

A Quantitative and Optimization Model for Microstructure Uniformity of Sinter Based on Multiple Regression-NSGA2

Abstract
1. Introduction
2. Materials and Methods
2.1. Sintered Sample Preparation
2.2. Methods
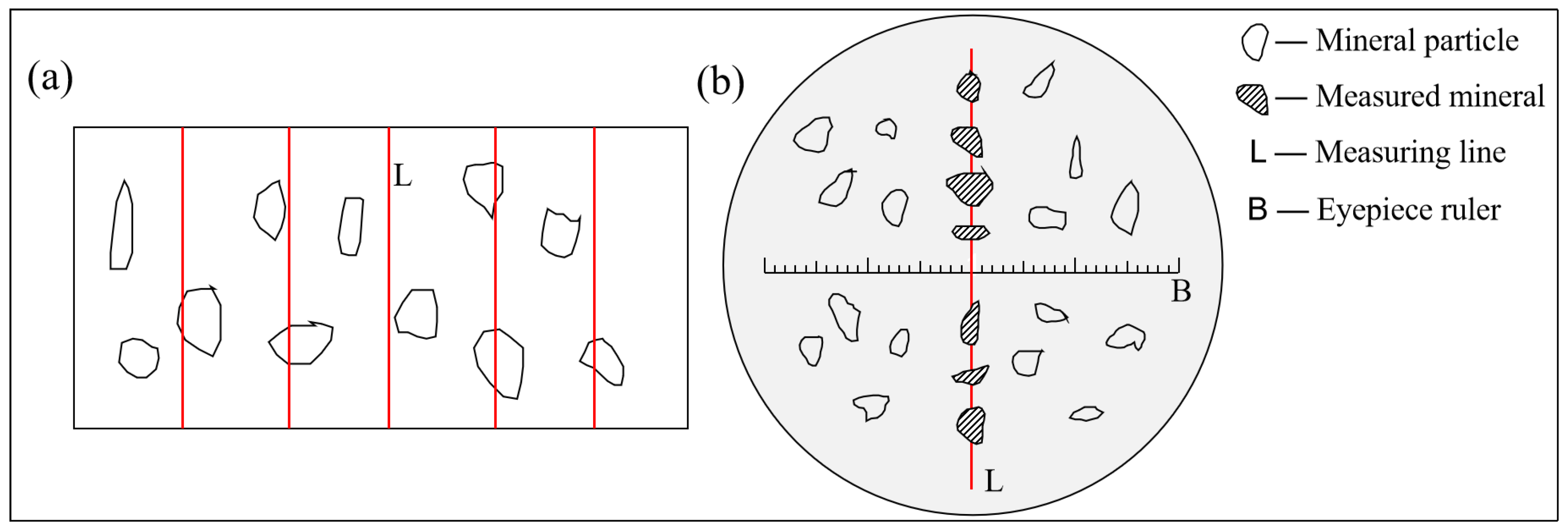
2.2.1. Mineralogical Analysis Methods
2.2.2. Multiple Regression Method
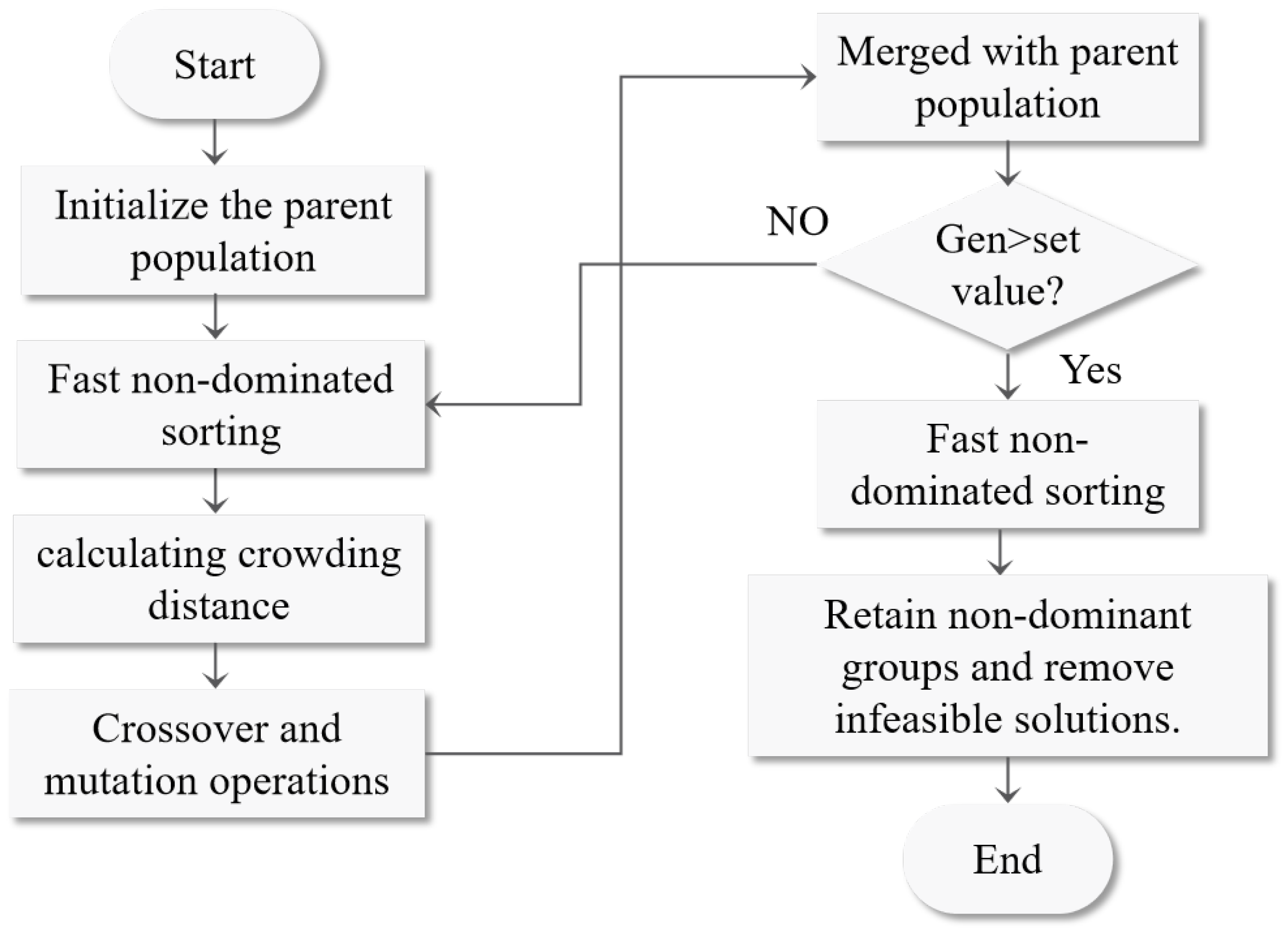
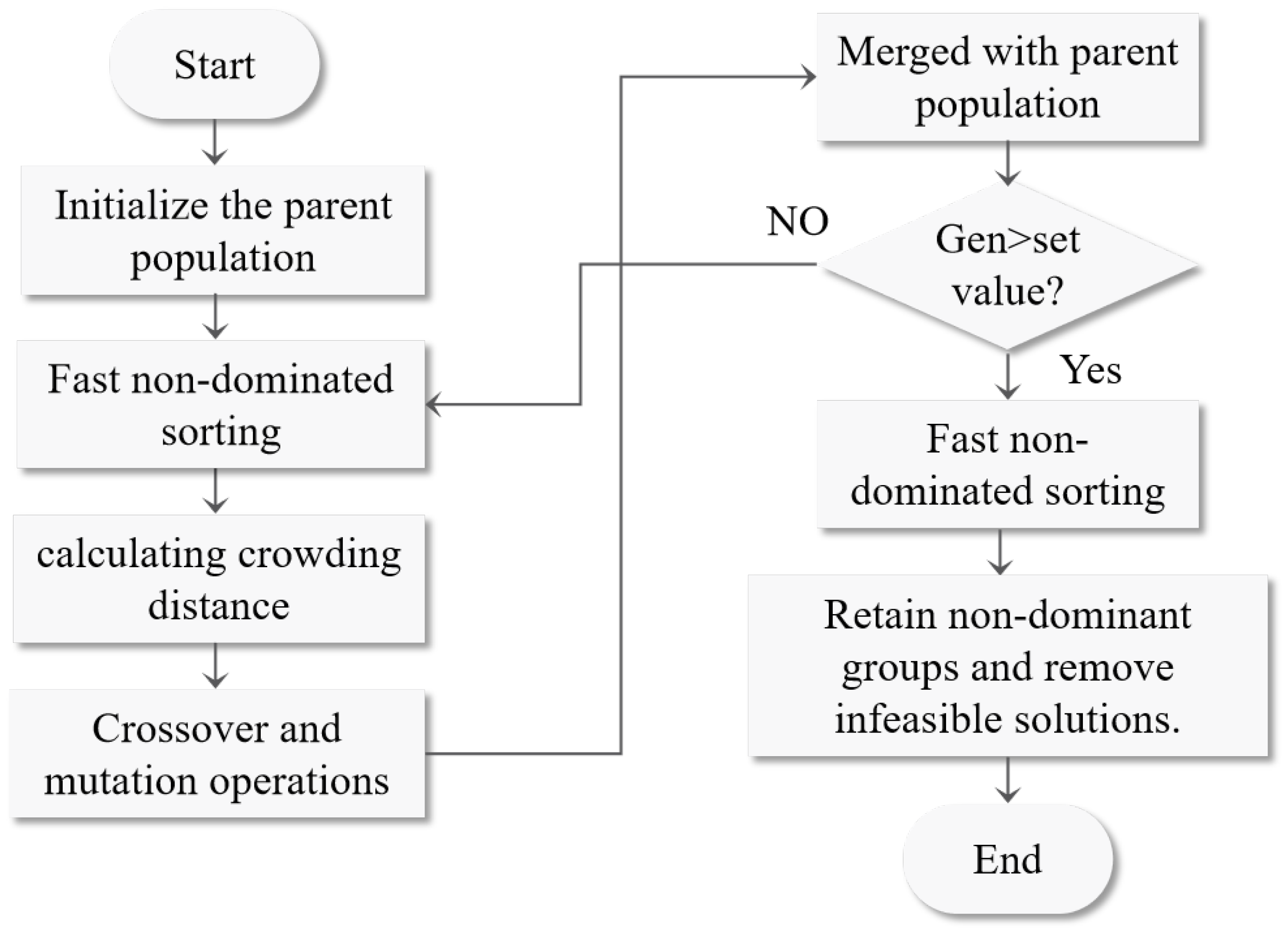
2.2.3. NSGA2 Algorithm Optimization Method
- Assigning values to initialized parent populations using a random value approach.
- For two individuals, p and q in the constraint interval of the optimized variable X, p is said to dominate q if both p’s mappings on the objective space are better than q. Individuals in S that do not dominate are at level 1. Individuals overwhelmed only by level 1 individuals are at level 2, and so on. Accordingly, the parent population S is sorted by fast non-dominance.
- The individuals under the same rank are ranked based on the crowding distance, and the crowding distance of the individuals at the edge of the ranking is set to ∞; the crowding distance is calculated for the pairs of individuals under the same rank according to Equation (3).where is the crowding distance and is the nth objective function value for the (g + 1) generation population. is the NTH objective function value of the population of (g − 1) generations. and are the maximum and minimum values of the NTH objective function, respectively. l is the number of populations.
- In the initial population S, a portion of individuals with a high dominance rank and significant crowding distance are selected for cross-mutation using the binary tournament method, and a portion of individuals in the initial population S are randomly selected for mutation to obtain a new population of size N.
- Combining the new and previous generation populations into a new generation of size 2N populations avoids the loss of good individuals from the prior generation populations.
- If the current evolutionary generation ≤ evolutionary generation preset value, the population obtained from 5 is repeated as the parent population ranges from 2 to 5. If the current generation exceeds the evolutionary generation preset value, only nondominated individuals from the population obtained in Step 4 are retained after being subjected to nondominated sorting. These non-dominated individuals constitute the optimal solution set, i.e., the Pareto front.
3. Results
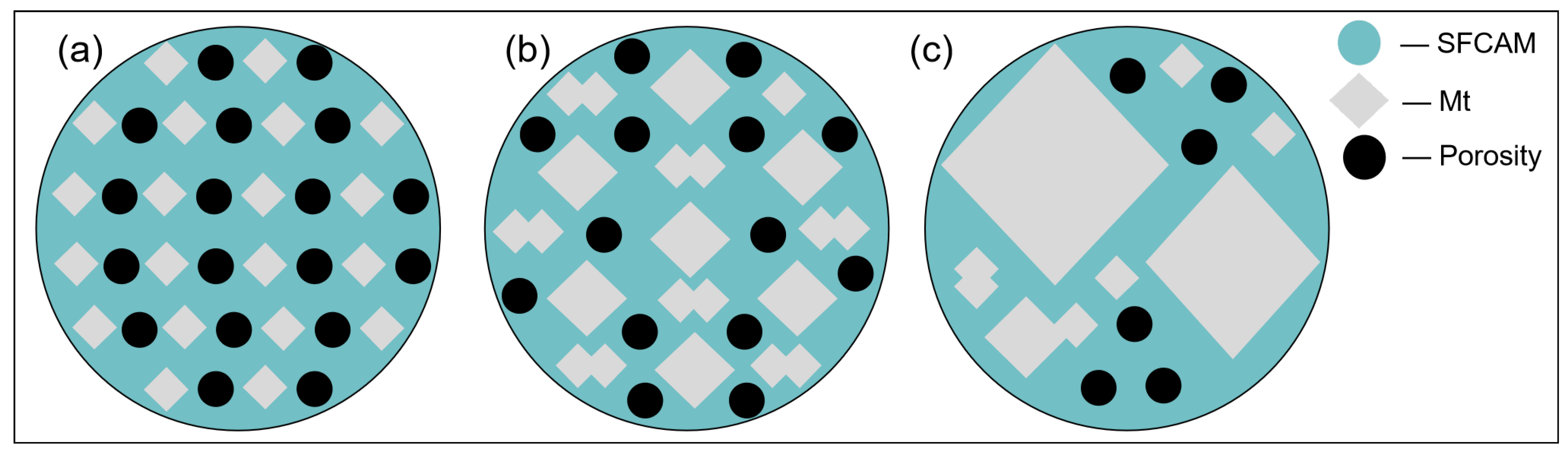
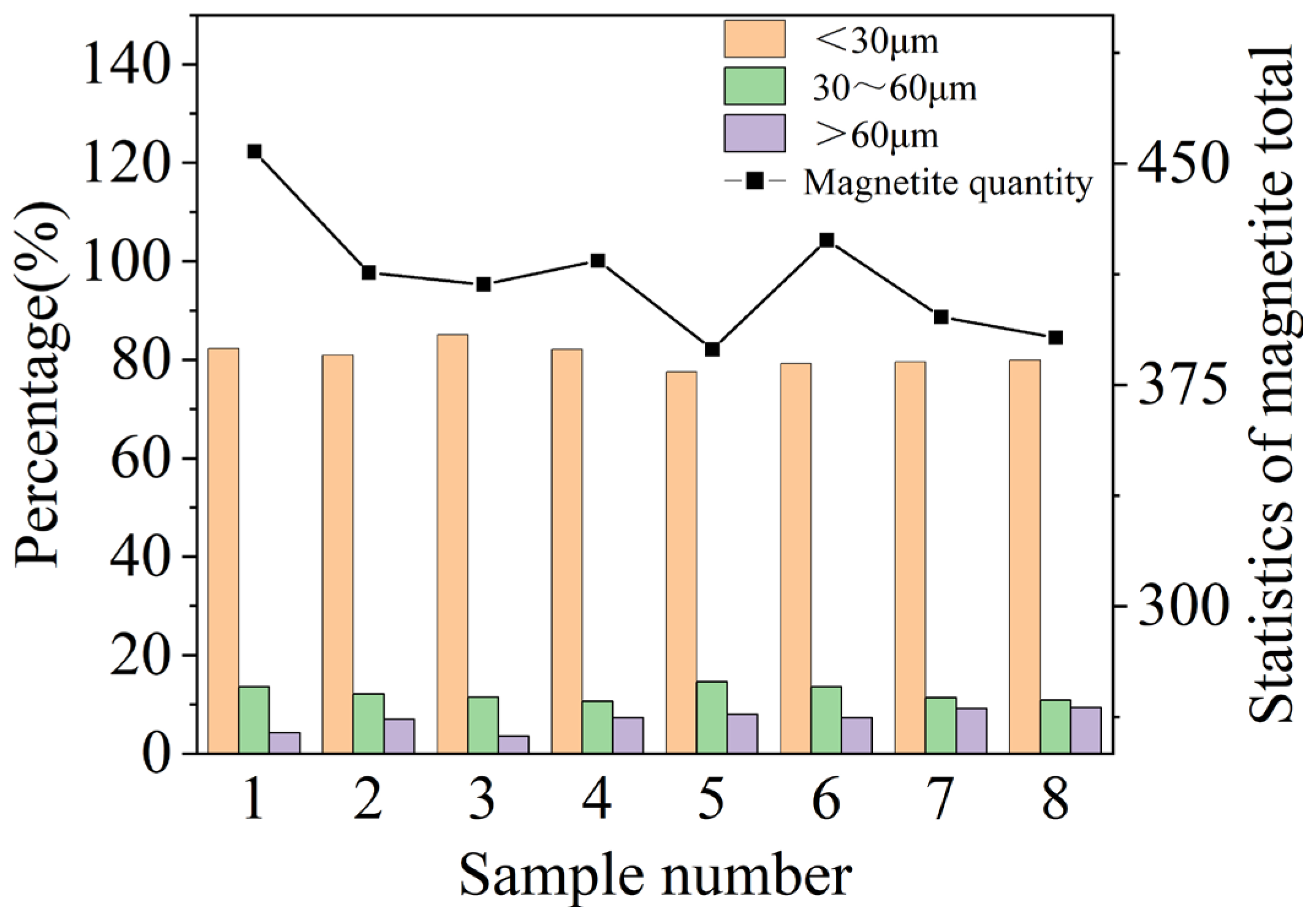
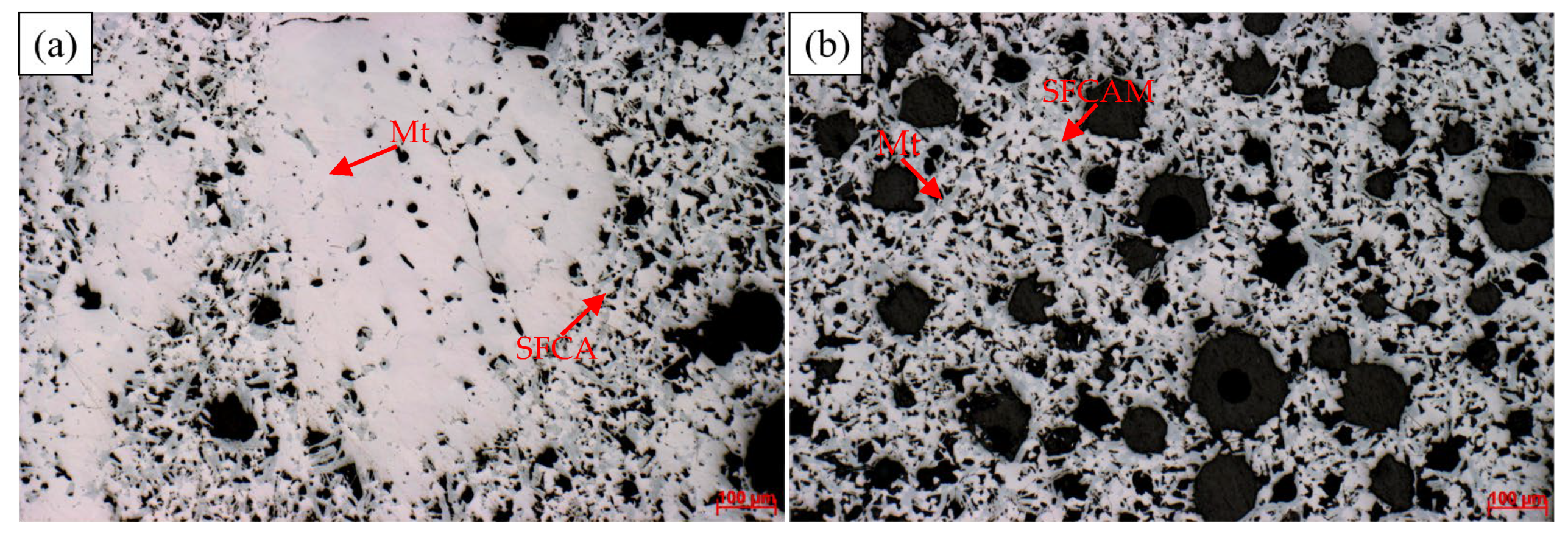
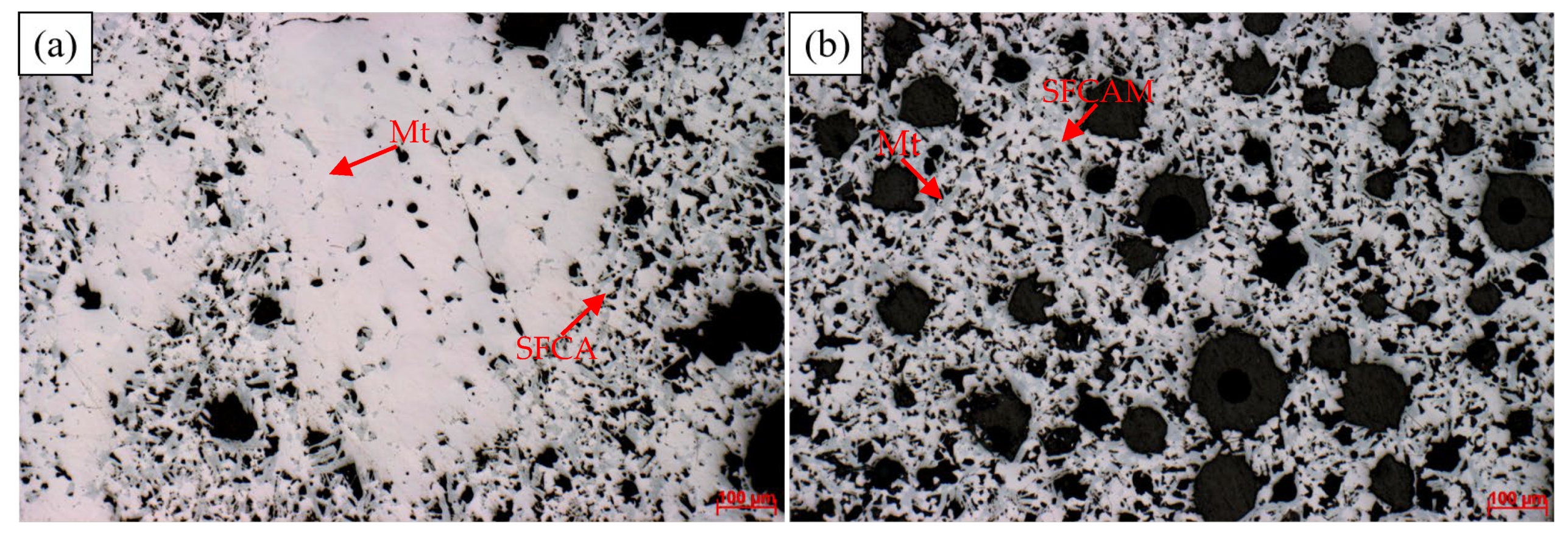
3.1. Micro-Mineralogical Analysis of Sintered Samples
3.2. Model Establishment of Magnetite Particle Size Proportion
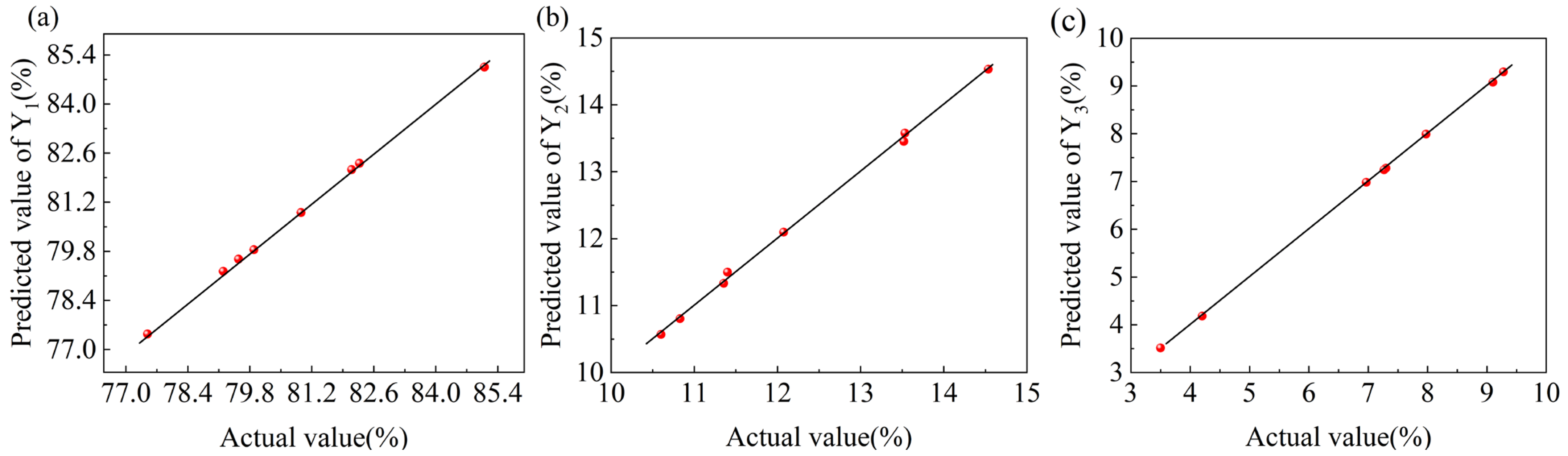
3.2.1. Model Fit
3.2.2. Model Significance Analysis
3.3. Regression Model Analysis of Magnetite Grade Proportion
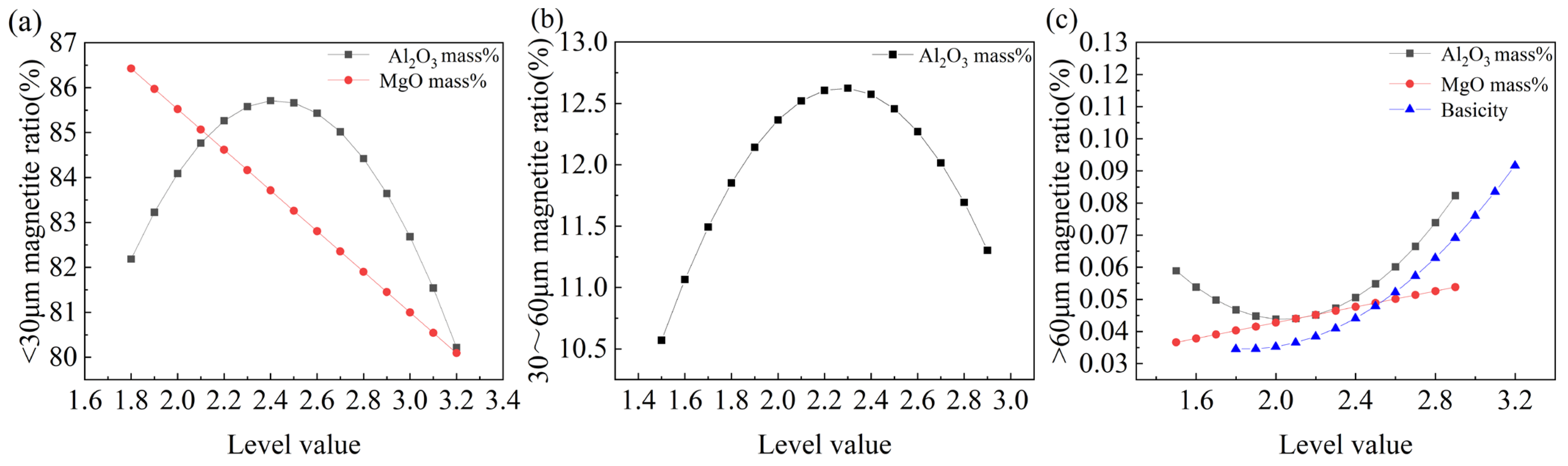
3.3.1. Single Factor Analysis
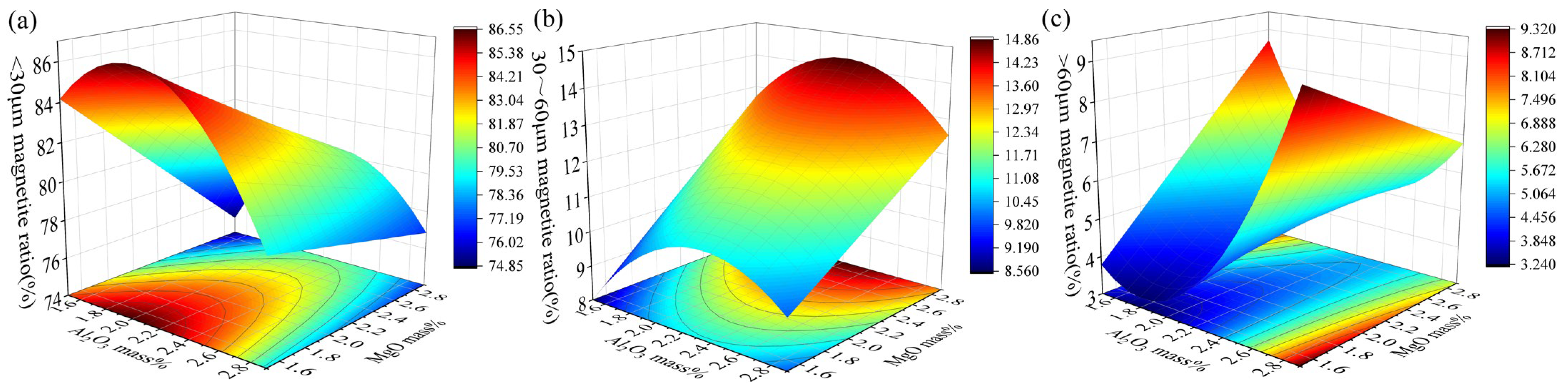
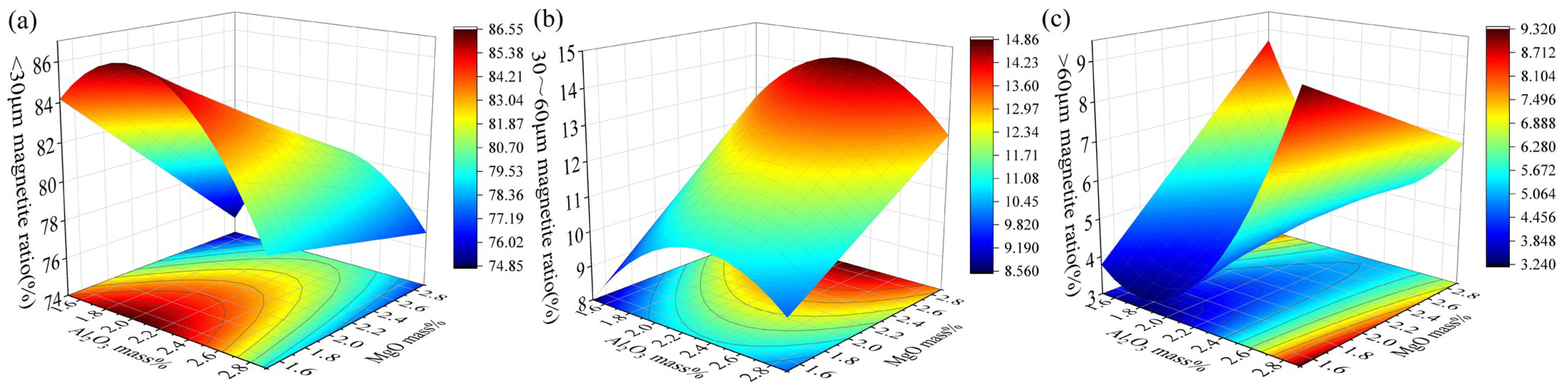
3.3.2. Interaction Analysis
3.4. Sinter Ore Uniformity Optimization Based on Multiple Regression-NSGA2
3.4.1. Multiple Regression-NSGA2 Model Design
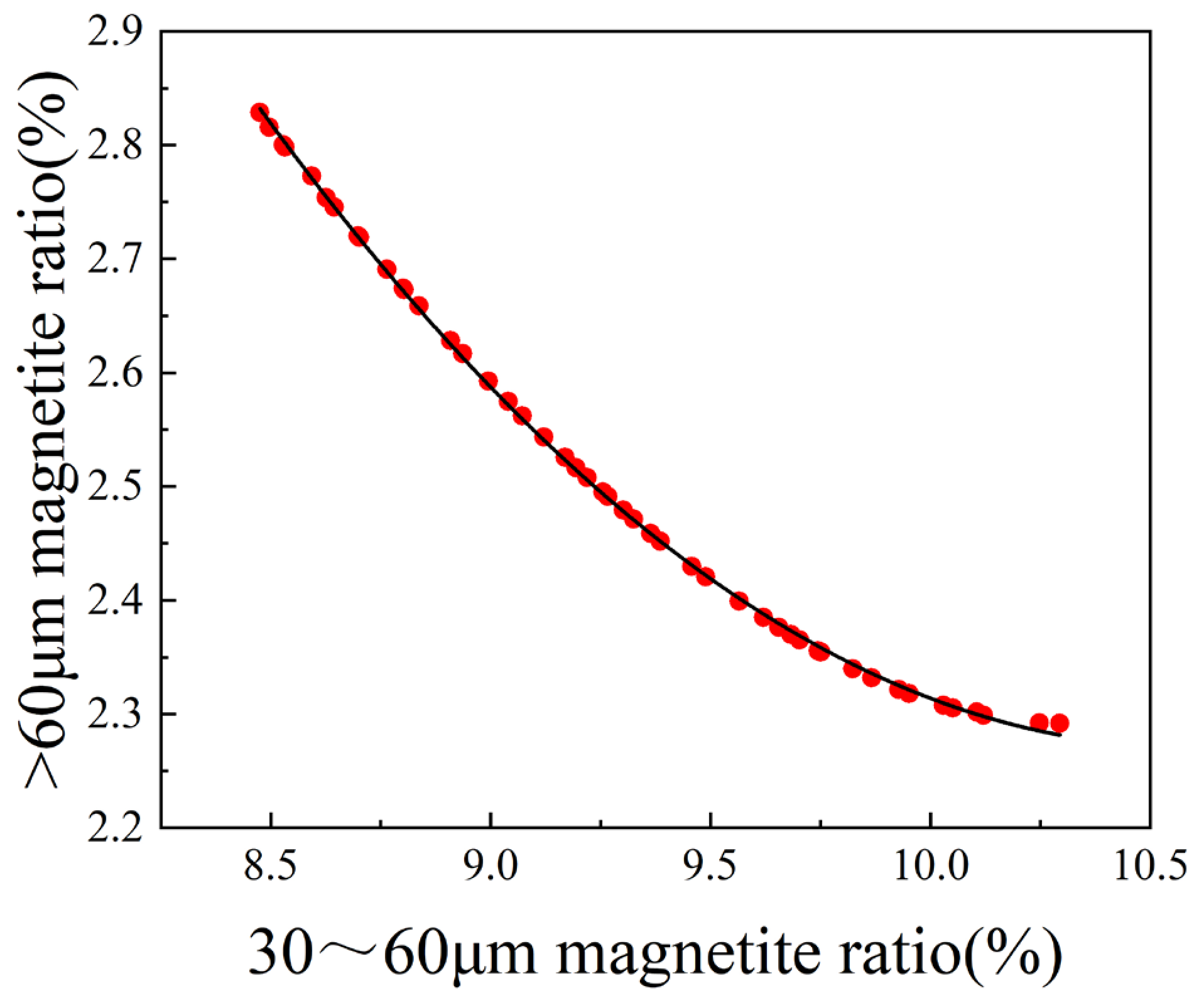
3.4.2. Multiple Regression-NSGA2 Optimization Results
4. Conclusions
- A multivariate regression model was established with Al2O3 mass%, MgO mass%, and R(CaO mass%/SiO2 mass%) as the independent variables, and the percentages of magnetite in the three particle size classes of <30 μm, 30–60 μm, and >60 μm were established as the dependent variables;d the adjusted R² values for the model parameters were 0.997, 0.995, and 0.999, respectively. The adjusted R² values for the parameters of the models were all close to 1, with p values less than 0.05. The model fitted well with high reliability.
- The proportion of magnetite below 30 μm was significantly affected by the Al2O3 mass% and MgO mass% single factors, and the balance of 30~60 μm magnetite is influenced considerably by the Al2O3 mass% single factor. The proportion of magnetite above 60 μm was significantly affected by the single aspects of Al2O3 mass%, MgO mass%, and R(CaO mass%/SiO2 mass%). The interaction between Al2O3 mass% and MgO mass% had a significant effect on the proportion of magnetite in the three particle size grades.
- The Pareto front of sinter uniformity was obtained, and the raw material composition ratio of Al2O3 mass% = 1.82, MgO mass% = 1.5, and R(CaO mass%/SiO2 mass%) = 1.84 when the uniformity of the sinter was optimal within the range of the experimental level was obtained. Under these conditions, the metal phase of the sinter mineral phase was dominated by <30 μm magnetite, and the mineral phase structure was the most uniform. The actual value of <30 μm magnetite was close to the predicted value, which verifies the reliability of the multiple regression- NSGA2 model.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xu, X.; Zhou, X. Deep Learning Based Feature Selection and Ensemble Learning for Sintering State Recognition. Sensors 2023, 23, 9217. [Google Scholar] [CrossRef] [PubMed]
- Bao, G.; Liu, L.; Han, X.; Duan, B.; Qin, L.; Liu, Y. Optimization of Sintering Ore Blending by Response Surface-satisfaction Function Method. Iron Steel 2023, 58, 41–50. [Google Scholar] [CrossRef]
- Lv, W.; Gan, M.; Fan, X.; Sun, Z.; Zhang, R.; Ji, Z.; Chen, X. Reaction Behavior and Transformation Path of Zinc in the Heating-Up Zone during Sintering Process. Sustainability 2022, 14, 10147. [Google Scholar] [CrossRef]
- Gao, Q.; Wang, H.; Pan, X.; Jiang, X.; Zheng, H.; Shen, F. A forecast model of the sinter tumble strength in iron ore fines sintering process. Powder Technol. 2021, 390, 256–267. [Google Scholar] [CrossRef]
- Liu, C.; Zhang, Y.-Z.; Zhao, K.; Xing, H.-W.; Kang, Y. Modified biomass fuel instead of coke for iron ore sintering. Ironmak. Steelmak. 2020, 47, 188–194. [Google Scholar] [CrossRef]
- Park, J.; Kim, E.; Suh, I.-K.; Lee, J. A Short Review of the Effect of Iron Ore Selection on Mineral Phases of Iron Ore Sinter. Minerals 2022, 12, 35. [Google Scholar] [CrossRef]
- Han, X.; Si, T.; Liu, Y.; Li, M.; Liu, L.; Zhou, X. Relationship between Mineralogical Structure and RDI+3.15 mm of Sinter with Different Contents of Al2O3. China Metall. 2022, 32, 34–38, 59. [Google Scholar] [CrossRef]
- Honeyands, T.; Nguyen, T.B.T.; Pinson, D.; Connolly, P.R.J.; Pownceby, M.I.; Manuel, J.; Matthews, L.; Leedham, J.; Singh, T.; O’Dea, D.P. Variation in Iron Ore Sinter Mineralogy with Changes in Basicity. Minerals 2022, 12, 1249. [Google Scholar] [CrossRef]
- Xin, R.-F.; Guo, X.-M. A Study of the Crystallization Properties of CaO-SiO2-Al2O3 Glass Phase in Sinter. Metals 2022, 12, 915. [Google Scholar] [CrossRef]
- Wu, S.; Zhang, W.; Kou, M.; Zhou, H. The Macroscopic Flow direction and Microscopic Distribution of Mg in Sintered Products and Its Influence. Metals 2018, 8, 1008. [Google Scholar] [CrossRef]
- Han, X.; Si, T.; Li, M.; Zhou, X.; Liu, L.; Zhao, K. Influences of MgO and Al2O3 on the Mineralogical Properties of Calcium Ferrite in Iron Ore Sinter. Earth Sci. Front. 2020, 27, 280–290. [Google Scholar] [CrossRef]
- Cheng, S.; Hayes, P.C.; Jak, E. Iron Ore Sinter Macro- and Micro-Structures, and Their Relationships to Breakage Characteristics. Minerals 2022, 12, 631. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, K.; Qin, Y.; Saxén, H.; Liu, W.; Xiang, X. Effect of B2O3 on the Sintering Process of Vanadium–Titanium Magnet Concentrates and Hematite. Metals 2020, 10, 1224. [Google Scholar] [CrossRef]
- Han, F.; Yang, Y.; Wang, L.; Tang, P.; Zhong, Q.; Li, Q.; Jiang, T. Strengthening Granulating and Sintering Performance of Refractory Iron Concentrate by Pre-Pelletizing. Metals 2023, 13, 679. [Google Scholar] [CrossRef]
- Bao, G.; Liu, L.; Han, X.; Duan, B.; Qin, L. Optimization of sintering raw material blending scheme based on RDl>3.15mm response surface methodology. Iron Steel 2023, 58, 31–38. [Google Scholar] [CrossRef]
- Yu, Z.; Li, G.; Jiang, T.; Zhang, Y.; Zhou, F.; Peng, Z. Effect of basicity on titanomagnetite concentrate sintering. ISIJ Int. 2015, 55, 907–909. [Google Scholar] [CrossRef]
- Li, Z.; Li, T.; Sun, C.; Yang, S.; Wang, Q. The Effects of MgO and Al2O3 Content in Sinter on the Softening–Melting Properties of Mixed Ferrous Burden. Materials 2023, 16, 5490. [Google Scholar] [CrossRef]
- Liu, L.; Han, X.; Li, M.; Zhang, D. Influence of Mineralogical Structure of Mold Flux Film on Heat Transfer in Mold during Continuous Casting of Peritectic Steel. Materials 2022, 15, 2980. [Google Scholar] [CrossRef]
- Liu, L.; Han, X.; Zhang, D.; Li, M.; Wang, Y. Effects of Mineral Raw Materials on Melting and Crystalline Properties of Mold Flux and Mineralogical Structures of Flux Film for Casting Peritectic Steel Slab. ISIJ Int. 2023, 63, 1697–1705. [Google Scholar] [CrossRef]
- Afrasiabian, B.; Eftekhari, M. Prediction of mode I fracture toughness of rock using linear multiple regression and gene expression programming. J. Rock Mech. Geotech. Eng. 2022, 14, 1421–1432. [Google Scholar] [CrossRef]
- Thejasree, P.; Manikandan, N.; Binoj, J.; Krishnamachary, P.; Arulkirubakaran, D.; Reddy, J.J.; Reddy, V.I.K.; Saikiran, K.; Vardhan, C.V. Application of multiple regression analysis for wire electrical discharge machining of stainless steel 304. In Recent Advances in Materials and Modern Manufacturing: Select Proceedings of ICAMMM 2021; Springer: Singapore, 2022; pp. 175–183. [Google Scholar] [CrossRef]
- Muchhadiya, P.D.; Pitroda, J.; Gujar, R.; Soni, J. Multiple regression models for compressive and flexural strength of recycled printed circuit board concrete. Mater. Today Proc. 2022, 62, 6992–6997. [Google Scholar] [CrossRef]
- Ma, X.; Liu, S.; Hong, W. Enhancing Multi-Objective Optimization with Automatic Construction of Parallel Algorithm Portfolios. Electronics 2023, 12, 4639. [Google Scholar] [CrossRef]
- Srinivas, N.; Deb, K. Muiltiobjective optimization using nondominated sorting in genetic algorithms. Evol. Comput. 1994, 2, 221–248. [Google Scholar] [CrossRef]
- Deb, K.; Pratap, A.; Agarwal, S.; Meyarivan, T. A fast and elitist multi-objective genetic algorithm: NSGA-II. IEEE Trans. Evol. Comput. 2002, 6, 182–197. [Google Scholar] [CrossRef]
- Verma, S.; Pant, M.; Snasel, V. A comprehensive review on NSGA-II for multi-objective combinatorial optimization problems. IEEE Access 2021, 9, 57757–57791. [Google Scholar] [CrossRef]
- Yuan, M.; Li, Y.; Zhang, L.; Pei, F. Research on intelligent workshop resource scheduling method based on improved NSGA-II algorithm. Robot. Comput.-Integr. Manuf. 2021, 71, 102141. [Google Scholar] [CrossRef]
- Vukadinović, A.; Radosavljević, J.; Đorđević, A.; Protić, M.; Petrović, N. Multi-objective optimization of energy performance for a detached residential building with a sunspace using the NSGA-II genetic algorithm. Sol. Energy 2021, 224, 1426–1444. [Google Scholar] [CrossRef]
- Zhu, D.; Xue, Y.; Pan, J.; Yang, C.; Guo, Z.; Tian, H.; Wang, D.; Shi, Y. An investigation into aluminum occurrence impact on SFCA formation and sinter matrix strength. J. Mater. Res. Technol. 2020, 9, 10223–10234. [Google Scholar] [CrossRef]
- Xin, R.-F.; Du, Y.; Guo, X.-M. Effect of Alumina on Crystallization Behavior of Calcium Ferrite in Fe2O3-CaO-SiO2-Al2O3 System. Materials 2022, 15, 5257. [Google Scholar] [CrossRef] [PubMed]
- Xue, Y.; Pan, J.; Zhu, D.; Guo, Z.; Yang, C.; Lu, L.; Tian, H. Improving High-Alumina Iron Ores Processing via the Investigation of the Influence of Alumina Concentration and Type on High-Temperature Characteristics. Minerals 2020, 10, 802. [Google Scholar] [CrossRef]
- Cheng, G.; Li, L.; Xue, X.; Yang, H.; Zhang, W.; Bai, R. Effects of extracted-vanadium residue and MgO on the basic sintering characteristics of high-chromium vanadium–titanium magnetite. J. Mater. Res. Technol. 2022, 17, 2657–2669. [Google Scholar] [CrossRef]
- Webster, N.A.; Pownceby, M.I.; Manuel, J.R.; Pattel, R.; Kimpton, J.A. Fundamentals of silico-ferrite of calcium and aluminum (SFCA) and SFCA-I iron ore sinter bonding phase formation: Effects of MgO on phase formation during heating. JOM 2021, 73, 299–305. [Google Scholar] [CrossRef]
- Li, T.; Sun, C.; Liu, X.; Song, S.; Wang, Q. The effects of MgO and Al2O3 behaviours on softening–melting properties of high basicity sinter. Ironmak. Steelmak. 2018, 45, 755–763. [Google Scholar] [CrossRef]
- Han, H.; Lu, L.; Hapugoda, S. Effect of ore types on high temperature sintering characteristics of iron ore fines and concentrate. Miner. Eng. 2023, 197, 108062. [Google Scholar] [CrossRef]
- Zhang, L.; Gao, Z.; Yang, S.; Tang, W.; Xue, X. Effect of Basicity on Sintering Behavior and Metallurgical Properties of High-Chromium Vanadium-Titanium Magnetite. Metals 2020, 10, 569. [Google Scholar] [CrossRef]
- Chen, C.; Lu, L.; Jiao, K. Thermodynamic Modelling of Iron Ore Sintering Reactions. Minerals 2019, 9, 361. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compositions | Level 1 | Level 2 | Level 3 | Level 4 | Level 5 | Level 6 | Level 7 | Level 8 |
|---|---|---|---|---|---|---|---|---|
| R(CaO mass%/SiO2 mass%) | 1.8 | 2.0 | 2.2 | 2.4 | 2.6 | 2.8 | 3.0 | 3.2 |
| Al2O3 mass% | 1.5 | 1.7 | 1.9 | 2.1 | 2.3 | 2.5 | 2.7 | 2.9 |
| MgO mass% | 1.5 | 1.7 | 1.9 | 2.1 | 2.3 | 2.5 | 2.7 | 2.9 |
| Sample No. | Magnetite | Hematite | SFCAM | C2S | Glass |
|---|---|---|---|---|---|
| 1 | 41.58 | 1.25 | 55.67 | 1.5 | - |
| 2 | 33.29 | 2.4 | 59.71 | 2.3 | 2.3 |
| 3 | 32.03 | 4.7 | 56.3 | 2.77 | 4.2 |
| 4 | 32.06 | 3.88 | 58.88 | 1.83 | 3.35 |
| 5 | 33.91 | 2.81 | 56.99 | 1.12 | 5.17 |
| 6 | 33.29 | 1.16 | 59.9 | 1.28 | 3.77 |
| 7 | 33.52 | 4.01 | 57.56 | 2.16 | 2.75 |
| 8 | 34.54 | 2.07 | 59.08 | 1.16 | 3.15 |
| Model | R2 | Adjusted R2 | F | P |
|---|---|---|---|---|
| Y1 | 0.999 | 0.997 | 510.93 | 0.034 |
| Y2 | 0.998 | 0.995 | 311.11 | 0.003 |
| Y3 | 0.999 | 0.999 | 1959.13 | 0.017 |
| Y1 | Y2 | Y3 | |||||||
|---|---|---|---|---|---|---|---|---|---|
| B | T | P | B | T | P | B | T | P | |
| constant | 0.678 | 28.26 | 0.023 | −0.145 | −7.76 | 0.016 | 0.162 | 17.28 | 0.037 |
| X1 | 0.436 | 15.20 | 0.042 | 0.215 | 12.36 | 0.006 | −0.132 | −27.12 | 0.023 |
| X2 | −0.196 | −19.71 | 0.032 | - | - | - | 0.092 | 36.65 | 0.017 |
| X3 | - | - | - | - | - | - | −0.114 | −20.31 | 0.031 |
| X1X2 | 0.035 | 15.65 | 0.041 | −0.008 | −4.79 | 0.041 | −0.038 | −33.81 | 0.019 |
| X1X3 | −0.051 | −15.43 | 0.041 | −0.018 | −12.02 | 0.007 | - | - | - |
| X2X3 | 0.032 | 9.72 | 0.065 | 0.019 | 13.01 | 0.006 | - | - | - |
| X12 | −0.091 | −19.08 | 0.033 | −0.034 | −12.99 | 0.006 | 0.052 | 49.79 | 0.013 |
| X32 | - | - | - | - | - | - | 0.031 | 27.62 | 0.023 |
| No. | Al2O3 Mass% | MgO Mass% | R(CaO Mass%/SiO2 Mass%) | 30~60 μm Magnetite Ratio/% | >60 μm Magnetite Ratio/% |
|---|---|---|---|---|---|
| 1 | 1.82 | 1.50 | 1.84 | 10.294 | 2.291 |
| 2 | 1.81 | 1.50 | 1.84 | 10.247 | 2.292 |
| 3 | 1.78 | 1.50 | 1.84 | 10.121 | 2.298 |
| 4 | 1.78 | 1.50 | 1.87 | 10.105 | 2.301 |
| 5 | 1.77 | 1.50 | 1.84 | 10.050 | 2.305 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fang, S.; Li, M.; Liu, L.; Han, X.; Duan, B.; Qin, L. A Quantitative and Optimization Model for Microstructure Uniformity of Sinter Based on Multiple Regression-NSGA2. Metals 2024, 14, 169. https://doi.org/10.3390/met14020169
Fang S, Li M, Liu L, Han X, Duan B, Qin L. A Quantitative and Optimization Model for Microstructure Uniformity of Sinter Based on Multiple Regression-NSGA2. Metals. 2024; 14(2):169. https://doi.org/10.3390/met14020169
Chicago/Turabian StyleFang, Shilong, Mingduo Li, Lei Liu, Xiuli Han, Bowen Duan, and Liwen Qin. 2024. "A Quantitative and Optimization Model for Microstructure Uniformity of Sinter Based on Multiple Regression-NSGA2" Metals 14, no. 2: 169. https://doi.org/10.3390/met14020169
APA StyleFang, S., Li, M., Liu, L., Han, X., Duan, B., & Qin, L. (2024). A Quantitative and Optimization Model for Microstructure Uniformity of Sinter Based on Multiple Regression-NSGA2. Metals, 14(2), 169. https://doi.org/10.3390/met14020169