
Optimization of Laser Welding Parameters and Fixed Stress Span Design to Minimize Deformation in Ultra-Thin Ferritic Stainless Steel

Abstract
1. Introduction
2. Materials and Methods in the Experiment
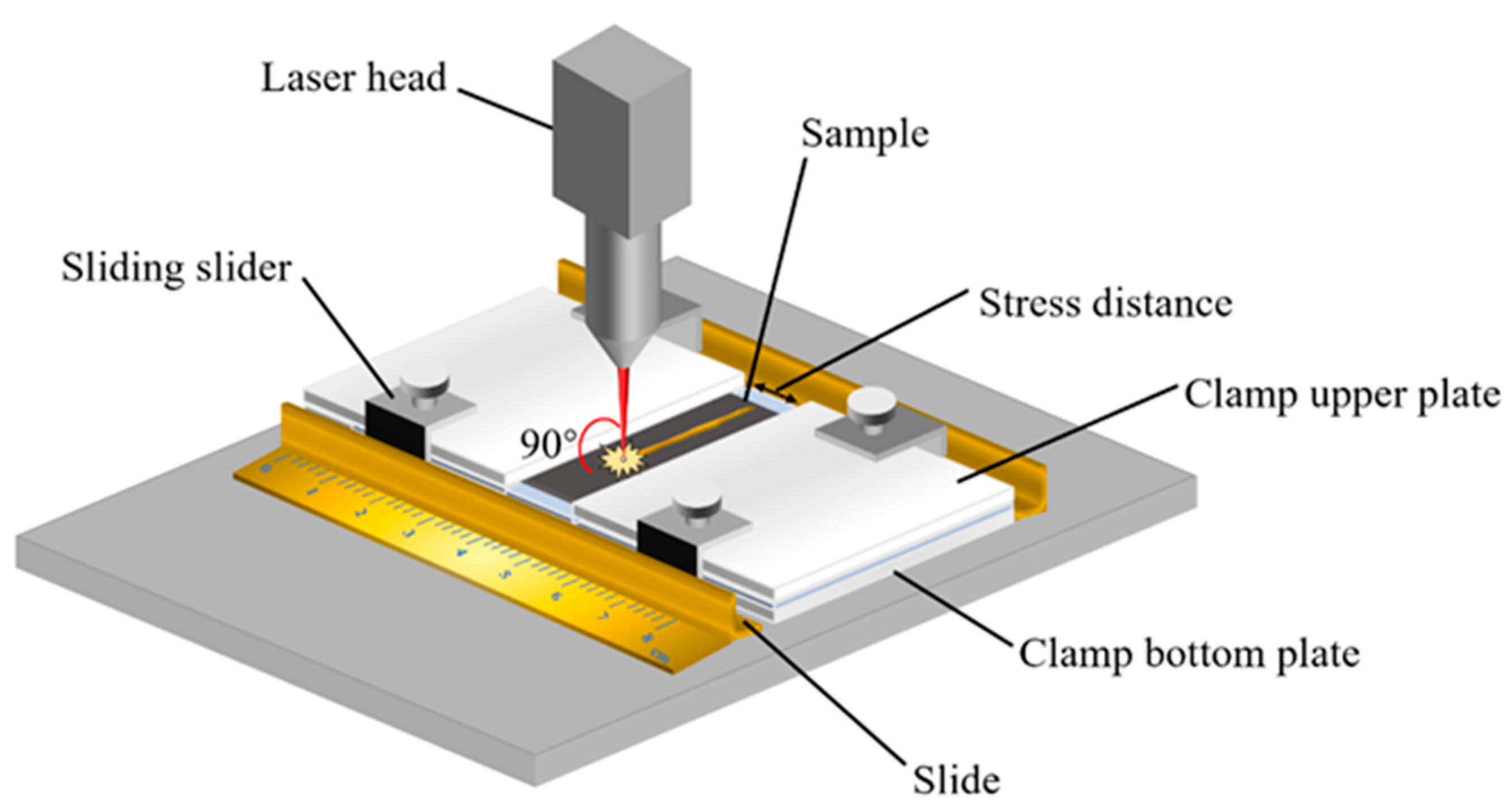
2.1. Experimental Methods
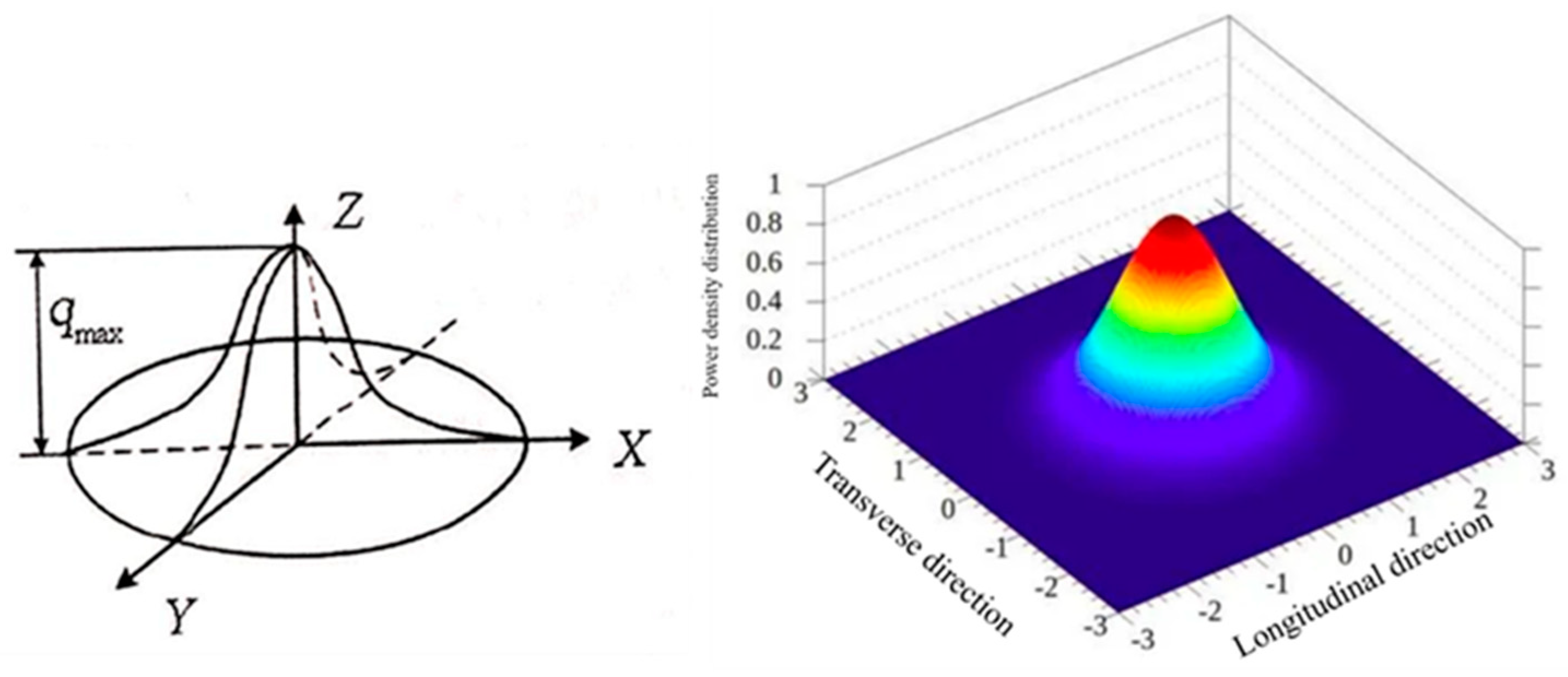
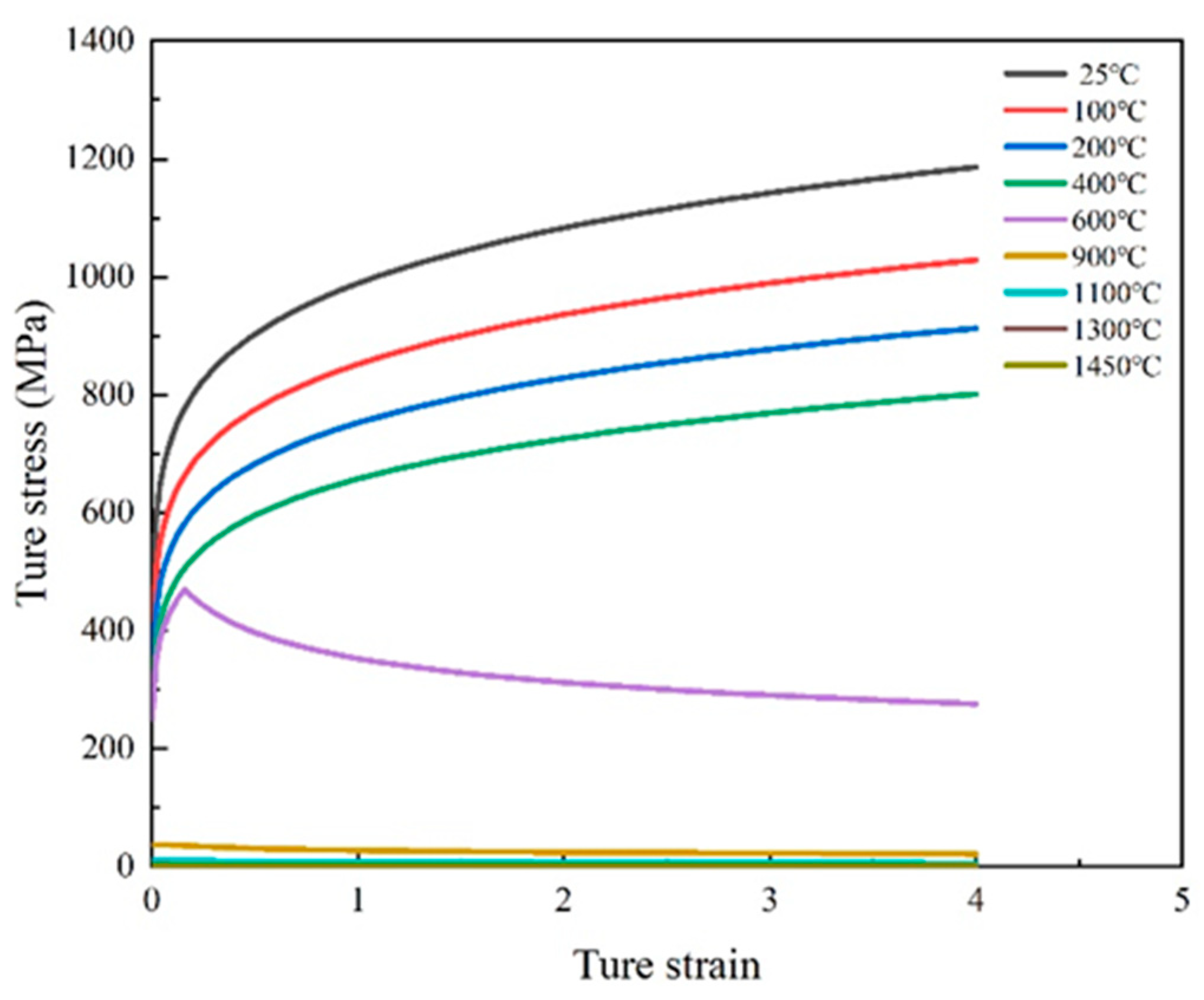
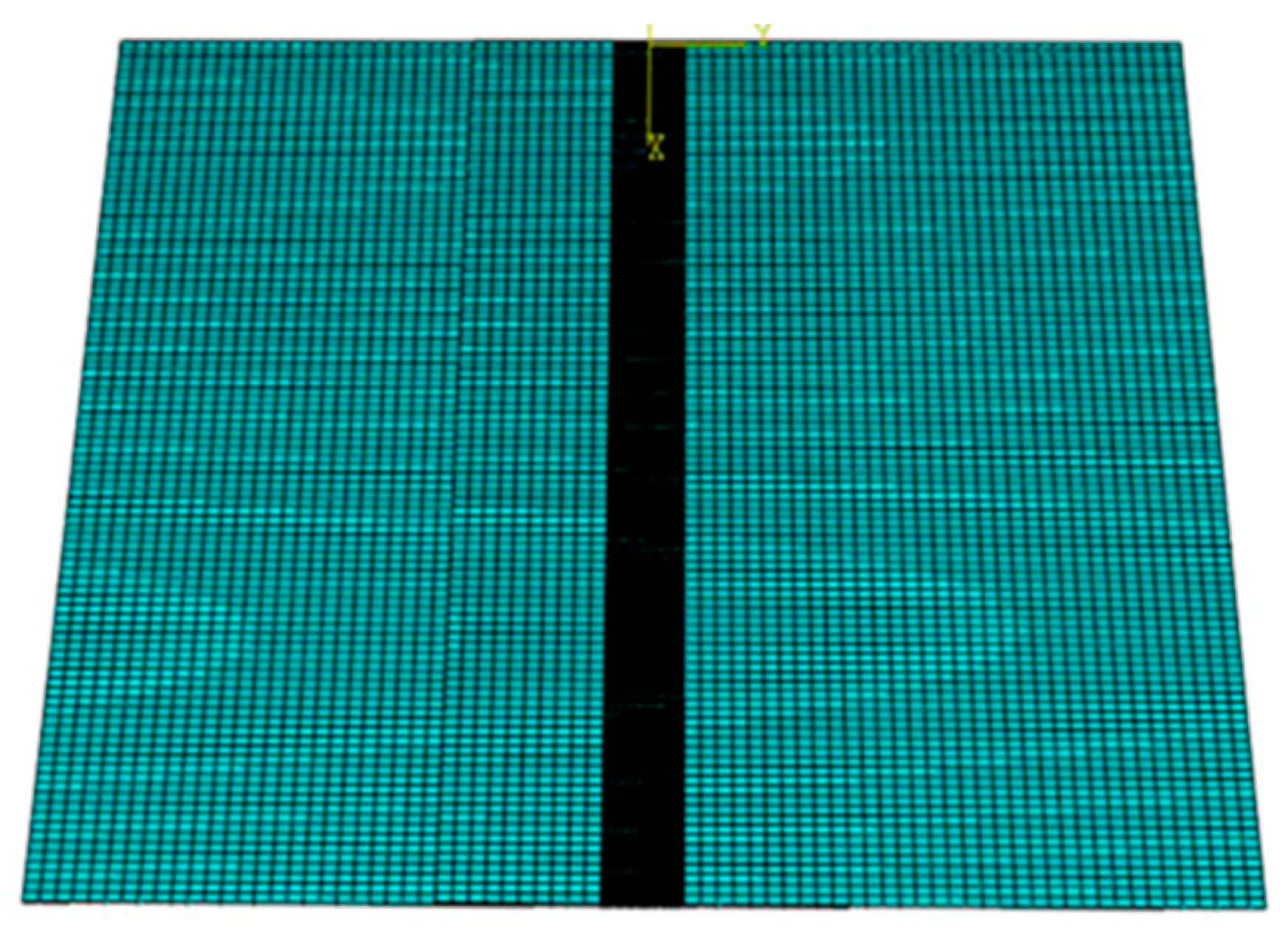
2.2. Simulation Methods
3. Results and Discussions
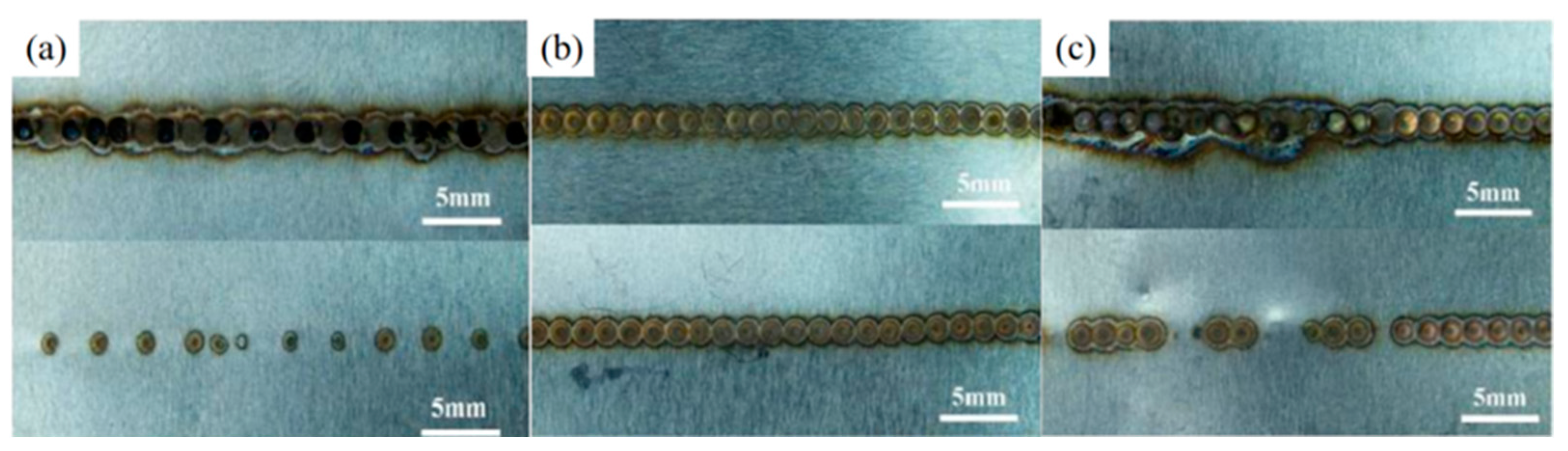
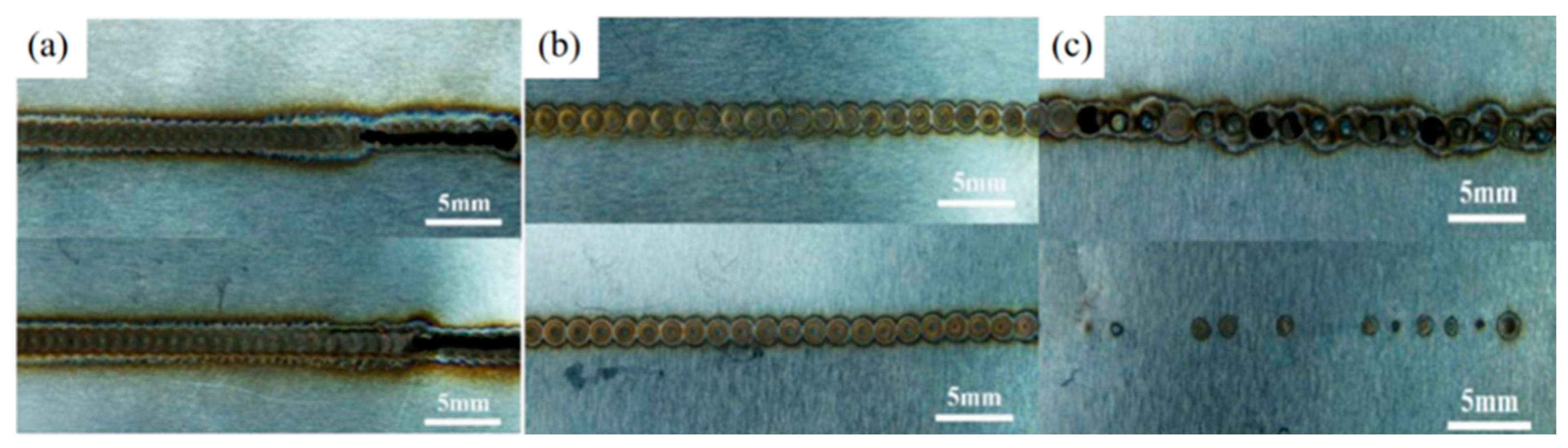
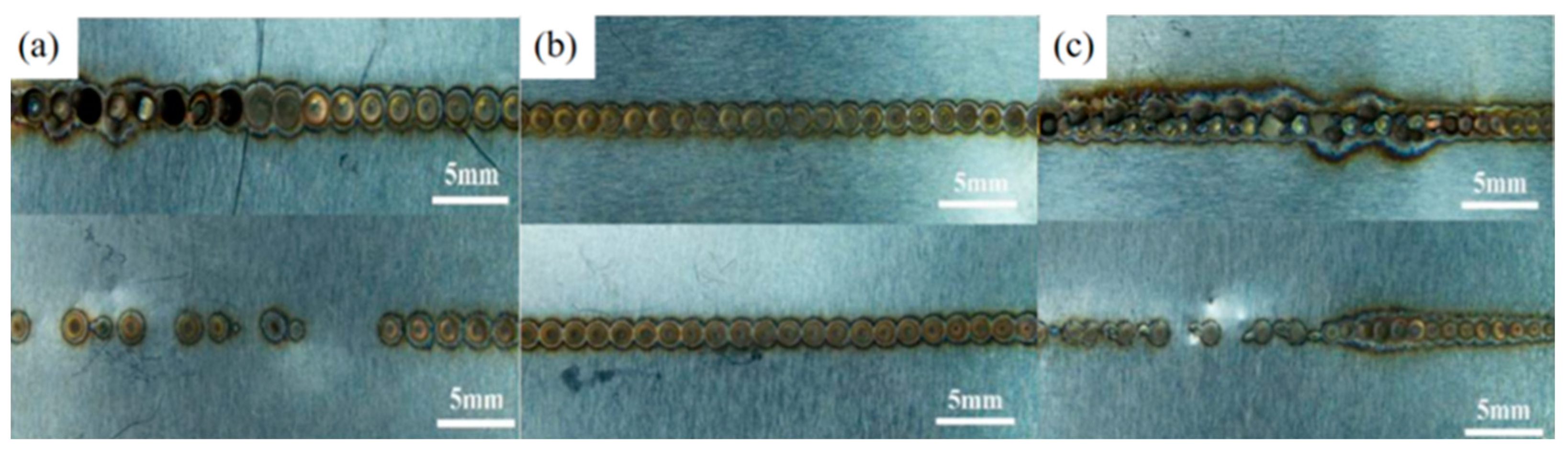
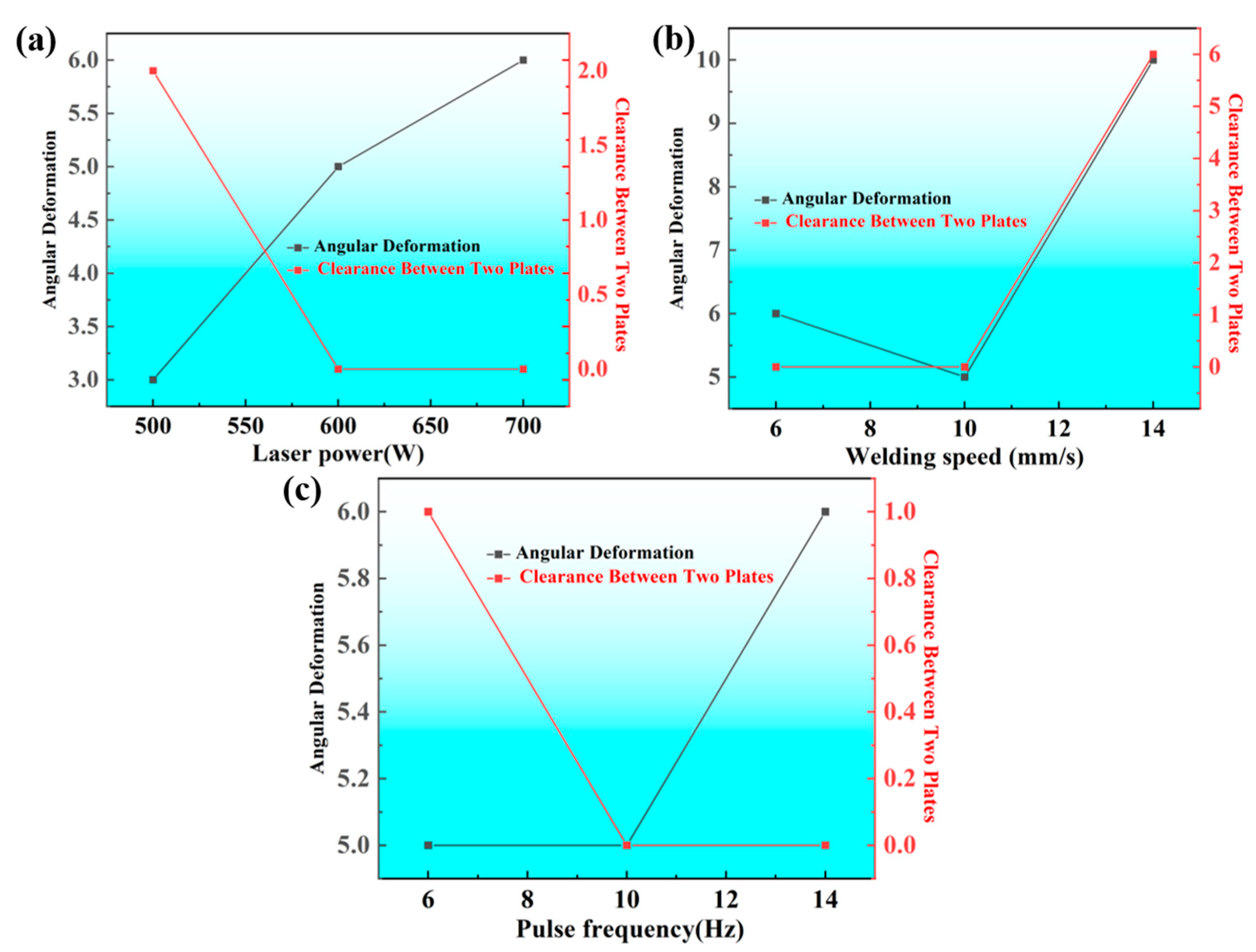
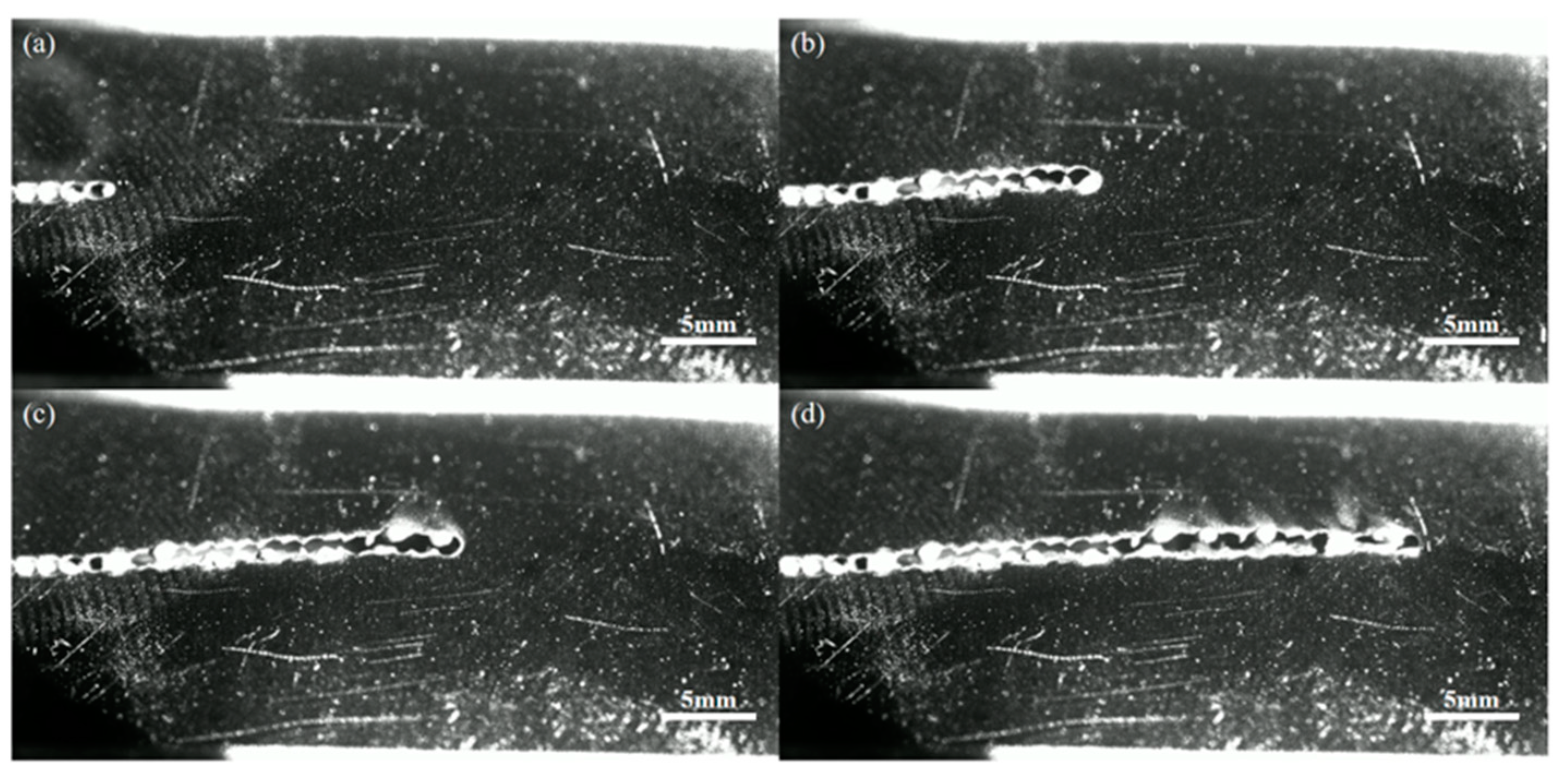
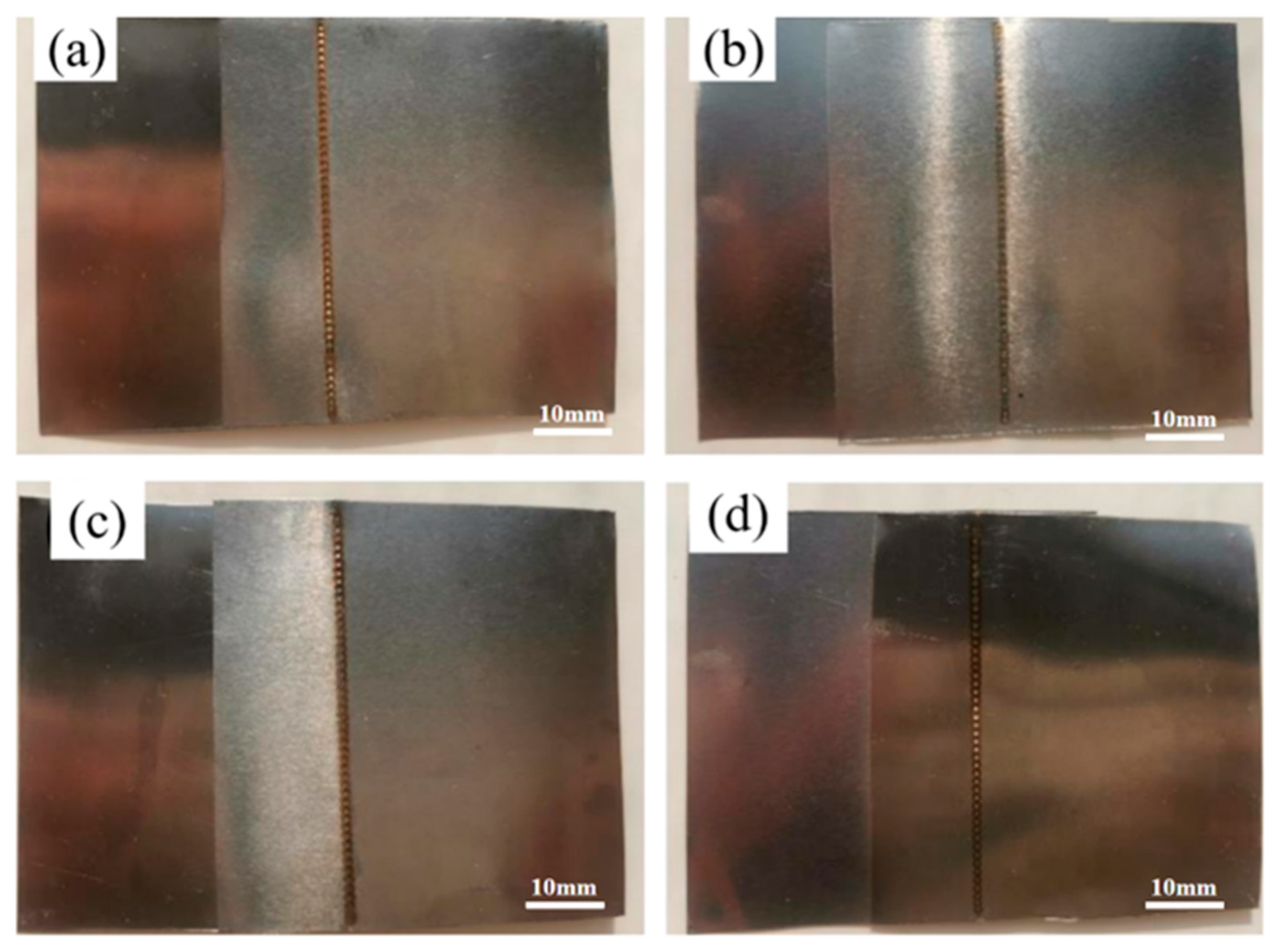
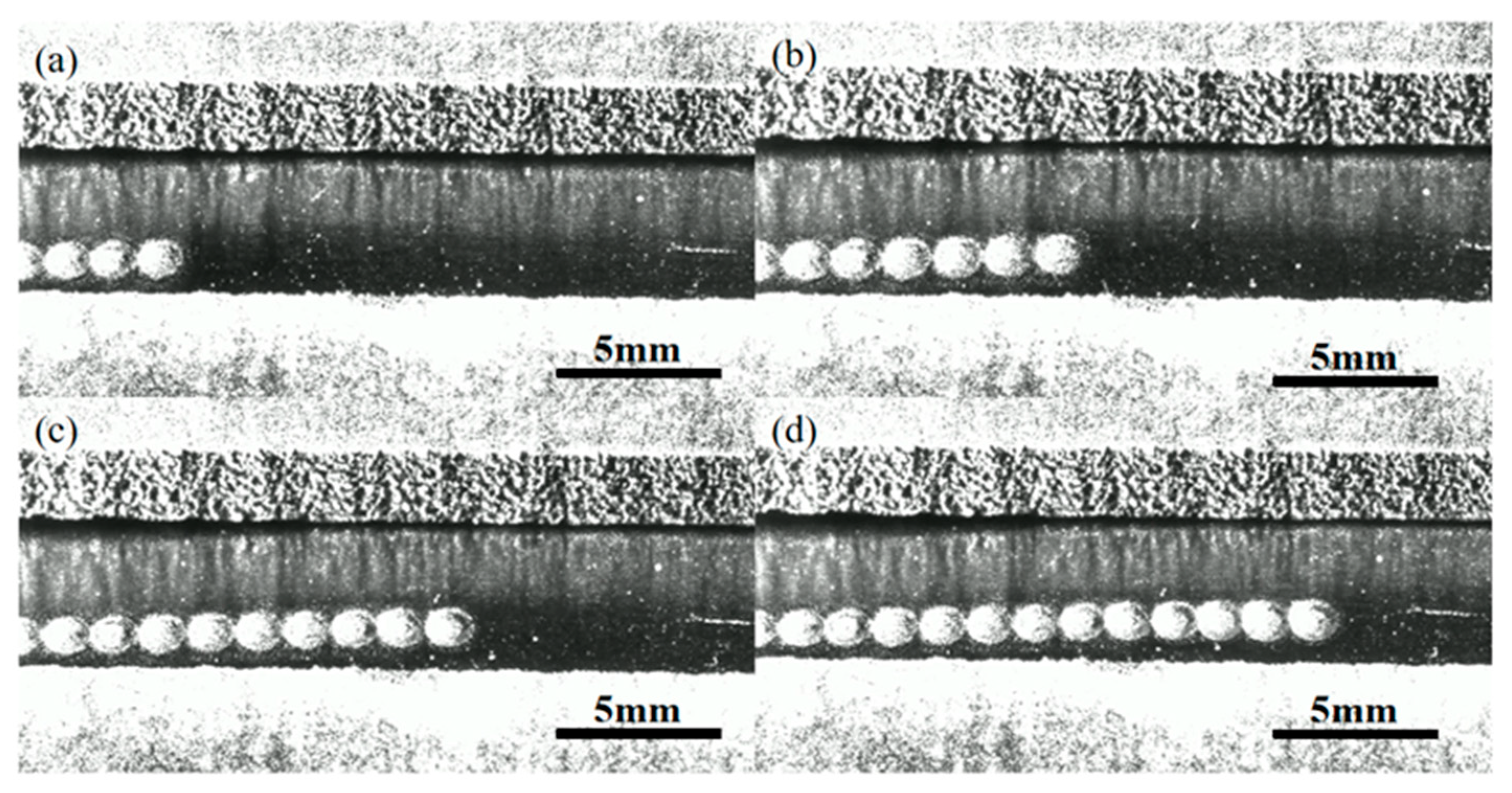
3.1. Effect of Welding Parameters on the Deformation of Ultra-Thin Stainless Steel Welded Joints
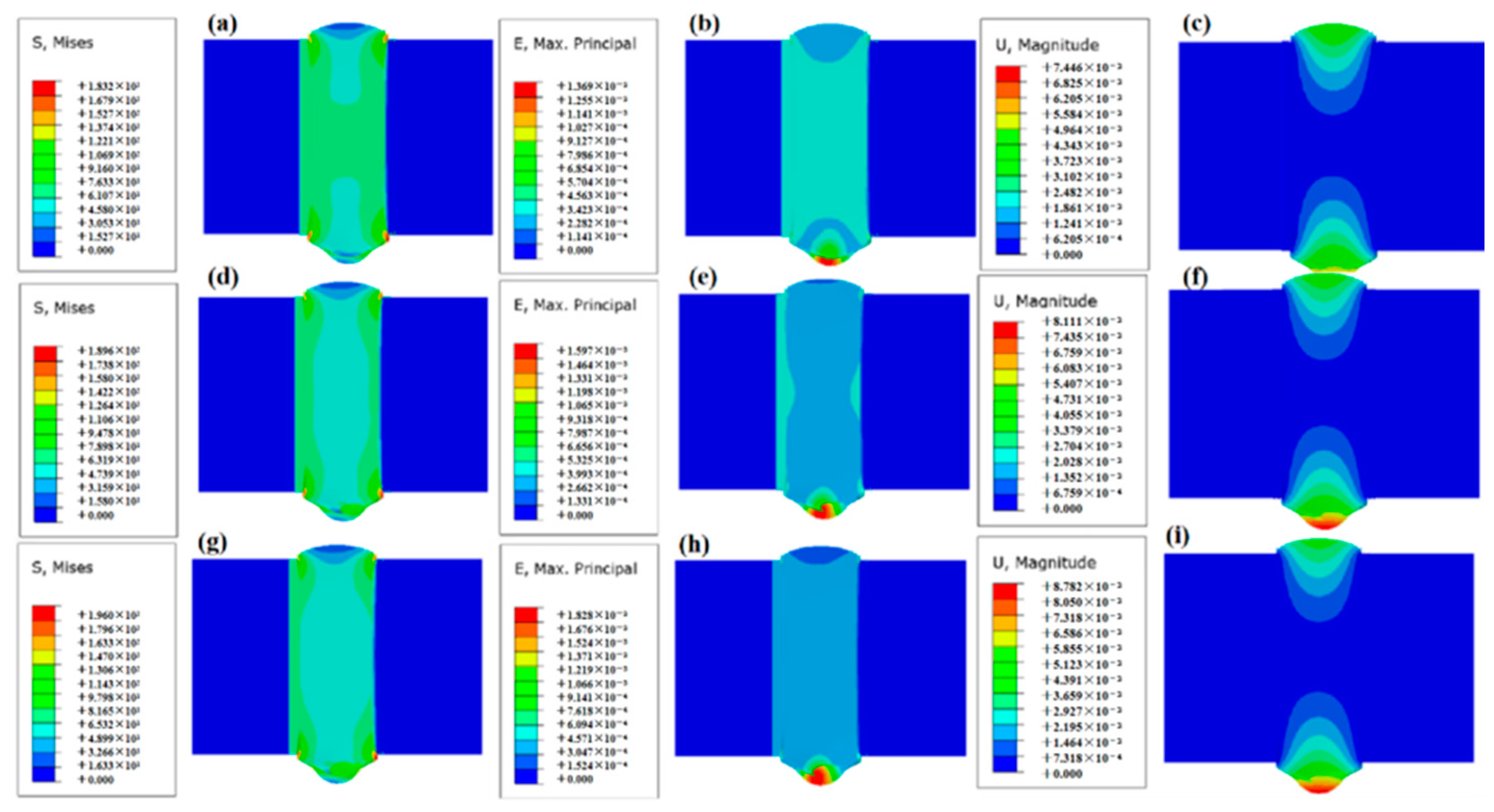
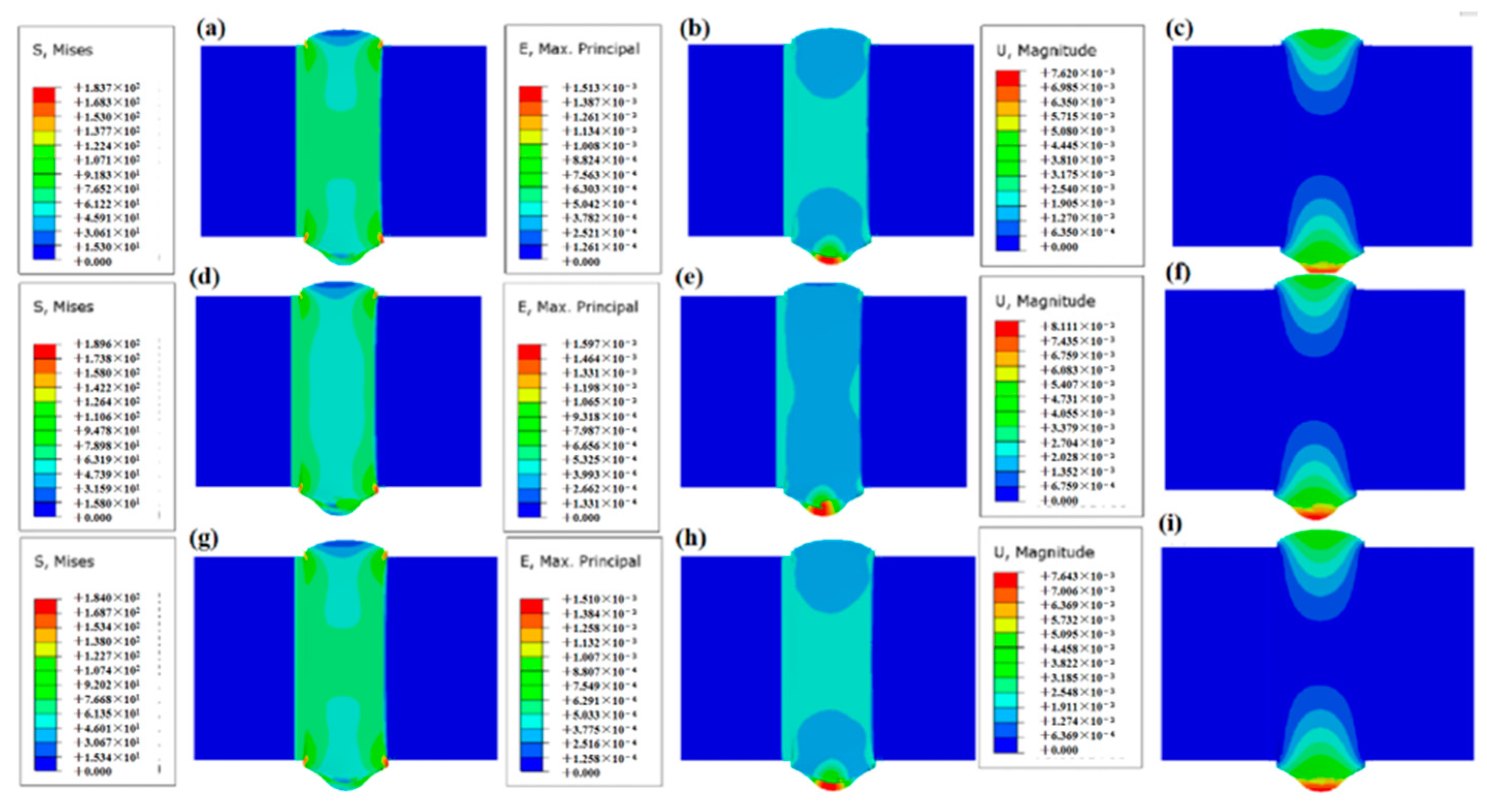
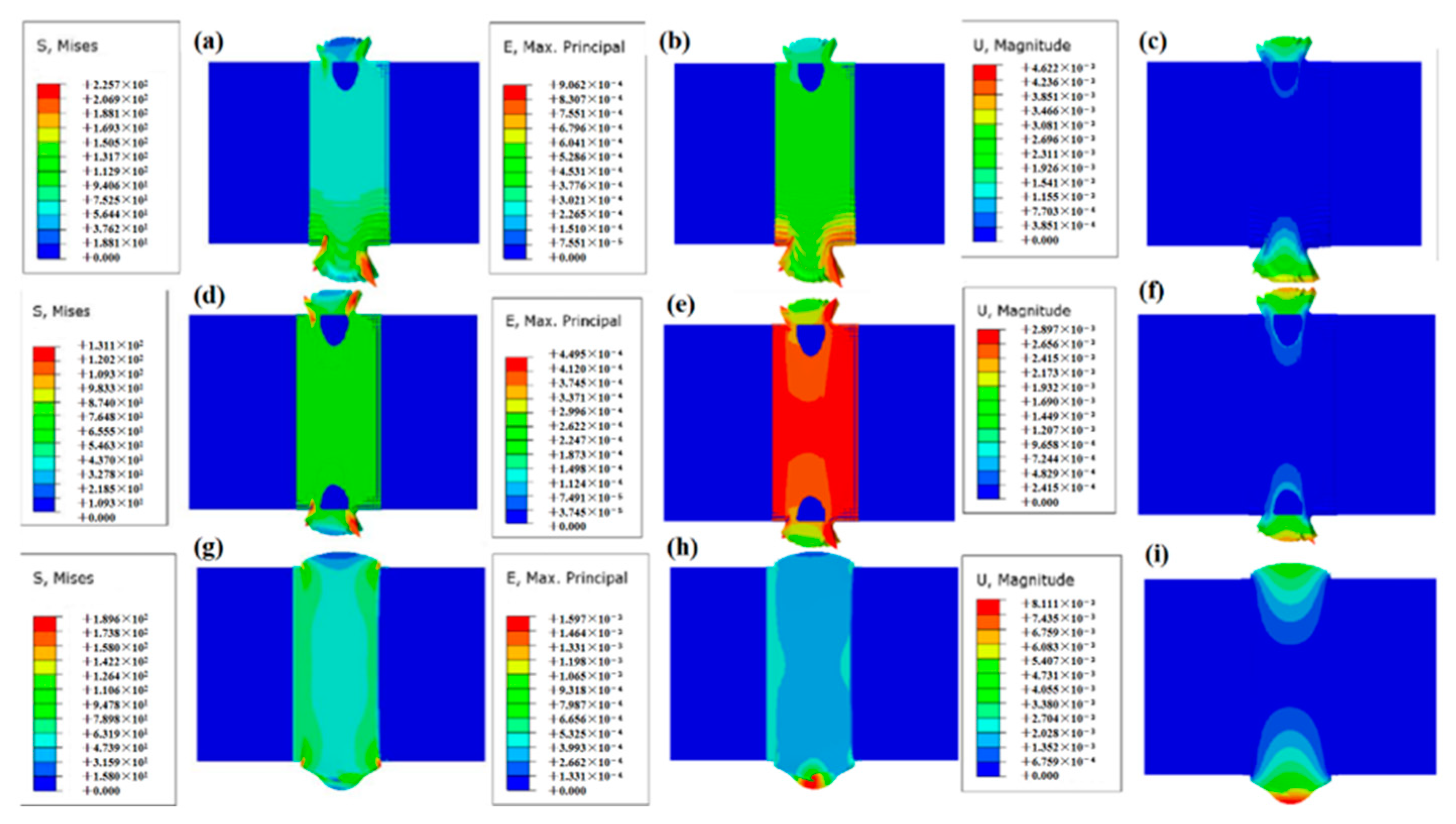
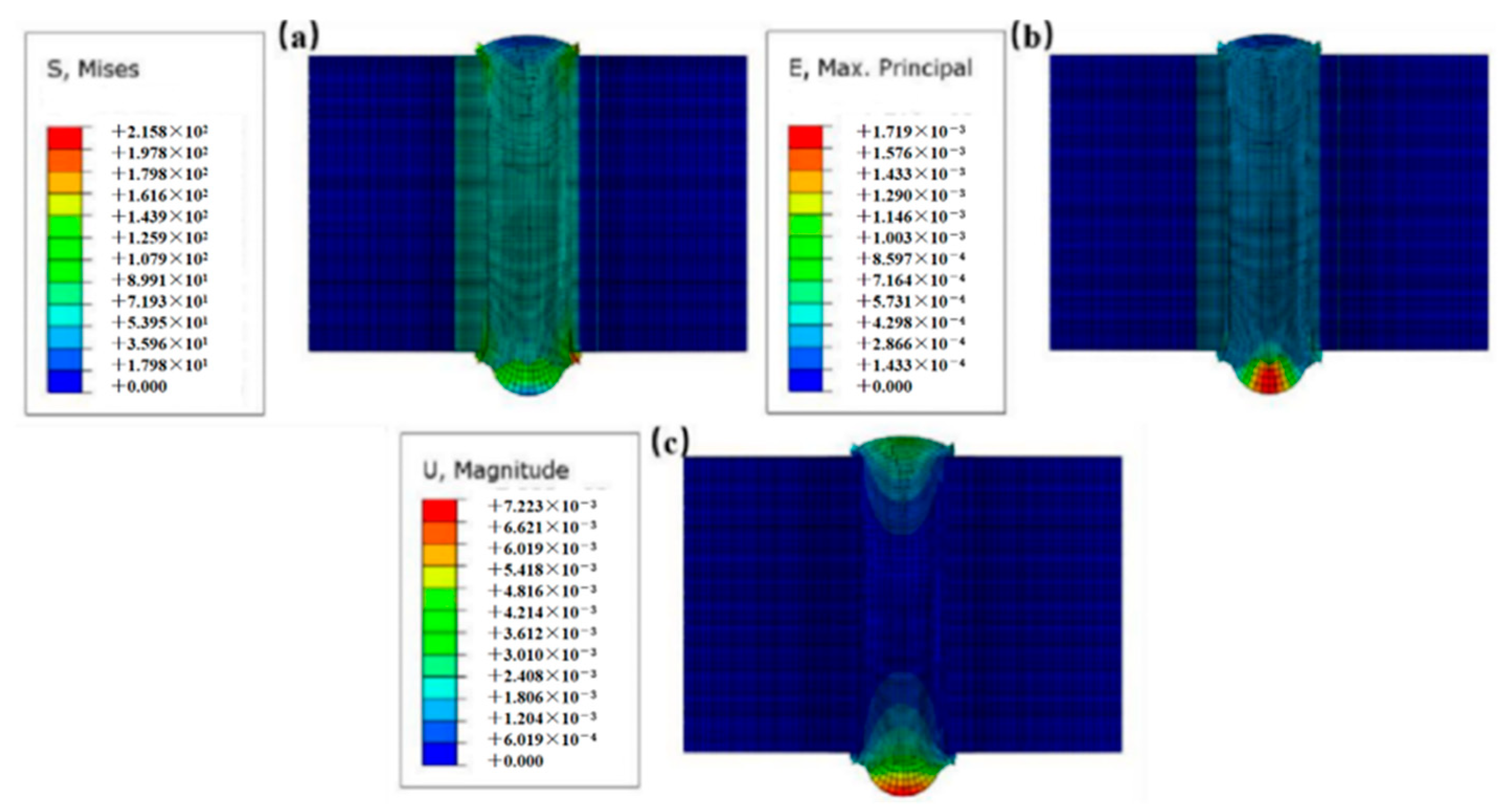
3.2. Analysis of Laser Welding Finite Element Simulation Results
3.3. Effect of Stress Span on the Deformation of Laser Welded Joints of Ultra-Thin Ferritic Stainless Steel
4. Conclusions
- The present study has identified optimal welding parameters for ultra-thin ferritic stainless steel, achieving minimal deformation and high-quality welds. The optimal parameters were as follows: a laser power of 600 W, a welding speed of 10 mm/s, and a pulse frequency of 10 Hz. These conditions were found to minimize defects such as burn-through and angular deformation, thus providing essential guidelines for industrial applications like PEMFC manufacturing, where precision and minimal deformation are critical for component integrity.
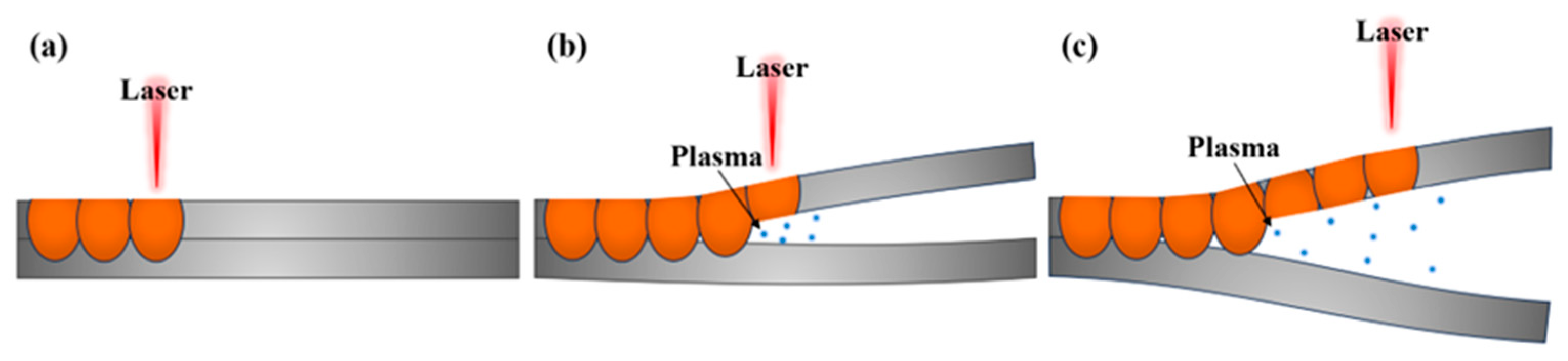
- The study confirmed a non-linear relationship between welding parameters and deformation. For example, excessive laser power caused burn-through, while low power resulted in incomplete weld penetration. Furthermore, it was demonstrated that variations in welding speed and pulse frequency had a substantial influence on angular deformation and weld discontinuities. These findings emphasize the necessity for precise regulation of welding parameters in industrial processes, particularly in the fabrication of high-precision equipment, where even minor deviations can adversely affect the final product’s performance and reliability.
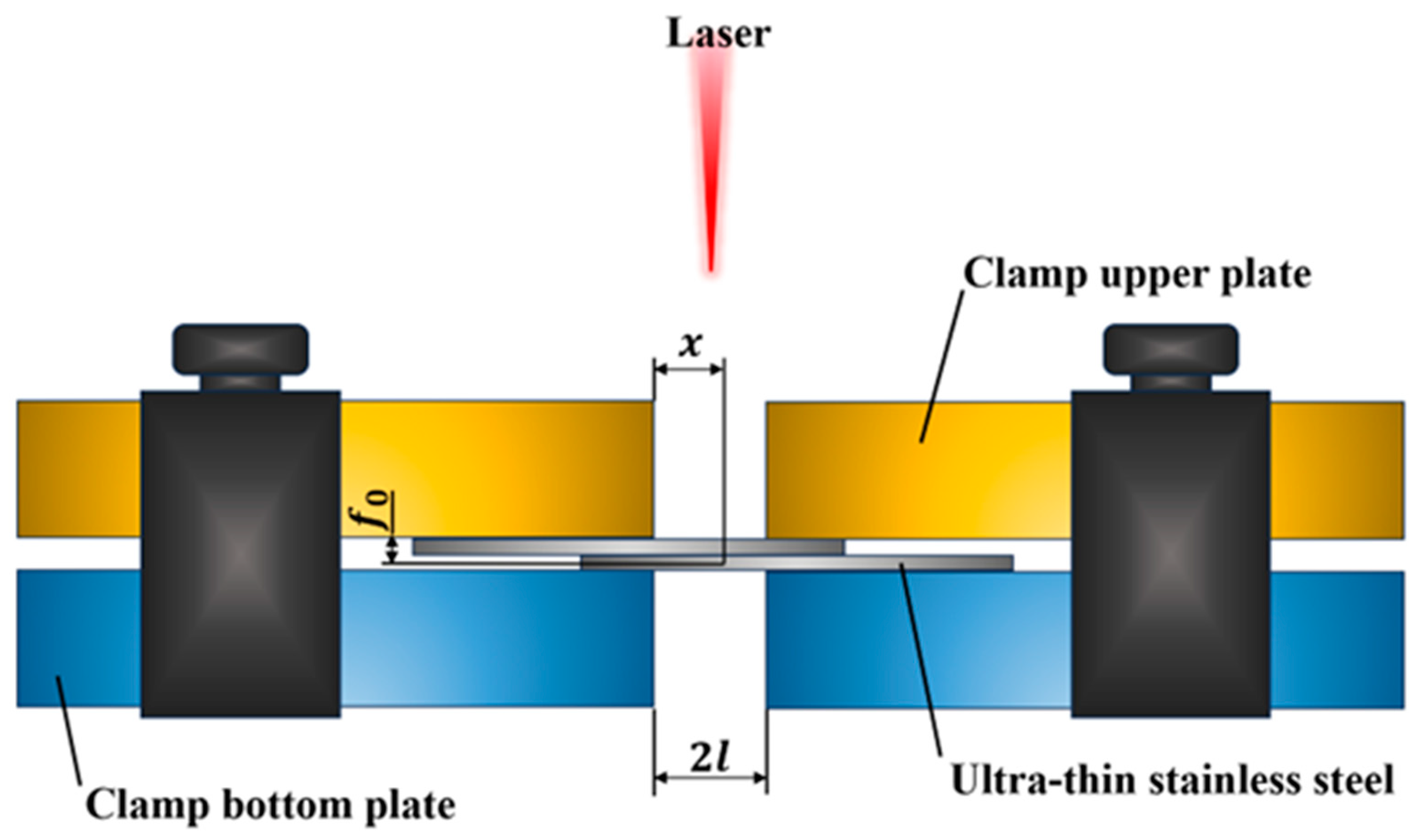
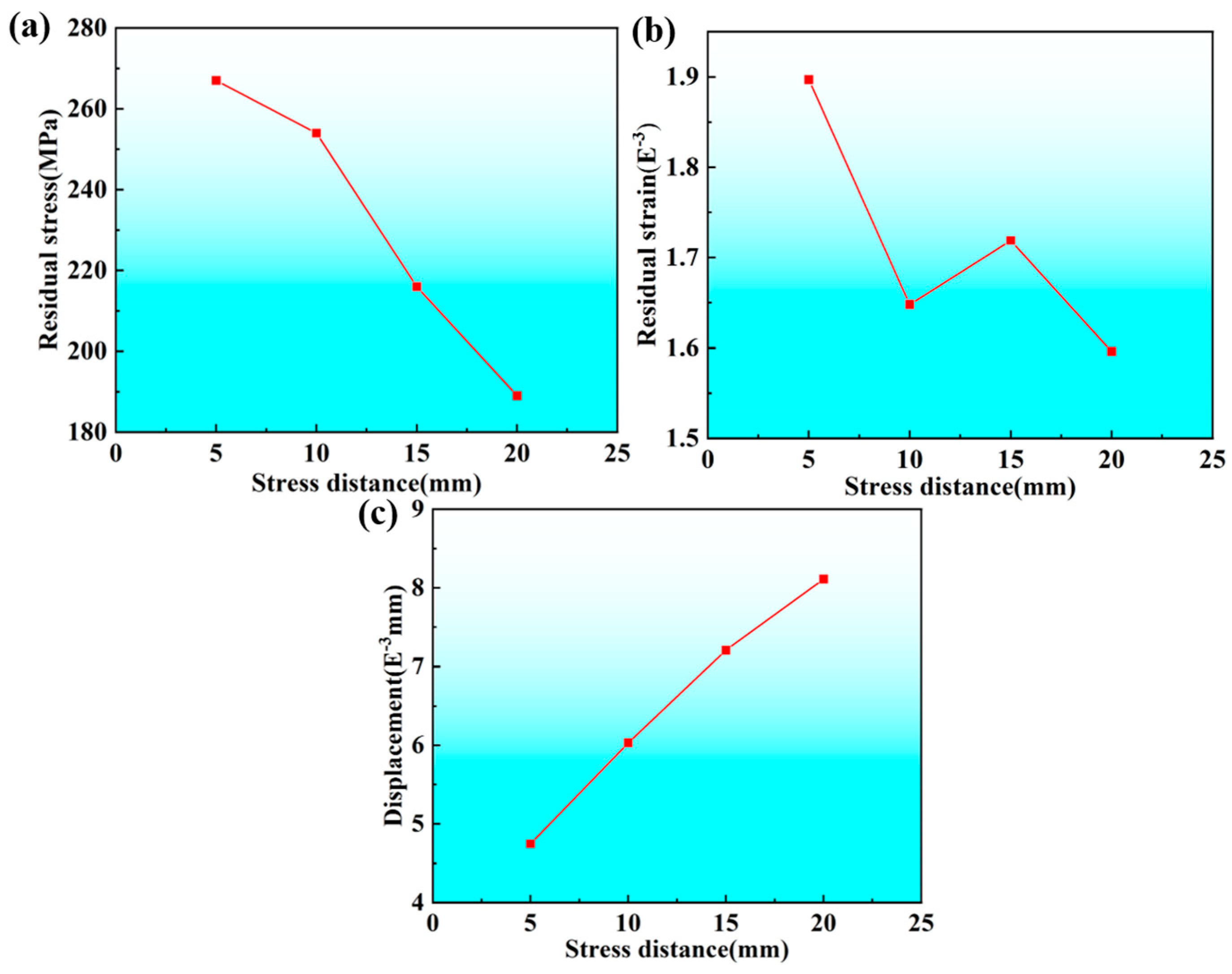
- The fixed stress span applied by clamps was found to have a considerable impact on residual stress, strain, and displacement. Specifically, residual stress decreased from 267 MPa at a 5 mm span to 189 MPa at 20 mm, while displacement values increased from 4.746 × 10−3 mm at 5 mm to 8.111 × 10−3 mm at 20 mm. These findings underscore the efficacy of a 5 mm span in ensuring smooth, defect-free weld morphology. These findings can be directly applied to industrial settings, where clamp designs can be optimized to ensure minimal distortion and maintain the structural integrity of sensitive components, such as those used in fuel cell systems.
- The findings of the study emphasize the importance of two factors in the pursuit of achieving high-quality welds in industrial contexts. Firstly, the optimization of welding parameters is paramount, and secondly, the refinement of clamp designs is essential. The implementation of these insights by industrial entities can engender a substantial reduction in the risks of deformation and welding defects. Consequently, this ensures the reliability and longevity of components utilized in high-precision applications, including fuel cells and other advanced technologies. These pragmatic solutions will assist in enhancing the overall quality and durability of industrial laser welding processes, thereby ensuring that final products meet the exacting standards demanded by precision engineering.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Mine, E.F.; Ito, Y.; Teranishi, Y.; Sato, M.; Shimizu, T. Surface coating and texturing on stainless-steel plates to decrease the contact resistance by using screen printing. Int. J. Hydrogen Energy 2017, 42, 20224–20229. [Google Scholar] [CrossRef]
- Xu, Z.; Qiu, D.; Yi, P.; Peng, L.; Lai, X. Towards mass applications: A review on the challenges and developments in metallic bipolar plates for PEMFC. Prog. Nat. Sci. 2020, 30, 815–824. [Google Scholar] [CrossRef]
- Zhou, Y.; Wang, M.; Hao, H.; Johnson, L.; Wang, H.; Hao, H. Plug-in electric vehicle market penetration and incentives: A global review. Mitig. Adapt. Strateg. Glob. Change 2015, 20, 777–795. [Google Scholar] [CrossRef]
- Kim, K.M.; Park, J.H.; Kim, H.S.; Kim, J.H.; Lee, Y.Y.; Kim, K.Y. Effect of plastic deformation on the corrosion resistance of ferritic stainless steel as a bipolar plate for polymer electrolyte membrane fuel cells. Int. J. Hydrogen Energy 2012, 37, 8459–8464. [Google Scholar] [CrossRef]
- Yan, W.M.; Chen, C.Y.; Liang, C.H. Comparison of performance degradation of high temperature PEM fuel cells with different bipolar plates. Energy 2019, 186, 115836. [Google Scholar] [CrossRef]
- Leng, Y.; Ming, P.; Yang, D.; Zhang, C. Stainless steel bipolar plates for proton exchange membrane fuel cells: Materials, flow channel design and forming processes. J. Power Sources 2020, 451, 22778. [Google Scholar] [CrossRef]
- Bilgin, M.B.; Meran, C. The effect of tool rotational and traverse speed on friction stir weldability of AISI 430 ferritic stainless steels. Mater. Des. 2012, 33, 376–383. [Google Scholar] [CrossRef]
- Amrutha, V.; Latha, S.; Bera, P.; John, S.; Srinivas, G.; Barshilia, H.C. Thermal treatment of stainless steel substrates along with a thin silicon layer for high temperature solar thermal applications. Sol. Energy 2023, 262, 111768. [Google Scholar] [CrossRef]
- Alizadeh-Sh, M.; Marashi, S.P.H.; Pouranvari, M. Resistance spot welding of AISI 430 ferritic stainless steel: Phase transformations and mechanical properties. Mater. Des. 2014, 56, 258–263. [Google Scholar] [CrossRef]
- Jazayerli, M.M.; Kok, C.K.; Sued, K.; Por, K.W.; Ooi, C.C.; Liew, K.W. Effect of welding speed on micro-friction stir lap welding of ultra-thin aluminium and copper sheets. Weld. World 2024, 68, 1853–1867. [Google Scholar] [CrossRef]
- Hong, Y.; Gao, J.; Lin, K.; Li, S.; Chang, B.; Du, D. Bridging behavior of molten pool and its effect on defects formation in ultra-thin sheets edge welding by micro-plasma arc. J. Mater. Process. Technol. 2025, 336, 118696. [Google Scholar] [CrossRef]
- Arai, T. Simulation of pulse laser welding of a thin metal and comparison with other heat sources. Mater. Werkst. 2013, 44, 462–471. [Google Scholar] [CrossRef]
- Kumar, S.; Chouhan, A.S.; Agarwal, H.; Avasthi, S. Perovskite solar cell devices on flexible stainless-steel substrate. In Proceedings of the IEEE 46th Photovoltaic Specialists Conference (PVSC), Chicago, IL, USA, 16–21 June 2019. [Google Scholar]
- Wang, J.; Shibahara, M.; Zhang, X.; Murakawa, H. Investigation on twisting distortion of thin plate stiffened structure under welding. J. Mater. Process. Technol. 2012, 212, 1705–1715. [Google Scholar] [CrossRef]
- Fan, Y.; Chen, Z.; Zhang, C.H.; Liu, A.M. A comparison of microstructure and mechanical properties of welded thin Ti6Al4V with three different types of laser. Mater. Res. Innov. 2015, 19, S187–S192. [Google Scholar] [CrossRef]
- Dong, Z.; Pan, R.; Zhou, T.; Feng, Y.; Yan, Z.; Wang, Y.; Chen, P.; Chen, S. Microstructure and mechanical property of Ti/Cu ultra-thin foil lapped joints with different weld depths by nanosecond laser welding. J. Manuf. Process. 2023, 108, 88–97. [Google Scholar] [CrossRef]
- Chen, J.; Chang, Y.; Wei, Y. Building ultra-thin Inconel 718 sheet joints using low-frequency PLBW scheme: Weld bead quality, keyhole dynamics, and solidification characteristics. J. Mater. Res. Technol. 2023, 27, 4145–4156. [Google Scholar] [CrossRef]
- Xu, H.; Guo, X.; Lei, Y.; Lin, J.; Fu, H.; Xiao, R.; Huang, T.; Shin, Y.C. Welding deformation of ultra-thin 316 stainless steel plate using pulsed laser welding process. Opt. Laser Technol. 2019, 119, 105583. [Google Scholar] [CrossRef]
- Syamak, H.N.; Mehmet, Y.; Abdollah, S. Solidification behaviour of austenitic stainless steels during welding and directed energy deposition. Sci. Technol. Weld. Join. 2023, 28, 1–17. [Google Scholar]
- Kumar, N.; Mukherjee, M.; Bandyopadhyay, A. Comparative study of pulsed Nd: YAG laser welding of AISI 304 and AISI 316 stainless steels. Opt. Laser Technol. 2017, 88, 24–39. [Google Scholar] [CrossRef]
- Xiong, K.; Wu, W.; Wang, S.; Zhang, L. Modeling, design, materials and fabrication of bipolar plates for proton exchange membrane fuel cell: A review. Appl. Energy 2021, 301, 117443. [Google Scholar] [CrossRef]
- Rouquette, S.; Guo, J.; Le Masson, P. Estimation of the parameters of a Gaussian heat source by the Levenberg–Marquardt method: Application to the electron beam welding. Int. J. Therm. Sci. 2007, 46, 128–138. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Case No. | Laser Power (W) | Welding Speed (mm/s) | Pulse Frequency (Hz) | Duty Cycle (%) | Stress Span (mm) |
|---|---|---|---|---|---|
| Case 1 | 500 | 10 | 10 | 15 | 20 |
| Case 2 | 600 | 10 | 10 | 15 | 20 |
| Case 3 | 700 | 10 | 10 | 15 | 20 |
| Case 4 | 600 | 6 | 10 | 15 | 20 |
| Case 5 | 600 | 14 | 10 | 15 | 20 |
| Case 6 | 600 | 10 | 6 | 15 | 20 |
| Case 7 | 600 | 10 | 14 | 15 | 20 |
| Case 8 | 600 | 10 | 10 | 15 | 15 |
| Case 9 | 600 | 10 | 10 | 15 | 10 |
| Case 10 | 600 | 10 | 10 | 15 | 5 |
| Temperature (°C) | Density (g/cm3) | Heat Conductivity (W/(m × K)) | Young Modulus (GPa) | Poisson Ratio | Specific Heat (J/(g × K)) | Thermal Expansivity (10 × 10−6·K−1) |
|---|---|---|---|---|---|---|
| 20 | 7.72 | 17.4 | 216 | 0.29 | 0.4 | 11.5 |
| 200 | 7.67 | 19.5 | 205 | 0.3 | 0.5 | 12.3 |
| 400 | 7.6 | 22 | 190 | 0.31 | 0.6 | 13 |
| 600 | 7.54 | 24.5 | 165 | 0.32 | 0.8 | 13.6 |
| 900 | 7.45 | 28 | 120 | 0.33 | 0.9 | 13.5 |
| 1100 | 7.36 | 30 | 95 | 0.34 | 0.8 | 14.5 |
| 1500 | 7.2 | 34 | 50 | 0.35 | 0.8 | 16.9 |
| Case No. | Laser Power (W) | Welding Speed (mm/s) | Pulse Frequency (Hz) | Weld Penetration |
|---|---|---|---|---|
| Case 1 | 500 | 10 | 10 | Upper plate ● |
| Case 2 | 600 | 10 | 10 | None |
| Case 3 | 700 | 10 | 10 | Upper plate ●● |
| Case 4 | 600 | 6 | 10 | Two plates ● |
| Case 5 | 600 | 14 | 10 | Upper plate ● |
| Case 6 | 600 | 10 | 6 | Upper plate ●● |
| Case 7 | 600 | 10 | 14 | Upper plate ●● |
| Case 8 | 600 | 10 | 10 | Upper plate ●● |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Su, J.; Li, J.; Zhu, K.; Xing, F.; Qiu, X.; Liang, J. Optimization of Laser Welding Parameters and Fixed Stress Span Design to Minimize Deformation in Ultra-Thin Ferritic Stainless Steel. Metals 2025, 15, 325. https://doi.org/10.3390/met15030325
Su J, Li J, Zhu K, Xing F, Qiu X, Liang J. Optimization of Laser Welding Parameters and Fixed Stress Span Design to Minimize Deformation in Ultra-Thin Ferritic Stainless Steel. Metals. 2025; 15(3):325. https://doi.org/10.3390/met15030325
Chicago/Turabian StyleSu, Jinlong, Jingyi Li, Kaining Zhu, Fei Xing, Xiaoming Qiu, and Jingwei Liang. 2025. "Optimization of Laser Welding Parameters and Fixed Stress Span Design to Minimize Deformation in Ultra-Thin Ferritic Stainless Steel" Metals 15, no. 3: 325. https://doi.org/10.3390/met15030325
APA StyleSu, J., Li, J., Zhu, K., Xing, F., Qiu, X., & Liang, J. (2025). Optimization of Laser Welding Parameters and Fixed Stress Span Design to Minimize Deformation in Ultra-Thin Ferritic Stainless Steel. Metals, 15(3), 325. https://doi.org/10.3390/met15030325