4.2. Influence of the Manufacturing Process on Microstructure and Properties
Based on the analysis of the tensile test results, it was concluded that the heat treatment process had a negligible impact on the elongation of the samples. To further validate this conclusion, all the fracture surfaces of the tensile specimens were sectioned. The cut surfaces were then scanned using SEM, and various fracture morphologies were analyzed. Four fracture surface images with significantly different elongation values were selected for comparison, as shown in
Figure 7. As shown in
Figure 7a,b, when the HT-PS was 3%, the fracture morphologies of the different heat-treated specimens were similar, exhibiting ductile fractures with deep dimples. Similarly, as depicted in
Figure 7c,d, when the HT-PS was 15%, the fracture morphologies of the different heat-treated specimens were also similar but with shallower dimples. By comparing images with different pre-strains, it was evident that with increasing pre-strain, the number of dimples decreased, and the dimples became shallower. Therefore, the influence of HT-PS on the material fracture mode was greater than that of heat treatment.
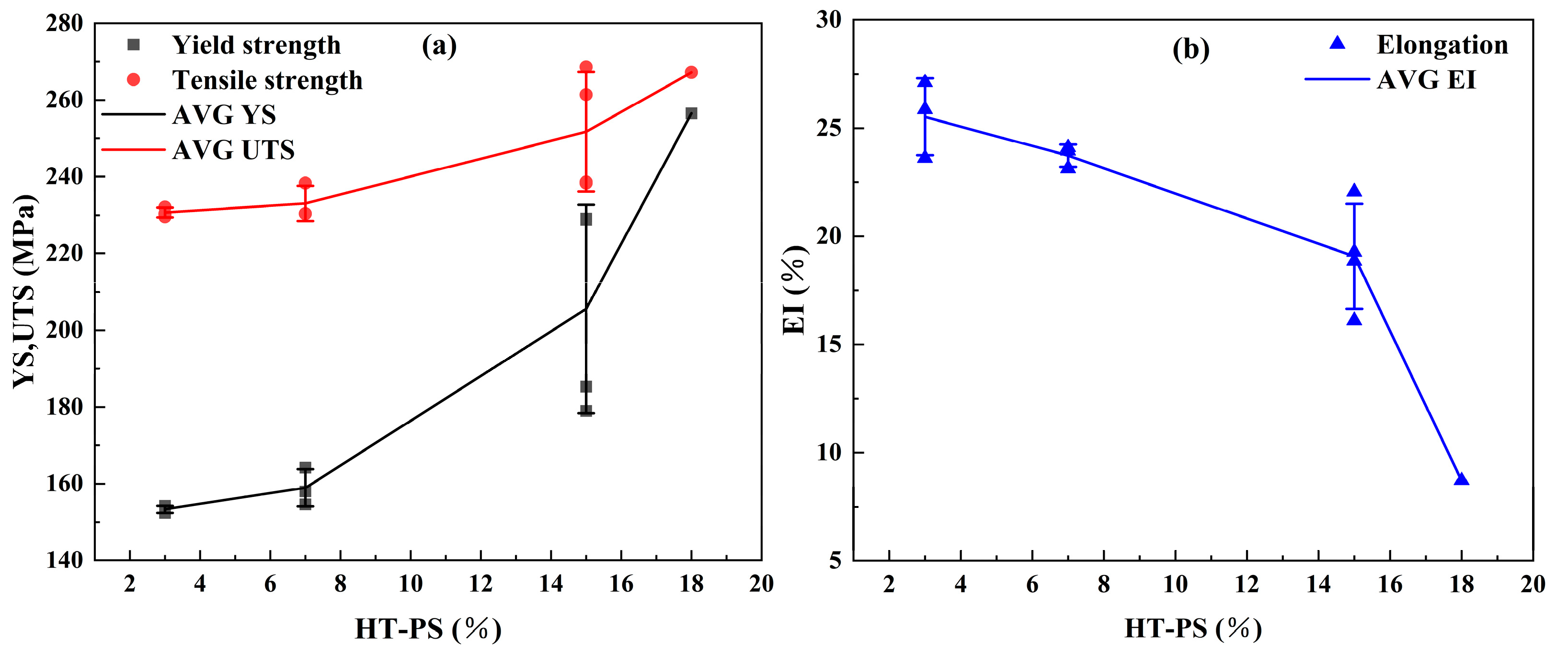
The tensile test results indicated that the heat treatment process significantly improved the strength of the AA6016 sheet under high HT-PS conditions.
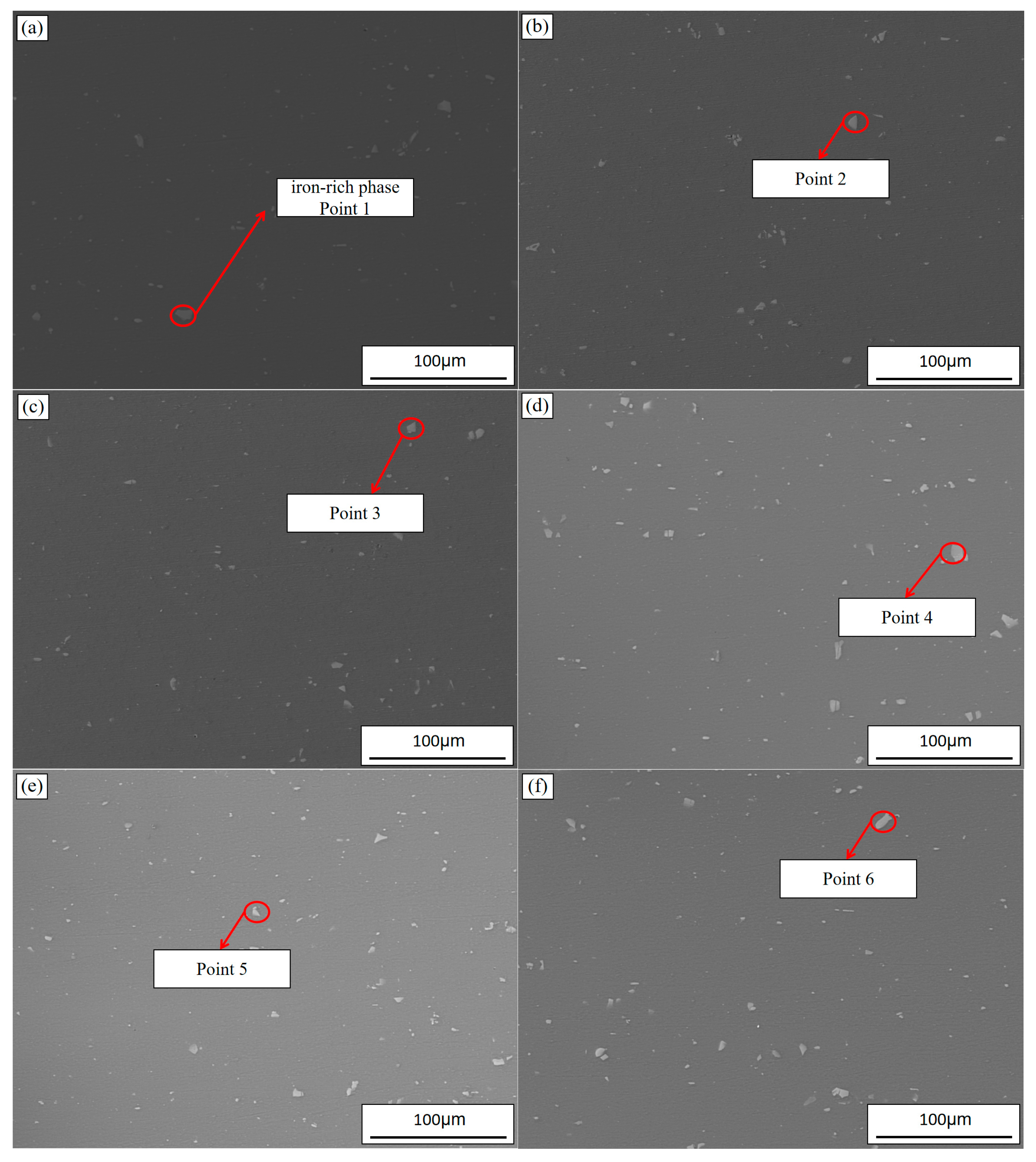
Figure 8 shows SEM-BSE images of the second phase under partial processing conditions. According to the SEM-EDX spectra, it was observed that these micron-scale second phases were iron-rich phases, with the EDX results shown in
Table 5. To further analyze the size and distribution of the micron-scale second phases (iron-rich phases) in
Figure 8, quantitative statistics were calculated, as presented in
Table 6.
In
Table 6, it was observed that the quantified statistical results on the second phase at different positions on the same specimen were very close. Additionally, there was little difference in the proportion of the second phases between process 1 (3-200-20) and process 2 (15-200-30). The number density of the second phase in process 2 was slightly higher than that in process 1, and the average size of the second phase in process 2 was also slightly higher than that in process 1. However, there was a significant difference in the mechanical properties of the materials obtained from process 1 and process 2, despite the small difference in the statistical data on the micron-scale second phases. This indicated that there was no apparent relationship between the micron-scale second phases and the mechanical properties of the material, suggesting the need for further research on nanoprecipitates.
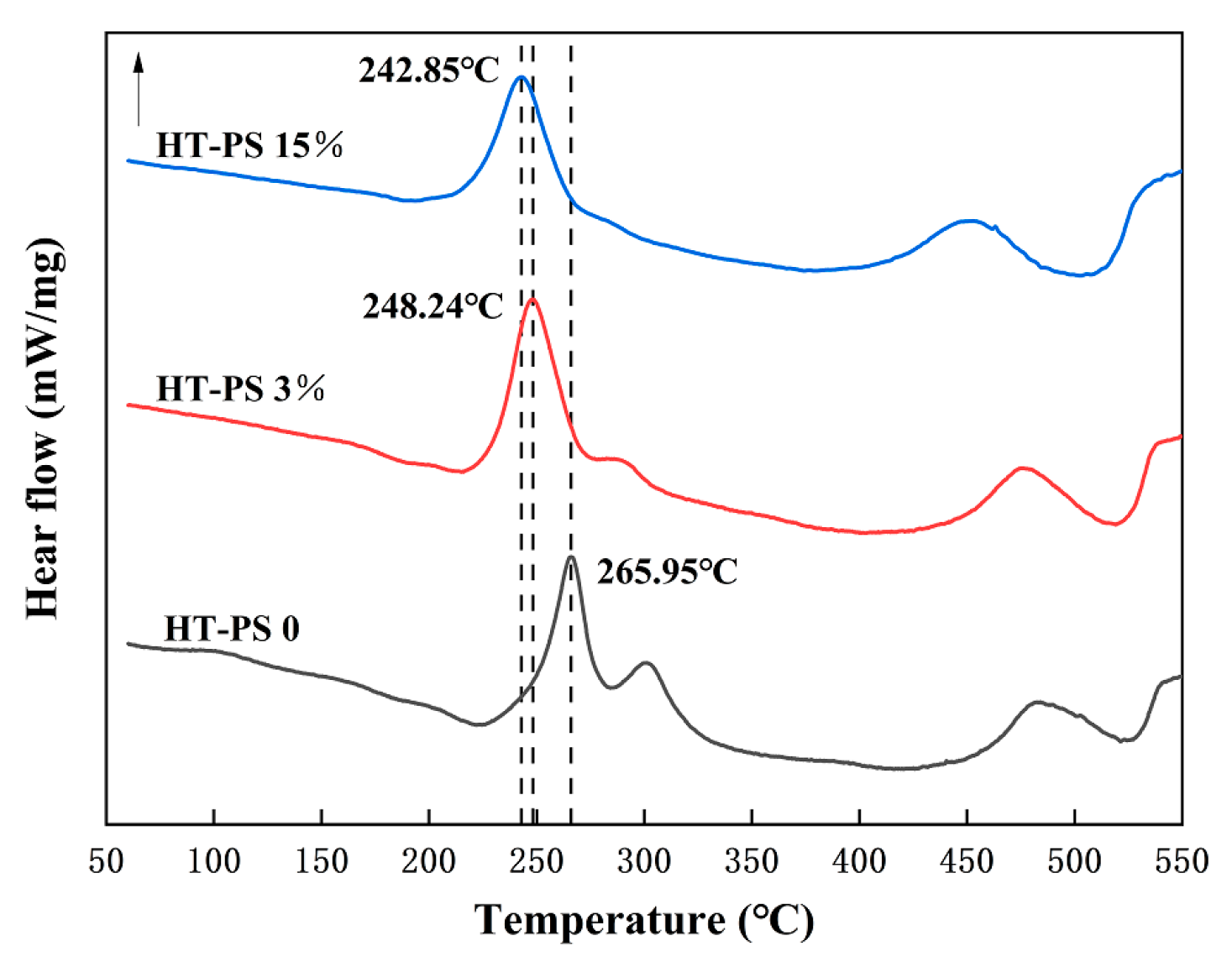
To study the effect of HT-PS on the precipitation phases in AA6016, DSC experiments were conducted, and the results are depicted in
Figure 9. In the HT-PS samples, it was observed that the dissolution trough between 200 °C and 220 °C, arising from cluster reversion during natural aging, decreased or disappeared [
25,
26]. This indicates that HT-PS treatment effectively inhibits natural aging [
27]. Moreover, as the HT-PS increased, the precipitation peak of the
phase in the samples shifted towards lower temperatures. The precipitation temperature of the
phase in the HT-PS 3% sample (248.24 °C) was higher than that in the HT-PS 15% sample (242.85 °C), suggesting that a higher degree of HT-PS promotes the precipitation of the
phase.
The precipitation modeling is based on classic theory [
28], and an incoherent interface of the precipitate/matrix is assumed. The stationary nucleation rate is given by:
is the Zeldovich factor,
is the condensation rate of solute atoms in nuclei,
is the number of nucleation sites per unit volume,
is the Boltzmann constant,
is temperature.
is the energy barrier for nucleation. According to the references, heterogeneous nucleation on dislocations releases the core energy of the dislocations, and hence the nucleation barrier is reduced [
29,
30]. By analyzing the reduction in the nucleation barrier described by Equation (6), under the premise of the same material and the same precipitated phase, where
,
,
,
, and
are all constant, only the nucleation barrier
decreases. Therefore, the nucleation rate
of the precipitated phase will increase. Consequently, with an increase in HT-PS, the dislocation density also increases, indicating an increase in the nucleation rate of the precipitate phase. This increased nucleation rate results in the precipitation of a greater amount of the
phase.
The numerical method employed to track the evolution of the precipitates, including nucleation, growth, and coarsening, is the numerical Kampmann–Wagner (KWN) model [
31]. In this kinetic simulation model, a crucial parameter for calculating the nucleation rate of precipitates is the change in Gibbs free energy associated with the formation of critical nuclei. The total energy change resulting from nucleation can be expressed as follows:
represents the radius of the precipitate phase, represents the interfacial energy, and represents the volume free energy. Based on the aforementioned Equation (7), under the premise of the same material and the same precipitated phase, and are constants. Analyzing the reduction in nucleation potential energy indicates that the corresponding precipitate radius decreases. Therefore, with an increase in HT-PS, the reduction in the nucleation barrier leads to a decrease in the precipitation radius. This suggests that higher HT-PS can promote the formation of finer precipitates.
During the HT-PS treatment process, an increase in the dislocation density within the crystals occurred [
32]. The dislocations introduced by straining acted as vacancy sinks. These vacancy sinks played a crucial role in the aggregation activity during natural aging, as the relaxation of over-saturated vacancies could significantly suppress the formation of Cluster (1) during natural aging. Serizawa et al. [
33] reported two types of nanoclusters, denoted as Cluster (1) and Cluster (2), formed near room temperature and at 100 °C, respectively. The Cluster (1) structure had a wider range of Mg/Si ratios and was nearly insoluble at heat treatment temperature (180–200 °C). Cluster (2) could form above 100 °C, suppressing the formation of Cluster (1) during room temperature storage, and over-saturated vacancies inhibited natural aging, thus inhibiting the formation of Cluster (1). Cluster (2) had a Mg/Si ratio similar to the
phase, facilitating the formation of the
phase during the heat treatment process. In Al-Mg-Si alloys, the
phase was the primary strengthening phase [
34,
35]. During heat treatment, dislocations could provide heterogeneous nucleation sites for Cluster (2) and accelerate
phase precipitation [
34]. Meanwhile, as the HT-PS increased, the dislocation density increased, and more dislocations led to a decrease in the nucleation barrier [
29,
30], combined with the previous Equations (8) and (9), resulting in an increase in the nucleation rate of the precipitates and a decrease in their radius with increasing HT-PS. Jia [
12] studied and compared precipitates in samples with HT-PS of 7% and RT-PS of 7% (mainly the
phase), revealing that the precipitates in the high-temperature pre-strained samples had a higher volume fraction and a smaller average radius than those in the room-temperature pre-strained samples, resulting in a higher BHR. Therefore, with increasing HT-PS, the precipitates exhibited a higher volume fraction and a smaller average radius, leading to a significant increase in the mechanical properties of AA6016.
Research by Zandbergen [
14] et al. indicated that increasing the heat treatment temperature and time promoted the precipitation of the
phase. Combined with the finding of the previous discussion, where the heat treatment process facilitated the formation of Cluster (2), and Cluster (2) promoted the precipitation of the
phase [
34]. Due to the hindrance of dislocation motion by the
phase. Therefore, greater force was required for dislocations to bypass these
phases, resulting in an improvement in the mechanical properties. Therefore, when the percentage of precipitates was higher and their average size was smaller, it was easier to impede dislocation motion, thus also facilitating the improvement of material strength.
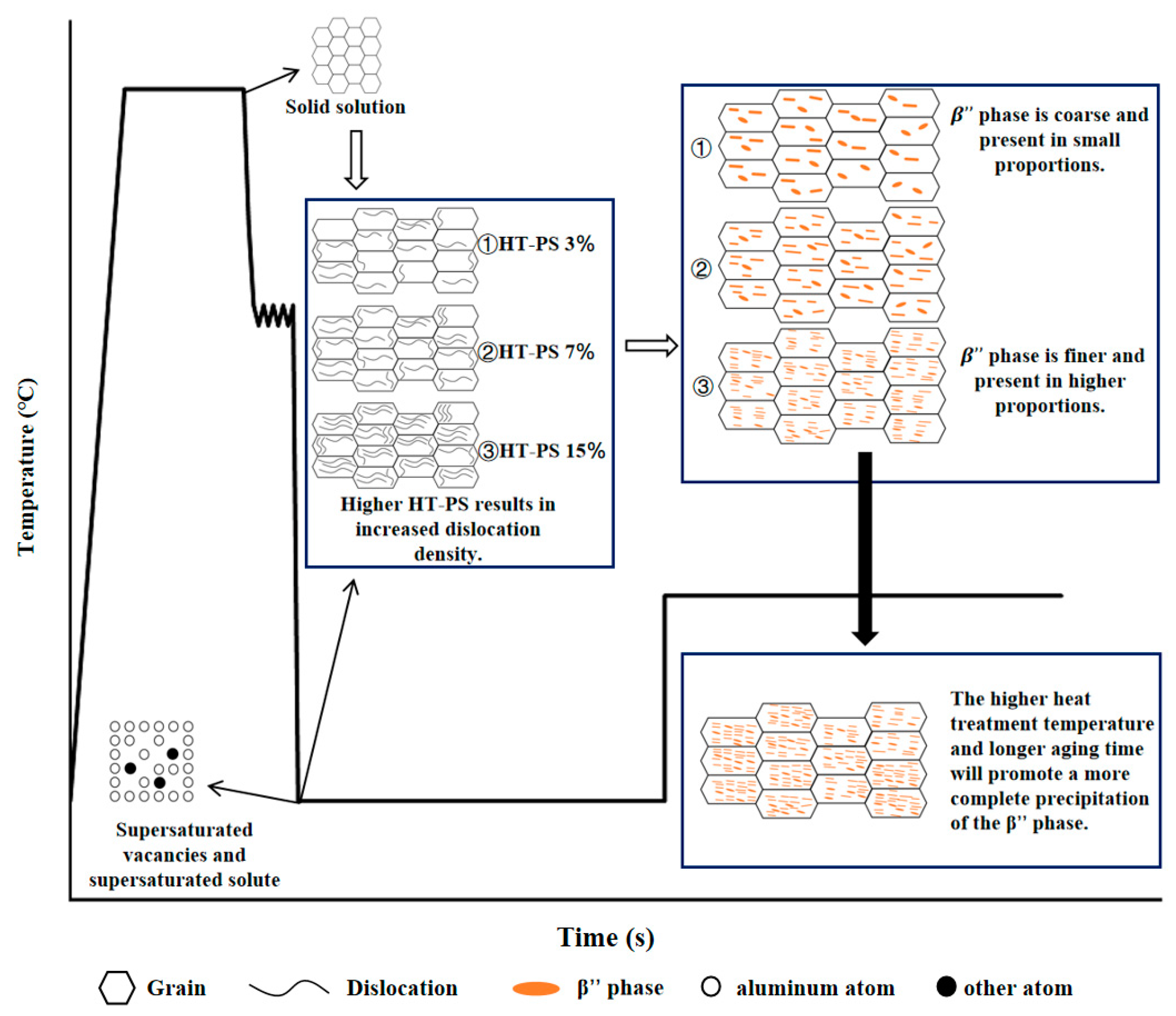
In summary, the combined effect of HT-PS treatment and the heat treatment process on the mechanical properties of AA6016 was investigated. With increasing HT-PS treatment, as well as an increasing heat treatment temperature and time, a higher volume fraction and a smaller average radius of the
phase were precipitated. The increased presence of the
phase hindered dislocations, consequently enhancing the mechanical properties of AA6016. The overall mechanism is illustrated in
Figure 10.


 ,
, 






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}