
Hot Deformation Behavior and Microstructure Evolution of Al-7.92 Zn-1.64 Mg-2.00 Cu Alloy


Abstract
1. Introduction
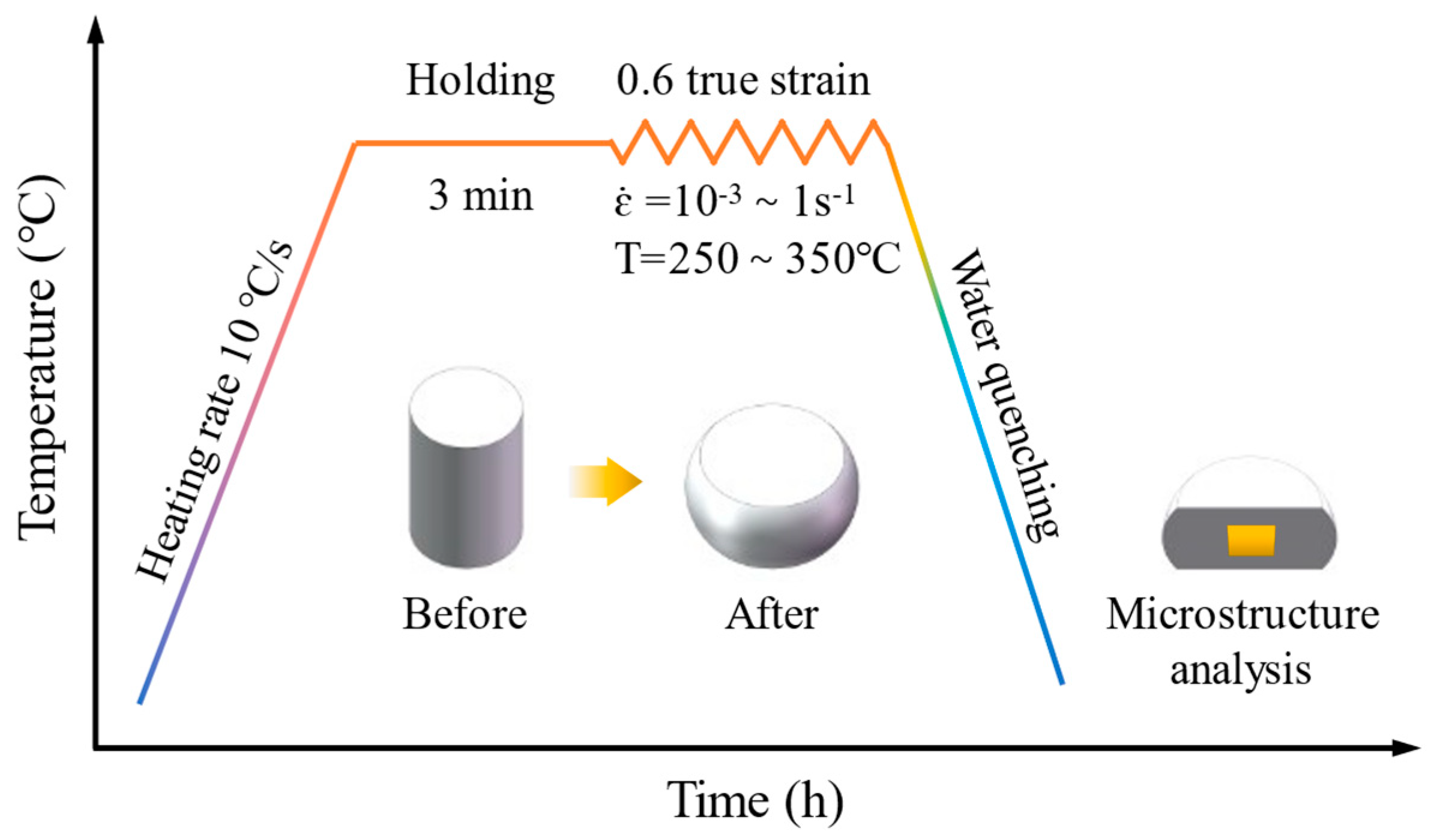
2. Materials and Experiments
3. Results and Discussion
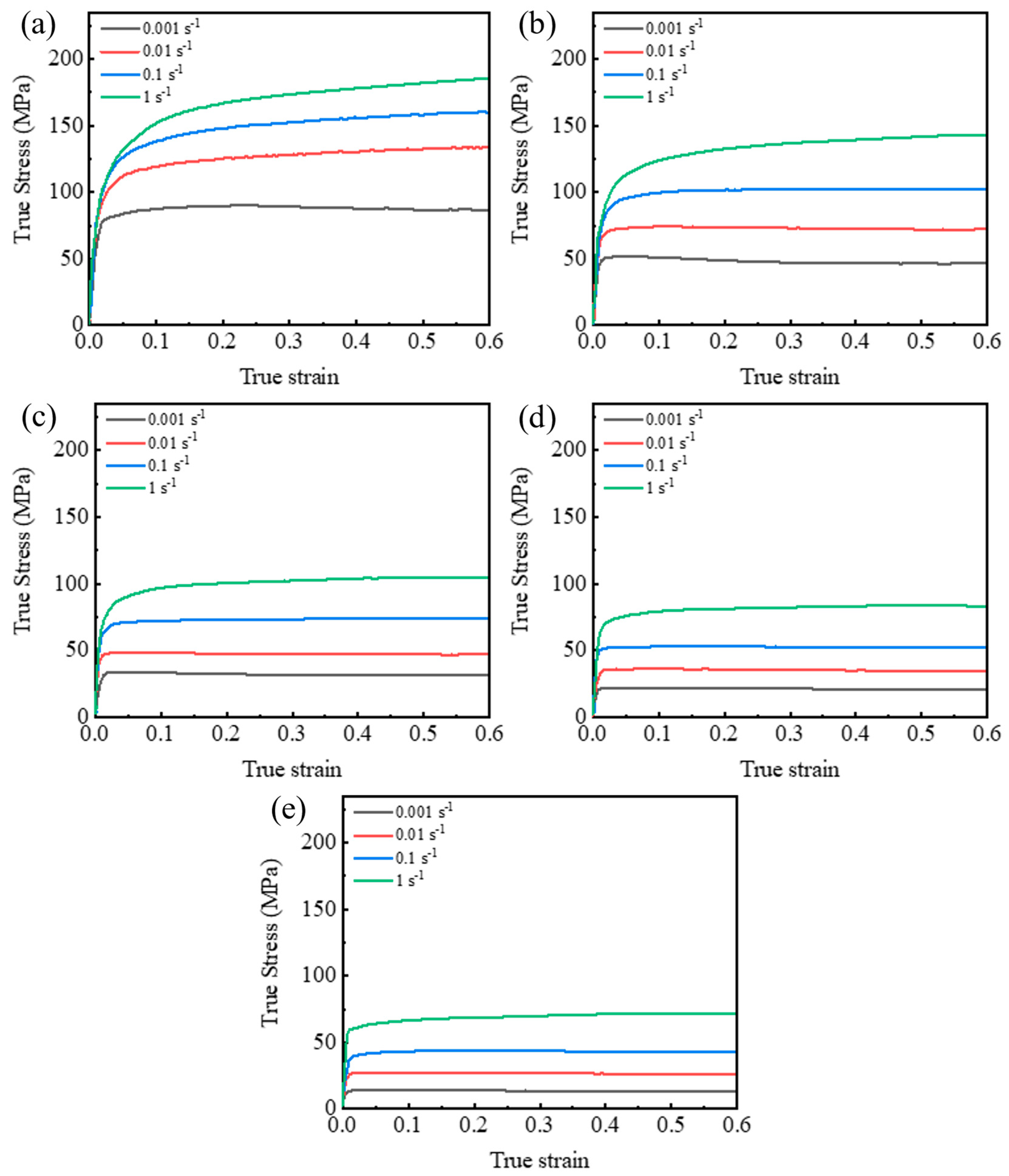
3.1. Flow Stress Behavior
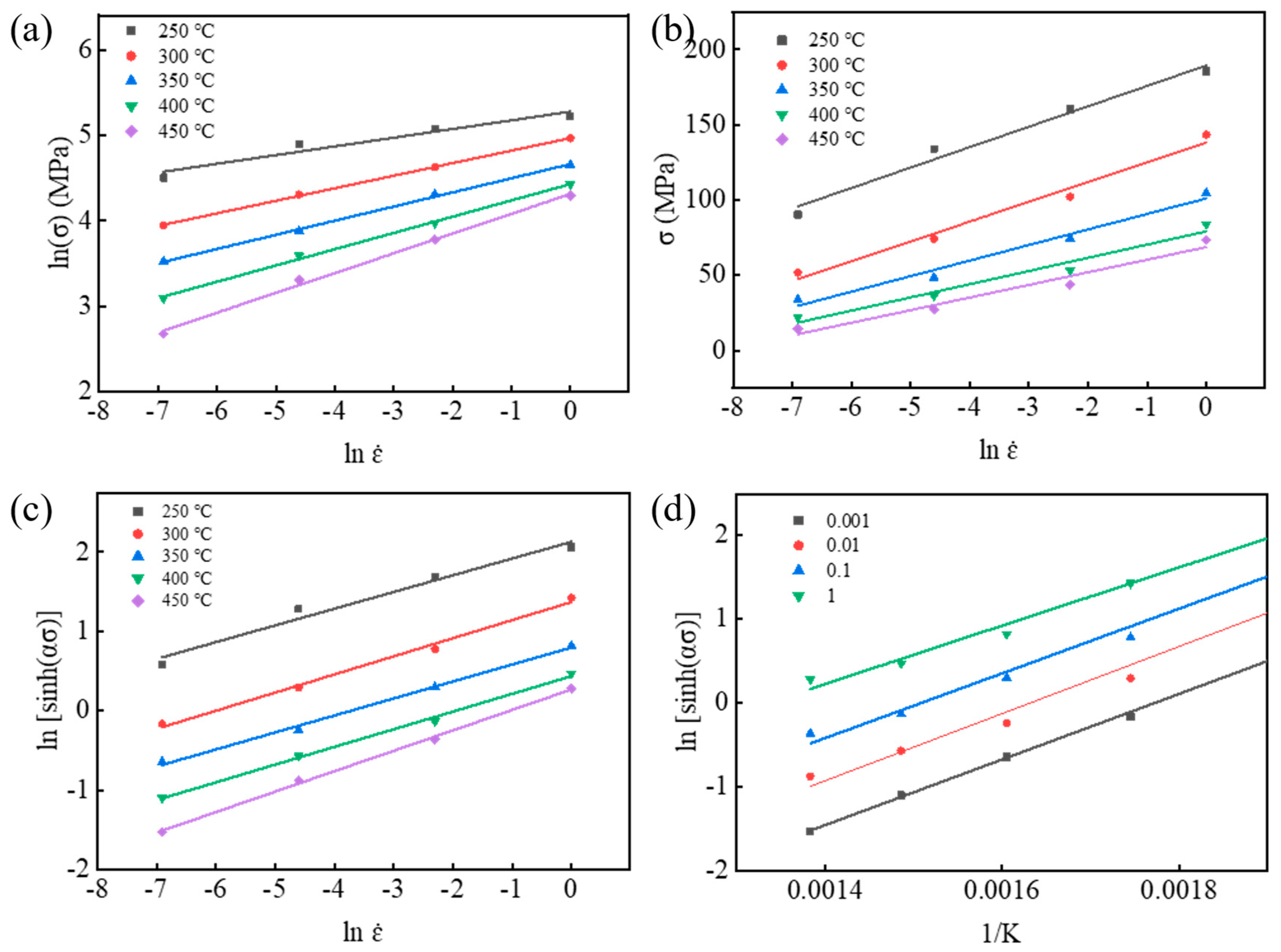
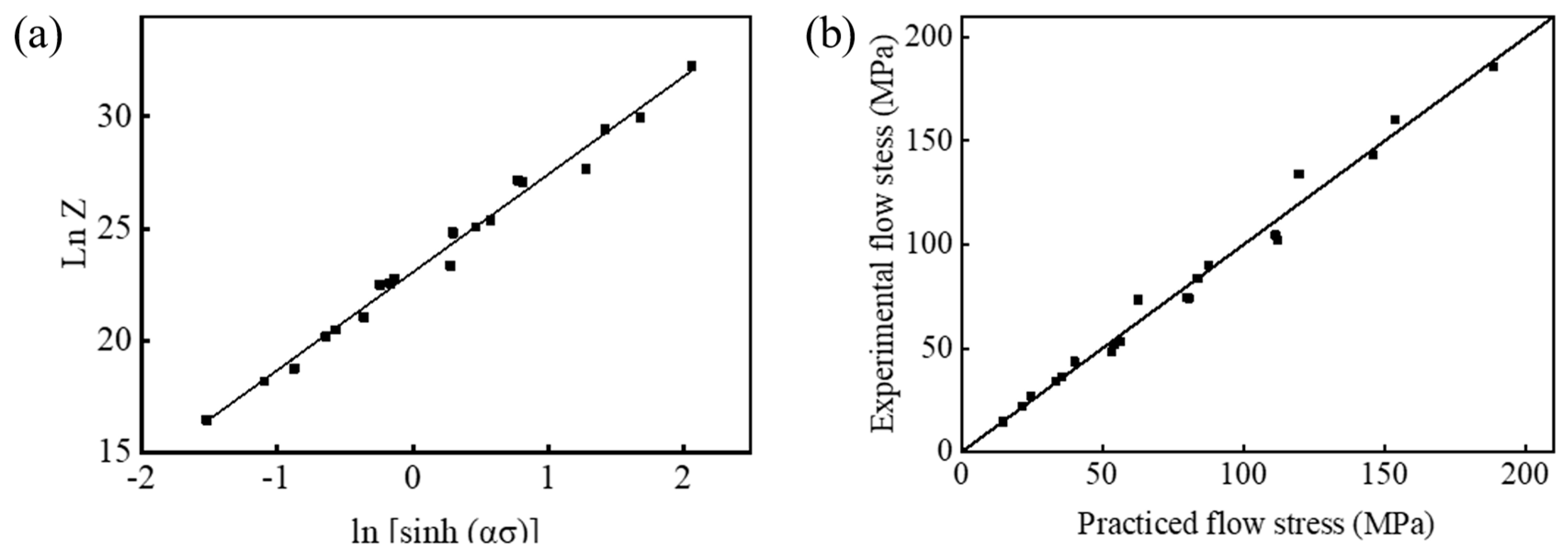
3.2. Constitutive Equations
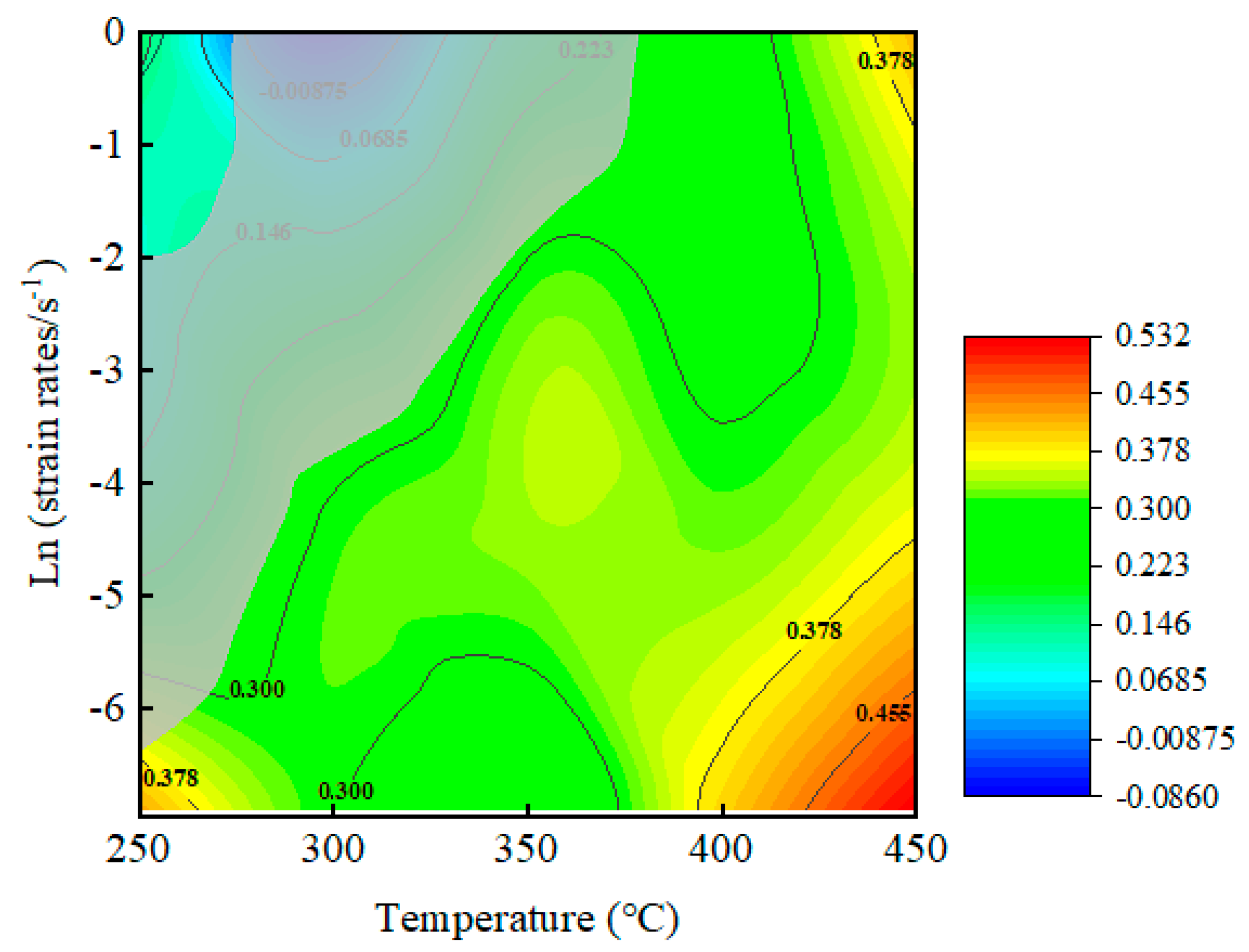
3.3. Hot Processing Map Establishment
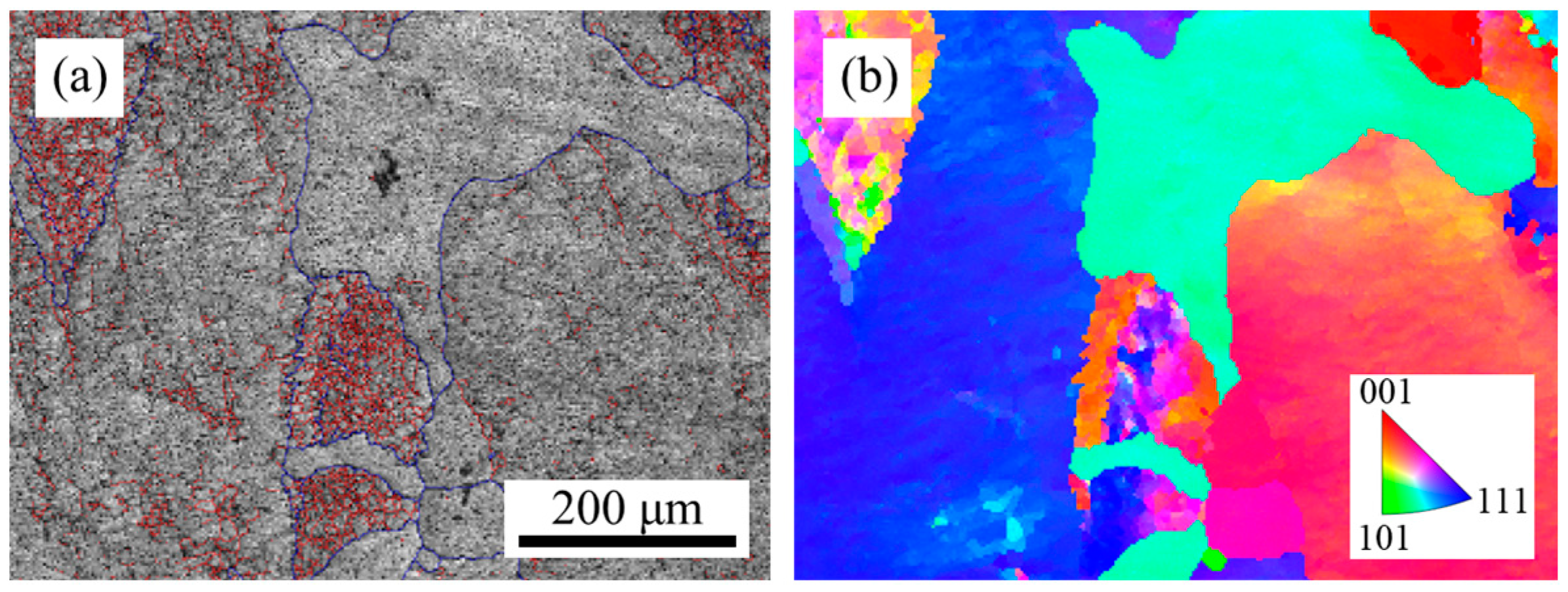
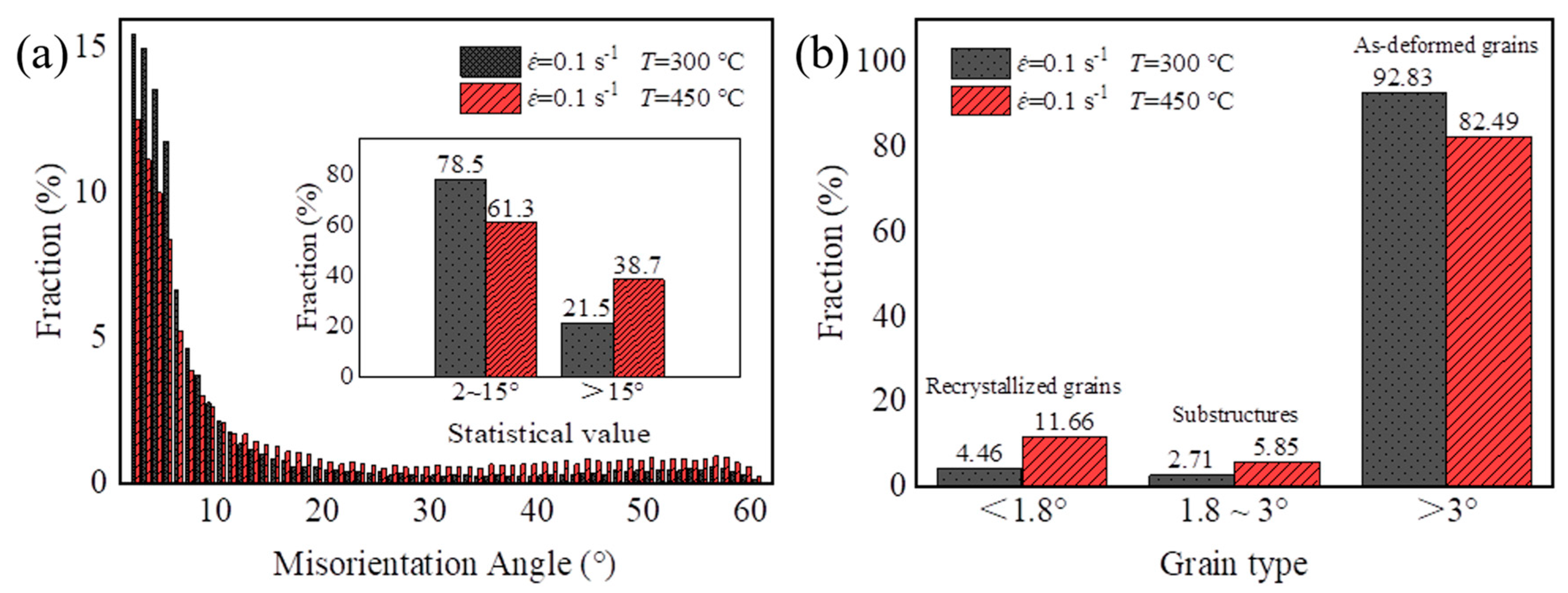
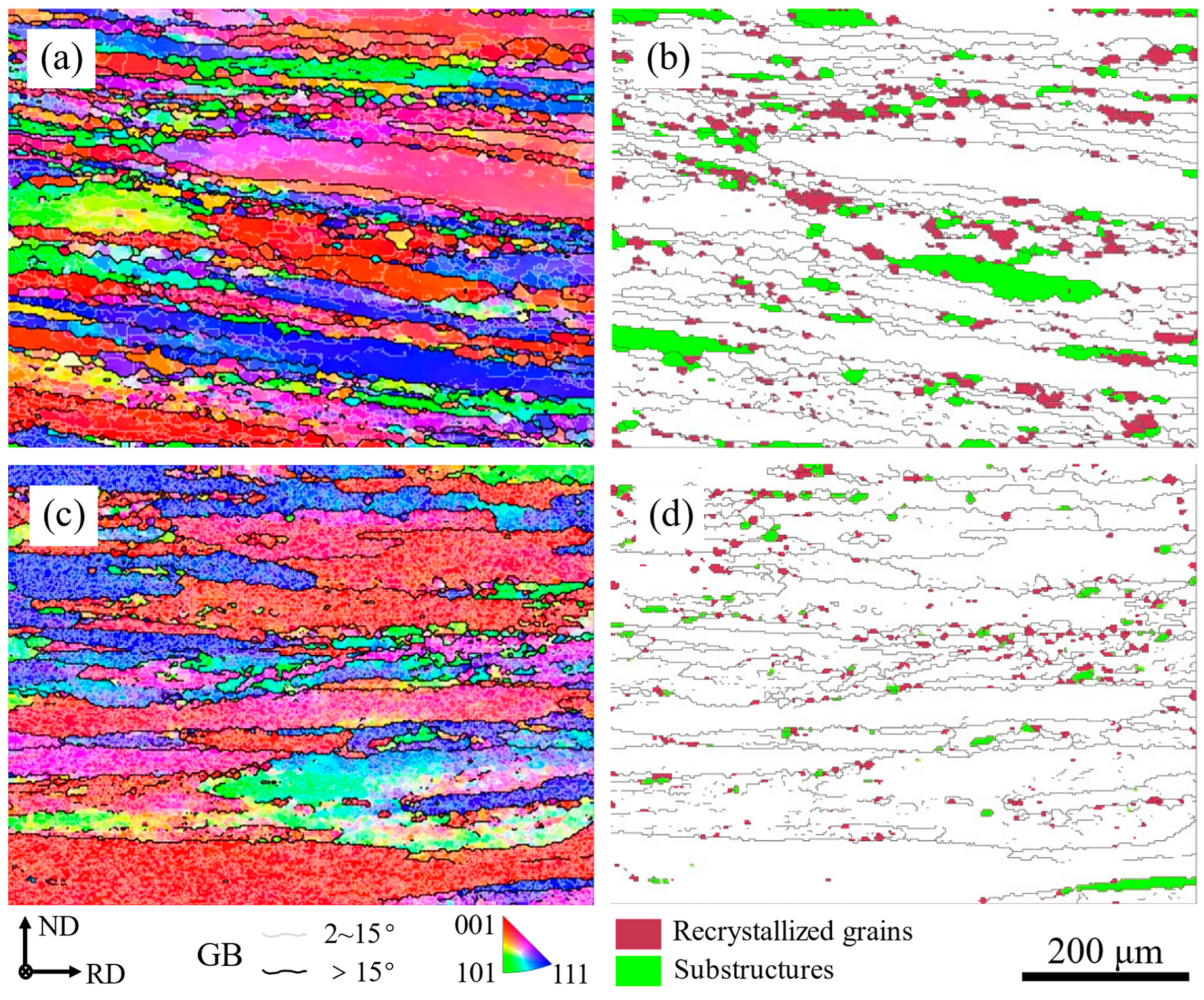
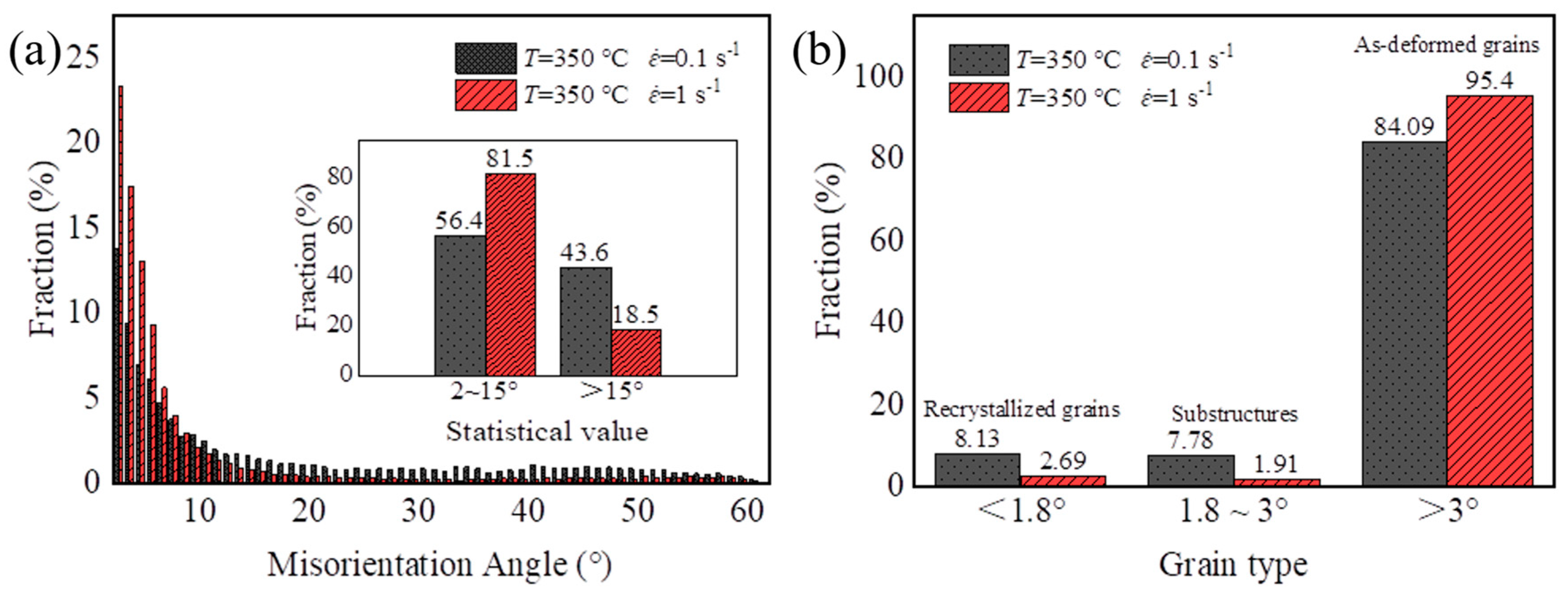
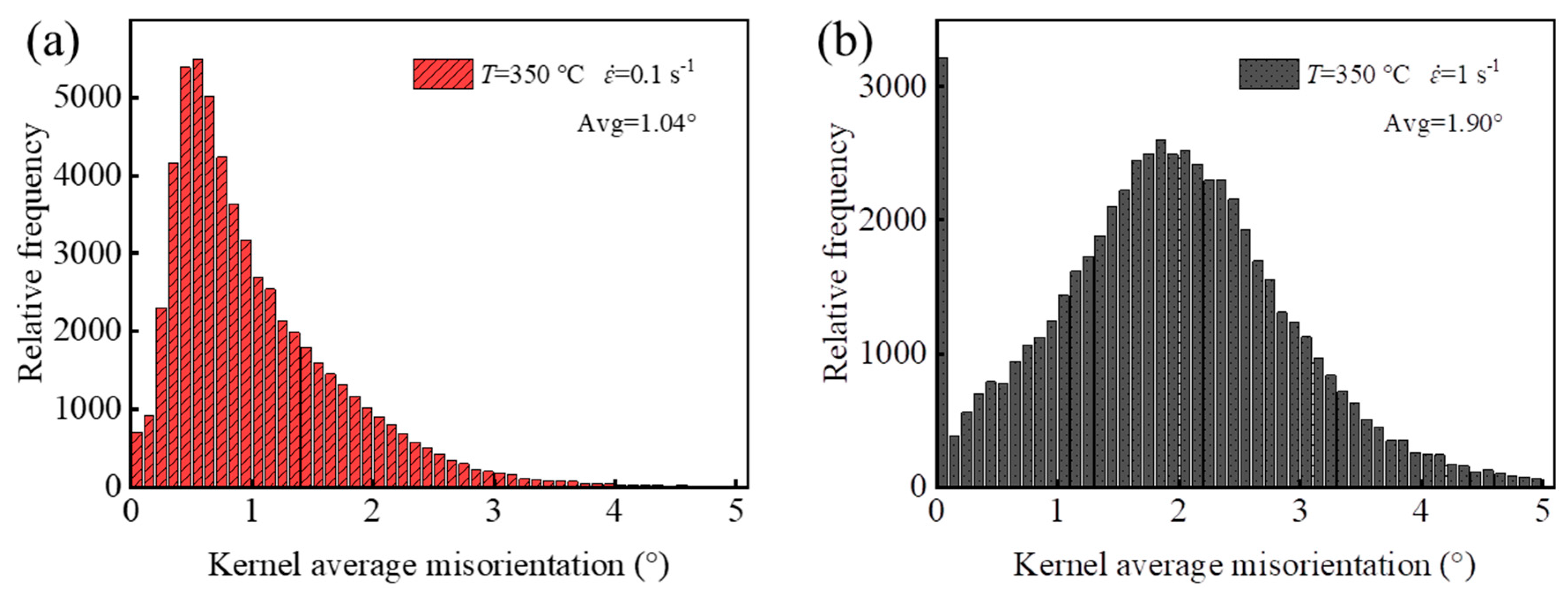
3.4. Effect of Processing Parameters on Grain Structure
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, H.; Jia, L.; Wang, W.; Ye, C.; Li, C.; Zhang, X.; Zhang, H. Effect of the Initial Texture, Recrystallization and Re-Dissolution Process on the Evolution of Texture during Solution Treatment of the 7A65 Hot Rolled Plate. Metals 2022, 12, 8. [Google Scholar] [CrossRef]
- Fan, X.; Li, Y.; Xu, C.; Wang, B.; Peng, R.; Chen, J. Improved mechanical anisotropy and texture optimization of a 3xx aluminum alloy by differential temperature rolling. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2021, 799, 140278. [Google Scholar] [CrossRef]
- Czerwinski, F. Thermal Stability of Aluminum Alloys. Materials 2020, 13, 3441. [Google Scholar] [CrossRef]
- Qiu, L.L.; Gao, W.L.; Lu, Z.; Feng, Z.H. Flow Behavior and Microstructure of 7A85 Aluminum Alloy During Hot Compression. J. Mater. Eng. 2016, 44, 33–39. [Google Scholar]
- Sha, G.; Cerezo, A. Early-stage precipitation in Al–Zn–Mg–Cu alloy (7050). Acta Mater. 2004, 52, 4503–4516. [Google Scholar] [CrossRef]
- Hu, H.E.; Zhen, L.; Yang, L.; Shao, W.Z.; Zhang, B.Y. Deformation behavior and microstructure evolution of 7050 aluminum alloy during high temperature deformation. Mater. Sci. Eng. A 2008, 488, 64–71. [Google Scholar] [CrossRef]
- Raja, N.; Kumar, A.; Patel, S.K. Hot deformation and microstructural evolution of ultrasonically fabricated as-cast Al-7.3Zn-2.2Mg-2Cu alloy. Mater. Charact. 2023, 206, 113404. [Google Scholar] [CrossRef]
- Ling, K.; Mo, W.; Deng, P.; Chen, J.; Luo, B.; Bai, Z. Hot deformation behavior and dynamic softening mechanisms of hot-extruded Al-Cu-Mg-Ag-Mn-Zr-Ti alloy. Mater. Today Commun. 2023, 34, 105300. [Google Scholar] [CrossRef]
- Xiang, S.; Liu, D.-Y.; Zhu, R.-H.; Li, J.-F.; Chen, Y.-L.; Zhang, X.-H. Hot deformation behavior and microstructure evolution of 1460 Al–Li alloy. Trans. Nonferrous Met. Soc. China 2015, 25, 3855–3864. [Google Scholar] [CrossRef]
- Duan, Y.H. Hot Deformation and Processing Map of Pb-Mg-10Al-1B Alloy. J. Mater. Eng. Perform. 2013, 22, 3049–3054. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, G.; Xu, X.; Chen, X.; Zhang, C. Constitutive modeling, processing map establishment and microstructure analysis of spray deposited Al-Cu-Li alloy 2195. J. Alloys Compd. 2019, 779, 735–751. [Google Scholar] [CrossRef]
- Rajamuthamilselvan, M.; Ramanathan, S. Hot deformation behaviour of 7075 alloy. J. Alloys Compd. 2011, 509, 948–952. [Google Scholar] [CrossRef]
- Wang, W.; Pan, Q.; Sun, Y.; Wang, X.; Li, A.; Song, W. Study on hot compressive deformation behaviors and corresponding industrial extrusion of as-homogenized Al–7.82Zn–1.96Mg–2.35Cu–0.11Zr alloy. J. Mater. Sci. 2018, 53, 11728–11748. [Google Scholar] [CrossRef]
- Jin, N.; Zhang, H.; Han, Y.; Wu, W.; Chen, J. Hot deformation behavior of 7150 aluminum alloy during compression at elevated temperature. Mater. Charact. 2009, 60, 530–536. [Google Scholar] [CrossRef]
- Sun, Z.-C.; Zheng, L.-S.; Yang, H. Softening mechanism and microstructure evolution of as-extruded 7075 aluminum alloy during hot deformation. Mater. Charact. 2014, 90, 71–80. [Google Scholar] [CrossRef]
- Wen, D.-X.; Lin, Y.C.; Li, H.-B.; Chen, X.-M.; Deng, J.; Li, L.-T. Hot deformation behavior and processing map of a typical Ni-based superalloy. Mater. Sci. Eng. A 2014, 591, 183–192. [Google Scholar] [CrossRef]
- Suh, D.-W.; Lee, S.-Y.; Lee, K.-H.; Lim, S.-K.; Oh, K.H. Microstructural evolution of Al–Zn–Mg–Cu–(Sc) alloy during hot extrusion and heat treatments. J. Mater. Process. Technol. 2004, 155–156, 1330–1336. [Google Scholar] [CrossRef]
- Tang, J.; Yi, Y.; He, H.; Huang, S.; Zhang, J.; Dong, F. Hot deformation behavior and microstructural evolution of the Al-Cu-Li alloy: A study with processing map. J. Alloys Compd. 2023, 934, 167755. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Rao, K.P.; Sasidhara, S. Hot Working Guide: Compendium of Processing Maps; ASM international: Detroit, MI, USA, 2015. [Google Scholar]
- Ke, B.; Ye, L.; Tang, J.; Zhang, Y.; Liu, S.; Lin, H.; Dong, Y.; Liu, X. Hot deformation behavior and 3D processing maps of AA7020 aluminum alloy. J. Alloys Compd. 2020, 845, 156113. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Seshacharyulu, T. Modelling of hot deformation for microstructural control. Metall. Rev. 1998, 43, 243–258. [Google Scholar] [CrossRef]
- He, H.; Yi, Y.; Cui, J.; Huang, S. Hot deformation characteristics and processing parameter optimization of 2219 Al alloy using constitutive equation and processing map. Vacuum 2019, 160, 293–302. [Google Scholar] [CrossRef]
- Liu, L.; Zhao, G.; Wang, G.; Ma, X.; Yan, Z.; Cao, S. Hot deformation behavior and microstructure evolution model of 7055 aluminum alloy. J. Mater. Res. Technol. 2023, 27, 3191–3213. [Google Scholar] [CrossRef]
- Jiang, J.-F.; Wang, Y.; Liu, Y.-Z.; Xiao, G.-F.; Li, H. Microstructure and mechanical properties of 7005 aluminum alloy processed by one-pass equal channel reciprocating extrusion. Trans. Nonferrous Met. Soc. China 2021, 31, 609–625. [Google Scholar] [CrossRef]
- Gourdet, S.; Montheillet, F. A model of continuous dynamic recrystallization. Acta Mater. 2003, 51, 2685–2699. [Google Scholar] [CrossRef]
- Shi, C.; Chen, X.G. Effect of Zr addition on hot deformation behavior and microstructural evolution of AA7150 aluminum alloy. Mater. Sci. Eng. A 2014, 596, 183–193. [Google Scholar] [CrossRef]
- Huang, J.; Xiang, Z.; Tang, Y.; Li, J.; Shen, G.; Shi, G.; Ma, X.; Chen, Y.; Chen, Z. Interfacial precipitation of the in-situ TiB2-reinforced Al–Zn–Mg–Cu–Zr composite. Mater. Chem. Phys. 2023, 301, 127561. [Google Scholar] [CrossRef]
- Ghosh, A.; Elasheri, A.; Parson, N.; Chen, X.G. Microstructure and texture evolution during high-temperature compression of Al-Mg-Si-Zr-Mn alloy. Mater. Charact. 2023, 205, 113312. [Google Scholar] [CrossRef]
- Zhu, C.; Harrington, T.; Livescu, V.; Gray, G.T.; Vecchio, K.S. Determination of geometrically necessary dislocations in large shear strain localization in aluminum. Acta Mater. 2016, 118, 383–394. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Zr | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| Wt.% | 0.03 | 0.05 | 2 | 0.01 | 1.64 | 0.01 | 7.94 | 0.03 | 0.11 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, C.; Chen, C.; Huang, K.; Huang, S.; Yi, Y. Hot Deformation Behavior and Microstructure Evolution of Al-7.92 Zn-1.64 Mg-2.00 Cu Alloy. Metals 2024, 14, 176. https://doi.org/10.3390/met14020176
Li C, Chen C, Huang K, Huang S, Yi Y. Hot Deformation Behavior and Microstructure Evolution of Al-7.92 Zn-1.64 Mg-2.00 Cu Alloy. Metals. 2024; 14(2):176. https://doi.org/10.3390/met14020176
Chicago/Turabian StyleLi, Chen, Canyang Chen, Ke Huang, Shiquan Huang, and Youping Yi. 2024. "Hot Deformation Behavior and Microstructure Evolution of Al-7.92 Zn-1.64 Mg-2.00 Cu Alloy" Metals 14, no. 2: 176. https://doi.org/10.3390/met14020176
APA StyleLi, C., Chen, C., Huang, K., Huang, S., & Yi, Y. (2024). Hot Deformation Behavior and Microstructure Evolution of Al-7.92 Zn-1.64 Mg-2.00 Cu Alloy. Metals, 14(2), 176. https://doi.org/10.3390/met14020176