

Effects of a Welding Wire Containing Er or Sc on the Microstructure, Mechanical Properties, and Corrosion Resistance of the 5xxx Aluminum Alloy MIG Joint



Abstract
1. Introduction
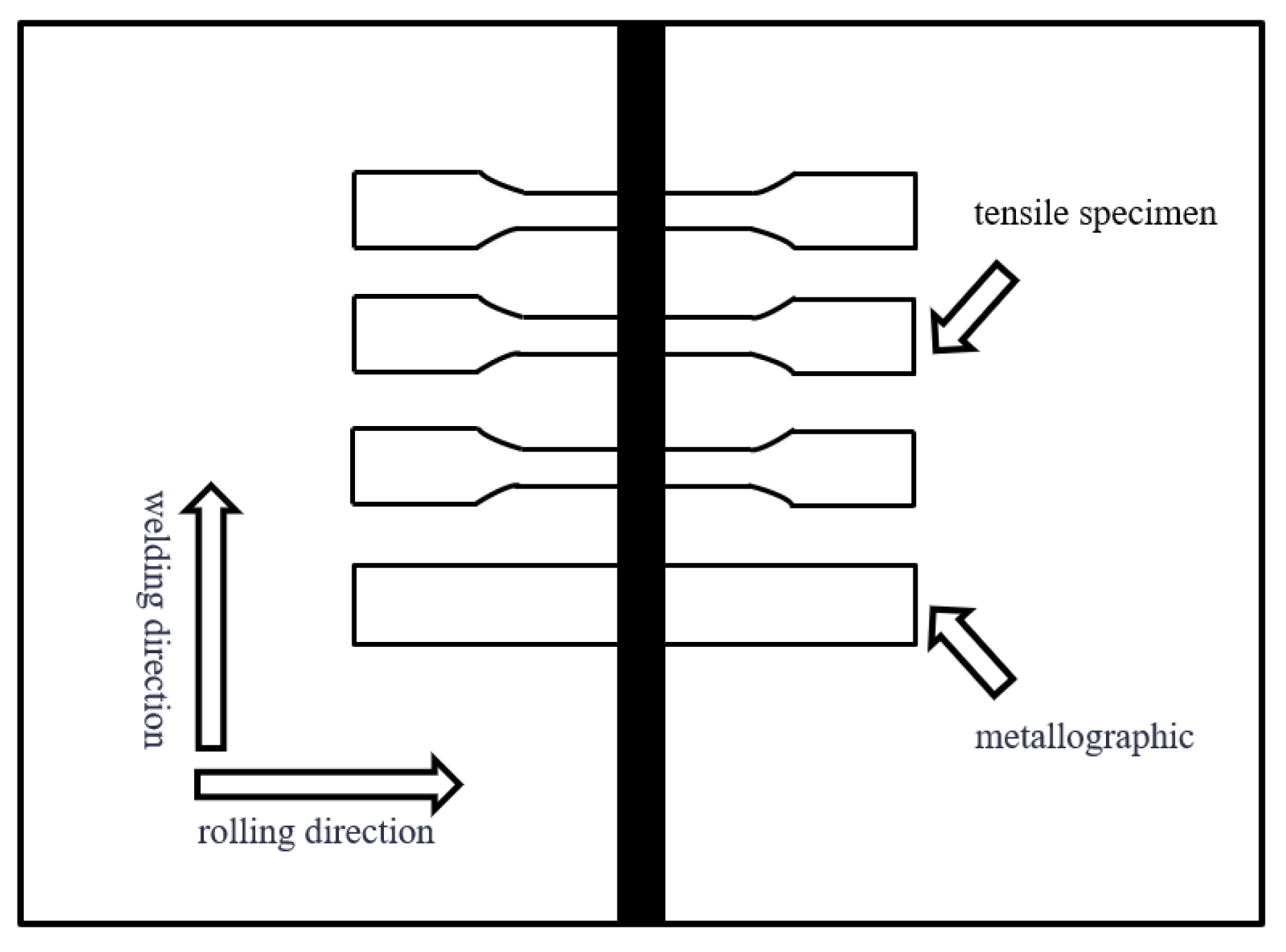
2. Materials and Methods
3. Results and Discussion
3.1. Macroscopic Observation of Weld Seam Formation
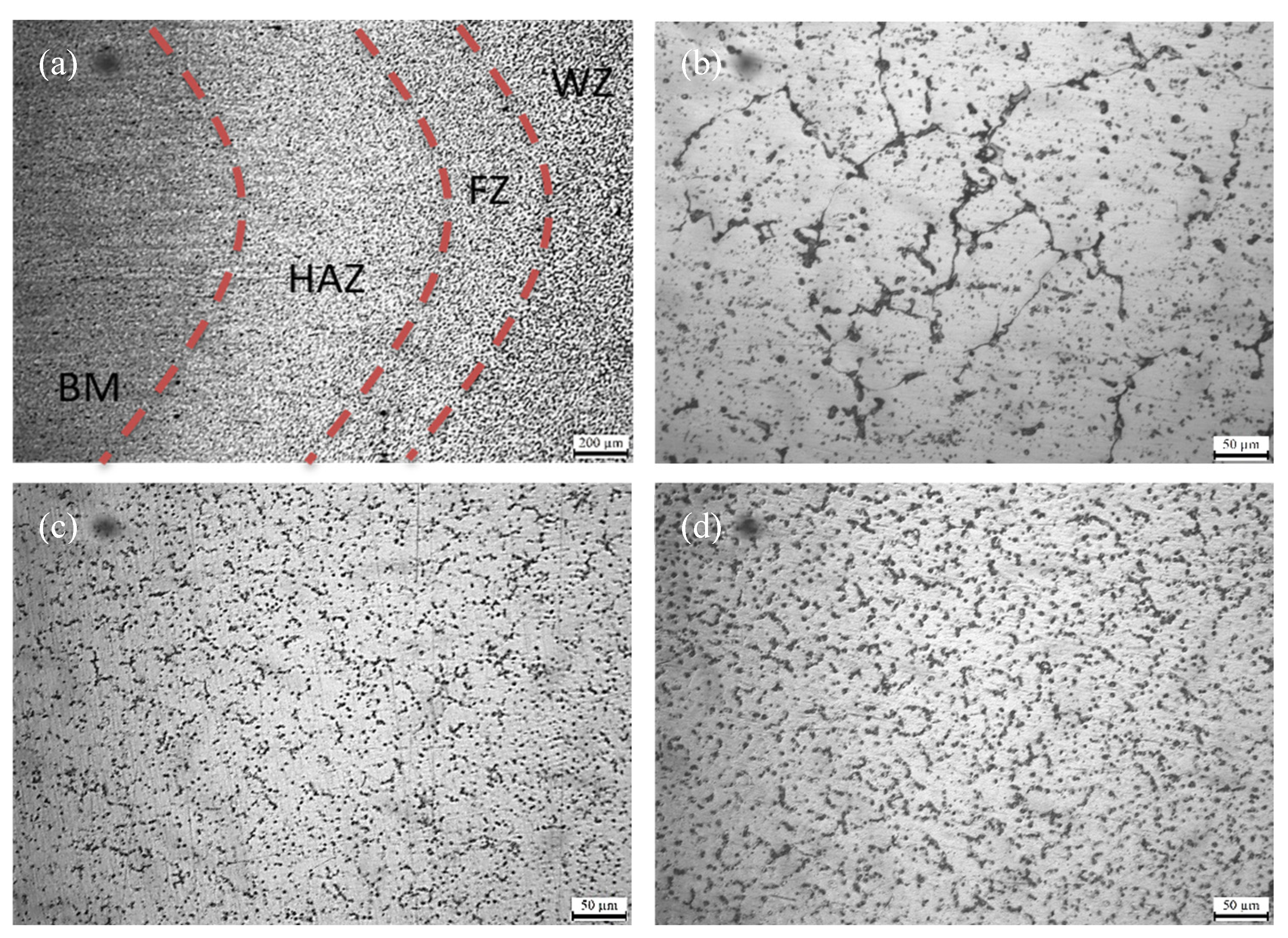
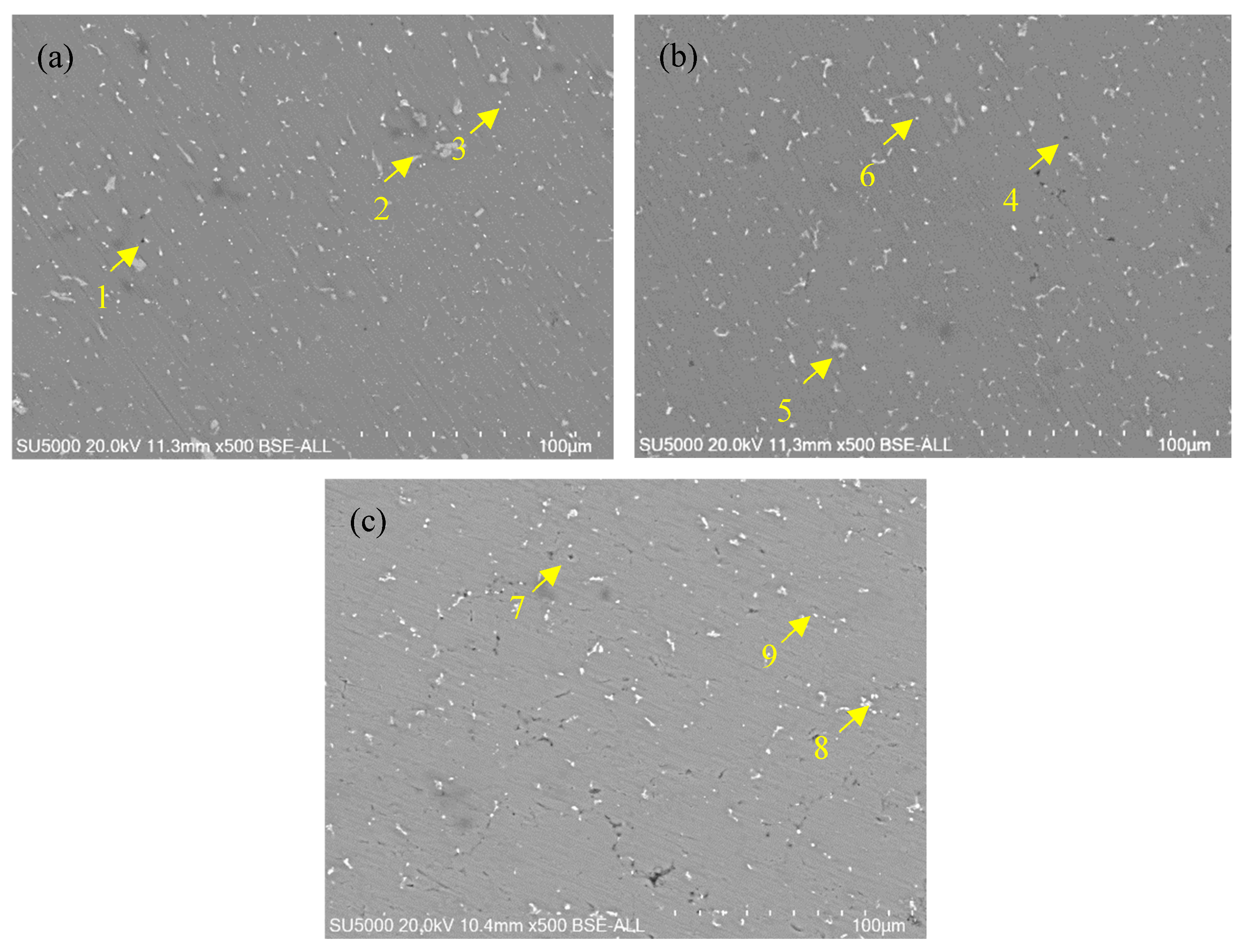
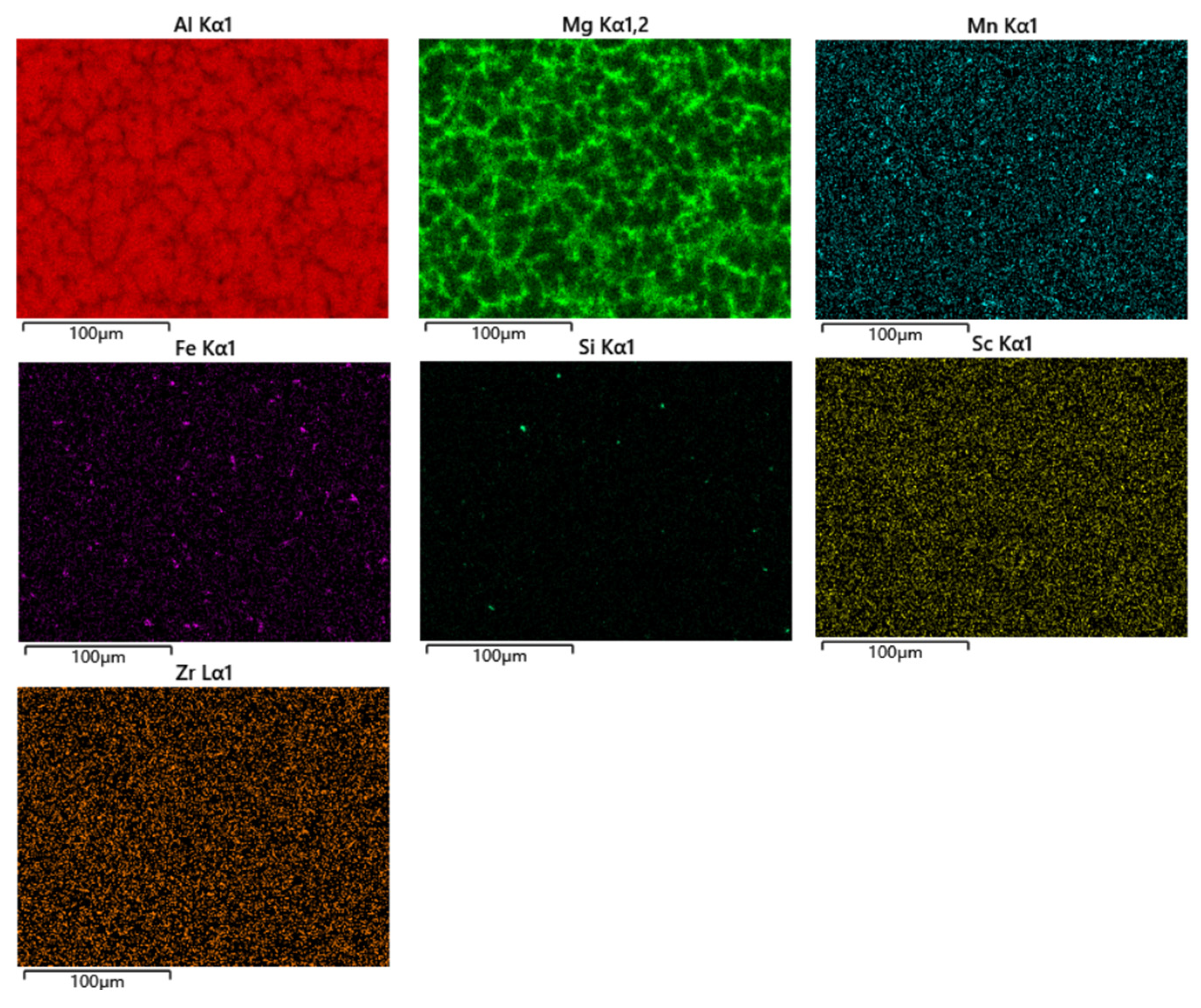
3.2. Microstructure Observation
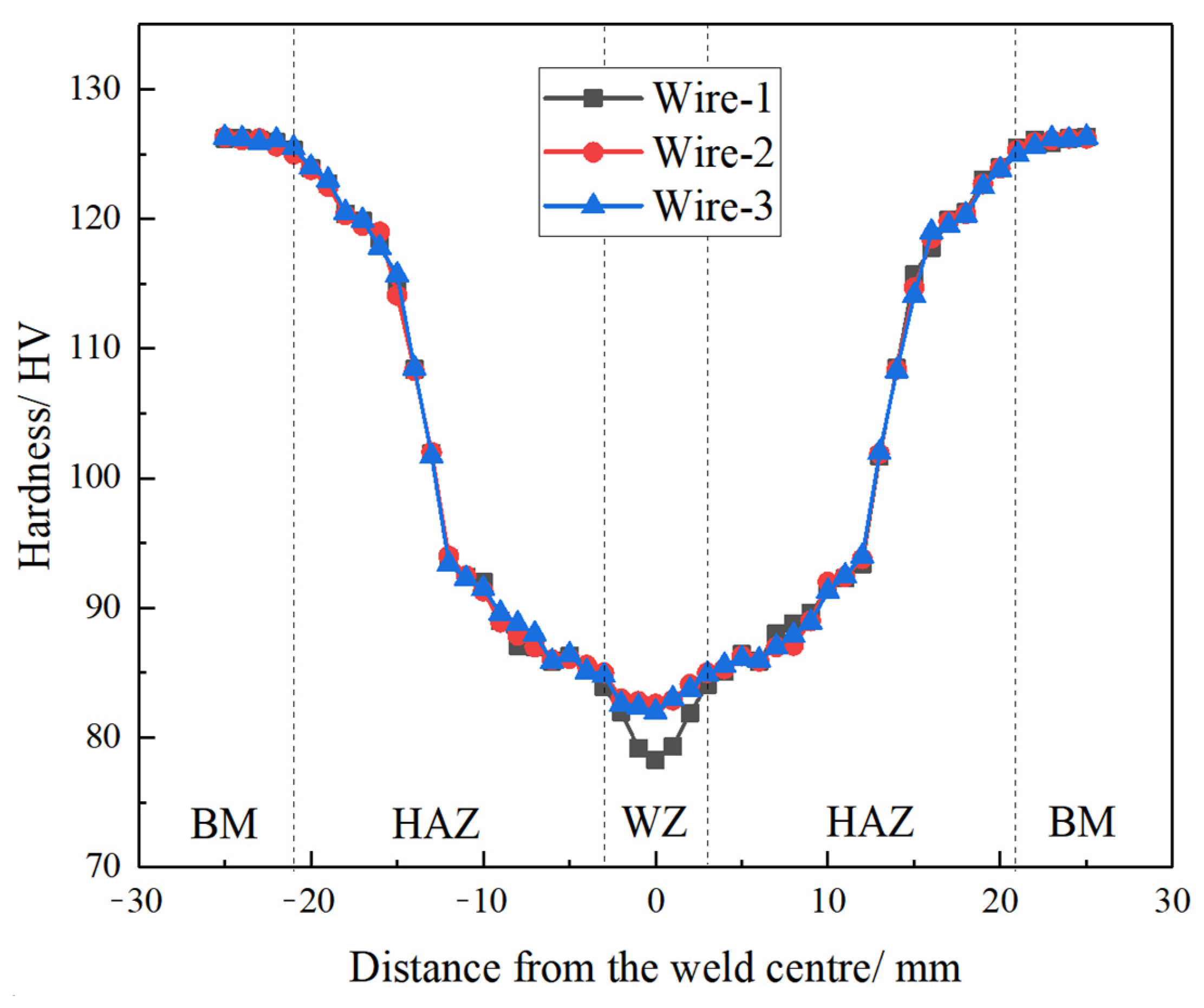
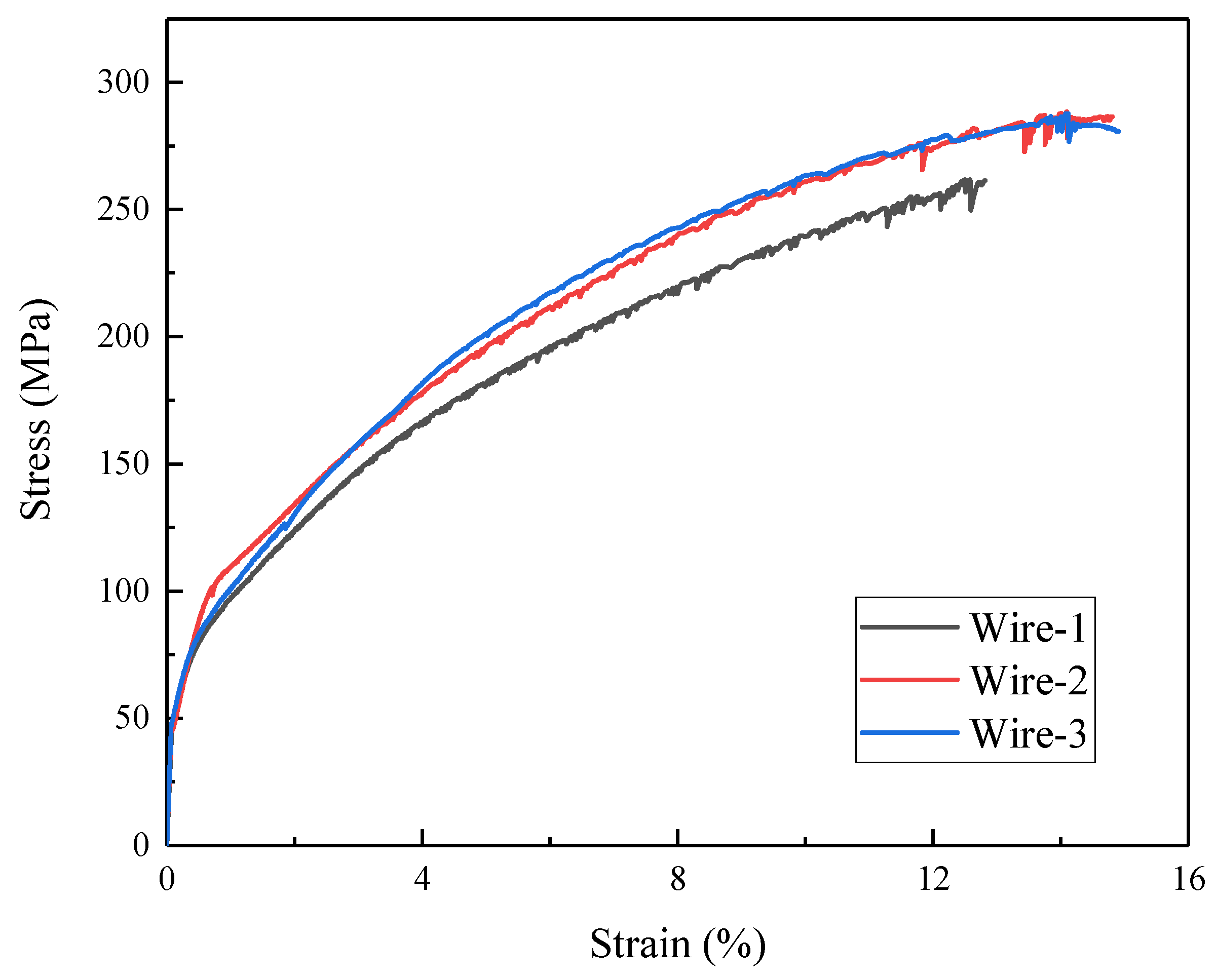
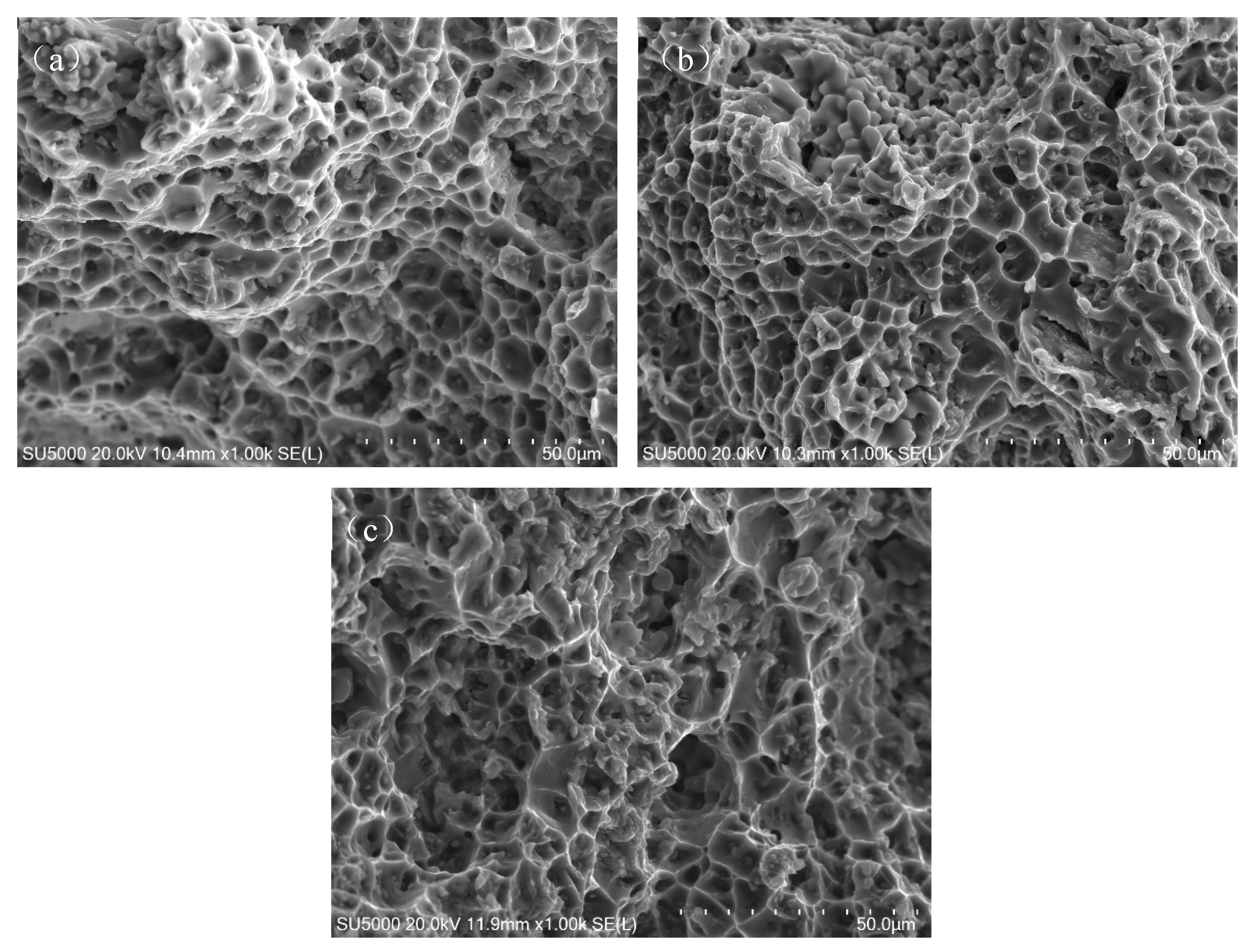
3.3. Mechanical Properties
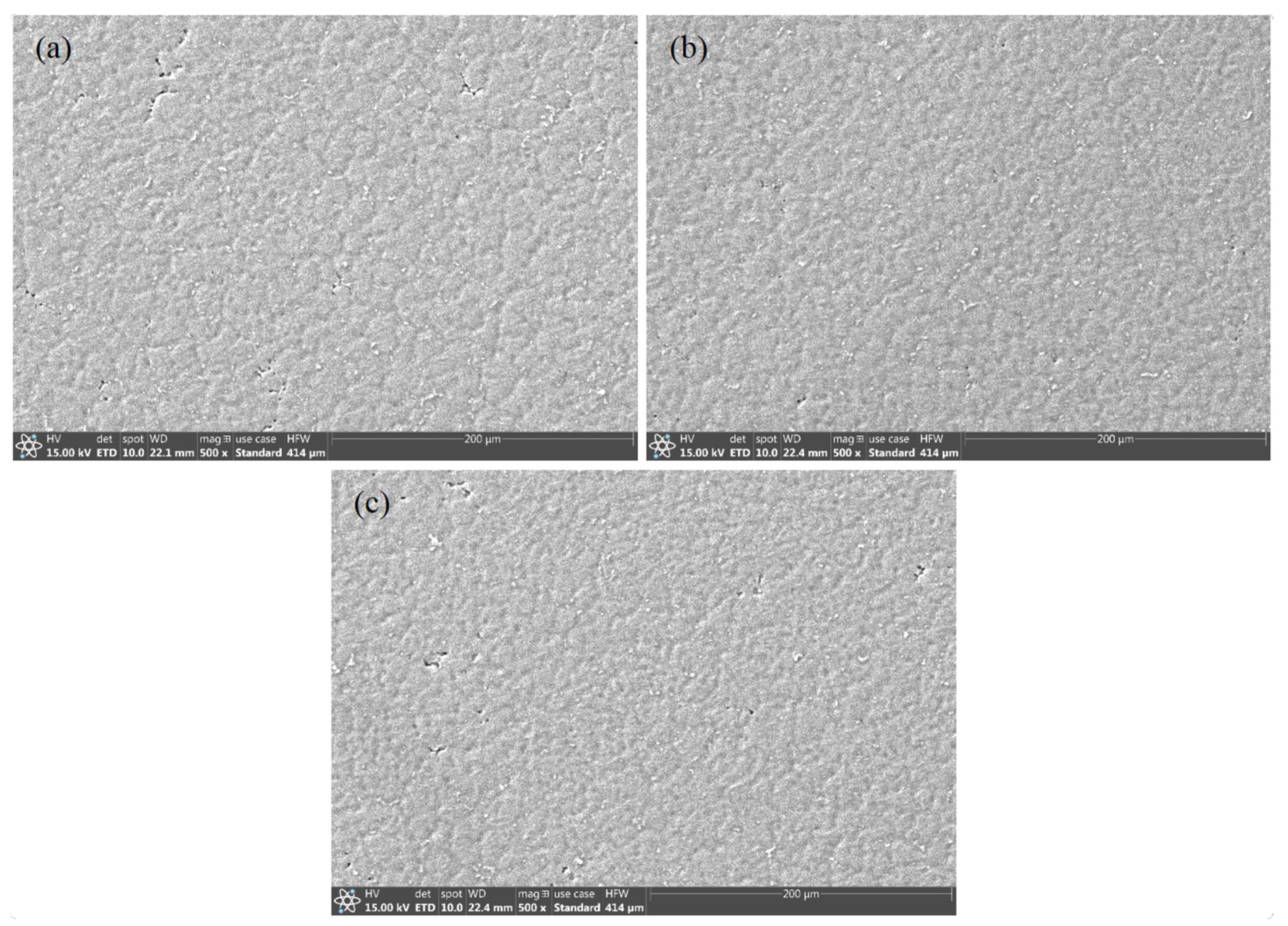
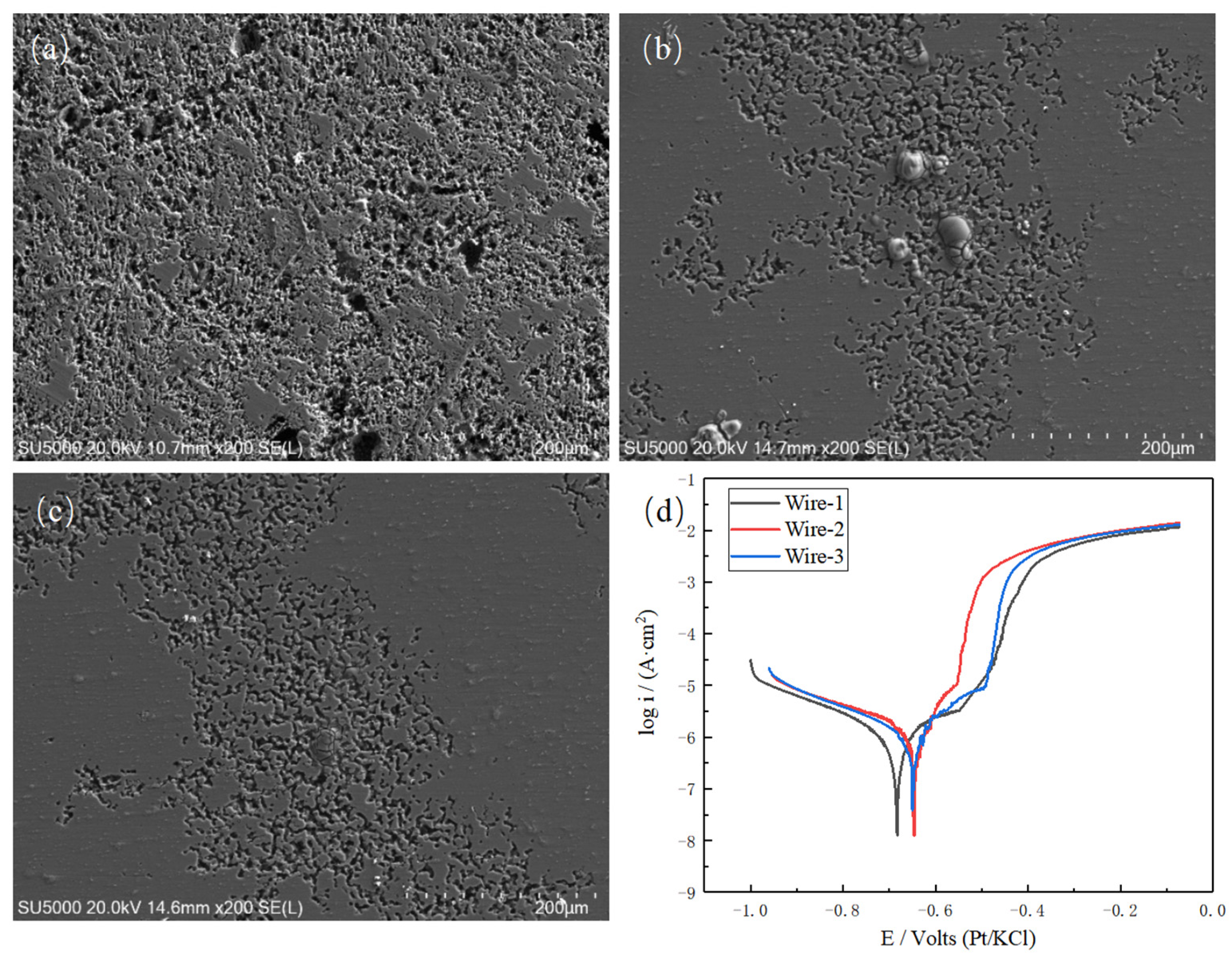
3.4. Corrosion Resistance
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yin, Z.; Pan, Q.; Zhang, Y.; Jiang, F. Effect of minor Sc and Zr on the microstructure and mechanical properties of Al–Mg based alloys. Mater. Sci. Eng. A 2000, 280, 151–155. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, S.; Wu, R.; Turakhodjaev, N.; Hou, L.; Zhang, J.; Betsofen, S. Coarsening kinetics and strengthening mechanisms of core-shell nanoscale precipitates in Al-Li-Yb-Er-Sc-Zr alloy. J. Mater. Sci. Technol. 2021, 61, 197–203. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, Z.; Wu, R.; Sun, J.; Jiao, Y.; Hou, L.; Zhang, J.; Li, X.; Zhang, M. Ambient-temperature mechanical properties of isochronally aged 1420-Sc-Zr aluminum alloy. Mater. Sci. Eng. A 2019, 745, 411–419. [Google Scholar] [CrossRef]
- Wang, M.; Wei, W.; Shi, W.; Zhou, X.; Wen, S.; Wu, X.; Gao, K.; Rong, L.; Qi, P.; Huang, H.; et al. Synergistic effect of Al3(Er, Zr) precipitation and hot extrusion on the microstructural evolution of a novel Al–Mg–Si–Er–Zr alloy. J. Mater. Res. Technol. 2023, 22, 947–957. [Google Scholar] [CrossRef]
- Kotov, A.D.; Mochugovskiy, A.G.; Mosleh, A.O.; Kishchik, A.A.; Rofman, O.V.; Mikhaylovskaya, A.V. Microstructure, superplasticity, and mechanical properties of Al–Mg–Er–Zr alloys. Mater. Char. 2022, 186, 111825. [Google Scholar] [CrossRef]
- Nie, Z.R.; Jin, T.; Fu, J.; Xu, G.; Yang, J.; Zhou, J.X.; Zuo, T.Y. Research on rare earth in aluminum. Mater. Sci. Forum 2002, 396, 1731. [Google Scholar] [CrossRef]
- Xue, D.; Wei, W.; Shi, W.; Guo, Y.W.; Wen, S.P.; Wu, X.L.; Huang, H.; Nie, Z.R. Effect of cold rolling on mechanical and corrosion properties of stabilized A-Mg-Mn-Er-Zr alloy. J. Mater. Res. Technol. 2021, 15, 6329–6339. [Google Scholar] [CrossRef]
- Fu, L.; Li, Y.; Jiang, F.; Huang, J.; Xu, G.; Yin, Z. On the role of Sc or Er micro-alloying in the microstructure evolution of Al-Mg alloy sheets during annealing. Mater. Char. 2019, 157, 109918. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, W.; Xie, J.; Sun, S.; Wang, L.; Qian, Y.; Meng, Y.; Wei, Y. Microstructure and mechanical properties of aluminum 5083 weldments by gas tungsten arc and gas metal arc welding. Mater. Sci. Eng. A 2012, 549, 7–13. [Google Scholar] [CrossRef]
- Gungor, B.; Kaluc, E.; Taban, E. Mechanical and microstructural properties of robotic cold metal transfer (CMT) welded 5083-H111 and 6082-T651 aluminum alloys. Mater. Des. 2014, 54, 207–211. [Google Scholar] [CrossRef]
- Madavi, K.R.; Jogi, B.F.; Lohar, G.S. Metal inert gas (MIG) welding process: A study of effect of welding parameters. Mater. Today: Proc. 2022, 51, 690–698. [Google Scholar] [CrossRef]
- Sharma, A.; Verma, A.; Vashisth, D.; Khanna, P. Prediction of bead geometry parameters in MIG welded aluminium alloy 8011 plates. Mater. Today Proc. 2022, 62, 2787–2793. [Google Scholar] [CrossRef]
- Sareekumtorn, P.; Chaideesungnoen, S.; Muangjunburee, P.; Oo, H.Z. The electrochemical corrosion performance of aluminum alloys grade 6082-T6 weld repair. Mater. Res. Express 2024, 11, 086512. [Google Scholar] [CrossRef]
- Zhao, H.; Li, M.; Wang, X.; Shi, Y.; Chang, Y.; Zhang, G.; Cai, B. Intergranular corrosion effect on fatigue behavior of dissimilar 6005A-5083 aluminum alloys weld joints. Mater. Corros. 2022, 73, 1505–1518. [Google Scholar] [CrossRef]
- Rosalbino, F.; Angelini, E.M.M.A.; De Negri, S.; Saccone, A.; Delfino, S. Influence of the rare earth content on the electrochemical behaviour of Al–Mg–Er alloys. Intermetallics 2003, 11, 435–441. [Google Scholar] [CrossRef]
- Yang, Z.; Ji, P.; Wu, R.; Wang, Y.; Turakhodjaev, N.; Kudratkhon, B. Microstructure, mechanical properties and corrosion resistance of friction stir welded joint of Al–Mg–Mn–Zr–Er alloy. Int. J. Mater. Res. 2022, 114, 65–76. [Google Scholar] [CrossRef]
- Algendy, A.Y.; Rometsch, P.; Chen, X.G. Mechanical and corrosion performances of Al-Mg-Mn 5083 rolled alloys microalloyed with Sc and Zr in different thermomechanical processing conditions. J. Mater. Sci. 2024, 59, 14692–14715. [Google Scholar] [CrossRef]
- Shi, J.; Hu, Q.; Zhao, X.; Liu, J.; Zhou, J.; Xu, W.; Chen, Y. Densification, Microstructure and Anisotropic Corrosion Behavior of Al-Mg-Mn-Sc-Er-Zr Alloy Processed by Selective Laser Melting. Coatings 2023, 13, 337. [Google Scholar] [CrossRef]
- Shih, J.S.; Tzeng, Y.F.; Yang, J.B. Principal component analysis for multiple quality characteristics optimization of metal inert gas welding aluminum foam plate. Mater. Des. 2011, 32, 1253–1261. [Google Scholar] [CrossRef]
- Deng, Y.; Xu, G.; Yin, Z.; Lei, X.; Huang, J. Effects of Sc and Zr microalloying additions on the recrystallization texture and mechanism of Al–Zn–Mg alloys. J. Alloys Compd. 2013, 580, 412–426. [Google Scholar] [CrossRef]
- Geng, S.; Jiang, P.; Shao, X.; Guo, L.; Gao, X. Heat transfer and fluid flow and their effects on the solidification microstructure in full-penetration laser welding of aluminum sheet. J. Mater. Sci. Technol. 2020, 46, 50–63. [Google Scholar] [CrossRef]
- Han, C.; Jiang, P.; Geng, S.; Mi, G.; Wang, C.; Li, Y. Nucleation mechanisms of equiaxed grains in the fusion zone of aluminum-lithium alloys by laser welding. J. Mater. Res. Technol. 2021, 14, 2219–2232. [Google Scholar] [CrossRef]
- Samiuddin, M.; Li, J.L.; Taimoor, M.; Siddiqui, M.N.; Siddiqui, S.U.; Xiong, J.T. Investigation on the process parameters of TIG-welded aluminum alloy through mechanical and microstructural characterization. Def. Technol. 2020, 17, 1234–1248. [Google Scholar] [CrossRef]
- Tong, X.; Wu, G.; Zhang, L.; Wang, Y.; Liu, W.; Ding, W. Microstructure and mechanical properties of repair welds of low-pressure sand-cast Mg-Y-RE-Zr alloy by tungsten inert gas welding. J. Magnesium Alloys 2022, 10, 180–194. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, H.; Yan, B.; Zou, C.; Wei, Z. The effect of grain refinement and precipitation strengthening induced by Sc or Er alloying on the mechanical properties of cast Al-Li-Cu-Mg alloys at elevated temperatures. Mater. Sci. Eng. A 2021, 822, 141641. [Google Scholar] [CrossRef]
- Xiang, H.; Liu, P.L.; Huang, Y.; Liu, Z.H.; Deng, S.X.; Liu, T.L.; Li, J.F.; Liu, D.Y. Effects of the filler wire composition on the structures and mechanical performance of 2195 AlLi alloy TIG joints. Mater. Charact. 2023, 198, 112748. [Google Scholar] [CrossRef]
- Zhang, D.K.; Wu, A.; Zhao, Y.; Shan, J.; Wan, Z.; Wang, G.; Song, J.; Zhang, Z.; Liu, X. Microstructural evolution and its effect on mechanical properties in different regions of 2219-C10S aluminum alloy TIG-welded joint. Trans. Nonferrous Metals Soc. China 2020, 30, 2625–2638. [Google Scholar] [CrossRef]
- Jia, Q.; Rometsch, P.; Kürnsteiner, P.; Chao, Q.; Huang, A.; Weyland, M.; Bourgeois, L.; Wu, X. Selective laser melting of a high strength Al-Mn-Sc alloy:alloy design and strengthening mechanisms. Acta Mater. 2019, 171, 108–118. [Google Scholar] [CrossRef]
- Yang, Z.; Liao, Y.; Wu, R.; Sun, D.; Liu, M.; Wang, Y. Effect of Single-Pass Large-Strain Rolling on Microstructure and Mechanical Properties of Al-3Li-1Cu-0.2Er-0.1Zr Alloy. J. Mater. Eng. Perform. 2022, 31, 3287–3298. [Google Scholar] [CrossRef]
- ASTM G102-89; Standard Practice for Calculation of Corrosion Rates from Electrochemical Measurements. ASTM International: West Conshohocken, PA, USA, 2015.
- Ahmad, Z.; UI-Hamid, A.; Abdul-Aleem, B.J. The corrosion behavior of scandium alloyed Al 5052 in neutral sodium chloride solution. Corros. Sci. 2001, 43, 1227–1243. [Google Scholar] [CrossRef]
- Chen, H.; Yu, T.; Qi, Z.; Wu, R.; Wang, G.; Lv, X.; Cong, F.; Hou, L.; Zhang, J.; Zhang, M. Effect of Minor Er on the Microstructure and Properties of Al-6.0Mg-0.4Mn-0.1Cr-0.1Zr Alloys. J. Mater. Eng. Perform. 2018, 27, 5709–5717. [Google Scholar] [CrossRef]
- Xing, Q.; Wu, X.; Zang, J.; Meng, L.; Zhang, X. Effect of Er on Microstructure and Corrosion Behavior of Al–Zn–Mg–Cu–Sc–Zr Aluminum Alloys. Materials 2022, 15, 1040. [Google Scholar] [CrossRef] [PubMed]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mg | Mn | Sc | Er | Zr | Al | |
|---|---|---|---|---|---|---|
| Wire-1 | 5.7 | 0.83 | - | - | 0.15 | Bal. |
| Wire-2 | 5.9 | 0.78 | - | 0.19 | 0.16 | Bal. |
| Wire-3 | 6.2 | 0.76 | 0.23 | - | 0.19 | Bal. |
| BM | 6.1 | 0.81 | 0.2 | 0.15 | Bal. |
| Parameter | Value |
|---|---|
| Welding current (A) | 110 |
| Welding voltage (V) | 17.3 |
| Welding speed (mm/s) | 0.5 |
| Weld width (mm) | 1.2 |
| Wire diameter (mm) | 1.2 |
| Shielding gas | Ar |
| Gas flow (L/min) | 12 |
| Point | Mg | Al | Si | Mn | Fe | Zr | Inferred Phase |
|---|---|---|---|---|---|---|---|
| 1 | 48.99 | 29.00 | 22.01 | 0 | 0 | 0 | Mg2Si, Si |
| 2 | 1.17 | 81.85 | 0 | 8.80 | 8.18 | 0 | Al6(Mn,Fe), Al6Mn |
| 3 | 23.39 | 76.61 | 0 | 0 | 0 | 0 | Al3Mg2, Al12Mg17 |
| 4 | 39.63 | 40.71 | 19.66 | 0 | 0 | 0 | Mg2Si, Si |
| 5 | 0.82 | 82.50 | 0 | 9.21 | 7.47 | 0 | Al6(Mn,Fe), Al6Mn |
| 6 | 33.79 | 66.21 | 0 | 0 | 0 | 0 | Al3Mg2, Al12Mg17 |
| 7 | 39.15 | 43.86 | 16.99 | 0 | 0 | 0 | Mg2Si, Si |
| 8 | 1.12 | 84.85 | 0 | 7.43 | 6.60 | 0 | Al6(Mn,Fe), Al6Mn |
| 9 | 35.33 | 64.67 | 0 | 0 | 0 | 0 | Al3Mg2, Al12Mg17 |
| Samples | Tensile Strength (MPA) | Elongation (%) |
|---|---|---|
| WIRE-1 | 261 ± 6 | 12.8 ± 0.3 |
| WIRE-2 | 287 ± 6 | 14.8 ± 0.3 |
| WIRE-3 | 286 ± 6 | 14.9 ± 0.3 |
| Sample | Ecorr (mV vs. Ag/AgCl) | Icorr (A cm−2) |
|---|---|---|
| Wire-1 | −683 | 9.266 × 10−7 |
| Wire-2 | −646 | 8.642 × 10−7 |
| Wire-3 | −650 | 8.775 × 10−7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zou, C.; Wu, R.; Yang, X.; Ma, Z.; Hou, L. Effects of a Welding Wire Containing Er or Sc on the Microstructure, Mechanical Properties, and Corrosion Resistance of the 5xxx Aluminum Alloy MIG Joint. Metals 2025, 15, 287. https://doi.org/10.3390/met15030287
Zou C, Wu R, Yang X, Ma Z, Hou L. Effects of a Welding Wire Containing Er or Sc on the Microstructure, Mechanical Properties, and Corrosion Resistance of the 5xxx Aluminum Alloy MIG Joint. Metals. 2025; 15(3):287. https://doi.org/10.3390/met15030287
Chicago/Turabian StyleZou, Cunwei, Ruizhi Wu, Xinhe Yang, Zhikun Ma, and Legan Hou. 2025. "Effects of a Welding Wire Containing Er or Sc on the Microstructure, Mechanical Properties, and Corrosion Resistance of the 5xxx Aluminum Alloy MIG Joint" Metals 15, no. 3: 287. https://doi.org/10.3390/met15030287
APA StyleZou, C., Wu, R., Yang, X., Ma, Z., & Hou, L. (2025). Effects of a Welding Wire Containing Er or Sc on the Microstructure, Mechanical Properties, and Corrosion Resistance of the 5xxx Aluminum Alloy MIG Joint. Metals, 15(3), 287. https://doi.org/10.3390/met15030287