
Analysis of Composition, Properties, and Usage Efficiency of Different Commercial Salt Fluxes for Aluminum Alloy Refining


 ,
,  , , ,
, , ,  , , , and
, , , and
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussions
3.1. Phase Composition
3.2. Moisture Content
3.3. Melting Temperature
3.4. Particle Size Distribution
3.5. Melt Refining Efficiency
4. Conclusions
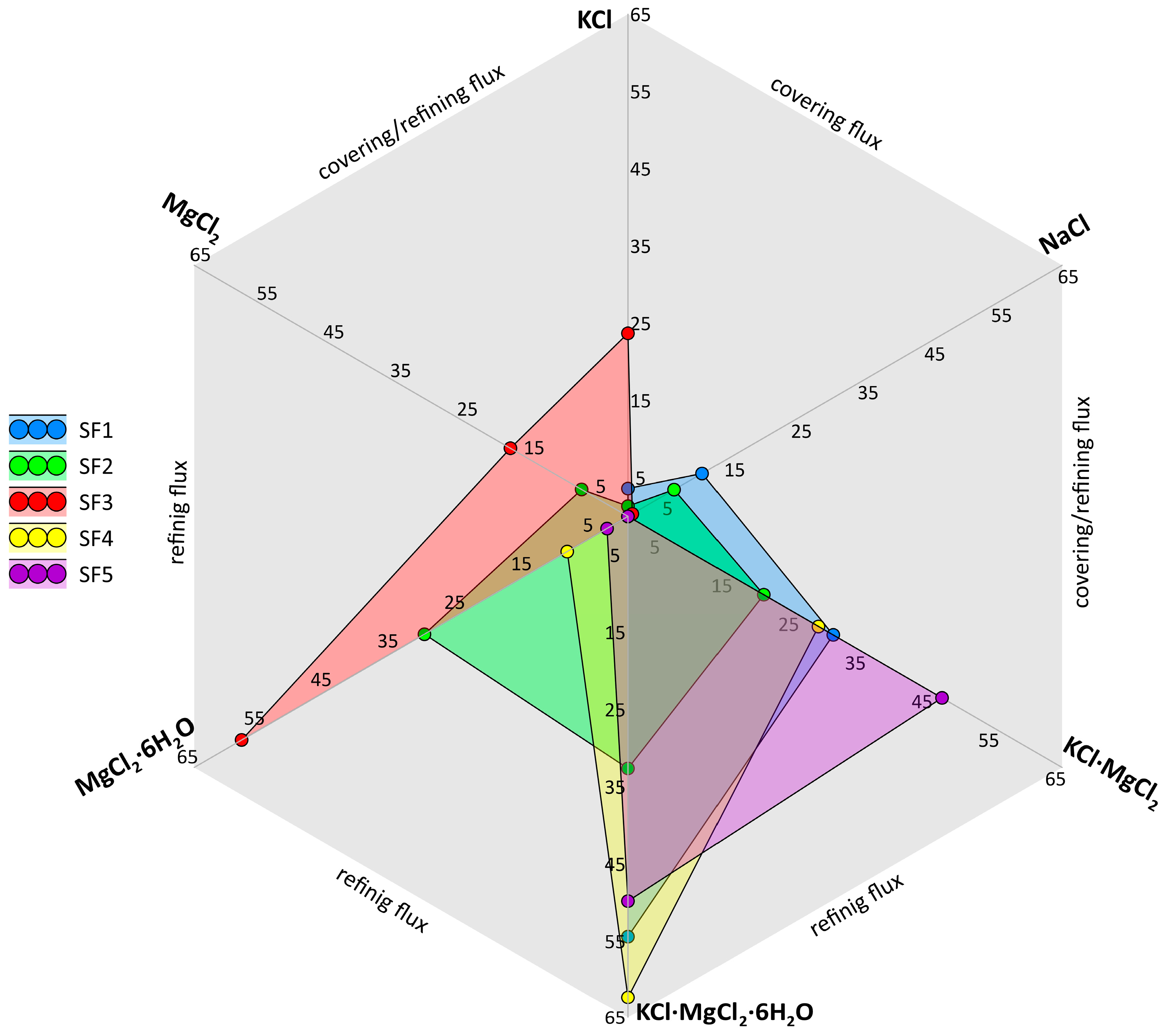
- The obtained XRD patterns give a clear picture of the composition of the studied mixtures, the main components of which are simple and double chlorides of potassium, sodium, and magnesium. According to known functions of separate components, it is established that fluxes SF1, SF2, and SF3 are covering and refining, and fluxes SF4 and SF5 are only refining;
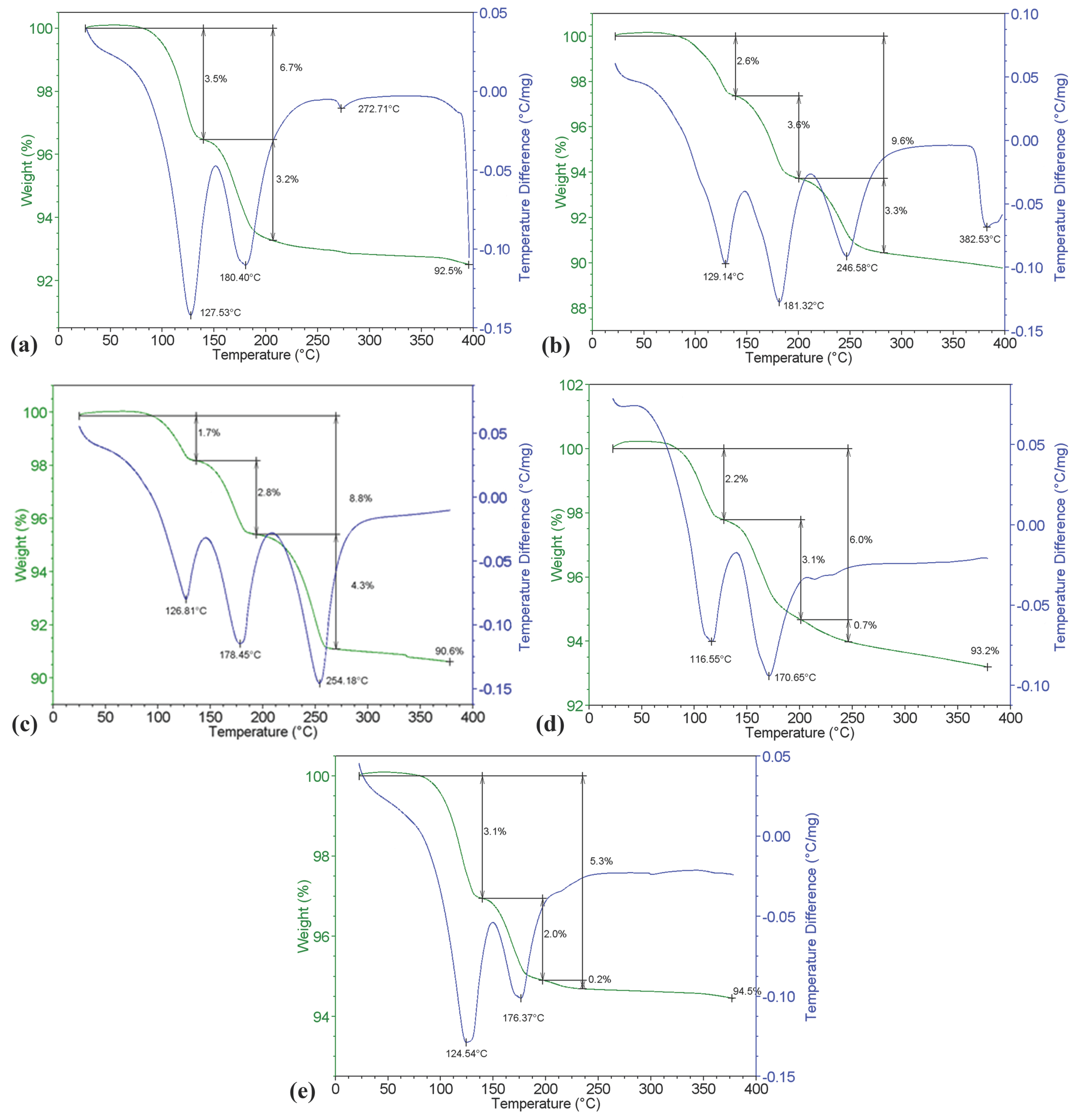
- The fluxes under consideration contain hygroscopic and crystallization moisture and can melt and dissolve in it under heating. For flux SF1, the moisture content was 6.7%; for SF2, 9.6%; for SF3, 8.8%; for SF4, 6%; and for SF5, 5.3%;
- The main sources of moisture are crystalline hydrates KCl·MgCl2·6H2O and MgCl2·6H2O contained in the fluxes in an amount ranging from 3 to 62%;
- The studied fluxes are easy to melt because the calculated melting point (less than 550 °C) and practically measured melting range (less than 530 °C) allow the slag to remain liquid even at significant saturation with oxide inclusions;
- The fluxes SF2, SF4, and SF5 have a uniform fractional distribution with predominantly coarse particles (97% larger than 0.5 mm) and are suitable for industrial applications, whereas the high proportion of fine fractions in SF1 and SF3 (around 90% larger than 0.5 mm) makes them prone to losses during storage and operation;
- According to decreasing refining efficiency, the investigated compositions can be arranged in the following order: SF3, SF4, SF5, SF2, and SF1, which agrees with the known data on the performance of fluxes based on KCl and MgCl2 as applied to Al—Mg alloys.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lehmhus, D. Advances in Metal Casting Technology: A Review of State of the Art, Challenges and Trends—Part I: Changing Markets, Changing Products. Metals 2022, 12, 1959. [Google Scholar] [CrossRef]
- Raabe, D.; Ponge, D.; Uggowitzer, P.J.; Roscher, M.; Paolantonio, M.; Liu, C.; Antrekowitsch, H.; Kozeschnik, E.; Seidmann, D.; Gault, B.; et al. Making sustainable aluminum by recycling scrap: The science of “dirty” alloys. Prog. Mater. Sci. 2022, 128, 100947. [Google Scholar] [CrossRef]
- Statistics—International Aluminium Institute. Available online: https://international-aluminium.org/statistics-overview/ (accessed on 18 March 2025).
- Uzyakov, M.N.; Kolpakov, A.Y.; Porfiriev, B.N.; Galinger, A.A.; Yantovskii, A.A. Materials and energy intensity of the global carbon neutrality. Stud. Russ. Econ. Dev. 2023, 34, 335–341. [Google Scholar] [CrossRef]
- Billy, R.G.; Müller, D.B. Aluminium use in passenger cars poses systemic challenges for recycling and GHG emissions. Resour. Conserv. Recycl. 2022, 190, 106827. [Google Scholar] [CrossRef]
- Li, S.; Yue, X.; Li, Q.; Peng, H.; Dong, B.; Liu, T.; Yang, H.; Fan, J.; Shu, S.; Qiu, F.; et al. Development and applications of aluminum alloys for aerospace industry. J. Mater. Res. Technol. 2023, 27, 944–983. [Google Scholar] [CrossRef]
- Reva, D.; Lisyatnikov, M.; Prusov, E. Mechanical behavior of aluminum matrix composites in the elements of building structures. In Proceedings of the International Conference on Materials Physics, Building Structures and Technologies in Construction, Industrial and Production Engineering (MPCPE), Vladimir, Russia, 26–28 April 2022; pp. 323–331. [Google Scholar] [CrossRef]
- Liu, S.; Zhao, T.; Fu, J.; Zu, Q. Development of Inoculants for Aluminum Alloy: A Review. Materials 2023, 16, 5500. [Google Scholar] [CrossRef]
- Arowosola, A.; Gaustad, G. Estimating increasing diversity and dissipative loss of critical metals in the aluminum automotive sector. Resour. Conserv. Recycl. 2019, 150, 104382. [Google Scholar] [CrossRef]
- Wang, B.; Zhang, Z.; Xu, G.; Zeng, X.; Hu, W.; Matsubae, K. Wrought and cast aluminum flows in China in the context of electric vehicle diffusion and automotive lightweighting. Resour. Conserv. Recycl. 2023, 191, 106877. [Google Scholar] [CrossRef]
- Lütkehaus, H.; Pade, C.; Oswald, M.; Brand, U.; Naegler, T.; Vogt, T. Measuring raw-material criticality of product systems through an economic product importance indicator: A case study of battery-electric vehicles. Int. J. Life Cycle Assess. 2021, 27, 122–137. [Google Scholar] [CrossRef]
- Torta, G.; Ciacci, L.; Vassura, I.; Passarini, F. Exploring mass and economic potentials of rare earth elements recycling from electric vehicles at end-of-life. Miner. Econ. 2024, 37, 573–587. [Google Scholar] [CrossRef]
- Alamdari, H. Aluminium production process: Challenges and opportunities. Metals 2017, 7, 133. [Google Scholar] [CrossRef]
- Curtolo, D.C.; Xiong, N.; Friedrich, S.; Friedrich, B. High- and Ultra-High-Purity Aluminum, A review on technical production methodologies. Metals 2021, 11, 1407. [Google Scholar] [CrossRef]
- Nunes, H.; Emadinia, O.; Soares, R.; Vieira, M.F.; Reis, A. Adding Value to Secondary Aluminum Casting Alloys: A review on Trends and Achievements. Materials 2023, 16, 895. [Google Scholar] [CrossRef]
- Penya, A.F.; Bazhin, V.Y.; Makushin, D.V. Valuable aluminum alloys obtained from secondary metallized raw materials. iPolytech J. 2025, 28, 647–656. [Google Scholar] [CrossRef]
- Capuzzi, S.; Timelli, G. Preparation and melting of scrap in Aluminum Recycling: A review. Metals 2018, 8, 249. [Google Scholar] [CrossRef]
- Nikitin, V.I.; Nikitin, K.V.; Timoshkin, I.Y.; Biktimirov, R.M. Synthesis of Aluminum Alloys from Dispersed Waste Based on Aluminum. Russ. J. Non-Ferr. Met. 2020, 61, 632–640. [Google Scholar] [CrossRef]
- Kawajiri, K.; Kobayashi, M.; Sakamoto, K. Lightweight materials equal lightweight greenhouse gas emissions?: A historical analysis of greenhouse gases of vehicle material substitution. J. Clean. Prod. 2019, 253, 119805. [Google Scholar] [CrossRef]
- Campbell, J.; Tiryakioğlu, M. Fatigue Failure in Engineered Components and How It Can Be Eliminated: Case Studies on the Influence of Bifilms. Metals 2022, 12, 1320. [Google Scholar] [CrossRef]
- Campbell, J. The Mechanisms of Metallurgical Failure; Butterworth–Heinemann: Oxford, UK, 2020; ISBN 978-0-12-822411-3. [Google Scholar] [CrossRef]
- Wu, J.; Djavanroodi, F.; Gode, C.; Attarilar, S.; Ebrahimi, M. Melt refining and purification processes in Al alloys: A comprehensive study. Mater. Res. Express 2022, 9, 032001. [Google Scholar] [CrossRef]
- Lazaro-Nebreda, J.; Patel, J.B.; Lordan, E.; Zhang, Y.; Karakulak, E.; Al-Helal, K.; Scamans, G.M.; Fan, Z. Degassing of aluminum alloy melts by high shear melt conditioning technology: An overview. Metals 2022, 12, 1772. [Google Scholar] [CrossRef]
- Belyaev, S.V.; Partyko, E.G.; Kosovich, A.A.; Baranov, V.N.; Bezrukikh, A.I.; Gubanov, I.Y.; Gorokhov, Y.V.; Koptseva, N.P.; Kirko, V.I.; Lesiv, E.M.; et al. Analysis of plain aluminium saturation with hydrogen while adding different components. ARPN J. Eng. Appl. Sci. 2018, 13, 3251–3256. [Google Scholar]
- Gómez, E.R.; Zenit, R.; Rivera, C.G.; Trápaga, G.; Ramírez-Argáez, M.A. Physical Modeling of Fluid Flow in Ladles of Aluminum Equipped with Impeller and Gas Purging for Degassing. Metall. Mater. Trans. B 2013, 44, 974–983. [Google Scholar] [CrossRef]
- Mastrullo, R.; Mauro, A.W.; Pelella, F.; Viscito, L. Process control and energy saving in the ladle stage of a metal casting process through physics-based and ANN-based modelling approaches. Appl. Therm. Eng. 2024, 248, 123135. [Google Scholar] [CrossRef]
- Abramov, V.O.; Abramova, A.V.; Bayazitov, V.M.; Nikonov, R.V.; Cravotto, G. Pores-free aluminium alloy by efficient degassing ultrasonic treatments. Appl. Acoust. 2021, 184, 108343. [Google Scholar] [CrossRef]
- Liu, G.; Ren, Y.; Ma, W.; Morita, K.; Lei, Y.; Zhan, S.; Lv, G.; Li, S.; Wang, Z.; Li, R. Recent advances and future trend of aluminum alloy melt purification: A review. J. Mater. Res. Technol. 2024, 28, 4647–4662. [Google Scholar] [CrossRef]
- Deev, V.B.; Prusov, E.S.; Kutsenko, A.I. Theoretical and experimental evaluation of the effectiveness of aluminum melt treatment by physical methods. Metall. Ital. 2018, 110, 16–24. [Google Scholar]
- Martínez-Pañeda, E.; Niordson, C.F.; Gangloff, R.P. Strain gradient plasticity-based modeling of hydrogen environment assisted cracking. Acta Mater. 2016, 117, 321–332. [Google Scholar] [CrossRef]
- Baranov, V.N.; Kulikov, B.P.; Partyko, E.G.; Kosovich, A.A. Effect of alloying, modifying and fluxing agents on aluminum hydrogen saturation. Tsvetnye Met. 2021, 7, 45–51. [Google Scholar] [CrossRef]
- Puga, H.; Barbosa, J.; Carneiro, V.H.; Barbosa, F.V.; Teixeira, J.C. Optimizing high-volume ultrasonic melt degassing using synchronized kinematic translation. J. Mater. Res. Technol. 2021, 14, 2832–2844. [Google Scholar] [CrossRef]
- Piękoś, M.; Smorawiński, Z. Introduction of powder fluxes in rotary degassing system towards intensifying refining process of aluminium alloys. Arch. Foundry Eng. 2024, 24, 89. [Google Scholar] [CrossRef]
- Ren, Y.; Chen, H.; Ma, W.; Lei, Y.; Zeng, Y. Purification of aluminium-silicon alloy by electromagnetic directional solidification: Degassing and grain refinement. Sep. Purif. Technol. 2021, 277, 119459. [Google Scholar] [CrossRef]
- Lu, G.-H.; Zhang, Y.; Deng, S.; Wang, T.; Kohyama, M.; Yamamoto, R.; Liu, F.; Horikawa, K.; Kanno, M. Origin of intergranular embrittlement of Al alloys induced by Na and Ca segregation: Grain boundary weakening. Phys. Rev. B 2006, 73, 224115. [Google Scholar] [CrossRef]
- Görner, H.; Engh, T.A.; Syvertsen, M.; Zhang, L.F. Removal of Na and Ca from Aluminum Scrap through Filtration. Mater. Sci. Forum 2007, 546–549, 801–806. [Google Scholar] [CrossRef]
- Glazoff, M.V.; Zolotorevsky, V.S.; Belov, N.A. Casting Aluminum Alloys; Elsevier Science Pub Co.: Amsterdam, The Netherlands, 2007; ISBN 978-0-08-045370-5. [Google Scholar] [CrossRef]
- Williams, E.M.; McCarthy, R.W.; Levy, S.A.; Sigworth, G.K. Removal of Alkali Metals from Aluminum. In Essential Readings in Light Metals; Grandfield, J.F., Eskin, D.G., Eds.; Springer: Cham, Switzerland, 2016; pp. 71–79. ISBN 978-3-319-48576-8. [Google Scholar] [CrossRef]
- Wang, H.; Fu, G.; Cheng, C.; Wang, L. Highly Efficient and Environmental Process for Removing Alkali Metals from Aluminum Melt. Met. Sci. Heat Treat. 2019, 61, 90–95. [Google Scholar] [CrossRef]
- Huang, C.; Liu, Z.; Huang, J.; Liu, Q.; Li, J. Effect of Sodium-Containing fluxes on the residual sodium content and distribution in Al–Mg alloys. Metals 2021, 11, 1591. [Google Scholar] [CrossRef]
- Belov, N.A.; Aksenov, A.A.; Eskin, D.G. Iron in Aluminium Alloys; CRC Press: London, UK, 2002; ISBN 978-0415273527. [Google Scholar] [CrossRef]
- Zhang, L.; Damoah, L.N. Current Technologies for the Removal of Iron from Aluminum Alloys. In Essential Readings in Light Metals; Grandfield, J.F., Eskin, D.G., Eds.; Springer: Cham, Switzerland, 2016; pp. 101–106. ISBN 978-3-319-48576-8. [Google Scholar] [CrossRef]
- Zhang, Y.-B.; Kateryna, S.; Li, T.-J. Effect of ultrasonic treatment on formation of iron-containing intermetallic compounds in Al-Si alloys. China Foundry 2016, 13, 316–321. [Google Scholar] [CrossRef]
- Sun, Y.; Huang, X.; Liu, C.; Zhou, M.; Zhang, X. Impurity iron separation from molten secondary aluminum by pulsed electric current. J. Alloys Compd. 2022, 934, 167903. [Google Scholar] [CrossRef]
- Sanchez, J.M.; Arribas, M.; Galarraga, H.; De Cortazar, M.G.; Ellero, M.; Girot, F. Effects of Mn addittion, cooling rate and holding temperature on the modification and purification of iron-rich compounds in AlSi10MnMg(Fe) alloy. Heliyon 2023, 9, e13005. [Google Scholar] [CrossRef]
- Li, C.; Li, J.-G.; Mao, Y.-Z.; Ji, J.-C. Mechanism to remove oxide inclusions from molten aluminum by solid fluxes refining method. China Foundry 2017, 14, 233–243. [Google Scholar] [CrossRef]
- Voigt, C.; Hubálková, J.; Bergin, A.; Fritzsch, R.; Aune, R.; Aneziris, C.G. Overview of the possibilities and limitations of the characterization of ceramic foam filters for metal melt filtration. In Light Metals 2021; Perander, L., Ed.; Springer: Cham, Switzerland, 2021; pp. 785–793. ISBN 978-3-030-65395-8. [Google Scholar] [CrossRef]
- Li, Y.; Wang, C.; Mi, G. Influence of cleaning modes on the microstructure and performance of 5083 alloy substrate. J. Mech. Sci. Technol. 2021, 35, 3943–3949. [Google Scholar] [CrossRef]
- Gyarmati, G.; Vincze, F.; Fegyverneki, G.; Kéri, Z.; Mende, T.; Molnár, D. The Effect of Rotary Degassing Treatments with Different Purging Gases on the Double Oxide- and Nitride Film Content of Liquid Aluminum Alloys. Metall. Mater. Trans. B 2022, 53, 1244–1257. [Google Scholar] [CrossRef]
- Dai, Y.; Voigt, C.; Storti, E.; Hubálková, J.; Gehre, P.; Liang, X.; Yan, W.; Li, Y.; Aneziris, C.G. Open-cell ceramic foam filters for melt filtration: Processing, characterization, improvement and application. J. Mater. Res. Technol. 2024, 32, 3402–3422. [Google Scholar] [CrossRef]
- Liu, C.; Hu, Z.L.; Zeng, J.M. Removal of impurities in aluminum by uses of fluxes. Adv. Mat. Res. 2012, 509, 152–155. [Google Scholar] [CrossRef]
- Utigard, T.A.; Roy, R.R.; Friesen, K. The roles of molten salts in the treatment of aluminum. Can. Metall. Quart. 2001, 40, 327–334. [Google Scholar] [CrossRef]
- Tenorio, J.A.S.; Carboni, M.C.; Espinosa, D.C.R. Recycling of aluminum–effect of fluoride additions on the salt viscosity and on the alumina dissolution. J. Light Met. 2001, 1, 195–198. [Google Scholar] [CrossRef]
- Shi, M.; Li, Y. Performance Improvement in Aluminum Alloy Treated by Salt Flux with Different Fluorides. J. Mater. Eng. Perform. 2022, 32, 3065–3072. [Google Scholar] [CrossRef]
- Milani, V.; Timelli, G. Solid salt fluxes for Molten Aluminum Processing—A review. Metals 2023, 13, 832. [Google Scholar] [CrossRef]
- Wan, B.; Li, W.; Liu, F.; Lu, T.; Jin, S.; Wang, K.; Yi, A.; Tian, J.; Chen, W. Determination of fluoride component in the multifunctional refining flux used for recycling aluminum scrap. J. Mater. Res. Technol. 2020, 9, 3447–3459. [Google Scholar] [CrossRef]
- Zhang, G.; Lu, W.; Wu, X.; Yang, B.; Tan, Y.; Xu, Z.; Tang, H.; Zeng, J.; Wang, J. A new strategy on designing fluxes for aluminum alloy melt refinement. Materials 2023, 16, 2322. [Google Scholar] [CrossRef]
- Aydogan, F.; Dizdar, K.C.; Sahin, H.; Mentese, E.; Dispinar, D. Mechanical property comparison of AL11Si wheels grain refined by Ti, Nb and MTS. Arch. Foundry Eng. 2022, 22, 14–18. [Google Scholar] [CrossRef]
- Aydogan, F.; Dizdar, K.C.; Sahin, H.; Mentese, E.; Dispinar, D. Weibull analysis evaluation of Ti, B, Nb and MTS grain refined Al11Si alloy. Mater. Chem. Phys. 2022, 287, 126264. [Google Scholar] [CrossRef]
- Kulikov, B.P.; Baranov, V.N.; Partyko, E.G.; Kostin, I.V.; Yur’ev, P.O.; Yanov, V.V. Comparative Studies into Composition and Properties of FPR-23 and Biomag Covering and Degassing Fluxes. Metallurgist 2022, 66, 290–298. [Google Scholar] [CrossRef]
- Bogdanova, T.A.; Merkulova, G.A.; Gilmanshina, T.R.; Kosovich, A.A.; Lytkina, S.I.; Cheglakov, A.V.; Antonov, M.M. Comparative evaluation of methods for determination of hydrogen and non-metallic inclusions content in aluminum alloys. ARPN J. Eng. Appl. Sci. 2021, 16, 355–360. [Google Scholar]
- Utigard, T.A. The properties and uses of fluxes in molten aluminum processing. JOM 1998, 50, 38–43. [Google Scholar] [CrossRef]
- Janz, G.J. Thermodynamic and Transport Properties for Molten Salts: Correlated Equations for Critically Evaluated Density, Surface Tension, Electrical Conductance, and Viscosity Data. J. Phys. Chem. Ref. Data 1988, 17, 311. [Google Scholar]
- Law, J.; Rennie, R. (Eds.) A Dictionary of Chemistry, 8th ed.; Oxford University Press: Oxford, UK, 2020; ISBN 9780198841227. [Google Scholar] [CrossRef]
- Teterin, V.; Mikhajlov, E.; Shundikov, N.; Arteev, A.; Elin, S.; Bezdolja, I. Method of Flux Production for Melting and Refining of Magnesium or Its Alloys. RU Patent 2492252, 10 September 2013. [Google Scholar]
- Frolov, V.; Zajtsev, A.; Kulikov, B. Halogen-Containing Flux Preparation Method for the Aluminium and Its Alloys Processing. RU Patent 2657680, 14 June 2018. [Google Scholar]
- Tremblay, S.; Desrosiers, L.; Levesque, D. Use of a Tertiary Salt Flux of NaCl, KCl, and MgCl2 for the Purification of Aluminium or Aluminium Alloys, and Method Thereof. U.S. Patent 2012/0017726, 26 January 2012. [Google Scholar]
- Villada, C.; Ding, W.; Bonk, A.; Bauer, T. Engineering molten MgCl2–KCl–NaCl salt for high-temperature thermal energy storage: Review on salt properties and corrosion control strategies. Sol. Energ. Mat. Sol. Cells 2021, 232, 111344. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Impurities | Origins | Issues | Countermeasures | Ref. |
|---|---|---|---|---|
| H2 | Interaction of melt with atmosphere, combustion products; moisture of unprepared charge materials, lining, tools; turbulent flow of melt | Gas porosity; reduction of mechanical properties | Fluxing; thermal and temporal treatment; ultrasonic treatment; flotation (degassing with inert or active gases); vacuuming; electromagnetic treatment | [27,28,29,30,31,32,33,34] |
| Na | Low-grade charge; impurities in master alloys; interaction of melt with lining | Formation of undesirable inclusions; reduction of casting properties, machinability; increased tendency to cracking | Fluxing; flotation (active gas purging) | [35,36,37,38,39,40] |
| Ca | ||||
| Fe | Low-grade charge; impurities in master alloys; tool erosion | Reduction of casting and mechanical properties | Sedimentation; electric pulse treatment; compensation of influence by additional alloying; ultrasonic treatment | [41,42,43,44,45] |
| Al2O3, MgO, MgAl2O4, AlN, SiO2 | Interaction of melt with atmosphere, lining | Reduction of mechanical properties, corrosion resistance, machinability | Fluxing; filtration; flotation (active gas purging) | [46,47,48,49,50] |
| Mg | Mn | Fe | Cr | Zr | Si | Sc | Al |
|---|---|---|---|---|---|---|---|
| 4.95 ± 0.5 | 0.6 ± 0.10 | 0.15 ± 0.02 | 0.15 ± 0.02 | 0.11 ± 0.04 | 0.11 ± 0.04 | 0.10 ± 0.02 | Bal. |
| Chemical Formula | Chemical Composition (wt.%) | Melting Point (°C) | Solid Density (g/cm3) | Liquid Density (g/cm3) | Comment | |
|---|---|---|---|---|---|---|
| KCl | K | 52.44 | 770 | 1.984 | 1.527 | Hygroscopic salt. Increases fluidity. Acts as a covering component. |
| Cl | 47.56 | |||||
| NaCl | Na | 39.34 | 801 | 2.165 | 1.556 | Increases fluidity. At high concentrations increases the melting point of the flux. Acts as a covering component. |
| Cl | 60.66 | |||||
| KMgCl3 (KCl·MgCl2) | K | 23.21 | 485 | 2.260 | 1.650 | Reduces flux melting point, increases viscosity. Acts as a refining component. |
| Mg | 14.29 | |||||
| Cl | 62.50 | |||||
| KMgCl3·6H2O (KCl·MgCl2·6H2O) | K | 14.07 | – | 1.600 | – | Hydrated potassium and magnesium chloride melts when heated and dissolves in its own crystallization moisture. |
| Mg | 8.750 | |||||
| Cl | 38.28 | |||||
| H | 4.350 | |||||
| O | 34.55 | |||||
| MgCl2 | Mg | 25.53 | 714 | 2.320 | 1.680 | Hygroscopic salt. Reduces flux melting point, increases fluidity. Acts as a refining component. |
| Cl | 74.47 | |||||
| MgCl2·6H2O | Mg | 11.96 | 117 | 1.569 | – | Hydrated magnesium chloride cracks when heated and emits water vapor and HCl. |
| Cl | 34.88 | |||||
| H | 5.950 | |||||
| O | 47.22 | |||||
| CaF2 | Ca | 51.33 | 1423 | 3.180 | 2.520 | Increases wettability. Acts as a refining additive. |
| F | 48.67 | |||||
| Flux | Calculated Composition in Dehydrated State (wt.%) | Calculated Liquid Density (g/cm3) | Molten Alloy Density (g/cm3) | ||||
|---|---|---|---|---|---|---|---|
| KCl | NaCl | MgCl2 | KCl·MgCl2 | CaF2 | |||
| SF1 | 4.580 | 14.12 | – | 81.30 | – | 1.568 | 2.400 |
| SF2 | 1.860 | 9.740 | 29.91 | 56.74 | 1.750 | 1.663 | |
| SF3 | 34.30 | 0.940 | 64.76 | – | – | 1.626 | |
| SF4 | – | – | 6.000 | 94.00 | – | 1.652 | |
| SF5 | – | – | 1.900 | 98.10 | – | 1.651 | |
| Flux | Na (ppm) | Ca (ppm) | H2 (cm3/100 g) | |||
|---|---|---|---|---|---|---|
| Before | After | Before | After | Before | After | |
| SF1 | 2.30 | <1.00 | 3.00 | <1.00 | 0.20 | 0.16 |
| SF2 | 4.10 | 3.10 | 13.0 | 2.70 | 0.27 | 0.22 |
| SF3 | 9.00 | 1.00 | 50.0 | <1.00 | 0.25 | 0.13 |
| SF4 | 55.0 | <1.00 | 1.60 | 1.20 | 0.22 | 0.13 |
| SF5 | 28.0 | 1.90 | 24.0 | 2.10 | 0.21 | 0.18 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kulikov, B.; Partyko, E.; Kosovich, A.; Yuryev, P.; Mansurov, Y.; Stepanenko, N.; Baykovskiy, Y.; Bozhko, D.; Durnopyanov, A.; Dombrovskiy, N.; et al. Analysis of Composition, Properties, and Usage Efficiency of Different Commercial Salt Fluxes for Aluminum Alloy Refining. Metals 2025, 15, 448. https://doi.org/10.3390/met15040448
Kulikov B, Partyko E, Kosovich A, Yuryev P, Mansurov Y, Stepanenko N, Baykovskiy Y, Bozhko D, Durnopyanov A, Dombrovskiy N, et al. Analysis of Composition, Properties, and Usage Efficiency of Different Commercial Salt Fluxes for Aluminum Alloy Refining. Metals. 2025; 15(4):448. https://doi.org/10.3390/met15040448
Chicago/Turabian StyleKulikov, Boris, Evgeniy Partyko, Aleksandr Kosovich, Pavel Yuryev, Yulbarskhon Mansurov, Nikita Stepanenko, Yuriy Baykovskiy, Dmitry Bozhko, Alexander Durnopyanov, Nikolay Dombrovskiy, and et al. 2025. "Analysis of Composition, Properties, and Usage Efficiency of Different Commercial Salt Fluxes for Aluminum Alloy Refining" Metals 15, no. 4: 448. https://doi.org/10.3390/met15040448
APA StyleKulikov, B., Partyko, E., Kosovich, A., Yuryev, P., Mansurov, Y., Stepanenko, N., Baykovskiy, Y., Bozhko, D., Durnopyanov, A., Dombrovskiy, N., & Baranov, M. (2025). Analysis of Composition, Properties, and Usage Efficiency of Different Commercial Salt Fluxes for Aluminum Alloy Refining. Metals, 15(4), 448. https://doi.org/10.3390/met15040448