Analysis of Inclusions and Impurities Present in Typical HPDC, Stamping and Extrusion Alloys Produced with Different Scrap Levels

 , , , , , and
, , , , , and
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Aluminium Alloys
2.1.2. Scrap
2.2. Sample Production
2.2.1. HPDC
2.2.2. Extrusion Alloy: 6063
2.2.3. Sheet Metal Alloys 6181A and 5754
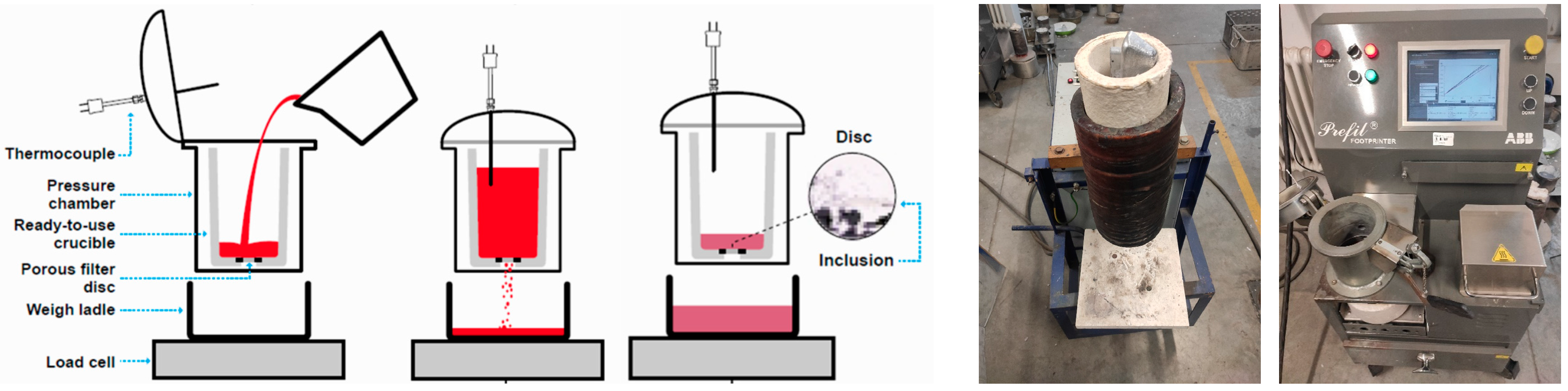
2.3. Filtration and Analysis by Means of Profil Footprinter®
2.4. Additional Tests
2.4.1. Flowability (HPDC Alloys)
2.4.2. Hot Compression (Extrusion Alloys)
2.4.3. Production of Hot-Deformed Samples (Sheet Metal)
3. Results
3.1. High-Pressure Die Casting (HPDC) Alloys
3.1.1. Flowability Test Results
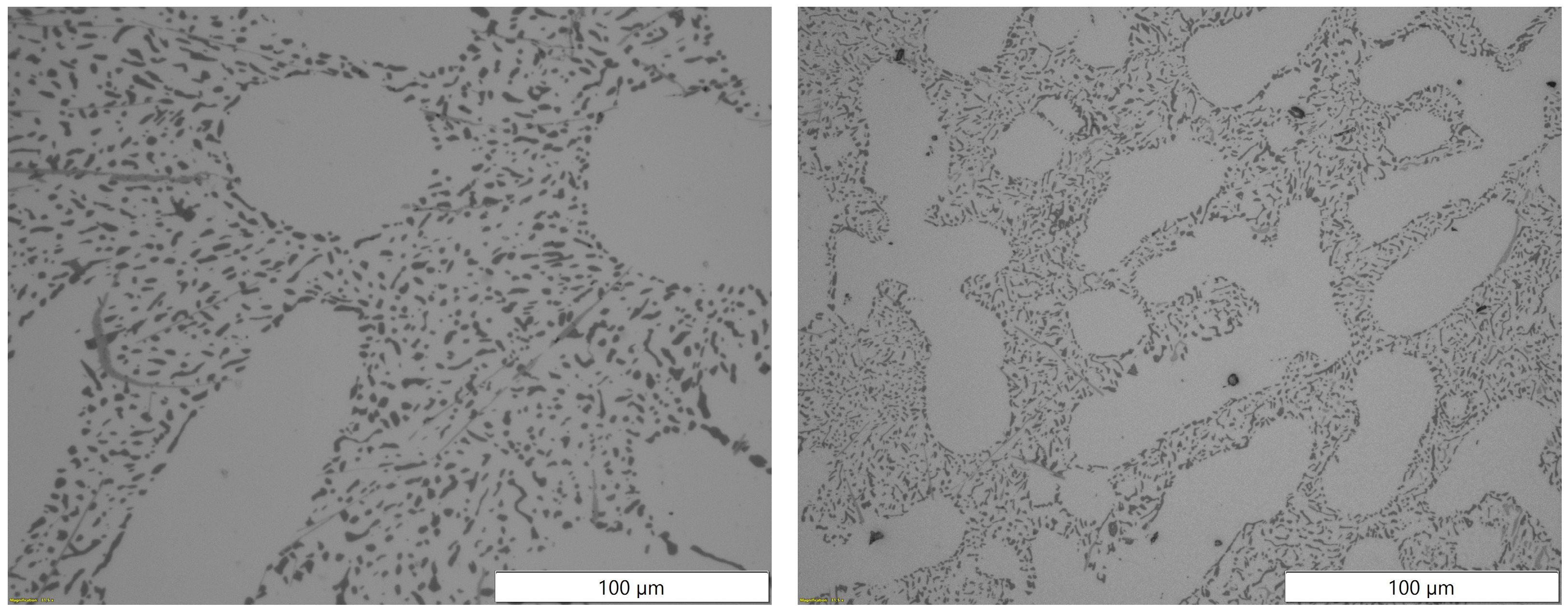
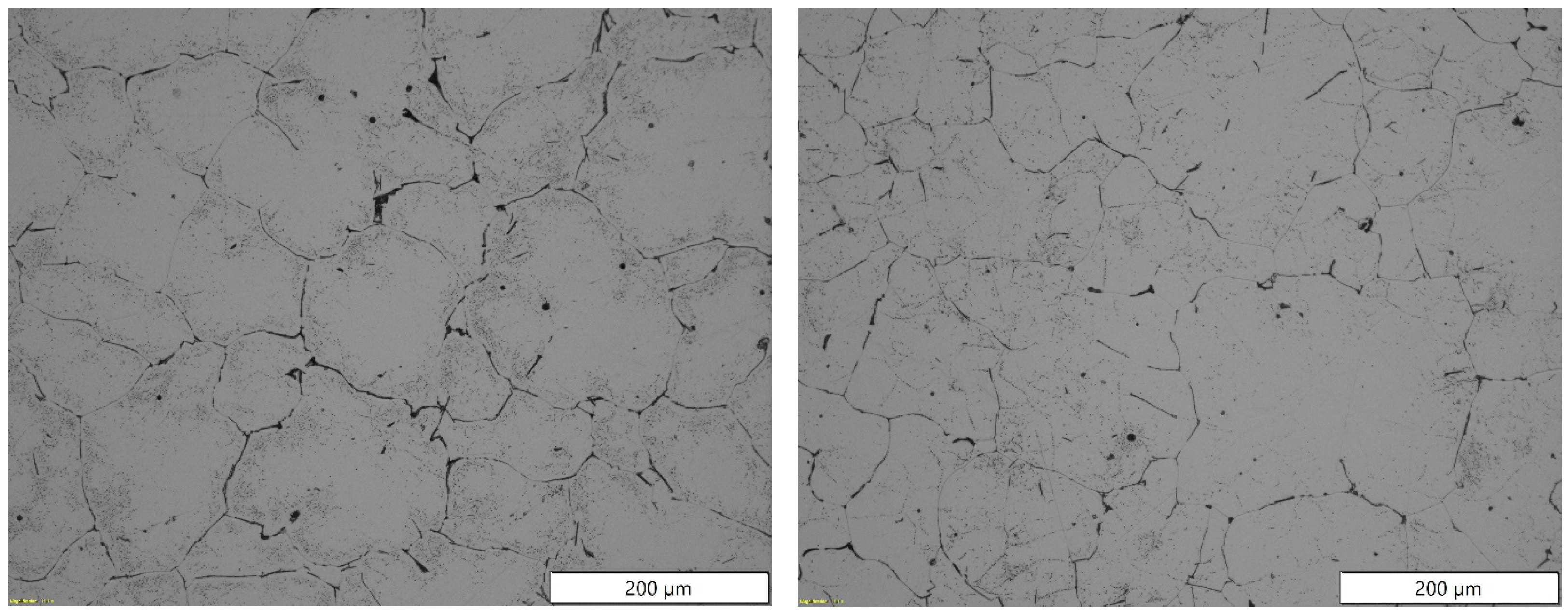
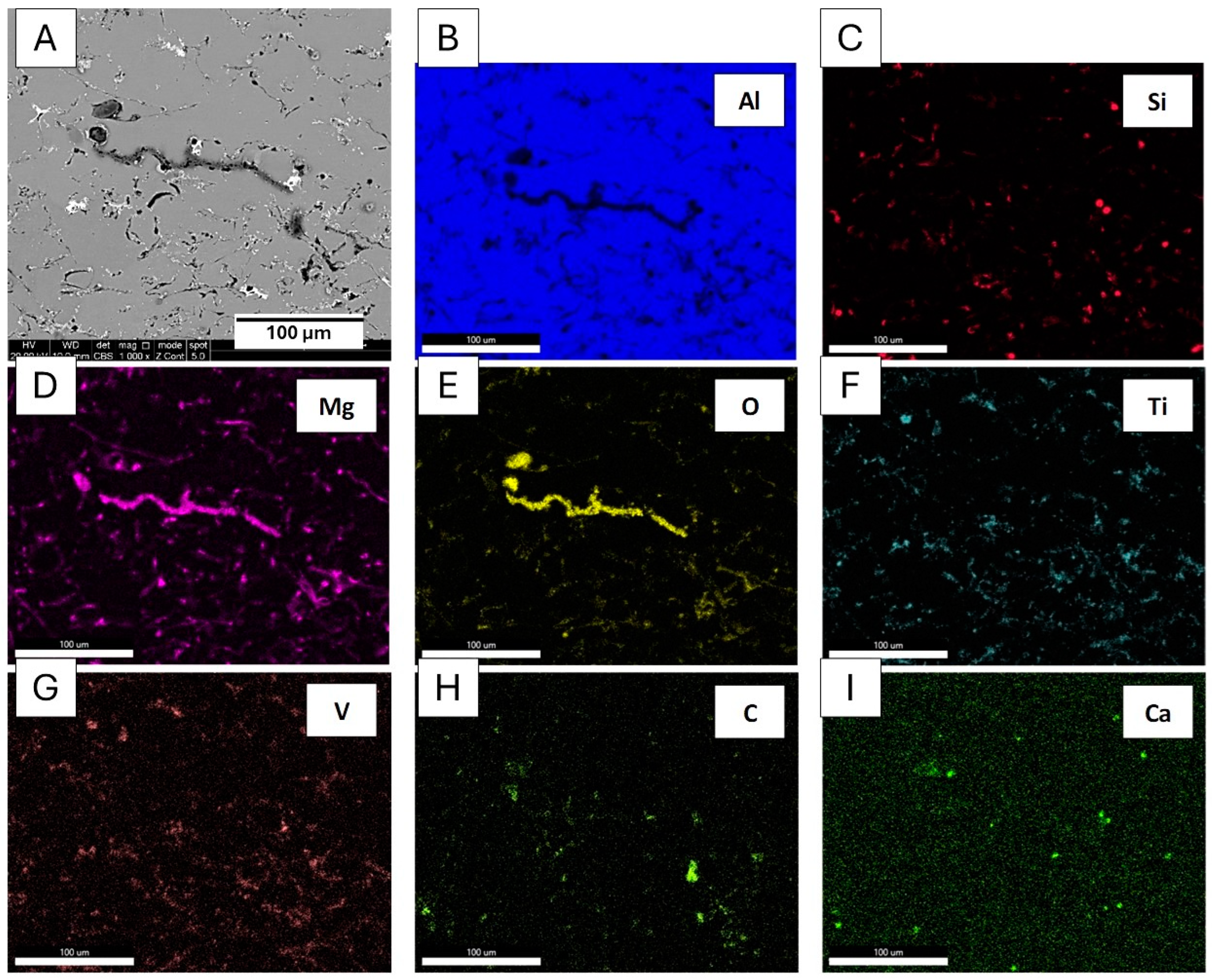
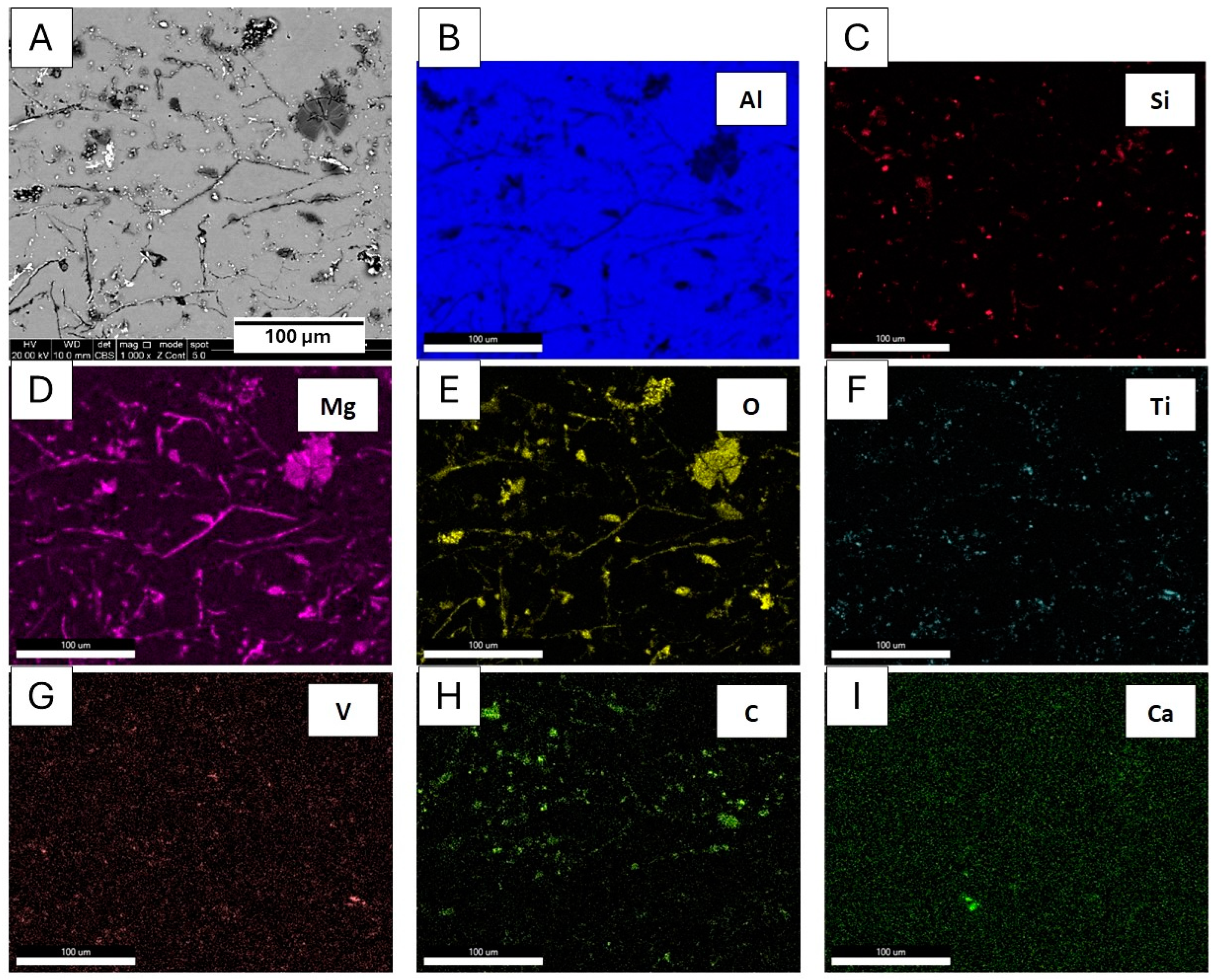
3.1.2. Microstructure
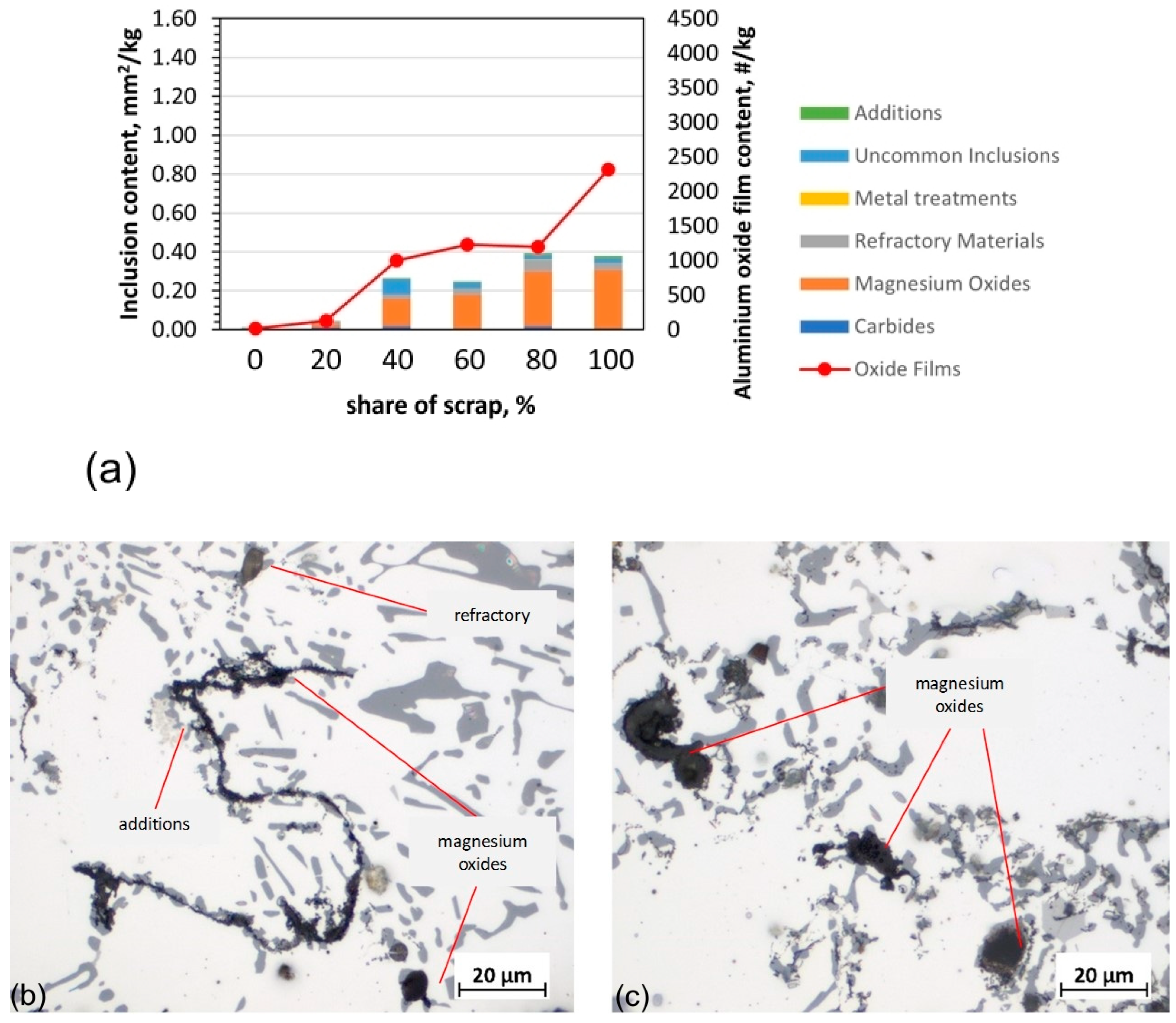
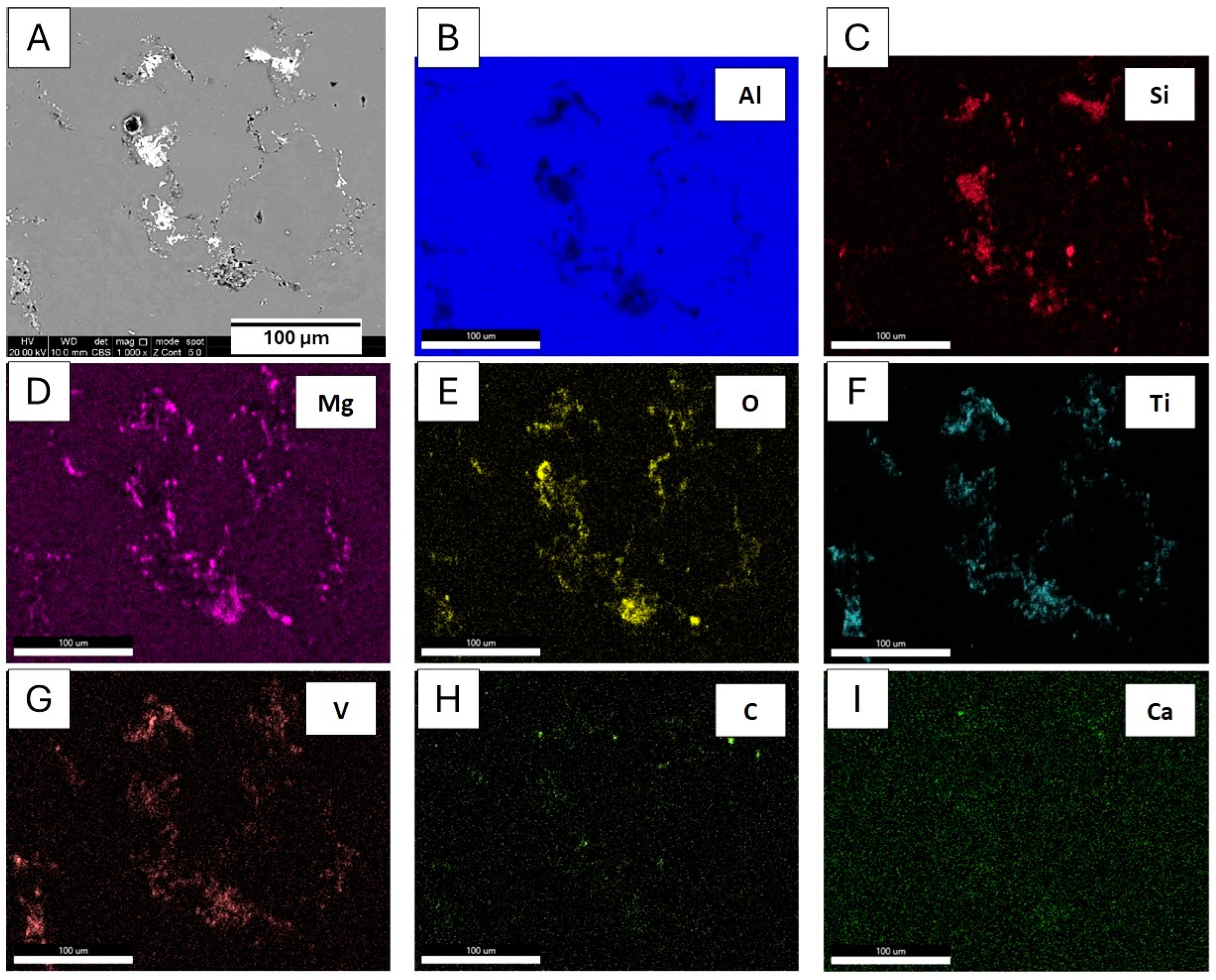
3.1.3. Prefil Footprinter®
3.2. Extrusion Alloys
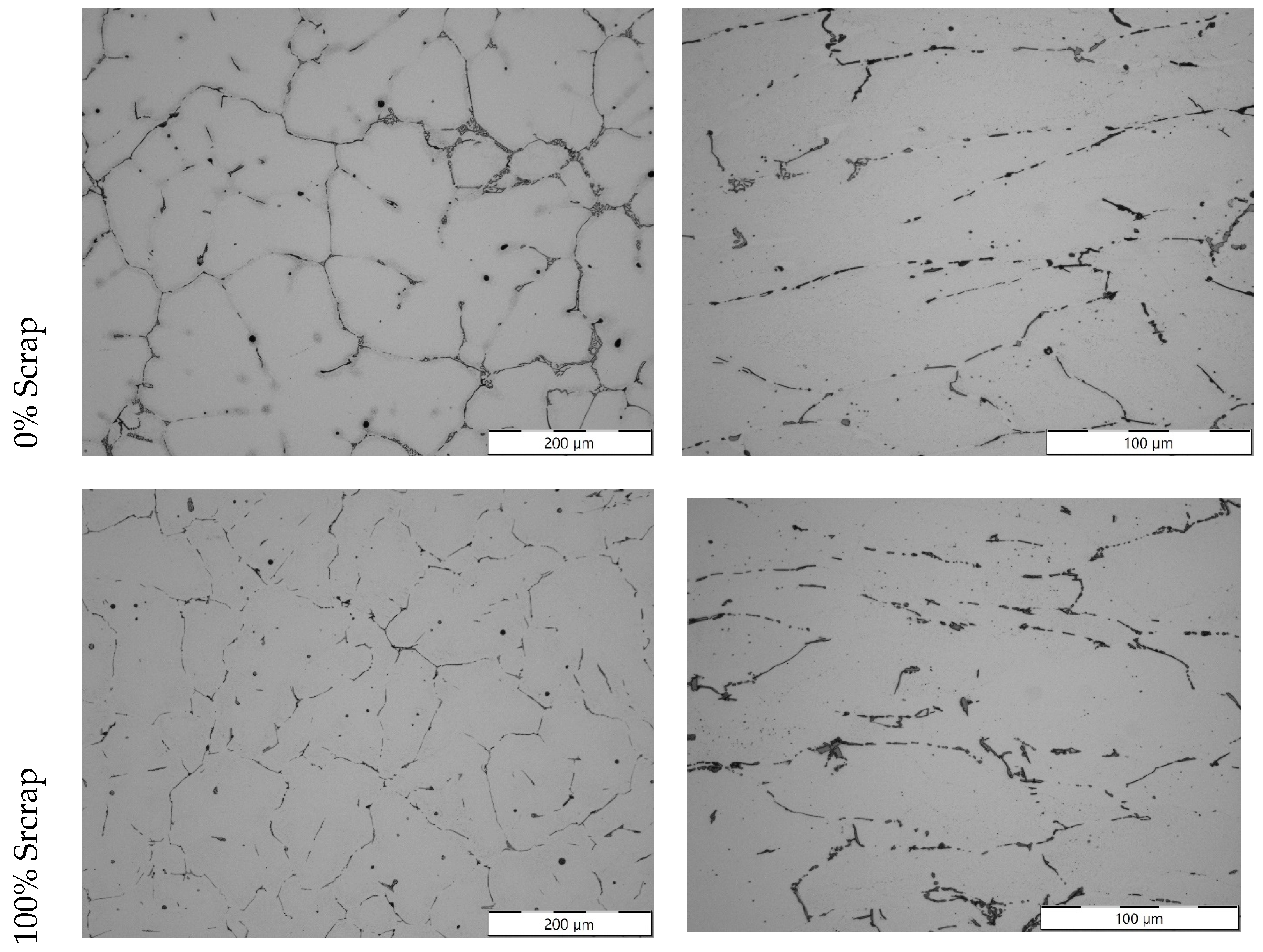
3.2.1. Microstructure
3.2.2. Analysis of Inclusions by Means of Prefil Footprinter
3.2.3. Compression Tests
3.3. Sheet Metal Alloys
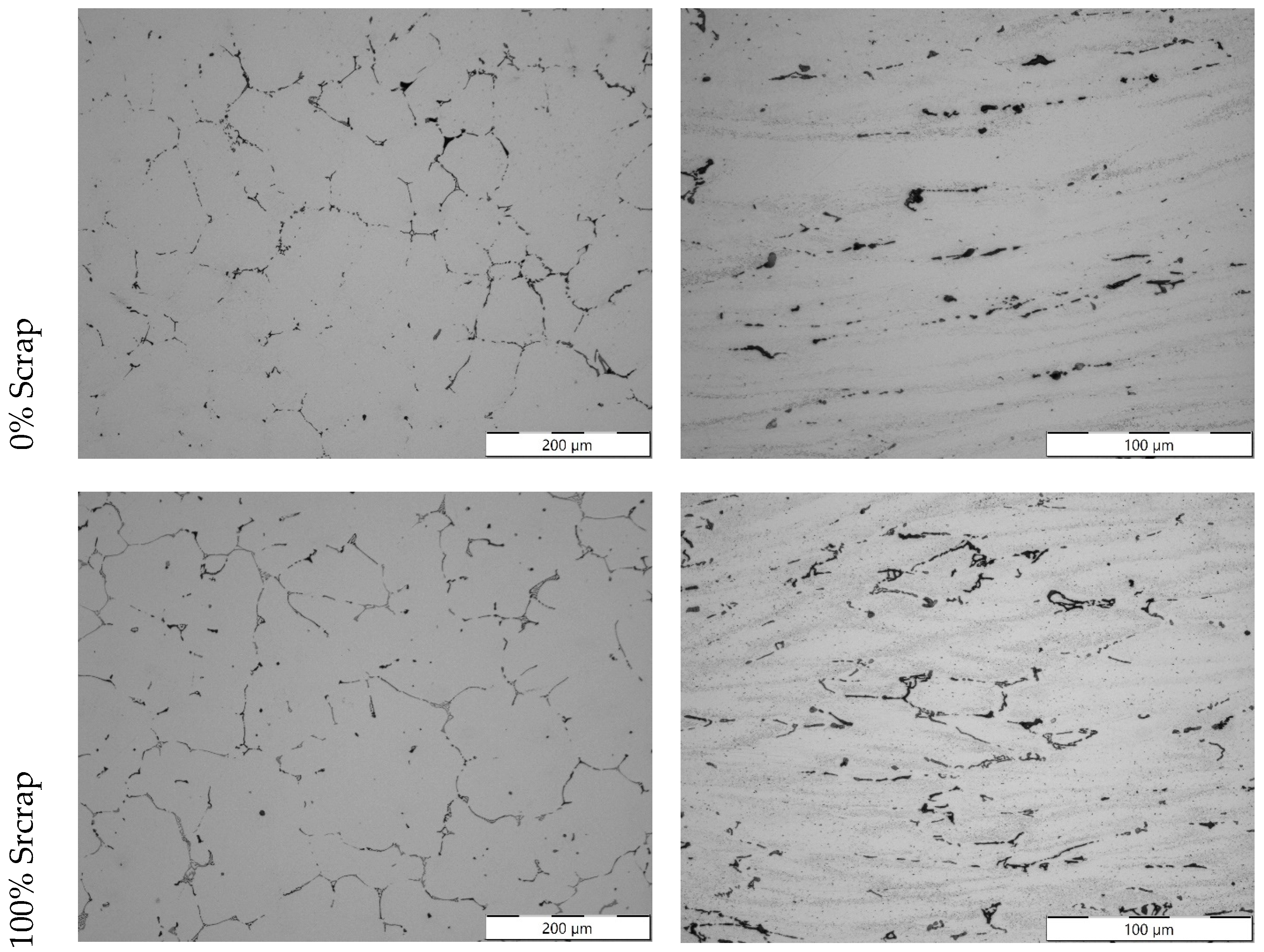
3.3.1. Microstructure
3.3.2. Analysis of Inclusions by Means of Prefil Footprinter
3.3.3. Hardness
4. Discussion
5. Conclusions
- Using careful scrap selection, it was possible to produce high-quality recycled aluminium alloys. However, unwanted elements were introduced in the cases where the scrap selection was not excellent. This reinforces scrap selection as a major area of research into the circular economy related to structural metals.
- The results obtained show that recycling is possible, but it may lead to an increment in oxides and other inclusions. In order to avoid this effect, it is necessary to define a good pretreatment for the scrap before melting and/or a melt treatment of the molten metal.
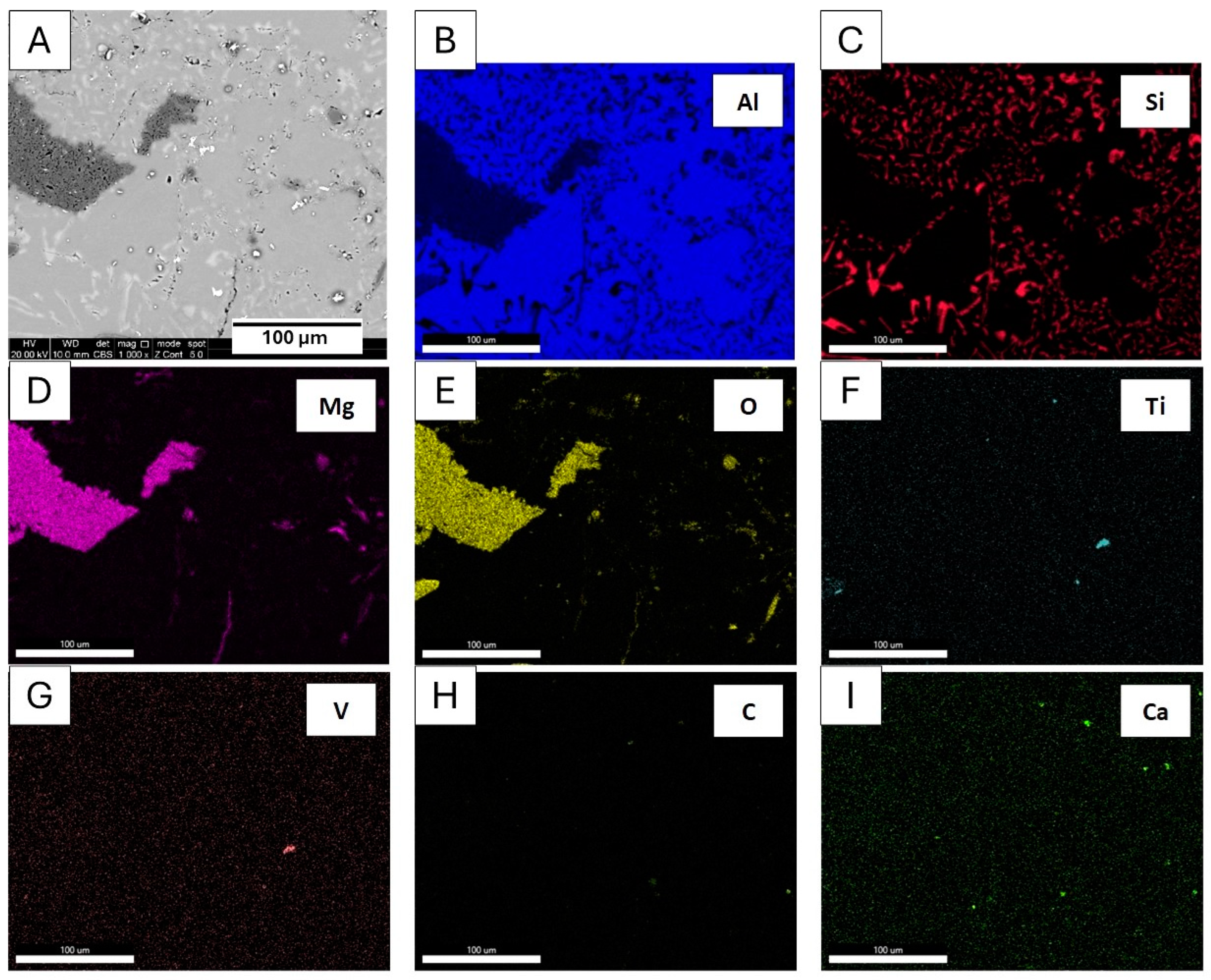
- For alloys with a high Mg content, the oxidation of magnesium caused a reduction in its content in the final sample composition, as well as the presence of oxide MgO inclusions. Therefore, even in recycling-intensive material production, some magnesium will need to be added in addition to the element contained in the sourced scrap.
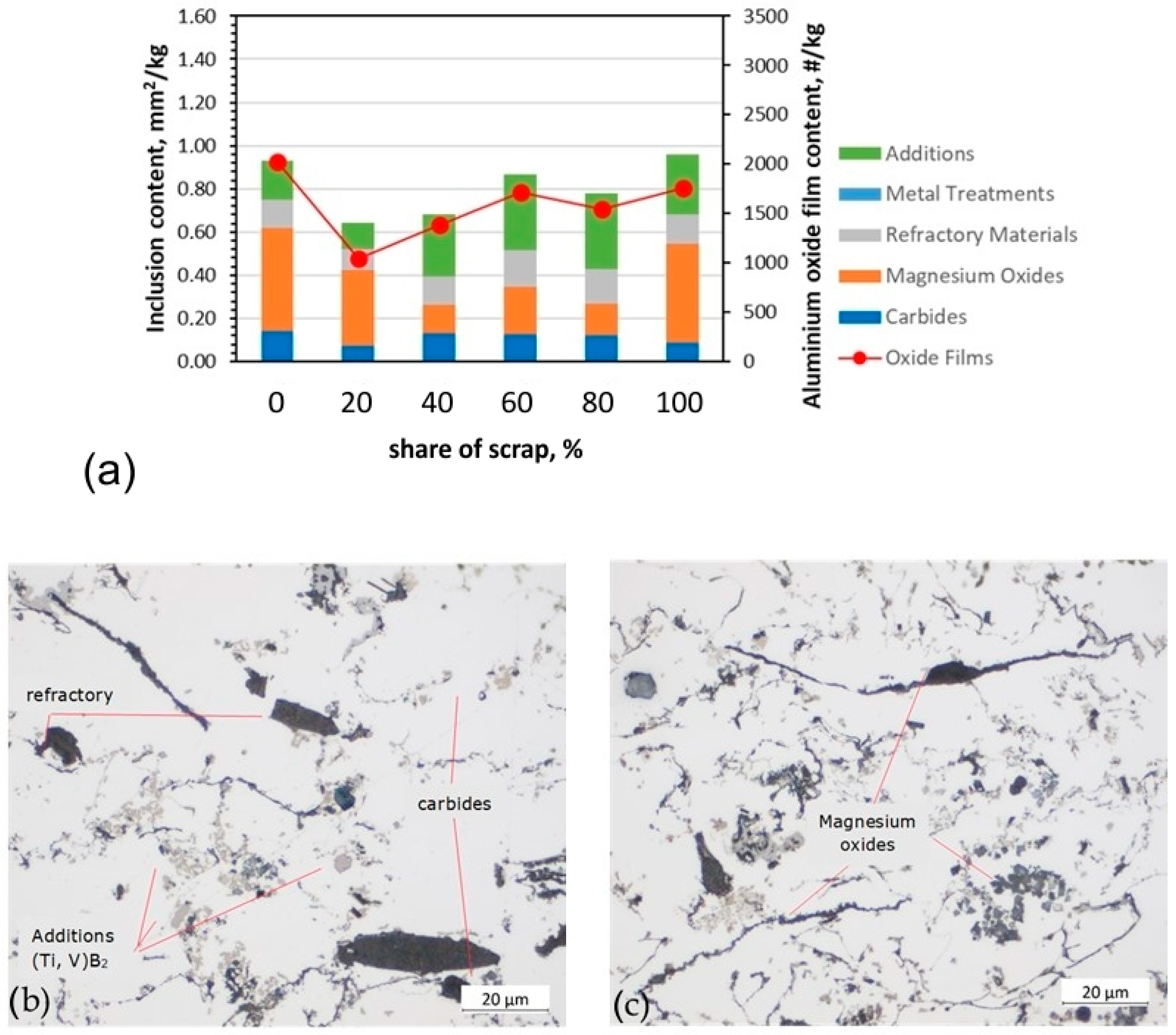
- The detailed Prefil Footprinter® analysis revealed significant differences in the content and nature of the inclusions in the aluminium alloys, mainly oxides, additives and carbides, which are important for the HDCP, extrusion and stamping processes.
- Although the observed differences in the non-metallic particle content do not affect the microstructural changes, they do have a significant effect on the melt flowability, which is critical for HDCP processes. For AB-43500 alloy intended for casting, an increase in the scrap content results in an increase in the magnesium oxide content, which reduces the castability of the alloy.
- The 6063 alloys intended for extrusion were characterised by a high level of additives, the proportion of which was independent of the amount of scrap used.
- The sheet metal alloys 6181A and 5754 showed no modification in terms of the monotonic mechanical properties due to recycling. However, differences were observed in terms of the inclusions. Alloy 6181A, similar to 6063, shows no change in the inclusion content when the scrap content is increased, whereas in alloy 5754, an increase in the scrap content results in an increase in the amount of magnesium oxides.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- European Aluminium. Available online: https://european-aluminium.eu/wp-content/uploads/2022/10/aluminum-content-in-european-cars_european-aluminium_public-summary_101019-1.pdf (accessed on 23 May 2023).
- Ismail, A.; Mohamed, M.S. Review on sheet metal forming process of aluminium alloys. In Proceedings of the 17th International AMME Conference, Cairo, Egypt, 19–21 April 2016. [Google Scholar]
- Miller, W.S.; Zhuang, L.; Bottema, J.; Wittebrood, A.J.; De Smet, P.; Haszler, A.; Vieregge, A. Recent development in aluminium alloys for the automotive industry. Mater. Sci. Eng. A 2000, 280, 37–49. [Google Scholar] [CrossRef]
- Graedel, T.E.; Allwood, J.; Birat, J.-P.; Buchert, M.; Hagelüken, C.; Reck, B.K.; Sibley, S.F. Guido Sonnemann: What do We Know about Metal Recycling Rates? J. Ind. Ecol. 2011, 15, 355–366. [Google Scholar] [CrossRef]
- Kaufmann, H. Science of dirty alloys. AluReport 2019, 2, 22–23. [Google Scholar]
- Jaradeh, M.; Carlberg, T. Method Developed for Quantitative Analysis of Inclusions in Solidified Aluminum Ingots. Metall. Mater. Trans. B 2011, 42, 121–132. [Google Scholar] [CrossRef]
- Raabe, D.; Ponge, D. Making sustainable aluminum by recycling scrap: The science of “dirty” alloys. Prog. Mater. Sci. 2022, 128, 100947. [Google Scholar] [CrossRef]
- Samuel, A.M.; Samuel, F.H. Metallurgical aspects of inclusion assessment in Al–6%Si casting alloy using the LIMCA technique. Int. J. Met. 2018, 12, 643–657. [Google Scholar] [CrossRef]
- Pana, M.A.; Moldovan, P. Researches Concerning PoDFA Method for 5083 Alloys. In Proceedings of the 12th International Conference on Aluminium Alloys, Yokohama, Japan, 5–9 September 2010. [Google Scholar]
- Prillhofer, B.; Antrekowitsch, H.; Böttcher, H.; Enright, P. Nonmetallic inclusions in the secondary aluminum industry for the Production of aerospace alloys. In Proceedings of the TMS Light Metals, New Orleans, LA, USA, 9–13 March 2008. [Google Scholar]
- Boczkal, S.; Augustyn, B.; Hrabia-Wiśnios, J.; Kapinos, D.; Lewis, G.; Bareel, P.-F.; Savelli, S.; da Silva, M.; Özen, T. Preparation of High-Quality 6xxx Aluminium Eco Alloys Cast in Billets. Eng. Proc. 2023, 43, 23. [Google Scholar] [CrossRef]
- De Caro, D.; Tedesco, M.M.; Pujante, J.; Bongiovanni, A.; Sbrega, G.; Bricco, M.; Rizzo, P. Effect of Recycling on the Mechanical Properties of 6000 Series Aluminum-Alloy Sheet. Materials 2023, 16, 6778. [Google Scholar] [CrossRef] [PubMed]
- Scamans, G.; Li, H.T.; Fan, Z. Melt Conditioned Casting of Aluminum Alloys. In Proceedings of the ICAA13, Pittsburgh, PA, USA, 3–7 June 2012. [Google Scholar] [CrossRef]
- Smith, N.; Kvithyld, A.; Tranell, G. The Mechanism Behind the Oxidation Protection of High Mg Al Alloys with Beryllium. Metall. Mater. Trans. B 2018, 49, 2846–2857. [Google Scholar] [CrossRef]
- Cao, X.; Cambpell, J. Oxide inclusion defects in Al-Si-Mg cast alloys. Can. Metall. Q. 2005, 44, 435–448. [Google Scholar] [CrossRef]
- Vonica, D.; Moldovan, P.; Stănică, C.; Buțu, M.; Ciurdaș, M.; Pană, M. Investigations of the nature of non-metallic inclusions in Al-Mg-Mn alloys. U.P.B. Sci. Bull. Ser. B 2013, 75, 199–208. [Google Scholar]
- Baquedano, A.; Niklas, A.; Fernández-Calvo, A.I.; Plata, G.; Lozares, J.; Berlanga-Labari, C. Comparative Study of the Metallurgical Quality of Primary and Secondary AlSi10MnMg Aluminium Alloys. Metals 2021, 11, 1147. [Google Scholar] [CrossRef]
- Available online: https://search.abb.com/library/Download.aspx?DocumentID=PB%2fPrefil-Footprinter%2fEN%2fA4&LanguageCode=en&DocumentPartId=&Action=Launch (accessed on 23 May 2023).
- Stanică, C.; Moldovan, P. Aluminum melt cleanliness performance evaluation using PoDFA (porous disk filtration apparatus) technology. U.P.B. Sci. Bull. B Chem. Mater. Sci. 2009, 71, 107–114. [Google Scholar]
- Ásbjörnsson, E.J. Dispersion of Grain Refiner Particles in Molten Aluminium. Ph.D. Thesis, University of Nottingham, Nottingham, UK, 2001. [Google Scholar]
- Caliari, D.; Timelli, G.; Bonollo, F.; Amalberto, P. Fluidity of aluminium foundry alloys: Development of a testing procedure. Metall. Ital. 2015, 107, 17–24. [Google Scholar]
- CWA 18112:2024; Aluminium and Its Alloys—Fluidity Evaluation via Multi Strip Testing Moulds; CEN-CENELEC Workshop Agreements. CEN-CENELEC Management Centre: Brussels, Belgium, 2024.
- Chamanfar, A.; Alamoudi, M.; Nanninga, N.; Misiolek, W. Analysis of flow stress and microstructure during hot compression of 6099 aluminum alloy (AA6099). Mater. Sci. Eng. A 2019, 743, 684–696. [Google Scholar] [CrossRef]
- Lech-Grega, M.; Szymański, W.; Gawlik, M.; Bigaj, M. Homogenization of 6XXX alloy ingots with addition of vanadium. In Proceedings of the 13th International Conference on Aluminum Alloys (ICAA13), Pittsburgh, PA, USA, 3–7 June 2012; pp. 1551–1552. [Google Scholar]
- Snopinski, P.; Tanski, T.; Gołombek, K.; Rusz, S.; Hilser, O.; Donic, T.; Nuckowski, P.M.; Benedyk, M. Strengthening of AA5754 Aluminum Alloy by DRECE Process Followed by Annealing Response Investigation. Materials 2020, 13, 301. [Google Scholar] [CrossRef] [PubMed]
- Dou, K.; Lordan, E.; Zhang, Y.; Jacot, A.; Fan, Z. A novel approach to optimize mechanical properties for aluminium alloy in High pressure die casting (HPDC) process combining experiment and modelling. J. Mater. Process. Technol. 2021, 296, 117193. [Google Scholar] [CrossRef]
- Akhtar, S.; Molina, R.; Di Sabatino, M.; Arnberg, L. On the quality of A354 ingots and its impact on cast product. Metall. Sci. Technol. 2009, 27, 2–10. [Google Scholar]
- Yang, J.; Bao, S.; Akhtar, S.; Tundal, U.; Tjřtta, S.; Li, Y. The Influences of Grain Refiner, Inclusion Level, and Filter Grade on the Filtration Performance of Aluminium Melt. Metall. Mater. Trans. B 2021, 52, 3946–3960. [Google Scholar] [CrossRef]
- Detomi, A.M.; Messias, A.J.; Majer, S.; Cooper, P.S. The imact of TiCAl and TiBAl Grain Refiners on Cast house Processing. In Proceedings of the TMS Light Metals, New Orleans, LA, USA, 11–15 February 2001; pp. 919–925. [Google Scholar]
- Kvithyld, A.; Meskers CE, M.; Gaal, S.; Reuter, M.; Engh, T.A. Recycling light metals: Optimal thermal de-coating. JOM 2008, 60, 47–51. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| n = 5 | Si | Fe | Cu | Mn | Mg | Zn | Cr | Ni | Pb | Sn | Ti |
|---|---|---|---|---|---|---|---|---|---|---|---|
| EN AB-43500 | 10.40 | 0.16 | 0.03 | 0.65 | 0.18 | <0.01 | <0.01 | <0.01 | <0.01 | <0.01 | 0.07 |
| 6063 | 0.58 | 0.2 | <0.03 | 0.03 | 0.48 | <0.03 | <0.03 | <0.03 | |||
| 6181A | 0.91 | 0.027 | 0.14 | 0.3 | 0.76 | 0.06 | 0.02 | <0.03 | <0.03 | <0.03 | <0.03 |
| 5754 | 0.14 | 0.16 | 0.02 | 0.16 | 2.86 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 |
| n = 5 | Si | Fe | Cu | Mn | Mg | Zn | Cr | Ni | Pb | Sn | Ti |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Die casting scrap | 10.81 | 0.15 | 0.01 | 0.62 | 0.26 | 0.01 | <0.01 | <0.01 | <0.01 | <0.01 | 0.07 |
| “6xxx” scrap | 0.45 | 0.23 | 0.01 | 0.04 | 0.43 | 0.01 | <0.01 | <0.01 | <0.01 | <0.01 | 0.02 |
| n = 5 | Si | Fe | Cu | Mn | Mg | Zn | Cr | Ni | Pb | Sn | Ti |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0% scrap | 10.34 | 0.17 | 0.03 | 0.58 | 0.18 | <0.03 | <0.03 | <0.03 | <0.01 | <0.01 | 0.06 |
| 20% scrap | 10.29 | 0.16 | 0.02 | 0.58 | 0.18 | <0.03 | <0.03 | <0.03 | <0.01 | <0.01 | 0.06 |
| 40% scrap | 10.25 | 0.16 | 0.02 | 0.56 | 0.19 | <0.03 | <0.03 | <0.03 | <0.01 | <0.01 | 0.06 |
| 60% scrap | 10.1 | 0.16 | 0.03 | 0.53 | 0.21 | <0.03 | <0.03 | <0.03 | <0.01 | <0.01 | 0.06 |
| 80% scrap | 10.22 | 0.17 | 0.03 | 0.54 | 0.23 | <0.03 | <0.03 | <0.03 | <0.01 | <0.01 | 0.06 |
| 100% scrap | 10.01 | 0.14 | 0.03 | 0.51 | 0.25 | <0.03 | <0.03 | <0.03 | <0.01 | <0.01 | 0.06 |
| EN AB-43500 | 9–11.5 | <0.20 | <0.03 | 0.4–0.8 | 0.15–0.6 | <0.07 | <0.05 | <0.05 | <0.05 | <0.05 | <0.15 |
| n = 5 | Si | Fe | Cu | Mn | Mg | Zn | Cr | Ni | Pb | Sn | Ti |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0% scrap | 0.8 | 0.2 | 0.02 | 0.05 | 0.48 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 |
| 20% scrap | 0.72 | 0.21 | 0.02 | 0.05 | 0.47 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 |
| 40% scrap | 0.62 | 0.21 | 0.02 | 0.05 | 0.47 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 |
| 60% scrap | 0.51 | 0.23 | 0.01 | 0.05 | 0.45 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 |
| 80% scrap | 0.51 | 0.23 | 0.02 | 0.06 | 0.45 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 |
| 100% scrap | 0.5 | 0.23 | 0.02 | 0.06 | 0.43 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 |
| n = 5 | Si | Fe | Cu | Mn | Mg | Zn | Cr | Ni | Pb | Sn | Ti |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0% scrap | 0.88 | 0.32 | 0.13 | 0.29 | 0.74 | 0.06 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 |
| 20% scrap | 0.92 | 0.33 | 0.11 | 0.25 | 0.76 | 0.08 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 |
| 40% scrap | 0.95 | 0.32 | 0.10 | 0.22 | 0.71 | 0.08 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 |
| 60% scrap | 0.96 | 0.29 | 0.06 | 0.14 | 0.68 | 0.08 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 |
| 80% scrap | 1.00 | 0.27 | 0.05 | 0.10 | 0.66 | 0.08 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 |
| 100% scrap | 1.07 | 0.26 | 0.03 | 0.06 | 0.65 | 0.08 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 |
| n = 5 | Si | Fe | Cu | Mn | Mg | Zn | Cr | Ni | Pb | Sn | Ti |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0% scrap | 0.18 | 0.29 | 0.02 | 0.16 | 2.78 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 |
| 20% scrap | 0.23 | 0.28 | 0.03 | 0.18 | 2.72 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 |
| 40% scrap | 0.25 | 0.26 | 0.04 | 0.19 | 2.66 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 |
| 60% scrap | 0.35 | 0.28 | 0.06 | 0.21 | 2.49 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 |
| 80% scrap | 0.39 | 0.27 | 0.06 | 0.22 | 2.44 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 |
| 100% scrap | 0.43 | 0.28 | 0.07 | 0.23 | 2.37 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 | <0.03 |
| 1 mm | 3 mm | 5 mm | 7 mm | 9 mm | 11 mm | Average | |
|---|---|---|---|---|---|---|---|
| Ref. ingot | 0 | 135 | 35 | 135 | 60 | 85 | 75.00 |
| 20% scrap | 0 | 100 | 55 | 110 | 95 | 70 | 71.67 |
| 40% scrap | 0 | 90 | 40 | 80 | 65 | 60 | 55.83 |
| 60% scrap | 0 | 130 | 30 | 105 | 75 | 20 | 60.00 |
| 80% scrap | 0 | 40 | 5 | 70 | 20 | 0 | 22.50 |
| 100% scrap | 0 | 70 | 5 | 75 | 20 | 10 | 30.00 |
| Samples | 0% Scrap | 20% Scrap | 40% Scrap | 60% Scrap | 80% Scrap | 100% Scrap |
|---|---|---|---|---|---|---|
| Weight (kg) | 1.416 | 1.432 | 1.406 | 1.415 | 1.403 | 1.402 |
| Duration (s) | 85 | 100 | 109 | 112 | 134 | 140 |
| Filtration rate (g/s) | 16.7 | 14.3 | 12.9 | 12.6 | 10.5 | 10.0 |
| Samples | 0% Scrap | 20% Scrap | 40% Scrap | 60% Scrap | 80% Scrap | 100% Scrap |
|---|---|---|---|---|---|---|
| Weight (kg) | 0.687 | 0.632 | 0.77 | 0.649 | 0.747 | 0.749 |
| Duration (s) | 150 | 150 | 150 | 150 | 150 | 150 |
| Filtration rate (g/s) | 4.6 | 4.2 | 5.1 | 4.3 | 5.0 | 5.0 |
| Crosshead Speed 250 mm/min | ||||||||
|---|---|---|---|---|---|---|---|---|
| Scrap Content | Rp0.2 [MPa] | Rp0.5 [MPa] | Rmax [MPa] | Max. Displacement [mm] * | Atotal [%] * | Rrpmax [MPa] | Rrmax [MPa] | Fmax [kN] * |
| 0% scrap | 23.5 ± 0.5 | 25.4 ± 0.3 | 113.2 ± 1.4 | 8.29 | 68.9 | 35.0 ± 0.4 | 35.2 ± 0.4 | 5.70 |
| 20% scrap | 22.0 ± 0.8 | 23.9 ± 0.7 | 115.9 ± 0.4 | 8.39 | 70.6 | 34.1 ± 0.9 | 34.1 ± 1.2 | 5.83 |
| 40% scrap | 23.3 ± 0.7 | 25.1 ± 0.8 | 118.1 ± 4.1 | 8.52 | 70.8 | 34.5 ± 1.6 | 34.5 ± 1.7 | 5.93 |
| 60% scrap | 22.7 ± 1.4 | 24.5 ± 1.1 | 121.5 ± 1 | 8.49 | 70.6 | 33.9 ± 0.7 | 33.9 ± 0.5 | 6.12 |
| 80% scrap | 22.2 ± 0.7 | 24.1 ± 0.3 | 121.6 ± 2 | 8.62 | 71.9 | 34.2 ± 0.4 | 34.2 ± 0.8 | 6.11 |
| 100% scrap | 21.6 ± 2 | 23.6 ± 1.5 | 125.6 ± 2.4 | 8.69 | 72.4 | 34.6 ± 0.9 | 34.6 ± 0.9 | 6.29 |
| Crosshead Speed 450 mm/min | ||||||||
|---|---|---|---|---|---|---|---|---|
| Scrap Content | Rp0.2 [MPa] | Rp0.5 [MPa] | Rmax [MPa] | Max. Displacement [mm] * | Atotal [%] * | Rrpmax [MPa] | Rrmax [MPa] | Fmax [kN] * |
| 0% scrap | 26.0 ± 0.4 | 28.7 ± 0.4 | 111.3 ± 1.6 | 7.97 | 66.4 | 37.4 ± 0.5 | 37.4 ± 18.3 | 5.59 |
| 20% scrap | 24.2 ± 0.6 | 26.5 ± 0.4 | 111.1 ± 2.2 | 8.19 | 68.2 | 35.4 ± 0.2 | 35.4 ± 0.2 | 5.60 |
| 40% scrap | 24.3 ± 0.9 | 26.7 ± 1.1 | 112.4 ± 2.6 | 8.30 | 69.1 | 34.8 ± 1.4 | 34.8 ± 1.4 | 5.65 |
| 60% scrap | 25.1 ± 1.8 | 27.8 ± 1.9 | 119.3 ± 4.6 | 8.32 | 69.2 | 36.8 ± 1.7 | 36.8 ± 1.7 | 6.00 |
| 80% scrap | 25.7 ± 2.1 | 28.7 ± 2.3 | 122.3 ± 2.6 | 8.41 | 69.9 | 36.8 ± 1.2 | 36.8 ± 1.2 | 6.15 |
| 100% scrap | 24.6 ± 1.5 | 27.4 ± 1.6 | 120.5 ± 1.2 | 8.45 | 70.3 | 35.8 ± 0.7 | 35.8 ± 0.7 | 6.07 |
| Samples | 0% Scrap | 20% Scrap | 40% Scrap | 60% Scrap | 80% Scrap | 100% Scrap |
|---|---|---|---|---|---|---|
| Weight (kg) | 1.127 | 1.287 | 1.323 | 1.247 | 1.273 | 0.934 |
| Duration (s) | 150 | 150 | 150 | 150 | 150 | 150 |
| Filtration rate (g/s) | 7.5 | 8.6 | 8.8 | 8.3 | 8.5 | 6.2 |
| Samples | 0% Scrap | 20% Scrap | 40% Scrap | 60% Scrap | 80% Scrap | 100% Scrap |
|---|---|---|---|---|---|---|
| Weight (kg) | 1.115 | 1.272 | 1.236 | 1.217 | 1.232 | 1.278 |
| Duration (s) | 150 | 150 | 150 | 150 | 150 | 150 |
| Filtration rate (g/s) | 7.4 | 8.5 | 8.2 | 8.1 | 8.2 | 8.5 |
| Hot-Formed | Aged | |||
|---|---|---|---|---|
| Scrap Level | % Reduction | HV1 | Treatment | HV1 |
| 0% | 42% | 66 ± 2 | 1 h 200 °C | 86 ± 3 |
| 40% | 35% | 67 ± 3 | 1 h 200 °C | 84 ± 3 |
| 100% | 44% | 67 ± 3 | 1 h 200 °C | 82 ± 3 |
| Hot-Formed | Cold-Worked | |||
|---|---|---|---|---|
| Scrap Level | % Reduction | HV1 | % Reduction | HV1 |
| 0% | 35% | 71 ± 3 | 66% | 94 ± 3 |
| 40% | 35% | 71 ± 3 | 67% | 94 ± 3 |
| 100% | 42% | 85 ± 3 | 64% | 95 ± 3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
da Silva, M.; Pujante, J.; Hrabia-Wiśnios, J.; Augustyn, B.; Kapinos, D.; Węgrzyn, M.; Boczkal, S. Analysis of Inclusions and Impurities Present in Typical HPDC, Stamping and Extrusion Alloys Produced with Different Scrap Levels. Metals 2024, 14, 626. https://doi.org/10.3390/met14060626
da Silva M, Pujante J, Hrabia-Wiśnios J, Augustyn B, Kapinos D, Węgrzyn M, Boczkal S. Analysis of Inclusions and Impurities Present in Typical HPDC, Stamping and Extrusion Alloys Produced with Different Scrap Levels. Metals. 2024; 14(6):626. https://doi.org/10.3390/met14060626
Chicago/Turabian Styleda Silva, Manel, Jaume Pujante, Joanna Hrabia-Wiśnios, Bogusław Augustyn, Dawid Kapinos, Mateusz Węgrzyn, and Sonia Boczkal. 2024. "Analysis of Inclusions and Impurities Present in Typical HPDC, Stamping and Extrusion Alloys Produced with Different Scrap Levels" Metals 14, no. 6: 626. https://doi.org/10.3390/met14060626
APA Styleda Silva, M., Pujante, J., Hrabia-Wiśnios, J., Augustyn, B., Kapinos, D., Węgrzyn, M., & Boczkal, S. (2024). Analysis of Inclusions and Impurities Present in Typical HPDC, Stamping and Extrusion Alloys Produced with Different Scrap Levels. Metals, 14(6), 626. https://doi.org/10.3390/met14060626