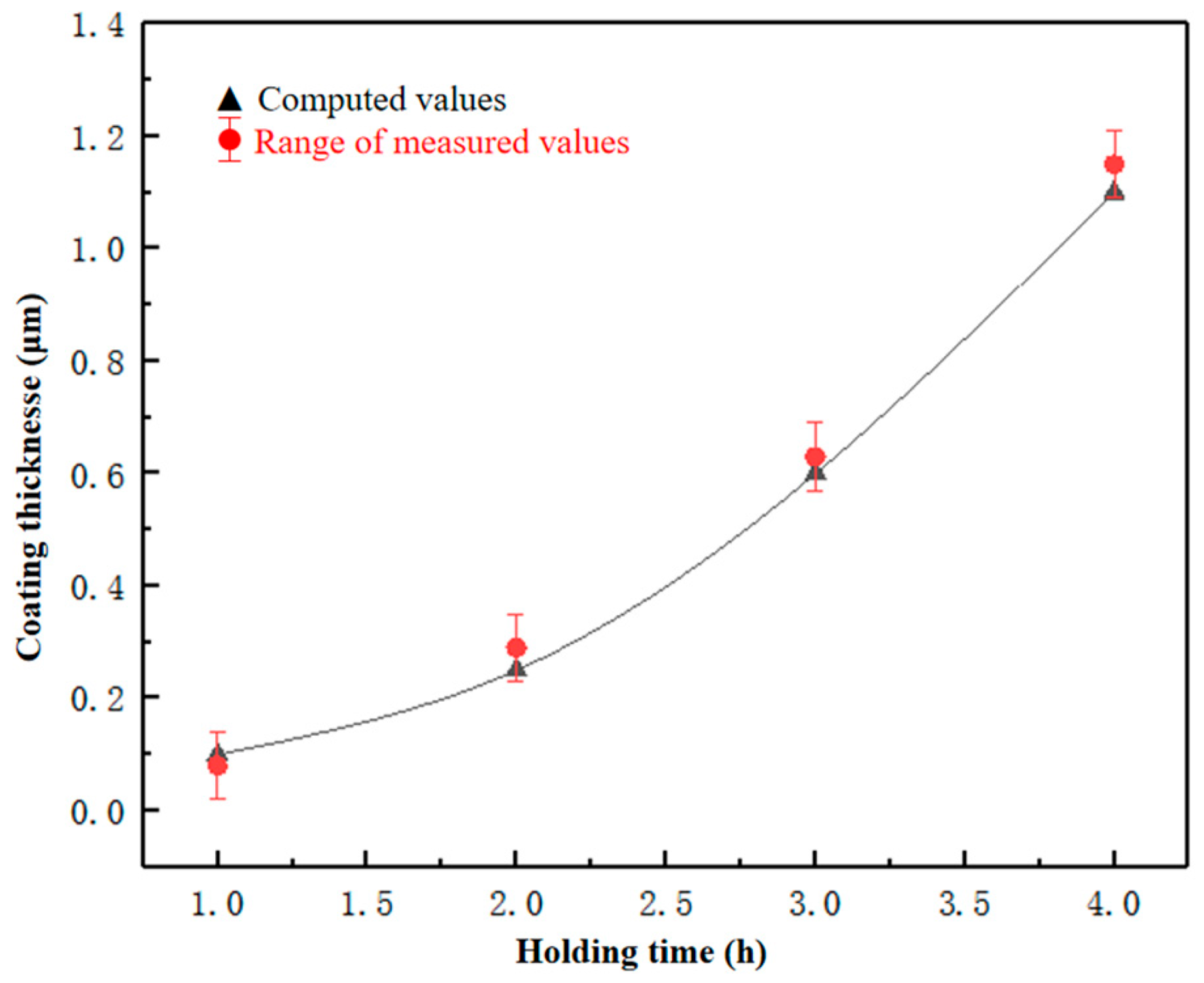
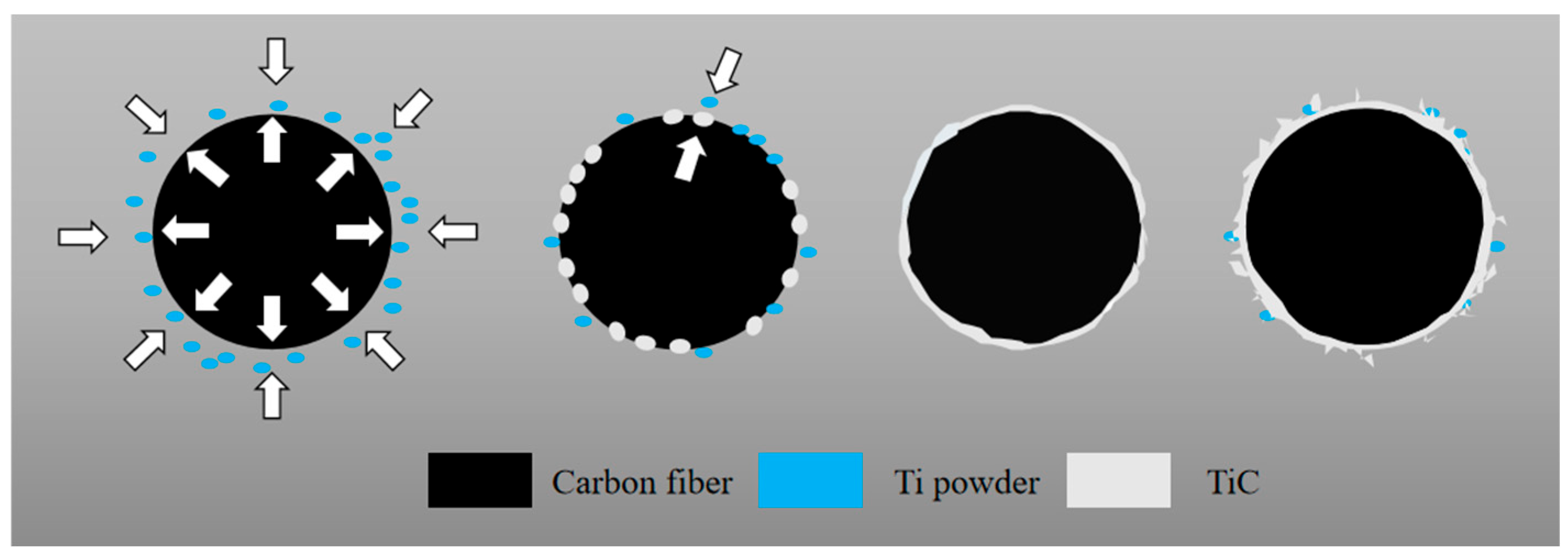
- As the holding time of the molten salt reaction increases from 1 h to 4 h, the thickness of the TiC coating increases and the morphology gradually becomes rougher, and this trend is positively correlated with the increase in the holding time. The coating reaches a fully coated state on the surface after 2 h of holding.
- (2)
- The presence of the intact TiC coating on the surface of the CF can not only effectively improve the wettability between the CF and aluminum melt but also suppress the reaction between the CF and aluminum. However, an excessively thick coating not only reduces the strength of the fibers, due to excessive reactions, but also makes the coating prone to detachment during the preparation process due to stress.
- (3)
- When the holding time is 3 h, the strength of the TiC-CF bonding interface exceeds the tensile strength that the TiC coating can withstand, effectively transferring the load during deformation. The tensile strength reached 103.93 MPa, which is 72.35% higher than the tensile strength of the pure aluminum matrix.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Pawlak, A.M.; Górny, T.; Dopierała, L.; Paczos, P. The Use of CFRP for Structural Reinforcement-Literature Review. Metals 2022, 12, 1470. [Google Scholar] [CrossRef]
- Chakrapani, P.; Suryakumari, T.S.A. Mechanical properties of aluminium metal matrix composites—A review. Mater. Today Proc. 2021, 9, 247. [Google Scholar] [CrossRef]
- Selvamuthukumar, M.; Bobba, S.; Padmanabhan, S.; Satyanarayana, D. Analysis of glass and carbon fiber-reinforced aluminum-sandwiched composites in automotive applications. J. Inst. Eng. (India) Ser. D 2024, 105, 725–731. [Google Scholar] [CrossRef]
- Mirza, H.A.; Lang, L.; Tabasum, M.N.; Meng, Z.; Alexandrov, S.; Jiang, J. An investigation into the forming of fiber metal laminates with different thickness metal skins using hydromechanical deep drawing. Appl. Compos. Mater. 2022, 29, 1349–1365. [Google Scholar] [CrossRef]
- Guo, K.W. Fracture Characteristics of Welded Joints in Aluminum Matrix Composites; Springer: Cham, Switzerland, 2025; pp. 22–62. [Google Scholar]
- Kuang, C.; Zhou, Y.; Zhu, H.; Shi, Q.; Fu, K.; Li, Y. Thermal and mechanical damage to carbon fibre reinforced composites with metallic fasteners under lightning strike. Thin-Walled Struct. 2023, 193, 111280. [Google Scholar] [CrossRef]
- Solazzi, L.; Danzi, N.; Pasinetti, M. Development and design of an innovative and lightweight reconnaissance rover using composite materials. J. Multiscale Model. 2024, 15, 24410003. [Google Scholar] [CrossRef]
- Yang, H.; Chang, M.; Wu, C. Continuous casting preparation process of helical fiber-reinforced metal matrix composites. Metals 2024, 14, 832. [Google Scholar] [CrossRef]
- Tanaka, K.; Aiba, Y. Evaluation of joint strength for CFRPs and aluminum alloys by friction stir spot welding using multi-stage heating. J. Compos. Sci. 2024, 8, 110. [Google Scholar] [CrossRef]
- Li, G.L.; Qu, Y.D.; Zhou, Q.W.; Man, C.; Zhou, S.; Li, R.D. Effect of fiber binding force on the molding of Cf/Al composites. Mater. Res. Express 2019, 6, 105619. [Google Scholar] [CrossRef]
- Nishi, Y.; Sagawa, K.; Faudree, M.C.; Uchida, H.T.; Kanda, M.; Kaneko, S.; Salvia, M.; Matsumura, Y.; Kimura, H. A novel nickel-plated Carbon Fiber insert in Aluminum joints with thermoplastic abs polymer or stainless steel. Materials 2023, 16, 5777. [Google Scholar] [CrossRef]
- Hu, S.F.; Sun, Z.Z.; Shen, F.H.; Deng, J.; Yang, W.P.; Yang, H.K. Carbon fiber breakage mechanism in aluminum(Al)/carbon fibers(CFS) composite sheet during accumulative roll bonding(ARB) process. J. Wuhan Univ. Technol. (Mater. Sci.) 2024, 39, 167–173. [Google Scholar] [CrossRef]
- Liu, T.T.; He, X.B.; Liu, Q.; Ren, S.B.; Kang, Q.P.; Zhang, L.; Qu, X.H. Effect of chromium carbide coating on thermal properties of short graphite fiber/Al composites. J. Mater. Sci. 2014, 49, 6705–6715. [Google Scholar] [CrossRef]
- Urea, A.; Rams, J.; Escalera, M.D. Effect of copper electroless coatings on the interaction between a molten Al-Si-Mg alloy and coated short carbon fibres. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1947–1956. [Google Scholar] [CrossRef]
- Hajjari, E.; Divandari, M.; Mirhabibi, A.R. The effect of applied pressure on fracture surface and tensile properties of nickel coated continuous carbon fiber reinforced aluminum composites fabricated by squeeze casting. Mater. Des. 2010, 31, 2381–2386. [Google Scholar] [CrossRef]
- Gupta, N.; Nguyen, N.Q.; Rohatgi, P.K. Analysis of active cooling through nickel coated carbon fibers in the solidification processing of aluminum matrix composites. Compos. Part. B-Eng. 2011, 42, 916–925. [Google Scholar] [CrossRef]
- Rohatgi, P.K.; Tiwari, V.; Gupta, N. Squeeze infiltration processing of nickel coated carbon fiber reinforced Al-2014 composite. J. Mater. Sci. 2006, 41, 7232–7239. [Google Scholar] [CrossRef]
- Zhou, Q.W.; Li, G.L.; Zhou, Z.; Qu, Y.D.; Li, R.D. Effect of Ni2+ concentration on microstructure and bonding capacity of electroless copper plating on carbon fiber. J. Alloys Compd. 2021, 863, 158467. [Google Scholar] [CrossRef]
- Yang, D.C.; Zhao, X.; Ren, X.W.; Yan, S.L.; Gao, Y.H.; Liu, H.B. Effect of Stress Aging on Strength, Toughness and Corrosion Resistance of Al-10Zn-3Mg-3Cu Alloy. Materials 2025, 18, 181. [Google Scholar] [CrossRef]
- Alten, A.; Erzi, E.; Gürsoy, O.; Agaoglu, G.H.; Dispinar, D.; Orhan, G. Production and mechanical characterization of Ni-coated carbon fibers reinforced Al-6063 alloy matrix composites. J. Alloys Compd. 2019, 787, 543–550. [Google Scholar] [CrossRef]
- Tang, Y.P.; Liu, L.; Li, W.W.; Shen, B.; Hu, W.B. Interface characteristics and mechanical properties of short carbon fibers/Al composites with different coatings. Appl. Surf. Sci. 2009, 255, 4393–4400. [Google Scholar] [CrossRef]
- Si, H.L.; Zhou, Q.W.; Zhou, S.; Zhang, J.; Liu, W.J.; Gao, G.H.; Wang, Z.M.; Hou, P.Q.; Qu, Y.D.; Li, G.L. Effect of interfacial stabilityon microstructure and properties of carbon fiber reinforced aluminum matrix composites. Surf. Interfaces 2023, 38, 102816. [Google Scholar] [CrossRef]
- Xiong, Y.; Wang, W.L.; Ye, Z.; Yang, J.; Zhao, Y.; Huang, J.H. Fabrication and mechanical properties of TiC coated short carbon fiber reinforced Ti5Si3-TiC composites. Mater. Sci. Eng. A 2024, 893, 146135. [Google Scholar] [CrossRef]
- Dong, Z.J.; Li, X.K.; Yuan, G.M.; Cui, Z.W.; Cong, Y.; Westwood, A. Tensile strength, oxidation resistance and wettability of carbon fibers coated with a TiC layer using a molten salt method. Mater. Des. 2013, 50, 156–164. [Google Scholar] [CrossRef]
- Park, S.; Cho, M. Effect of anti-oxidative filler on the interfacial mechanical properties of carbon-carbon composites measured at high temperature. Carbon Int. J. Spons. Am. Carbon Soc. 2000, 38, 1053–1058. [Google Scholar] [CrossRef]
- Behboudi, F.; Kakroudi, M.G.; Vafa, N.P.; Faraji, M.; Milani, S.S. Molten salt synthesis of in-situ TiC coating on graphite flakes. Ceram. Int. 2020, 47, 8161–8168. [Google Scholar] [CrossRef]
- Kjamarani, K.M.; Clark, I.M. Characterization of particle size based on fine and coarse fractions. Powder Technol. 1997, 93, 101–108. [Google Scholar] [CrossRef]
- Li, X.; Dong, Z.; Westwood, A.; Brown, A.; Zhang, S.; Brydson, R.; Nan, L.; Rand, B. Preparation of a titanium carbide coating on carbon fibre using a molten salt method. Carbon 2008, 46, 305–309. [Google Scholar] [CrossRef]
- Nagarjuna, C.; Dewangan, S.K.; Lee, K.; Ahn, B. Mechanical and thermal expansion behaviour of TiC-reinforced CoCrFeMnNi high entropy alloy prepared by mechanical alloying and spark plasma sintering. Powder Metall. 2023, 25, 613–622. [Google Scholar] [CrossRef]
- Nguyen, N.Q.; Peterson, S.D.; Gupta, N.; Rohatgi, P.K. Modeling the effect of active fiber cooling on the microstructure of fiber reinforced metal matrix composites. Metall. Mater. Trans. A 2009, 40, 1911–1922. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, C.; You, Y.; Cheng, W.; Dong, M.; Zhu, Z.; Liu, J.; Xie, W.; Wang, L.; Zhang, X.; et al. Finite element simulations of thermal stress distribution in thermal barrier coatings with different mullite whisker arrangements. Ceram. Int. 2024, 50, 43397–43413. [Google Scholar] [CrossRef]
- Swaffield, D.; Lewis, C.; Eugene, J.; Ingles, J.; Peach, D. Testing of machine wound second generation HTS tape Vacuum Pressure Impregnated coils. J. Phys. Conf. Ser. 2014, 507, 032046. [Google Scholar] [CrossRef]
- Zheng, M.; Zheng, T.; Chen, W.; Qu, D.; Chen, W.; Zhu, Z. Effect of interfacial microstructure on TiAl-Ti3Al biphase alloy was studied via molecular dynamics. Appl. Phys. A 2024, 131, 46. [Google Scholar] [CrossRef]
- Li, G.L.; Zhang, J.; Wang, Z.M.; Zhou, S.; Liu, W.J.; Zhang, W.; Zhang, H.K.; Qu, Y.D. Effect of Ni coating thickness on microstructure and properties of CF/Al composites prepared by vacuum pressure infiltration process. Mater. Sci. Eng. 2024, 222, 113101. [Google Scholar] [CrossRef]
- Sobczak, N.; Sobczak, J.; Seal, S.; Morgiel, J. TEM examination of the effect of titanium on the Al/C interface structure. Mater. Chem. Phys. 2003, 81, 319–322. [Google Scholar] [CrossRef]
- Nygren, G.; Wang, L.; Yang, Q.D.; Karkkainen, R. Microstructural effects on failure modes in highly aligned short carbon fiber composites. Polym. Compos. 2020, 41, 4288–4296. [Google Scholar] [CrossRef]
- Yang, Z.; Wu, T.; Liu, J.; Zhou, L.; Li, S. Interface optimization and mechanical properties of Cu-coated carbon fiber cloth/Titanium alloy composite. Rare Met. Mater. Eng. 2017, 46, 869–875. [Google Scholar]
- Lv, Z.Z.; Wang, J.; Guo, Y.J.; Dong, S.Q.; Sha, J.J.; Cheng, X.P. Effect of Cu coating thickness on carbon fiber surface on microstructure and mechanical properties of carbon fiber reinforced aluminum matrix composites. Mater. Today Commun. 2023, 34, 105424. [Google Scholar] [CrossRef]
- Wu, J.H.; Zhang, C.; Meng, Q.N.; Liu, B.C.; Sun, Y.H.; Wen, M.; Ma, S.M.; He, L.K. Study on tensile properties of carbon fiber reinforced AA7075 composite at high temperatures. Mater. Sci. Eng. A 2021, 825, 141931. [Google Scholar] [CrossRef]
- Chen, B.; Li, S.F.; Imai, H.; Jia, L.; Umeda, J.; Takahashi, M.; Kondoh, K. An approach for homogeneous carbon nanotube dispersion in Al matrix composites. Mater. Des. 2015, 72, 1–8. [Google Scholar] [CrossRef]
- Zhang, Y.L.; Hu, Z.; Yang, B.; Ren, J.; Li, H. Effect of pre-oxidation on the ablation resistance of ZrB2-SiC coating for SiC-coated carbon/carbon composites. Ceram. Int. 2015, 41, 2582–2589. [Google Scholar] [CrossRef]
- Li, F.; Liu, Y.; Qu, C.B.; Xiao, H.M.; Hua, Y.; Sui, G.X.; Fu, S.Y. Enhanced mechanical properties of short carbon fiber reinforced polyethersulfone composites by graphene oxide coating. Polymer 2015, 59, 155–165. [Google Scholar] [CrossRef]
- Zhu, J.W.; Jiang, W.M.; Li, G.Y.; Guan, F.; Yu, Y.; Fan, Z.T. Microstructure and mechanical properties of SiCnp/Al6082 aluminum matrix composites prepared by squeeze casting combined with stir casting. J. Mater. Process. Technol. 2020, 283, 1451. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | Solution Composition |
|---|---|
| Degum | 20 g/L NaOH + 25 g/L Na2CO3 + 20 g/L Na3PO4 + 5 mL/L monoglyceride |
| Roughening treatment | 20 g/L K2CrO7 + 10 mL/L H2SO4 |
| Tensile Strength of TiC-CF/Al Composite Materials (MPa) | ||||
|---|---|---|---|---|
| Experiment | Experiment 1 | Experiment 2 | Experiment 3 | Average |
| Holding time 2 h | 60.32 | 62.67 | 57.91 | 60.30 |
| Holding time 3 h | 89.32 | 88.13 | 87.18 | 88.21 |
| Holding time 4 h | 101.86 | 104.35 | 1105.58 | 103.93 |
| Pure Al | 94.60 | 96.32 | 92.58 | 94.50 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Lan, Y.; Meng, X.; Liu, W.; Li, G. Effect of TiC Coating Thickness on Carbon Fiber Surface on Microstructure and Properties of Aluminum Matrix Composites. Metals 2025, 15, 459. https://doi.org/10.3390/met15040459
Zhang H, Lan Y, Meng X, Liu W, Li G. Effect of TiC Coating Thickness on Carbon Fiber Surface on Microstructure and Properties of Aluminum Matrix Composites. Metals. 2025; 15(4):459. https://doi.org/10.3390/met15040459
Chicago/Turabian StyleZhang, Hongkui, Yipeng Lan, Xiangjia Meng, Wenjie Liu, and Guanglong Li. 2025. "Effect of TiC Coating Thickness on Carbon Fiber Surface on Microstructure and Properties of Aluminum Matrix Composites" Metals 15, no. 4: 459. https://doi.org/10.3390/met15040459
APA StyleZhang, H., Lan, Y., Meng, X., Liu, W., & Li, G. (2025). Effect of TiC Coating Thickness on Carbon Fiber Surface on Microstructure and Properties of Aluminum Matrix Composites. Metals, 15(4), 459. https://doi.org/10.3390/met15040459