Abstract
In situ particle reinforced aluminum matrix composites have become an important development in the field of materials science due to their unique reinforced structure design and excellent mechanical properties. In this paper, in situ Al2O3 and AlSi3Ti2 particle reinforced Al12Si matrix composites were prepared via powder metallurgy. The microstructure and mechanical properties of the composites were analyzed systematically. With the increase in TiO2 content, the grain size of the composites was refined, resulting in the composites exhibiting higher strength. The in situ generated AlSi3Ti2 phase has a higher Young’s modulus of elasticity compared to the Si phase. The in situ formed nano-Al2O3 and micrometer AlSi3Ti2 formed a strong interfacial bonding with the matrix, which ensured a good reinforcement effect. At the same time, the introduction of reinforced particles also changed the texture characteristics of extruded Al12Si, from <001>∥ED of Al12Si to <111>∥ED of composite. As a result, the strength of the Al12Si–7TiO2 composite was 330 MPa, which is a 120% enhancement compared with that of the matrix. The hardness reached 107 HV, an increase of 80% compared to the matrix. This study can provide a reference value for the design of new multi-particle hybrid reinforced composites to enhance the material properties.
1. Introduction
Al–Si alloys have been the focus of significant attention in the aerospace and automotive industries due to their advantageous properties, including a low density, low coefficient of thermal expansion, and high thermal conductivity [1,2,3]. Nonetheless, issues such as a low hardness and inadequate strength restrict their widespread use in industrial applications. To address these challenges, incorporating ceramic particles or intermetallic compounds is commonly utilized to improve the mechanical properties of the materials. The most commonly used reinforcement particles are Al2O3 [4], SiC [5], and TiC [6]. Among these, Al2O3 particles possess attributes like a low density, high modulus of elasticity, and outstanding chemical stability, which can greatly improve the mechanical properties of aluminum alloys [7]. Additionally, intermetallic compound phases that are rich in zirconium, titanium, and nickel, such as ZrAl3 and TiAl3, have been recognized for their high thermal stability [8,9]. As a result, these phases have attracted considerable interest in recent years.
The binary and ternary intermetallic compounds formed by the addition of Ti to Al-Si alloys have attracted significant attention from researchers due to their high hardness, good chemical stability, and excellent wear resistance [10,11]. Ternary intermetallic compounds in the Al-Si-Ti system have been reported to exhibit complex multiphase characteristics. Currently, numerous researchers have calculated and updated various ternary Al-Si-Ti phase diagrams, with Ti–Al typically studied through thermodynamic calculations. In the Al-rich region of the ternary Al-Si-Ti system, three types of intermetallic compounds may exist [12]: The Ti(Al,Si)3 phase: up to 15 at.% of Al can be replaced by Si in the lattice structure of TiAl3. The τ1 phase: typically represented as Ti7Al5Si12, this phase is stable below 900 °C and contains up to 42 at.% Si. The τ2 phase: usually denoted as Ti(Al,Si)2, this phase forms when 38 at.% to 46 at.% Si is substituted by Al in the lattice structure of TiSi2. Gao et al. [13] prepared Al–Si–Ti alloys with varying Si contents using fusion casting. In these alloys, the ternary intermetallic compounds transitioned from Ti(Al1−xSix)3 to Ti7Al5Si12 at a Si content of 14 wt.%, while the (Al, Si, Ti) phase enhanced the hardness and strength of the material. However, the preparation of (Al, Si, Ti) phase-reinforced Al–Si alloys via powder metallurgy has been less frequently reported, and the microstructure of these intermetallic compounds has not yet been characterized in detail.
According to the reinforcement preparation method, Al matrix composites are classified into in situ and ex situ reinforced composites [14]. The ex situ method enables precise control over the content and size of the particles, but the low wettability of the particle–matrix interface hinders enhancement of mechanical properties [15,16]. In contrast, the interface between the in situ generated particles and the matrix is clear and well-defined. Furthermore, the distribution and size of these in situ particles within the composites can be precisely controlled by appropriately adjusting certain parameters.
In general, in situ single reinforcer particles are easier to control in the reaction generation process [17]. However, as industrial demand for material performance increases, a single reinforcing phase is no longer adequate to fulfill these requirements. Consequently, the phenomenon where multi-scale and multi-phase particles demonstrate synergistic reinforcing effects in aluminum matrix composites has attracted considerable interest [18]. For example, Bian et al. created multiscale reinforced particles, including micron-sized (Al, Zr, Si), Al12Mo, and nano-Al2O3, by incorporating ZrO2 and MoSi2 particles. This approach led to simultaneous enhancements in the tensile strength, hardness, and high-temperature properties of aluminum matrix composites [19]. Chao et al. prepared micron TiAl3 and nano-Al2O3 reinforced 2024 Al matrix composites [20]. It is believed that micron and sub-micron particles contribute to dislocation strengthening, thereby enhancing the material’s hardness, while nanoscale particles provide fine grain strengthening and Orowan dispersion strengthening [21]. These mechanisms are advantageous for increasing the tensile strength of the material.
In this study, aluminum matrix composites reinforced with nano-Al2O3 particles and micron-sized AlSi3Ti2 particles were prepared through an in situ reaction of the Al-Si-TiO2 system. The structural properties of these composites were characterized, and their associated strengthening mechanisms were examined and discussed. This study can provide a valuable reference for the research of aluminum matrix composites.
2. Experimental
2.1. Materials
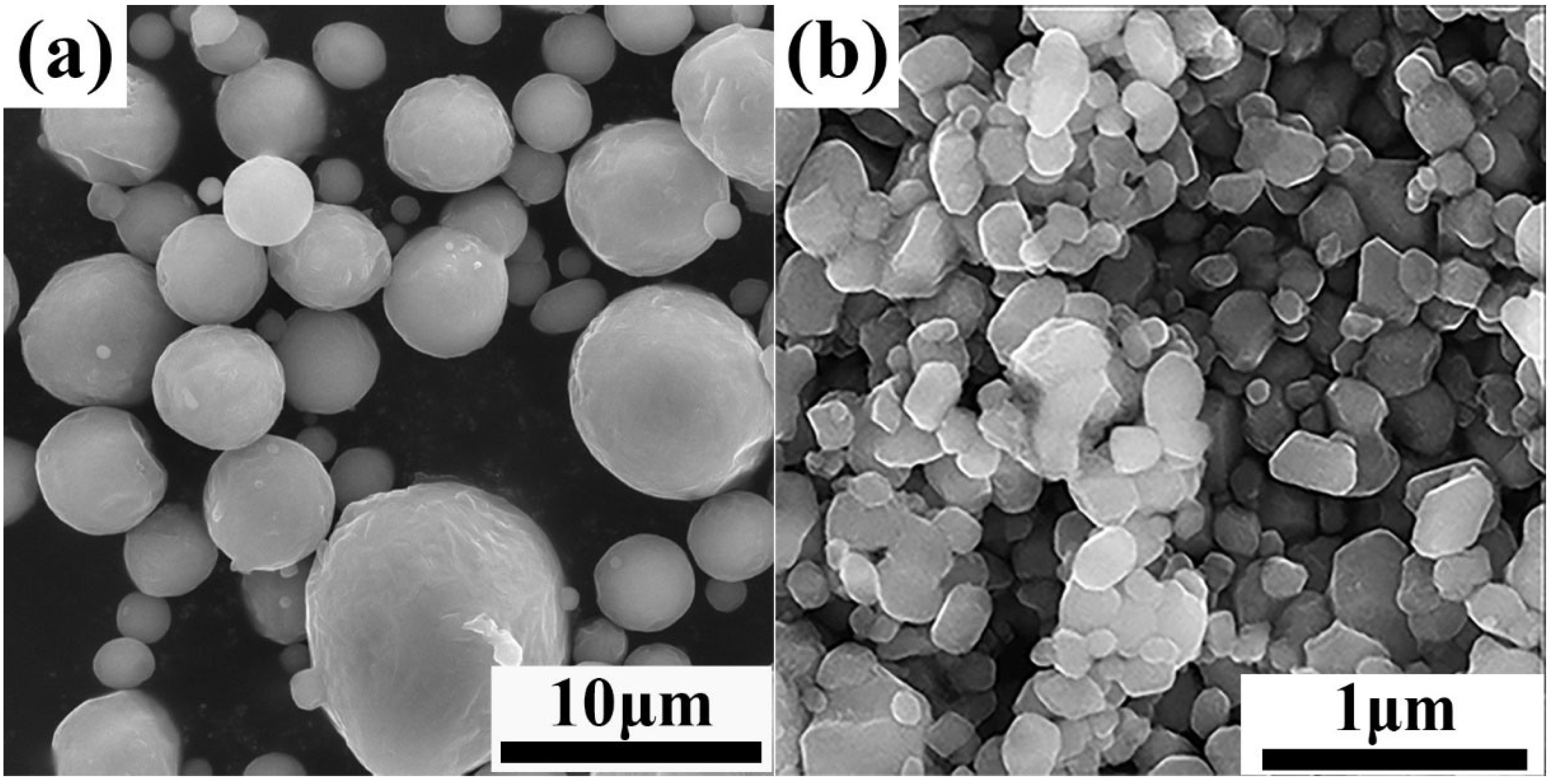
The raw materials utilized in this experiment included the following: Al12Si powder (99.7% purity, approximately 13 μm; unless otherwise specified, all components in this paper are expressed as mass fractions) and TiO2 powder (99% purity, approximately 0.5 μm), with the morphology presented in Figure 1. The Al12Si powder was purchased from Changsha TIJO Metal Materials Co., Ltd. (Changsha, China). The TiO2 powder was purchased from MACKLIN (Shanghai, China).
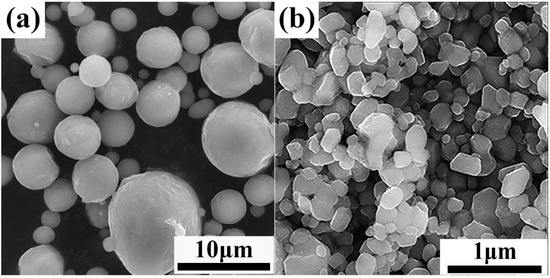
Figure 1.
The SEM images of experimental raw materials: (a) Al12Si powder; (b) TiO2 powder.
2.2. Composite Fabrication
The material preparation process was as follows: Firstly, the initial mixture (consisting of Al12Si and TiO2 particles with TiO2 content of 0 wt.%, 3 wt.% and 7 wt.%, respectively, and the remainder being Al12Si, with a total weight of 20 g) was subjected to ball milling under argon gas protection. The ball milling process was divided into two stages: first at 200 rpm for 4 h, and then at 300 rpm for 6 h. The ball material ratio was set at 10:1. Stainless steel balls with a diameter of 5 mm were used as grinding media. During the ball milling, 1 wt.% n-heptane was added as a process control agent (ball mill model PMQM, Guangzhou Rurui Tech Co., Ltd., Guangzhou, China). Then the powder mixture was cold pressed at 600 MPa for 0.5 h to produce cylindrical blanks with a diameter of 30 mm. During the cold pressing, zinc stearate was used as a lubricant to reduce the friction between the powder and the mold, ensuring a smooth forming process. The cold-pressed blanks were then sintered in a vacuum environment at a temperature of 650 °C for 40 min. Finally, the sintered billets were hot extruded at a temperature of 490 °C with an extrusion ratio of 25:1. Through the above process, three composites were ultimately prepared: pure Al12Si, Al12Si–3TiO2, and Al12Si–7TiO2.
2.3. Materials Characterization
The phase and elemental analyses of the composites were conducted using energy dispersive spectroscopy (EDS) and X-ray diffraction (XRD) with a MiniFlex600 (Rigaku Corporation, Tokyo, Japan) equipped with a copper target. Field Emission Scanning Electron Microscopy (FESEM, ZEISS/Gemini 300, Carl Zeiss AG, Oberkochen, Germany) was employed to examine the morphologies of the microstructures of both the raw materials and the composites, as well as to analyze the phase distribution and the fracture morphology of the tensile specimens. The composites were characterized by electron backscattering diffraction (EBSD, voltage, current and beam step of 20 kV, 3.2 nA, and 0.12 μm, respectively). The microstructure of the composites was characterized using high-resolution transmission electron microscopy (HRTEM, Tecnai G2 F30 S-TWIN, FEI, Hillsboro, OR, USA) operated at an accelerating voltage of 200 kV. Samples were cut from the bars along the extrusion direction and subjected to room temperature tensile tests using a SLFL—100 kN universal electronic testing machine at a strain rate of 0.36 mm/s. Each sample was tested at least three times to ensure accuracy in the results. The microhardness of the composites was evaluated using a Vickers hardness tester (HVST-1000, Shanghai Johoyd Instrument Manufacture Co., Ltd., Shanghai, China). Each reported hardness value represents the average of 10 measurements. The hardness of the AlSi3Ti2 and Si phases was tested using a Bruker Hysitron TI980 instrument (Bruker Corporation, Billerica, MA, USA) equipped with a Berkovich indenter. The strain rate is 0.05 s−1 in continuous stiffness measurement mode.
3. Results and Discussion
3.1. Structure Characterization of Composites
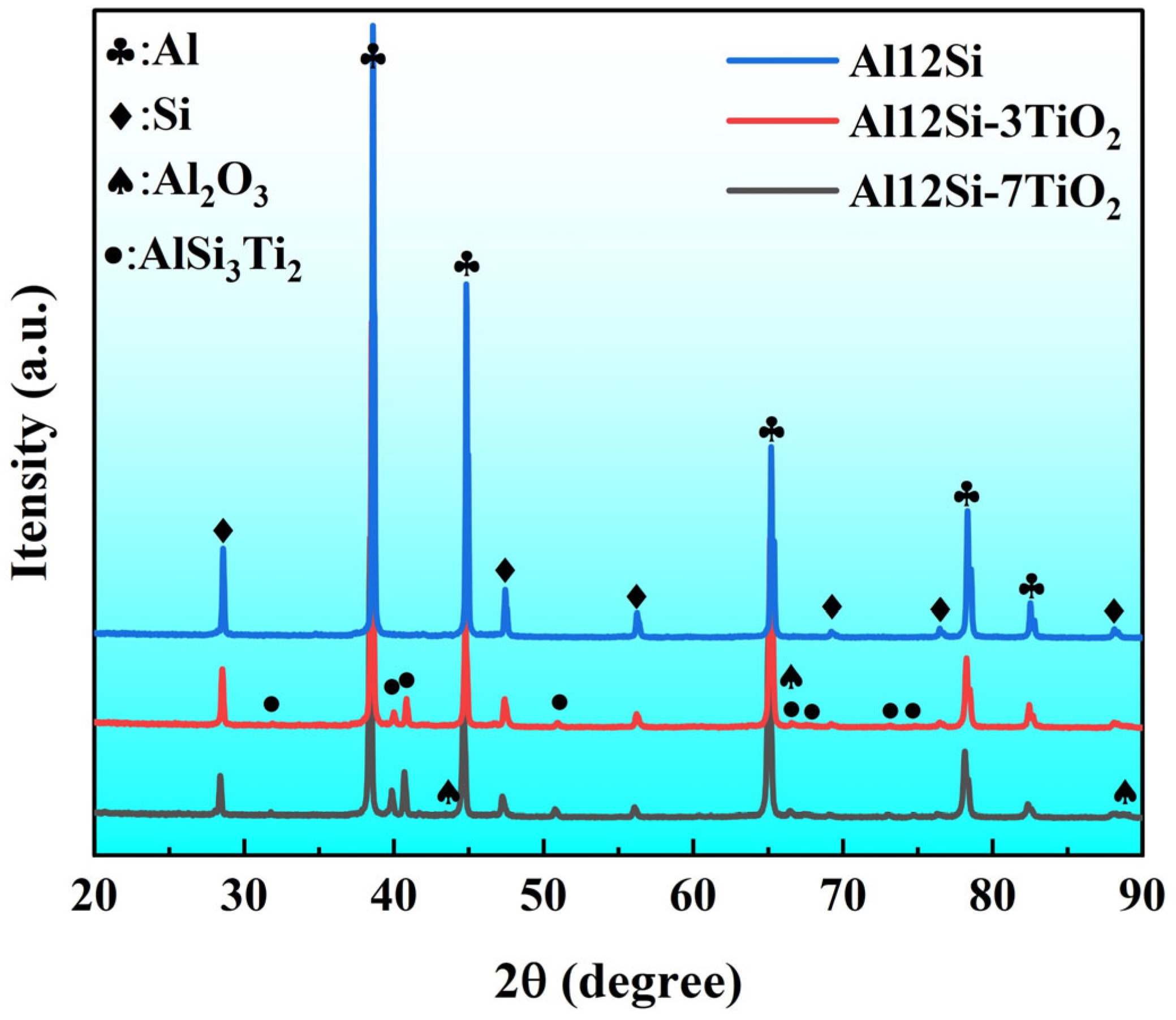
Figure 2 shows the XRD pattern of the composites with different TiO2 contents. The matrix Al12Si contains only diffraction peaks for the Al and Si phases. The diffraction peaks of Al2O3 and (Al, Si, Ti) ternary intermetallic compound phases are present in samples with 3% and 7% TiO2 addition, and the diffraction peaks of Al2O3 and (Al, Si, Ti) are enhanced with the increase of TiO2 content. A review of the literature and PDF cards shows that the intermetallic compound phase is the AlSi3Ti2 phase [22]. Meanwhile, the powder metallurgy in situ synthesized (Al, Si, Ti) intermetallic compounds exhibit a single-phase structure. The intermetallic compounds obtained through the fusion casting process in previous studies are Ti(Al1−xSix)3 phases, which result from the substitution of Al atoms with Si in the TiAl3 lattice. However, in this study, the AlSi3Ti2 phase is obtained through a powder metallurgy process and exhibits the structure of Ti(Si1−xAlx)2. Meanwhile, it can be seen that as the TiO2 content increases, the diffraction peaks of the Al phase are significantly shifted towards the low-angle direction, indicating an increase in the interplanar spacing. In contrast, the diffraction peaks of the Si phase exhibit only a slight shift towards the low-angle direction. This is because Al and Si atoms diffuse into each other, forming a solid solution. When Si atoms dissolve into the Al phase or Al atoms dissolve into the Si phase, the lattice becomes distorted. This distortion results in an increase in the unit cell parameters, which in turn causes the diffraction peaks to shift towards smaller angles.
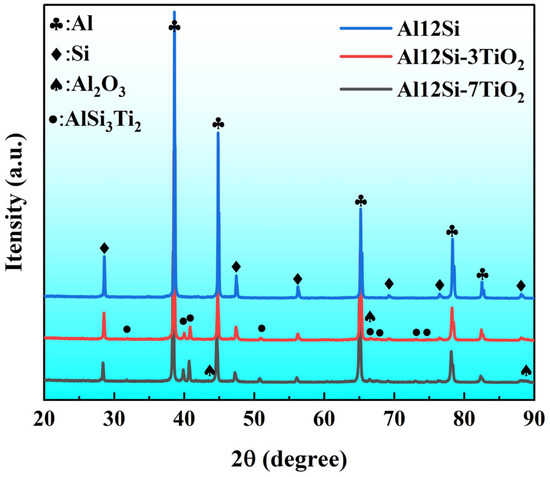
Figure 2.
XRD pattern of composites with different TiO2 contents.
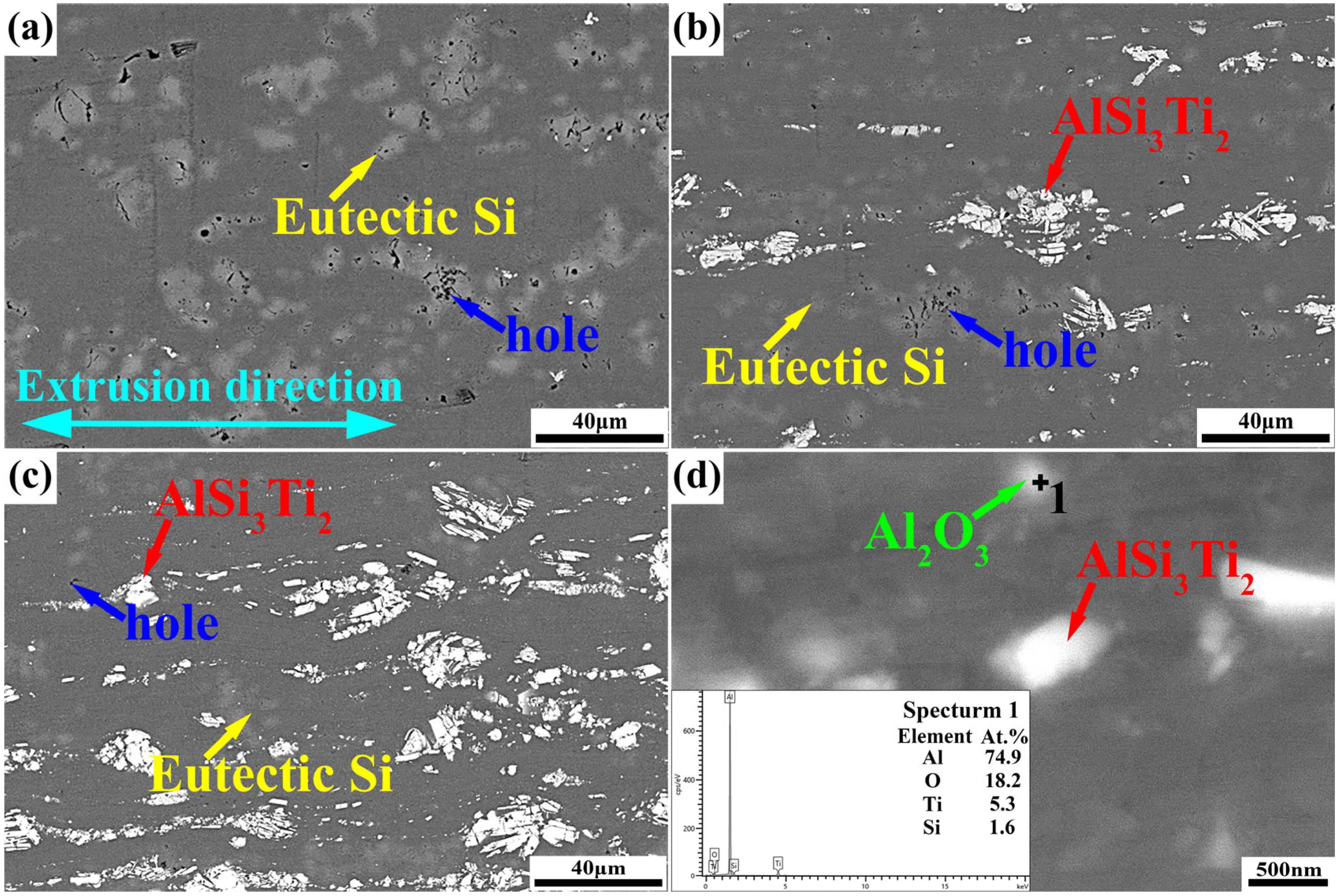
Figure 3 shows the FESEM maps and EDS results of the composites with different TiO2 contents. The white ternary intermetallic compound AlSi3Ti2 reinforcing phase and gray eutectic Si particles are distributed directionally along the extrusion direction. This result is attributed to the shear forces during extrusion. Additionally, the addition of TiO2 is observed to reduce the size of the eutectic Si particles in the composite. The smaller Si particles exert a more pronounced strengthening effect on the tensile strength of the material. As shown in Figure 3a, the Al12Si matrix contains holes, which are predominantly located around the eutectic Si particles. The number of holes in the composites decreases with increasing TiO2 content. This is because the Si particles transform into the AlSi3Ti2 intermetallic compound, which has a higher strength and is less likely to fracture or form pores during the extrusion process. Figure 3d provides a partial enlargement of Figure 3c. When analyzing the EDS results at point 1, it is evident that, although a small amount of titanium (Ti) and silicon (Si) elements are present, the white nanophase can still be identified as Al2O3 particles. The formation of Al2O3 relies on the in situ reaction between Al and TiO2. The presence of Ti is attributed to the incomplete reaction during the in situ process, resulting in residual Ti. Additionally, it is observable that the formed AlSi3Ti2 ternary intermetallic compound ranges from submicron to micron scale. However, the larger-sized micrometer AlSi3Ti2 phases tend to aggregate within the composites, which is detrimental to the enhancement of the material’s properties.
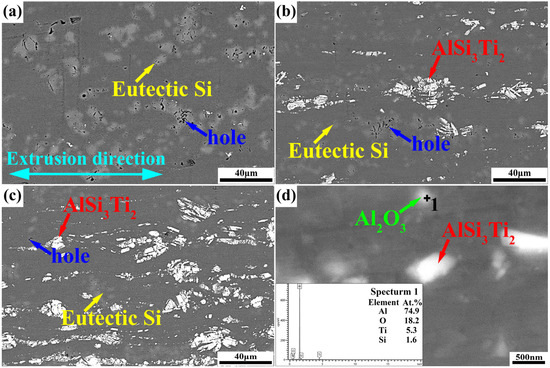
Figure 3.
The FESEM maps and EDS results of composites: (a) Al12Si; (b) Al12Si-3TiO2; (c,d) Al12Si-7TiO2.
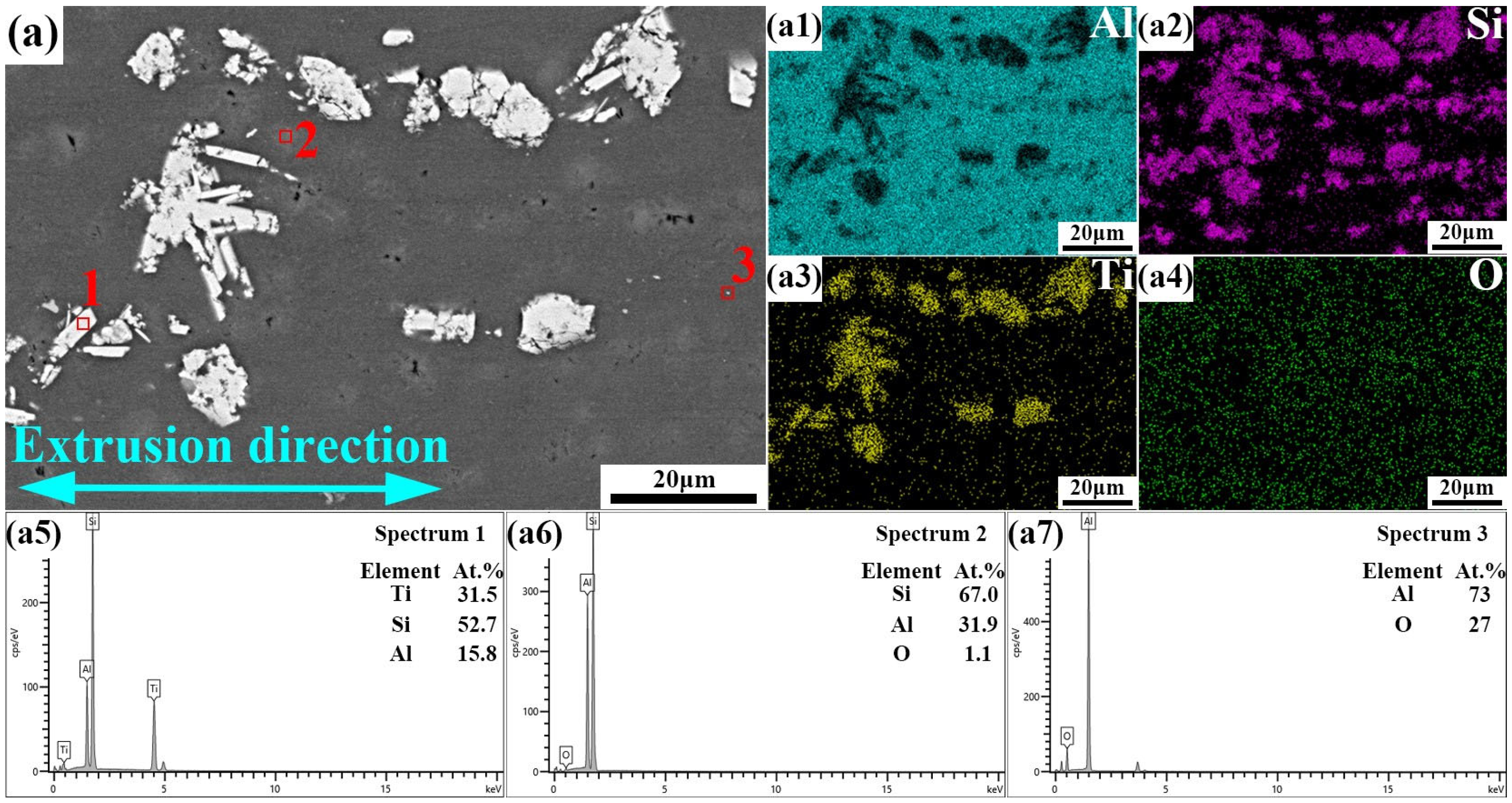
As shown in Figure 4, the FESEM and EDS images of the Al12Si–3TiO2 composites demonstrate a homogeneous distribution of the Si phase. The silicon (Si) elements are also enriched in regions where titanium (Ti) elements are enriched. The formation of the ternary intermetallic compound phase is attributed to the evolution of the Si phase. Figure 4(a5–a7) shows the EDS analysis of points 1~3 in Figure 4a. Point 1 demonstrates that the atomic ratio of Al:Si:Ti of the generated intermetallic compound phase is approximately 1:3:2, which is consistent with the XRD analysis in Figure 2. Point 2 identifies the grey phase as the eutectic Si phase, and point 3, which contains only Al and O elements, is the Al2O3 phase. When viewed in conjunction with Figure 2, this further supports the occurrence of the reaction detailed in the following Equation (1) at 650 °C:
11Al + 6TiO2 + 9Si → 3AlSi3Ti2 + 4Al2O3
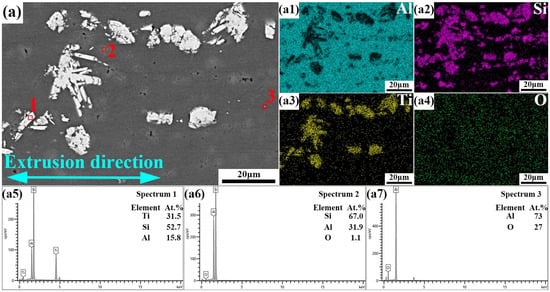
Figure 4.
(a) FESEM picture of Al12Si-3TiO2 composites; (a1–a7) the corresponding EDS maps of the (a).
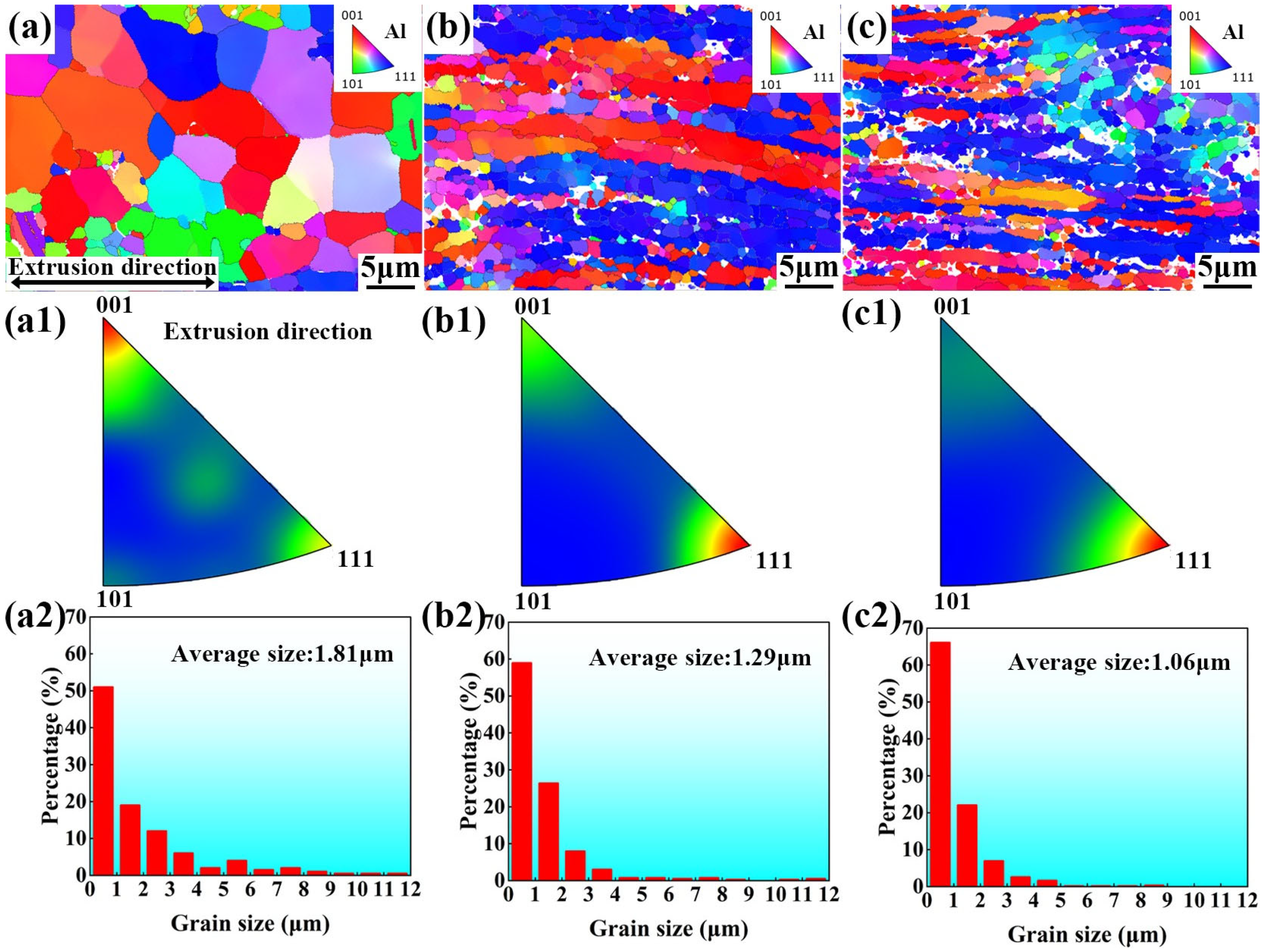
Figure 5 presents the EBSD images of the composites with varying TiO2 additions, where different colors indicate different orientations of the aluminum (Al) grains. It is evident that the α-Al grains in the TiO2-added composites are elongated along the extrusion direction. In contrast, the fine grains in the Al12Si matrix samples also exhibit elongation along the extrusion direction, whereas the coarser grains do not display this phenomenon. Meanwhile, it can be seen from the inverse poles figures in Figure 5(a1–c1) that the addition of TiO2 changes the composite texture from <001>∥ED to <111>∥ED texture, while the TiO2 content has no effect on the texture orientation. The slip systems of Al are <110>{111}, where <111> is the hard deformation direction with a low Schmid factor. In addition, the ɑ-Al grain size was measured (Figure 5(a2,b2,c2)), and the grain size of Al12Si–7TiO2 composites was a minimum of 1.06 μm. This indicates that the addition of TiO2 reduces the grain size of the Al12Si matrix, with a more pronounced refining effect observed as the TiO2 content increases. Additionally, it is well established that finer grains provide a superior strengthening effect according to the Hall–Petch principle [23].
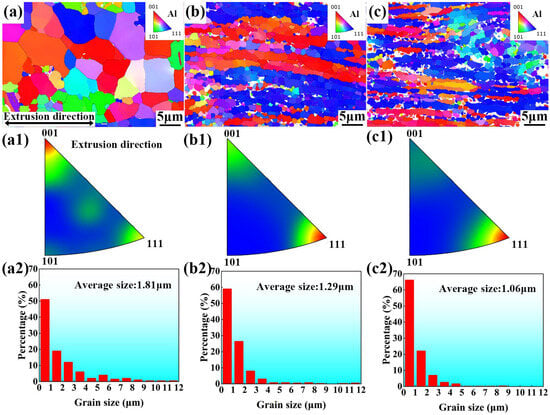
Figure 5.
(a–c) EBSD orientation mappings of Al12Si (a), Al12Si-3TiO2 (b) and Al12Si-7TiO2 (c) composites. (a1–c1) are the corresponding inverse poles figures. (a2–c2) represents the histogram of Al grain size statistics.
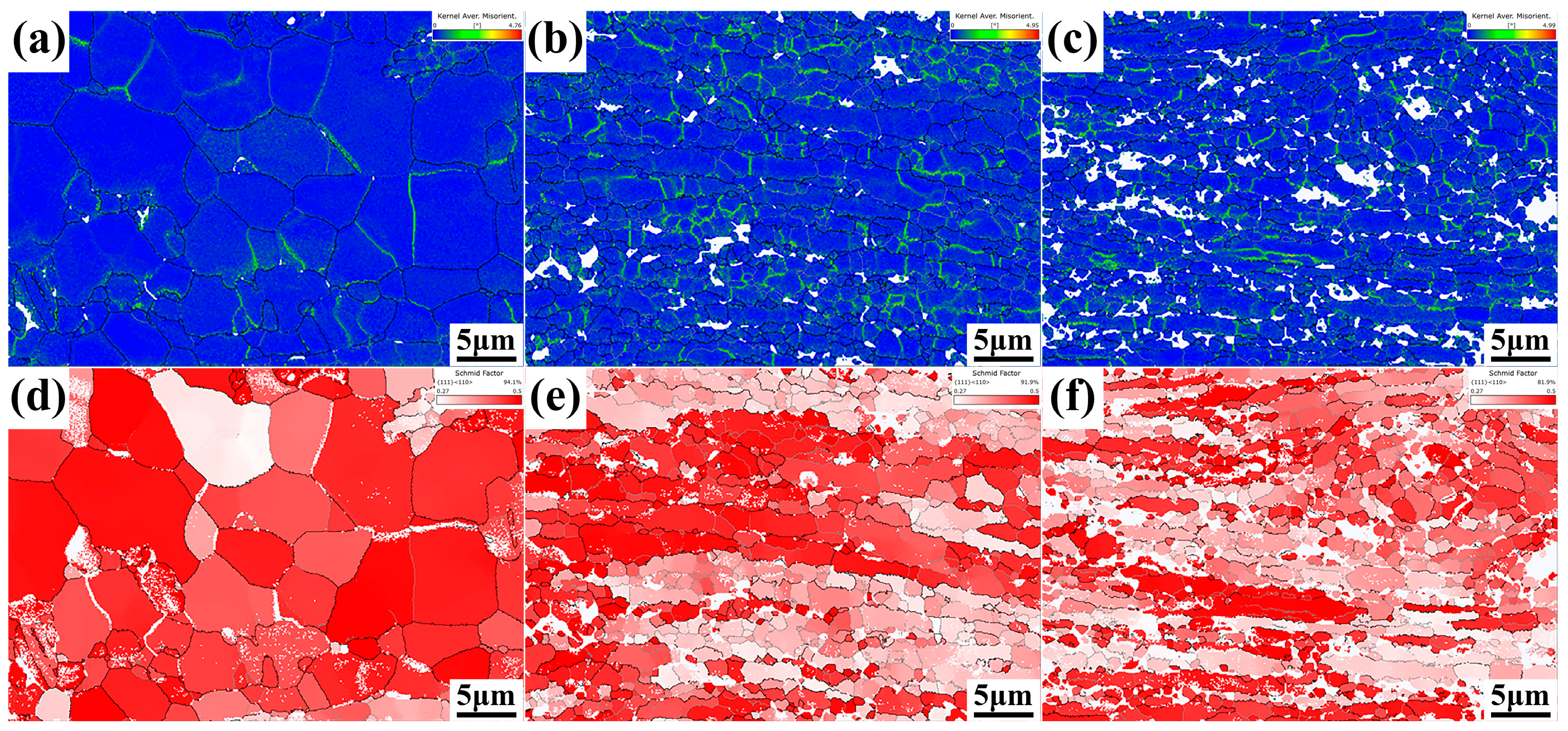
Figure 6 shows the kernel average misorientation distribution map (KAM) and the Schmidt factor distribution map (SF) of Al12Si, Al12Si–3TiO2, and Al12Si–7TiO2, from which it can be seen that the high-density dislocation areas (the green part in the local orientation difference distribution map) are concentrated at the grain boundaries and intragranular. However, in the Al12Si matrix, high-density dislocation regions are primarily located at the grain boundaries. This suggests that the phases generated by the reaction with TiO2 impede the deformation of the aluminum grains during hot extrusion, leading to a higher density of dislocations within the grains. It is conducive to the enhancement of material strength. The deep red region in the Schmidt factor distribution map (SF) of the composites in Figure 6d–f is the high slip region. With the rise of TiO2 content, the deep red region decreases, and the plastic deformation ability of the material is weakened. It is consistent with the results of tensile stress-strain diagram response in Figure 8b.
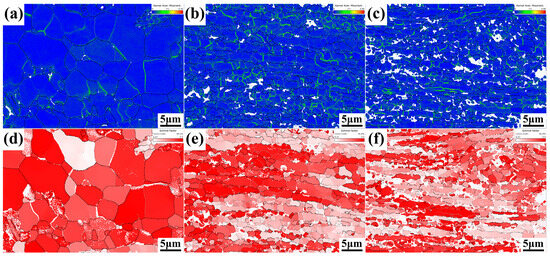
Figure 6.
Distribution of local orientation difference and Schmidt factor distribution maps of Al12Si, Al12Si–3TiO2, and Al12Si–7TiO2 composites measured via EBSD: (a–c) distribution of local orientation difference maps; (d–f) distribution of Schmidt factor maps.
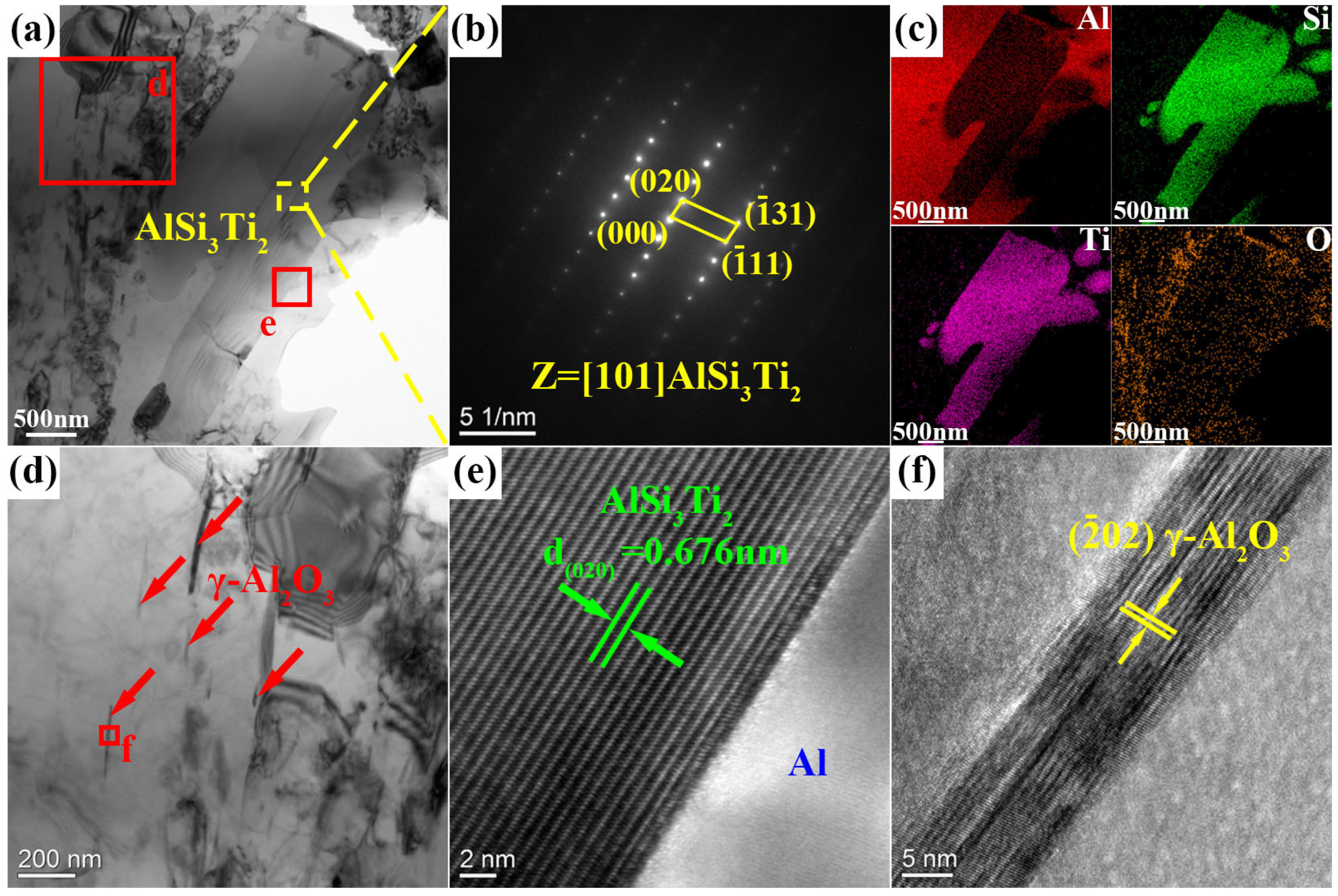
The TEM characterization in Figure 7 presents the microstructure of the Al12Si–7TiO2 composites with elemental distributions of Al, Si, Ti, and O in the corresponding energy spectra. As shown in Figure 7a, the micron-sized AlSi3Ti2 phase displays a bulk morphology, which can be confirmed as Orthorhombic structure by combining with the diffraction spots in Figure 7b. The elemental distribution of aluminum (Al), silicon (Si), oxygen (O), and titanium (Ti) is illustrated in Figure 7c. When combined with Figure 7a,d, it can be observed that the elongated stripes of nano-γ-Al2O3 are distributed within the Al grains. The presence of this nano-phase within the grains significantly enhances the material properties [24]. Figure 7f shows a HRTEM image of γ-Al2O3. It has been reported that γ-Al2O3 is generated when the sintering temperature is higher than 450 °C [25], a result that supports the conclusions of this study. In addition, the Al2O3 and AlSi3Ti2 phases are distributed next to each other because they are generated by the reaction of TiO2 with the Al and Si phases. Figure 7e presents an enlarged view of the interface between the Al phase and the AlSi3Ti2 phase. In contrast to externally added reinforcements, the interface between the in situ generated AlSi3Ti2 phase and the Al phase is noticeably straighter and more defined. This clean interface contributes to the higher strength of the composite.
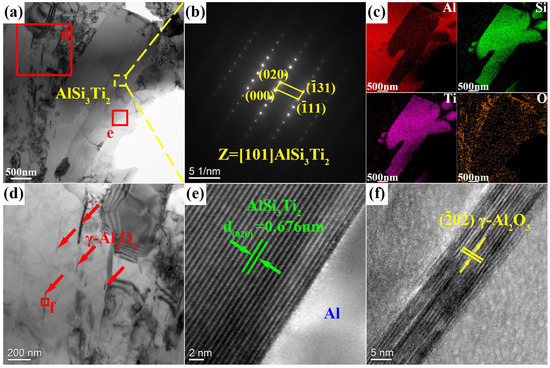
Figure 7.
TEM images and corresponding EDS maps of Al12Si-7TiO2 composites: (a) TEM image of embedded Al2O3 and AlSi3Ti2 phases, (b) electron diffraction pattern of AlSi3Ti2, (c) corresponding EDS results in (a), (d) localized enlargement in (a), (e) enlarged view of the interface between Al and AlSi3Ti2 in (a), and (f) HRTEM image of γ-Al2O3 in (d).
3.2. Mechanical Properties and Fracture Behavior of Composites
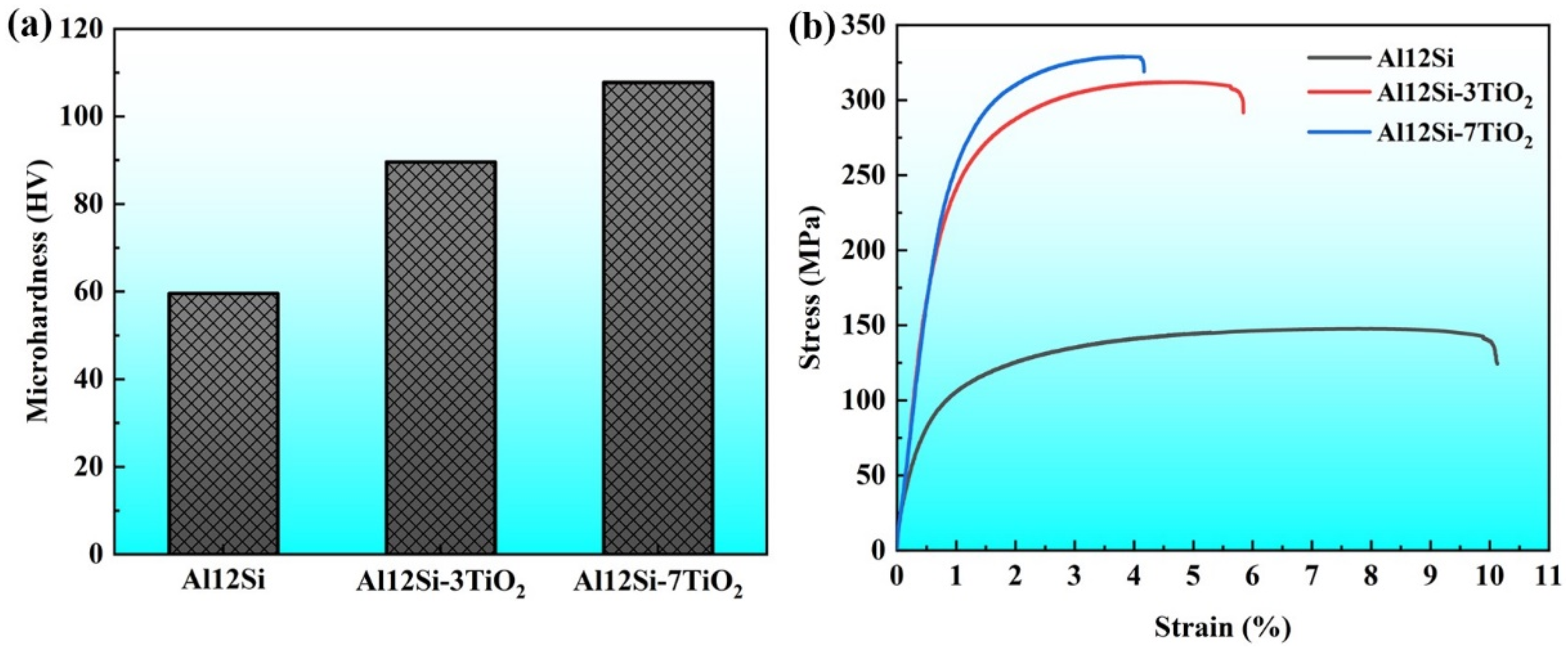
The microhardness of the composites is presented in Figure 8a. The microhardness of the composites increases with the incorporation of TiO2. The Al–12Si–7TiO2 composite exhibits the highest hardness of 107 HV, representing an 81% increase compared to the base material. This enhancement in hardness is attributed to the in situ formation of Al2O3 and AlSi3Ti2 phases. Compared to the base Al and Si phases, in situ formed secondary phases exhibit higher hardness, thereby enhancing the overall hardness of the composite material. The stress–strain curve of composites is shown in Figure 8b. The results indicate that the incorporation of TiO2 significantly improves the tensile strength of the material in comparison to the Al12Si matrix. As the TiO2 content increases, the mechanical stress shared by the reinforcement also increases. As a result, the strengthening effect provided by the secondary phase particles becomes more pronounced, leading to an increased overall strength of the composite The tensile strength of Al12Si–7TiO2 composites is 330 MPa with an elongation of 4%, which is a 120% increase in tensile strength compared with that of the Al12Si. As shown in Figure 3 and Figure 4, the in situ reaction of TiO2 with Al-12Si generates the AlSi3Ti2 and Al2O3 phases, which are uniformly distributed throughout the composite material. The homogeneous dispersion of secondary phases optimizes load-transfer efficiency while mitigating deformation-induced dislocation propagation, consequently leading to a significant enhancement in the composite’s strength. Figure 6 demonstrates that in situ-formed secondary phases induce a substantial density of geometrically necessary dislocations during plastic deformation, thereby enhancing the composite’s mechanical strength through dislocation-mediated strengthening mechanisms. As illustrated in Figure 7, the intragranular nanoscale dispersion of γ-Al2O3 particles restricts dislocation slip propagation during plastic deformation, thereby enhancing the composite’s strength through dislocation-mediated strengthening mechanisms.
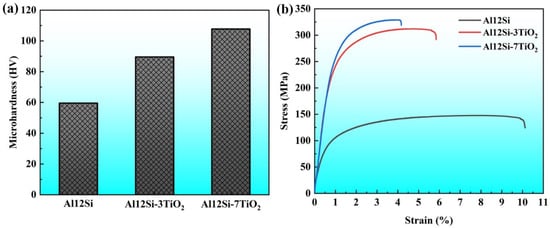
Figure 8.
Microhardness and stress-strain curves of composites: (a) Hardness, (b) Stress-strain curves.
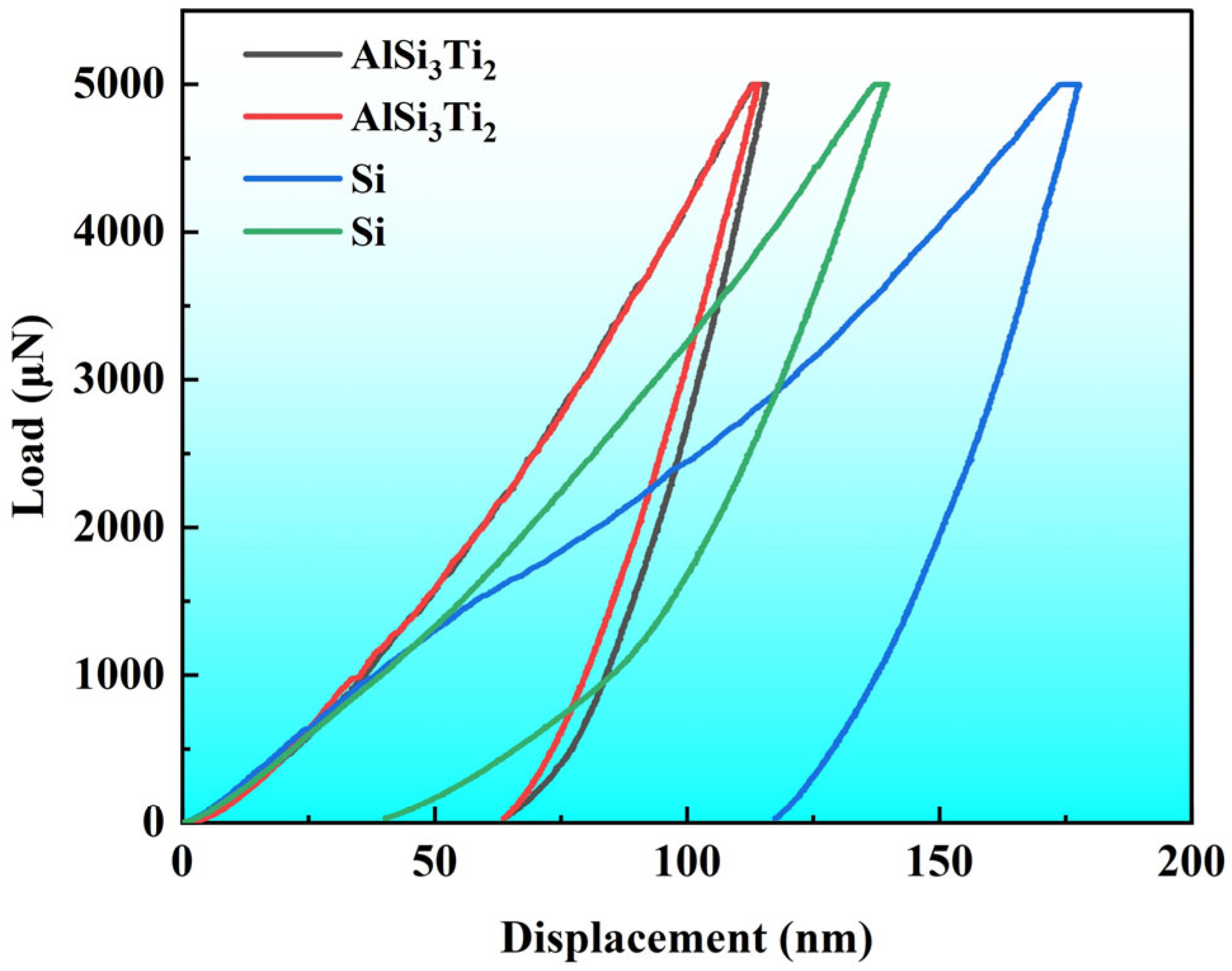
Figure 9 and Table 1 show the load displacement curves and Nano-hardness and Young’s modulus test results of Si and AlSi3Ti2 phases in the Al12Si–7TiO2 composites. The hardness and modulus of elasticity of the AlSi3Ti2 phase are 207.5 ± 10.9 GPa and 11.4 ± 0.5 GPa, respectively. Both of them are higher than that of the Si phase, which is 127.8 ± 4.4 GPa and 7.1 ± 2.0 GPa, respectively. This proves that it has better strength than the Si phase during hot extrusion and tensile deformation.
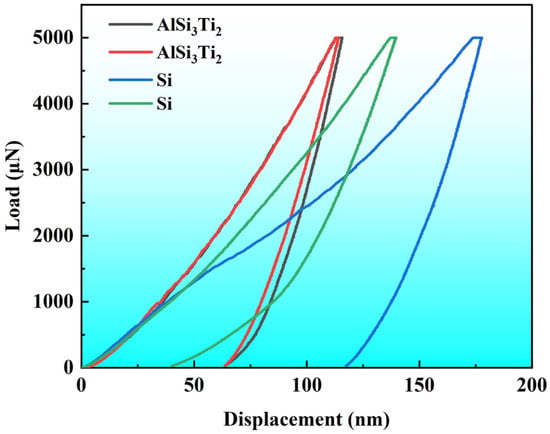
Figure 9.
Load depth curves of AlSi3Ti2 versus Si phase in Al12Si–7TiO2 composites.

Table 1.
Nanoindentation results of Al12Si–7TiO2 composites.
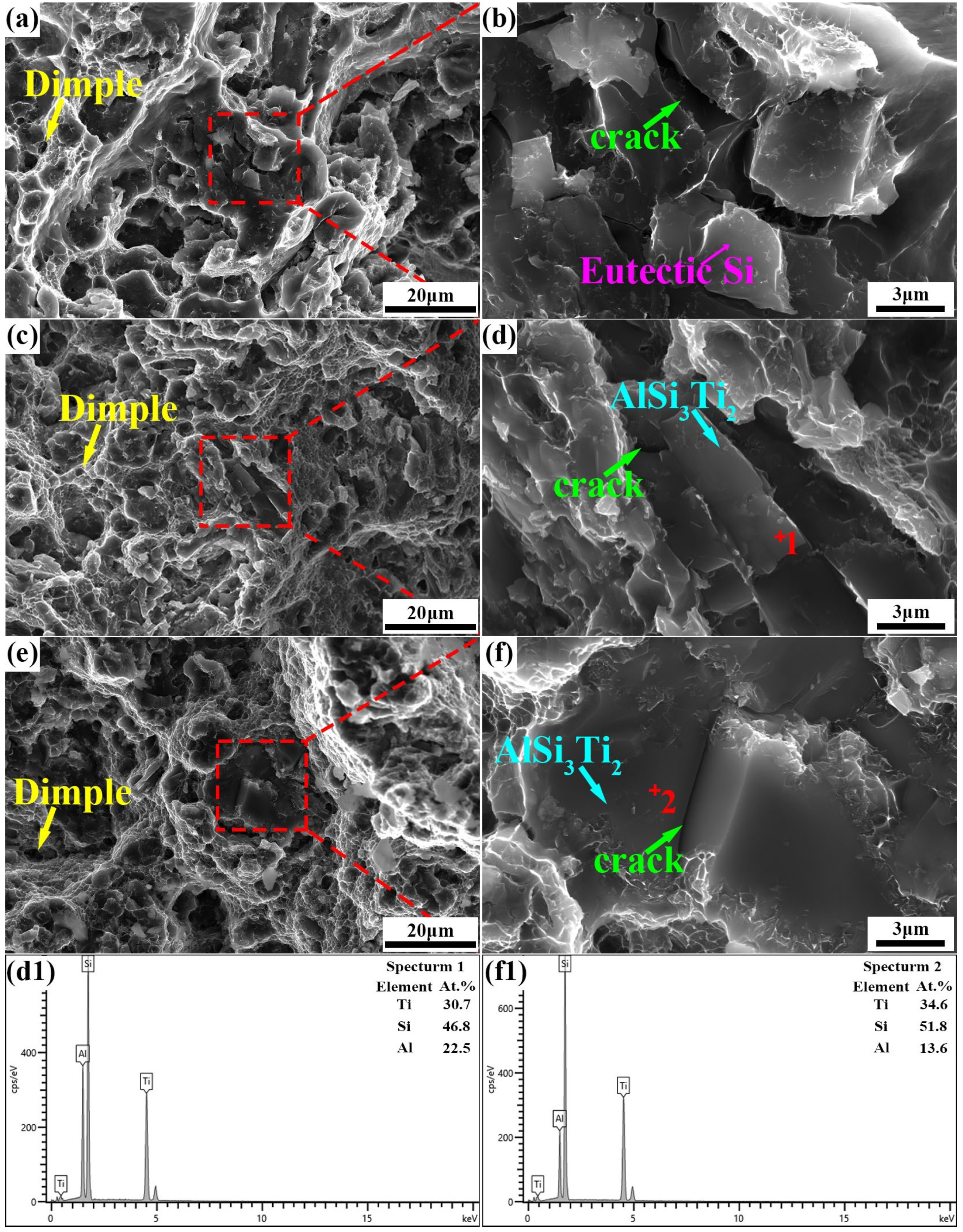
Figure 10 shows the fracture organization and corresponding EDS results of the Al12Si, Al12Si–3TiO2, and Al12Si–7TiO2 composites. The presence of a large number of dimples and tear edges is observed, indicating that the fracture mode of the composites is a micropore aggregation fracture [26]. Fracture is initiated with the growth of ductile voids, and the composite undergoes plastic deformation through dislocation activity once the tensile stress exceeds the material’s yield strength. Dislocations tend to accumulate around the reinforcement particles, resulting in stress concentration. As the stress continues to increase, micro-voids nucleate in proximity to the particles and capture dislocations, facilitating their growth. Subsequently, the matrix between the neighboring micro-voids begins to deform plastically and neck down, i.e., a dimple is formed. The voids coalesce to form cracks, ultimately resulting in material failure. Moreover, no particle debonding was observed, indicating that the reinforcing particles are firmly bonded to the matrix interface. In comparison to composites without TiO2, the source of crack initiation shifts from the eutectic silicon particles to the AlSi3Ti2 phase. Additionally, cracks at the reinforcement sites are smaller than those at the Si particle sites, which contributes to the higher strength of the composite.
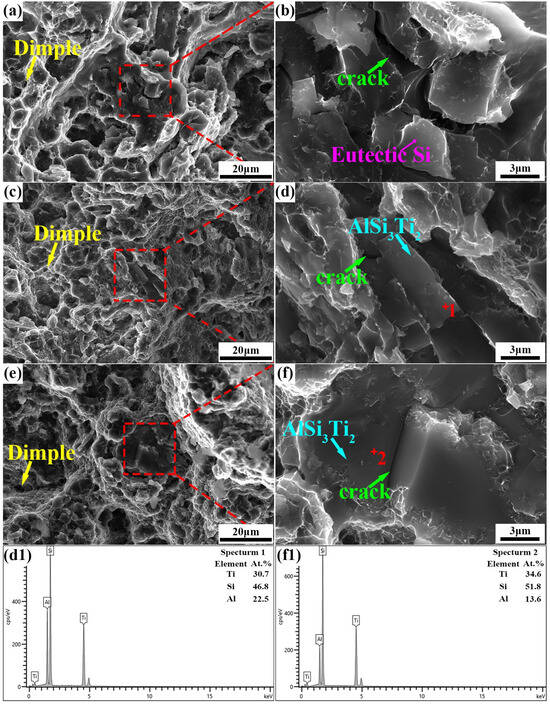
Figure 10.
Fracture organization of Al12Si (a,b), Al12Si–3TiO2 (c,d) and Al12Si–7TiO2 (e,f) composites after tensile testing. (d1) and (f1) are the EDS results of the corresponding (d) and (f), respectively.
4. Conclusions
In this paper, in situ Al2O3 and AlSi3Ti2 particle hybrid reinforced aluminum matrix composites were prepared via powder metallurgy. Our specific conclusions are as follows:
(1) The Al–12Si–7TiO2 composite exhibits a maximum tensile strength of 330 MPa and a maximum microhardness of 107 HV. The in situ-formed intracrystalline nano-γ-Al2O3 particles and micro-AlSi3Ti2 precipitates enable effective synergistic load transfer, thereby enhancing the mechanical properties of the composite material.
(2) EBSD analysis demonstrates that TiO2 addition induces a texture transition from <001>∥ED to <111>∥ED along the extrusion direction, accompanied by significant grain refinement.
(3) The in situ-generated micrometer-scale AlSi3Ti2 phase forms a chemically coherent interface with the matrix. Fractographic analysis confirms strong interfacial bonding between the reinforcement and matrix, as evidenced by the absence of debonding during fracture.
Author Contributions
P.Y.: Conceptualization, Methodology, Investigation, Writing—original draft. P.G.: Conceptualization, Writing—review & editing, Supervision. Z.X.: Conceptualization, Writing—review & editing, Supervision. X.D.: Methodology, Investigation. C.L.: Conceptualization, Writing—review & editing, Resources, Supervision. All authors have read and agreed to the published version of the manuscript.
Funding
The authors thank the Yunnan Major Scientific and Technological Projects [grant No. 202202AG050011] and the Yunnan Industrial Technology Innovation Talent Project for financial support.
Data Availability Statement
The original contributions presented in the study are included in the article. Further inquiries can be directed to the corresponding authors.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Samal, P.; Vundavilli, P.R.; Meher, A.; Mahapatra, M.M. Recent progress in aluminum metal matrix composites: A review on processing, mechanical and wear properties. J. Manuf. Process. 2020, 59, 131–152. [Google Scholar] [CrossRef]
- Kumar, A.; Singh, V.P.; Singh, R.C.; Chaudhary, R.; Kumar, D.; Mourad, A.-H.I. A review of aluminum metal matrix composites: Fabrication route, reinforcements, microstructural, mechanical, and corrosion properties. J. Mater. Sci. 2024, 59, 2644–2711. [Google Scholar] [CrossRef]
- Lu, Y.; Zhang, X.; Fan, X.; Shao, C.; Han, S.; Liu, Z.; Zhang, Z.; Zhang, Z. Design and fabrication of a super strong aluminum matrix composite with continuous titanium-based reinforcements. Compos. Commun. 2024, 45, 101816. [Google Scholar] [CrossRef]
- Zan, Y.N.; Zhou, Y.T.; Liu, Z.Y.; Ma, G.N.; Wang, D.; Wang, Q.Z.; Wang, W.G.; Xiao, B.L.; Ma, Z.Y. Enhancing strength and ductility synergy through heterogeneous structure design in nanoscale Al2O3 particulate reinforced Al composites. Mater. Des. 2019, 166, 107629. [Google Scholar] [CrossRef]
- Sivashanmugam, N.; Harikrishna, K.L. Effect of SiC addition in fabrication of Al/SiC metal matrix composite by stir casting. Mater. Today Proc. 2024, in press. [Google Scholar] [CrossRef]
- Liu, Z.; Luo, Z.; Zhang, X.; Yang, J.; Feng, Y.; Peng, W. Study on the microstructure, recrystallization, and mechanical properties of hot-press sintered (TiC + B4C)/6061Al composites during hot rolling. Mater. Charact. 2024, 216, 114286. [Google Scholar] [CrossRef]
- Zhao, P.; Kai, X.; Liu, S.; Huang, L.; Guan, C.; Qian, W.; Zhao, Y. Investigation on microstructure and high-temperature tensile properties of in-situ (ZrB2+Al2O3)/AA6016 nanocomposite. J. Alloys Compd. 2025, 1014, 178771. [Google Scholar] [CrossRef]
- Chen, Q.; Geng, H.; Zhang, H.; Li, X.; Chen, G. Microstructure and mechanical properties of in situ TiB2·TiAl3/2024Al composite subjected to multidirectional forging. J. Mater. Res. Technol. 2022, 21, 2827–2840. [Google Scholar] [CrossRef]
- Gao, T.; Bian, Y.; Li, Z.; Xu, Q.; Yang, H.; Zhao, K.; Liu, X. Synthesis of a (ZrAl3+AlN)/Al composite and the influence of particles content and element Cu on the microstructure and mechanical properties. J. Alloys Compd. 2019, 791, 730–738. [Google Scholar] [CrossRef]
- Xiong, H.-P.; Mao, W.; Xie, Y.-H.; Ma, W.-L.; Chen, Y.-F.; Li, X.-H.; Li, J.-P.; Cheng, Y.-Y. Liquid-phase siliconizing by Al–Si alloys at the surface of a TiAl-based alloy and improvement in oxidation resistance. Acta Mater. 2004, 52, 2605–2620. [Google Scholar] [CrossRef]
- Ma, S.; Li, N.; Zhang, C.; Wang, X. Evolution of intermetallic phases in an Al–Si–Ti alloy during solution treatment. J. Alloys Compd. 2020, 831, 154872. [Google Scholar] [CrossRef]
- Dezellus, O.; Gardiola, B.; Andrieux, J.; Lomello-Tafin, M.; Viala, J.C. On the Liquid/Solid Phase Equilibria in the Al-Rich Corner of the Al-Si-Ti Ternary System. J. Phase Equilibria Diffus. 2014, 35, 137–145. [Google Scholar] [CrossRef]
- Gao, T.; Li, P.; Li, Y.; Liu, X. Influence of Si and Ti contents on the microstructure, microhardness and performance of TiAlSi intermetallics in Al–Si–Ti alloys. J. Alloys Compd. 2011, 509, 8013–8017. [Google Scholar] [CrossRef]
- Imran, M.; Khan, A.R.A. Characterization of Al-7075 metal matrix composites: A review. J. Mater. Res. Technol. 2019, 8, 3347–3356. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, X.; Zhao, N.; He, C. In situ synthesis of copper-modified graphene-reinforced aluminum nanocomposites with balanced strength and ductility. J. Mater. Sci. 2019, 54, 5498–5512. [Google Scholar] [CrossRef]
- Yi, L.-F.; Noguchi, K.; Wang, Z.; Oboso, P.B.; Chen, Z.-C. In-situ synthesis of a novel multiphase reinforced Al-matrix composite prepared from A6061 alloy and a small amount of MXene. Vacuum 2025, 234, 114133. [Google Scholar] [CrossRef]
- Zhu, J.; Luo, X.; Wang, H.; Hu, R.; Yi, X.; Chen, Y.; Ran, G. High cycle fatigue fracture mechanism of in-situ TiB2/7050Al matrix composite. J. Mater. Res. Technol. 2025, 35, 4071–4085. [Google Scholar] [CrossRef]
- Hu, J.; Gao, T.; Liu, G.; Liu, J.; Xu, W.; Liu, X. An Al matrix composite reinforced with carbon nanotubes, Al3BC, and γ-Al2O3: Investigation of mechanical, thermal, and wear resistance properties. Mater. Charact. 2025, 222, 114854. [Google Scholar] [CrossRef]
- Bian, Y.; Gao, T.; Li, Z.; Sun, Q.; Ma, X.; Liu, X. In-situ synthesis of an Al composite reinforced with multi-scale Al12Mo, (Al, Zr, Si) and Al2O3 particles through a multi-stage reaction. Mater. Sci. Eng. A 2019, 762, 138069. [Google Scholar] [CrossRef]
- Chao, Z.L.; Zhang, L.C.; Jiang, L.T.; Qiao, J.; Xu, Z.G.; Chi, H.T.; Wu, G.H. Design, microstructure and high temperature properties of in-situ Al3Ti and nano-Al2O3 reinforced 2024Al matrix composites from Al-TiO2 system. J. Alloys Compd. 2019, 775, 290–297. [Google Scholar] [CrossRef]
- Jung, C.; Nam, S.; Son, H.; Han, J.; Jeong, J.; Sung, H.; Kim, H.S.; Sohn, S.S.; Choi, H. Simultaneous enhancement of strength and ductility of Al matrix composites enabled by submicron-sized high-entropy alloy phases. J. Mater. Res. Technol. 2024, 33, 1470–1478. [Google Scholar] [CrossRef]
- Bulanova, M.; Tretyachenko, L.; Golovkova, M.; Meleshevich, K. Phase equilibria in the α-Ti-Al-Si region of the Ti-Si-Al system. J. Phase Equilibria Diffus. 2004, 25, 209–229. [Google Scholar] [CrossRef]
- Li, P.; Luo, G.; Zhang, X.; Sun, Y.; Shen, Q. The synergistic effects of heterogeneous structures enhance the strength-ductility of Al-Cu composites. J. Mater. Res. Technol. 2024, 33, 7284–7292. [Google Scholar] [CrossRef]
- Rong, X.; Zhao, D.; Chen, X.; Zhang, X.; Wan, D.; Shi, C.; He, C.; Zhao, N. Towards the work hardening and strain delocalization achieved via in-situ intragranular reinforcement in Al-CuO composite. Acta Mater. 2023, 256, 119110. [Google Scholar] [CrossRef]
- Balog, M.; Krizik, P.; Bajana, O.; Hu, T.; Yang, H.; Schoenung, J.M.; Lavernia, E.J. Influence of grain boundaries with dispersed nanoscale Al2O3 particles on the strength of Al for a wide range of homologous temperatures. J. Alloys Compd. 2019, 772, 472–481. [Google Scholar] [CrossRef]
- Jia, L.; Rong, X.; Zhao, D.; Zhang, X.; He, C.; Zhao, N. Microstructural characteristic and mechanical properties of the in-situ MgAl2O4 reinforced Al matrix composite based on Al-Mg-ZnO system. J. Alloys Compd. 2022, 891, 161991. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).