


Nano- and Submicron-Sized TiB2 Particles in Al–TiB2 Composite Produced in Semi-Industrial Self-Propagating High-Temperature Synthesis Conditions

Abstract
1. Introduction
2. Materials and Methods
3. Results
3.1. Influence of the Powder Mix Weight and Synthesis Conditions on Its Temperature and Propagation
3.2. Influence of the Powder Mix Weight and Synthesis Conditions on Structure and Phase Composition
4. Conclusions
- -
- The synthesis temperature in 1000 g of the Al–Ti–B system powder was 200 °C higher than that in 20 g samples synthesized in laboratory conditions;
- -
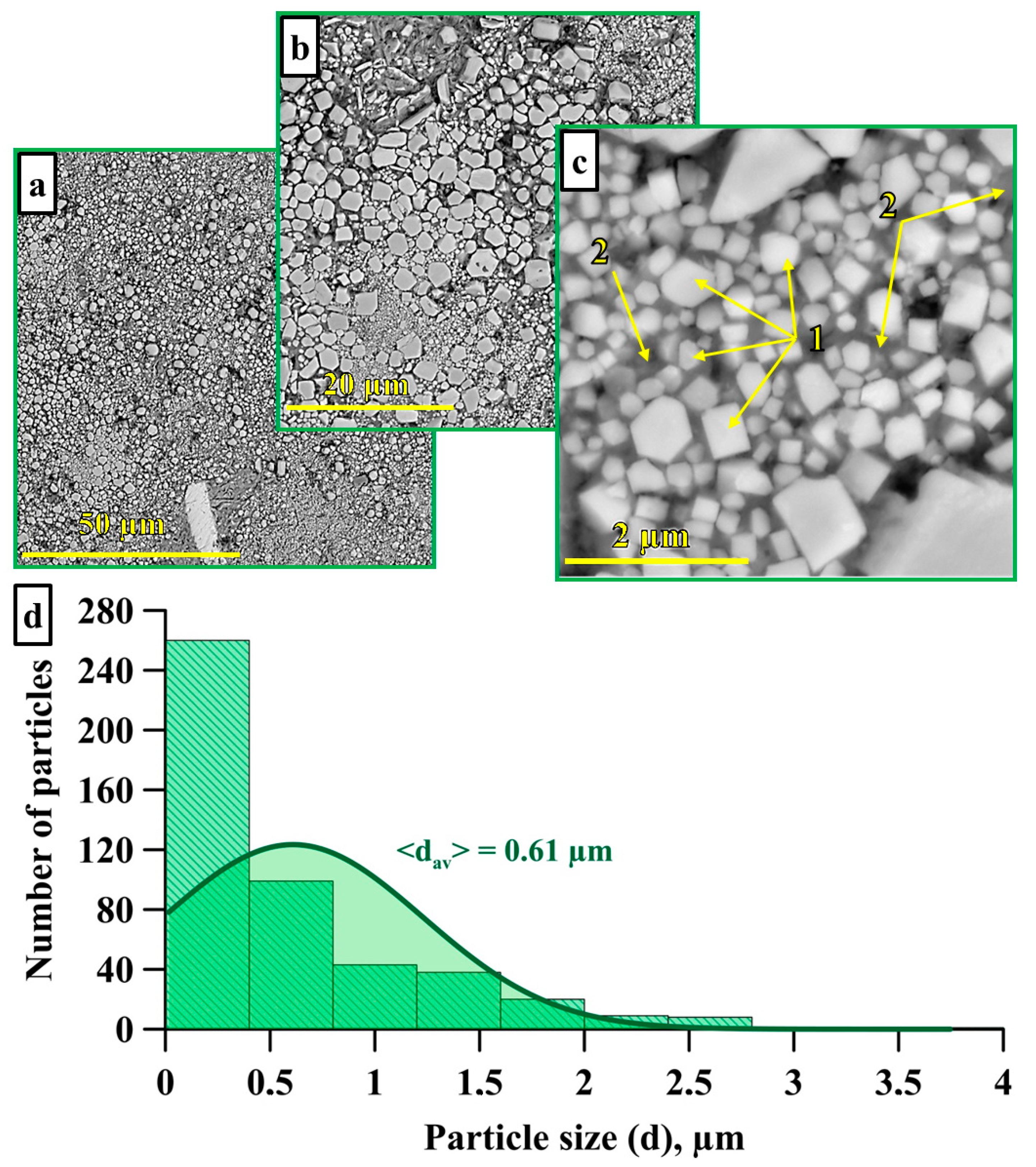
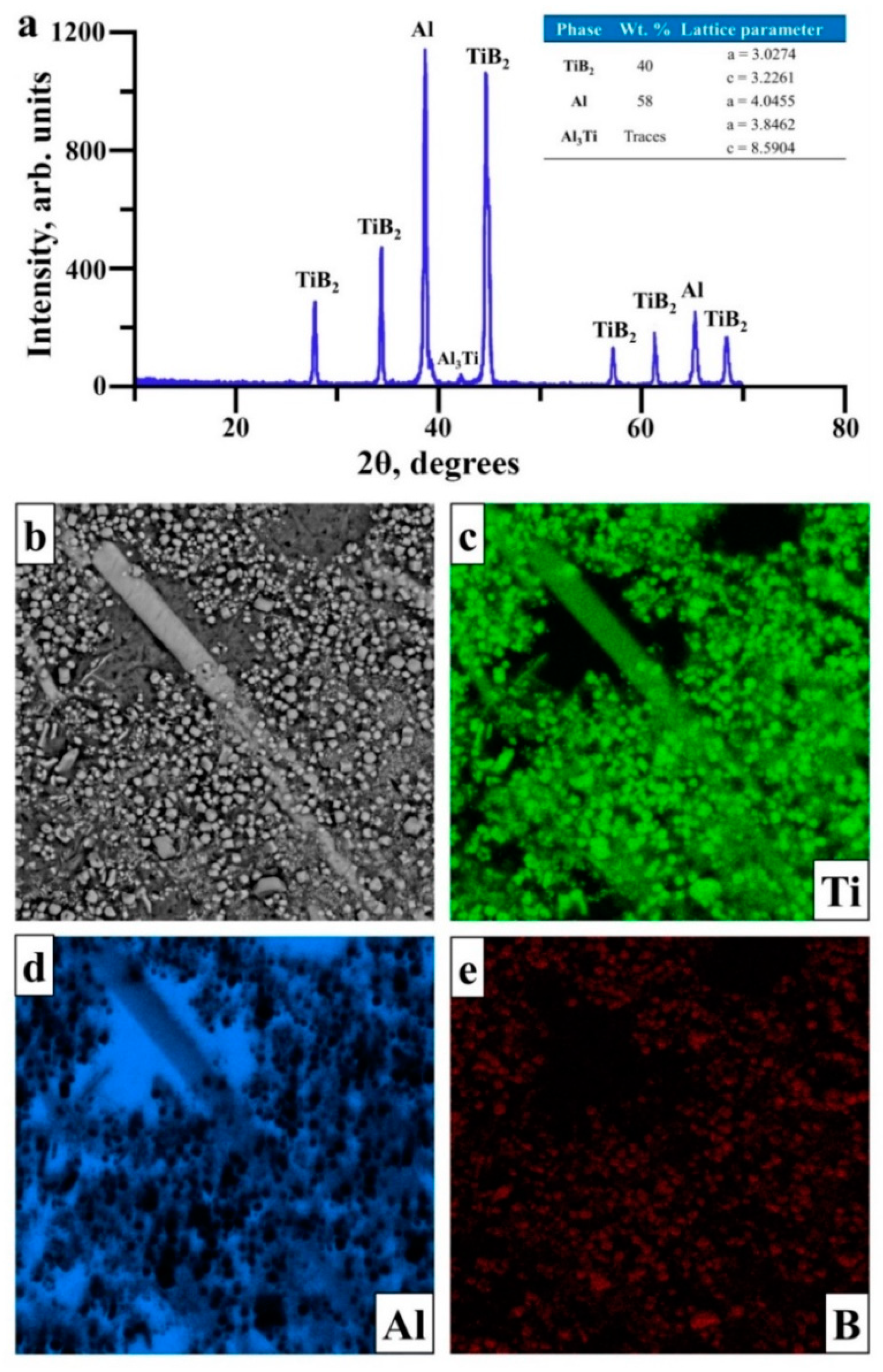
- The final product did not differ from that obtained in laboratory conditions, and consisted of the Al matrix and TiB2 ceramic particles. There were, however, Al3Ti intermetallic particles, probably due to the semi-industrial conditions of the SHS process;
- -
- The growth in the SHS temperature provided the increase in the larger average size of TiB2 particles from 0.4 to 0.6 µm, as compared to that of the laboratory samples;
- -
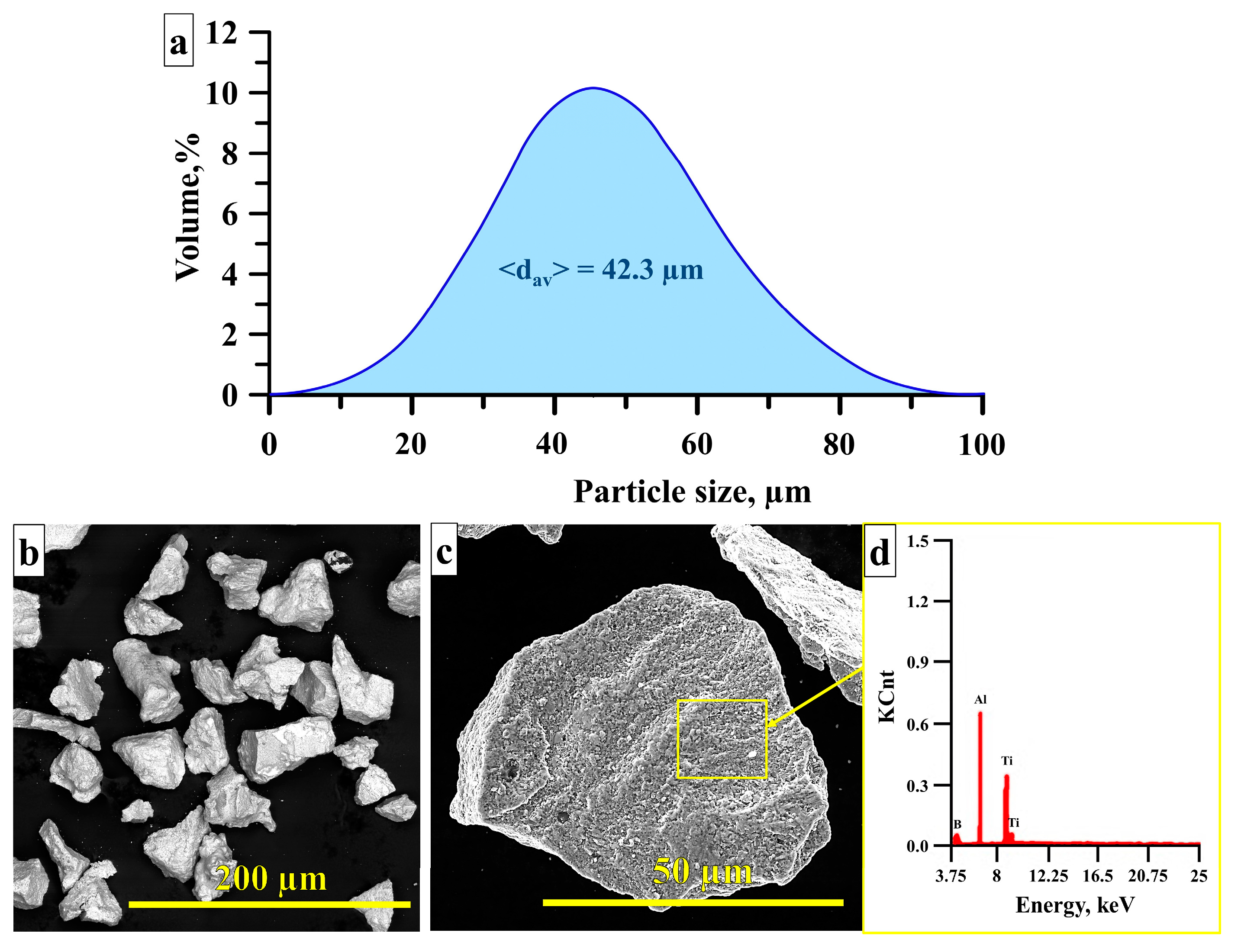
- SHS-produced composite was comminuted to 42.3 µm particles, which were fragmented and had the structure inherited from the Al–TiB2 composite;
- -
- The obtained powder can be used as the main raw material or additive in SLS, vacuum sintering, and hot pressing.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nyamekye, P.; Golroudbary, S.R.; Piili, H.; Luukka, P.; Kraslawski, A. Impact of additive manufacturing on titanium supply chain: Case of titanium alloys in automotive and aerospace industries. Adv. Ind. Manuf. Eng. 2023, 6, 100112. [Google Scholar] [CrossRef]
- Center, G.A.; Designs Liquid Rocket Engine Injector with 3D Systems. World Wide Web Location. Available online: https://www.3dsystems.com (accessed on 20 March 2024).
- Joost, W.J. Reducing vehicle weight and improving US energy efficiency using integrated computational materials engineering. JOM 2012, 64, 1032–1038. [Google Scholar] [CrossRef]
- Sekhar, R.; Sharma, D.; Shah, P. State of the art in metal matrix composites research: A bibliometric analysis. Appl. Syst. Innov. 2021, 4, 86. [Google Scholar] [CrossRef]
- Cho, S.; Lee, J.; Shin, S.; Lee, D.; Kim, M.; Kwon, H.; Choi, M.; Lee, Y.S.; Jo, I.; Hong, H.U.; et al. Enhancing high-temperature properties of stainless steel composite with titanium carbide reinforcement: A study on coefficient of thermal expansion, thermal conductivity, and strength. J. Mater. Res. Technol. 2023, 25, 7241–7253. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Umer, R.; Khan, K.A. Review of recent trends and developments in aluminium 7075 alloys and metal matrix composites (MMCs) for aircraft applications. Results Eng. 2023, 20, 101372. [Google Scholar] [CrossRef]
- Aynalem, G.F. Processing methods and mechanical properties of aluminium matrix composites. Adv. Mater. Sci. Eng. 2020, 2020, 3765791. [Google Scholar] [CrossRef]
- Shekhawat, D.; Singh, A.; Patnaik, A. Effect of ceramic reinforcement on physical and mechanical behaviour of AL6061 metal matrix composites fabricated using stir casting technique. Int. J. Met. 2023, 17, 2207–2225. [Google Scholar] [CrossRef]
- Han, L.; Liu, Z.; Yu, L.; Ma, Z.; Huang, Y.; Liu, Y.; Wang, Z. Effect of WC nanoparticles on the thermal stability and mechanical performance of dispersion-reinforced Cu composites. Scr. Mater. 2023, 222, 115030. [Google Scholar] [CrossRef]
- Chen, W.; Gao, G.; Meng, X.; Zhao, X.; Jiang, Y.; Wang, M.; Li, Z.; Xiao, L. Microstructure, properties and strengthening mechanism of Cu-TiB2-Al2O3 composite prepared by liquid phase in-situ reaction casting. J. Alloys Compd. 2022, 912, 165170. [Google Scholar] [CrossRef]
- Lin, F.; Jia, F.; Ren, M.; Wang, J.; Yang, M.; Chen, Z.; Jiang, Z. Microstructure, mechanical and thermal properties of ultrafine-grained Al2024–TiC-GNPs nanocomposite. Mater. Sci. Eng. A 2022, 841, 142855. [Google Scholar] [CrossRef]
- Xing, H.; Hu, P.; He, C.; Zhang, X.; Han, J.; Yang, F.; Bai, R.; Zhang, W.; Wang, K.; Volinsky, A.A. Design of high-performance molybdenum alloys via doping metal oxide and carbide strengthening: A review. J. Mater. Sci. Technol. 2023, 160, 161–180. [Google Scholar] [CrossRef]
- Kota, N.; Charan, M.S.; Laha, T.; Roy, S. Review on development of metal/ceramic interpenetrating phase composites and critical analysis of their properties. Ceram. Int. 2022, 48, 1451–1483. [Google Scholar] [CrossRef]
- Chechi, P.; Maurya, S.K.; Prasad, R.; Manna, A. Microstructural and mechanical characterization of stir cast Al-SiC/Flyash/Graphite hybrid metal matrix composite. Mater. Today Proc. 2022, 64, 637–642. [Google Scholar] [CrossRef]
- Li, X.; Zhang, M.; Zhang, G.; Wei, S.; Xu, L.; Zhou, Y. Effect of spark plasma sintering temperature on structure and performance characteristics of Cu-20wt% W composite. J. Alloys Compd. 2022, 912, 165246. [Google Scholar] [CrossRef]
- Durlu, N. Titanium carbide based composites for high temperature applications. J. Eur. Ceram. Soc. 1999, 19, 2415–2419. [Google Scholar] [CrossRef]
- Levashov, E.A.; Mukasyan, A.S.; Rogachev, A.S.; Shtansky, D.V. Self-propagating high-temperature synthesis of advanced materials and coatings. Int. Mater. Rev. 2017, 62, 203–239. [Google Scholar] [CrossRef]
- Matveev, A.; Promakhov, V.; Schulz, N.; Bakhmat, V.; Belchikov, I. Structure and phase composition of SHS composites based on Al–Ti–B system with different Al content. Ceram. Int. 2024, 50, 503–511. [Google Scholar] [CrossRef]
- Promakhov, V.; Matveev, A.; Schulz, N.; Grigoriev, M.; Olisov, A.; Vorozhtsov, A.; Zhukov, A.; Klimenko, V. High-temperature synthesis of metal–matrix composites (Ni-Ti)-TiB2. Appl. Sci. 2021, 11, 2426. [Google Scholar] [CrossRef]
- Matveev, A.; Promakhov, V.; Schulz, N.; Bakhmat, V.; Babaev, A.; Semenov, A.; Vorozhtsov, A. Effect of the mass fraction of NiTi–TiB2 SHS-particles on the phase composition, structure, and mechanical properties of Inconel 625–NiTi–TiB2 composites produced by direct laser deposition. Materials 2022, 15, 6861. [Google Scholar] [CrossRef]
- Matveev, A.; Zhukov, I.; Ziatdinov, M.; Zhukov, A. Planetary milling and self-propagating high-temperature synthesis of Al-TiB2 composites. Materials 2020, 13, 1050. [Google Scholar] [CrossRef]
- Maslov, V.M.; Borovinskaya, I.P.; Merzhanov, A.G. Problem of the mechanism of gasless combustion. Combust. Explos. Shock Waves 1976, 12, 631–636. [Google Scholar] [CrossRef]
- Ladd MF, C.; Palmer, R.A.; Palmer, R.A. Structure Determination by X-ray Crystallography; Plenum Press: New York, NY, USA, 1977; p. 233. [Google Scholar]
- Rietveld, H.M. Line profiles of neutron powder-diffraction peaks for structure refinement. Acta Crystallogr. 1967, 22, 151–152. [Google Scholar] [CrossRef]
- Borovinskaya, I.P.; Merzhanov, A.G.; Novikov, N.P.; Filonenko, A.K. Gasless combustion of mixtures of powdered transition metals with boron. Combust. Explos. Shock Waves 1974, 10, 2–10. [Google Scholar] [CrossRef]
- Yeh, C.L.; Chen, W.H. Preparation of niobium borides NbB and NbB2 by self-propagating combustion synthesis. J. Alloys Compd. 2006, 420, 111–116. [Google Scholar] [CrossRef]
- Matveev, A.; Promakhov, V.; Schultz, N.; Vorozhtsov, A. Synthesis of metal matrix composites based on crxniy-tin for additive technology. Materials 2021, 14, 5914. [Google Scholar] [CrossRef]
- Lubarda, V.A. On the effective lattice parameter of binary alloys. Mech. Mater. 2003, 35, 53–68. [Google Scholar] [CrossRef]
- Gu, Y.; Qian, Y.; Chen, L.; Zhou, F. A mild solvothermal route to nanocrystalline titanium diboride. J. Alloys Compd. 2003, 352, 325–327. [Google Scholar] [CrossRef]
- Lewis, D.; Wheeler, E.J. The effect of temperature on microstrains and crystallite growth in alumina. J. Mater. Sci. 1969, 4, 681–684. [Google Scholar] [CrossRef]
- Liu, B.; Duan, H.; Li, L.; Zhou, C.; He, J.; Wu, H. Microstructure and mechanical properties of ultra-hard spherical refractory high-entropy alloy powders fabricated by plasma spheroidization. Powder Technol. 2021, 382, 550–555. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powders | Average Particle Size, µm | Purity, wt.% |
|---|---|---|
| Al (OOO Sual-PM) | 100 | ≥98.4 |
| Ti (OAO Polema) | 140 | ≥99 |
| B (OAO Aviabor) | 0.6 | ≥99.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Matveev, A.; Promakhov, V.; Schulz, N.; Bakhmat, V.; Turanov, T. Nano- and Submicron-Sized TiB2 Particles in Al–TiB2 Composite Produced in Semi-Industrial Self-Propagating High-Temperature Synthesis Conditions. Metals 2024, 14, 511. https://doi.org/10.3390/met14050511
Matveev A, Promakhov V, Schulz N, Bakhmat V, Turanov T. Nano- and Submicron-Sized TiB2 Particles in Al–TiB2 Composite Produced in Semi-Industrial Self-Propagating High-Temperature Synthesis Conditions. Metals. 2024; 14(5):511. https://doi.org/10.3390/met14050511
Chicago/Turabian StyleMatveev, Aleksey, Vladimir Promakhov, Nikita Schulz, Vladislav Bakhmat, and Timur Turanov. 2024. "Nano- and Submicron-Sized TiB2 Particles in Al–TiB2 Composite Produced in Semi-Industrial Self-Propagating High-Temperature Synthesis Conditions" Metals 14, no. 5: 511. https://doi.org/10.3390/met14050511
APA StyleMatveev, A., Promakhov, V., Schulz, N., Bakhmat, V., & Turanov, T. (2024). Nano- and Submicron-Sized TiB2 Particles in Al–TiB2 Composite Produced in Semi-Industrial Self-Propagating High-Temperature Synthesis Conditions. Metals, 14(5), 511. https://doi.org/10.3390/met14050511