


The Effects of Strain Rate and Anisotropy on the Formability and Mechanical Behaviour of Aluminium Alloy 2024-T3


Abstract
1. Introduction
2. Materials and Methods
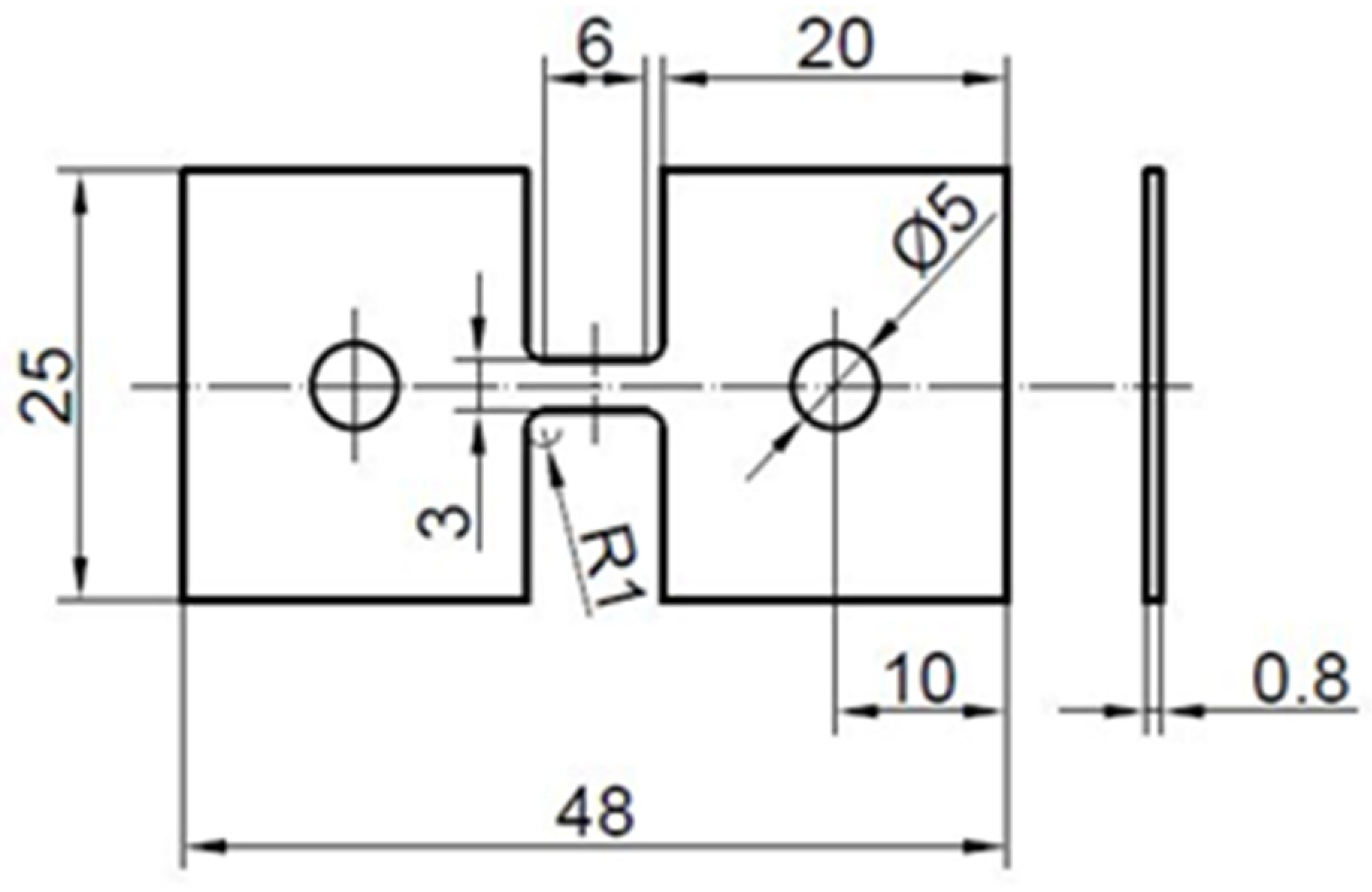
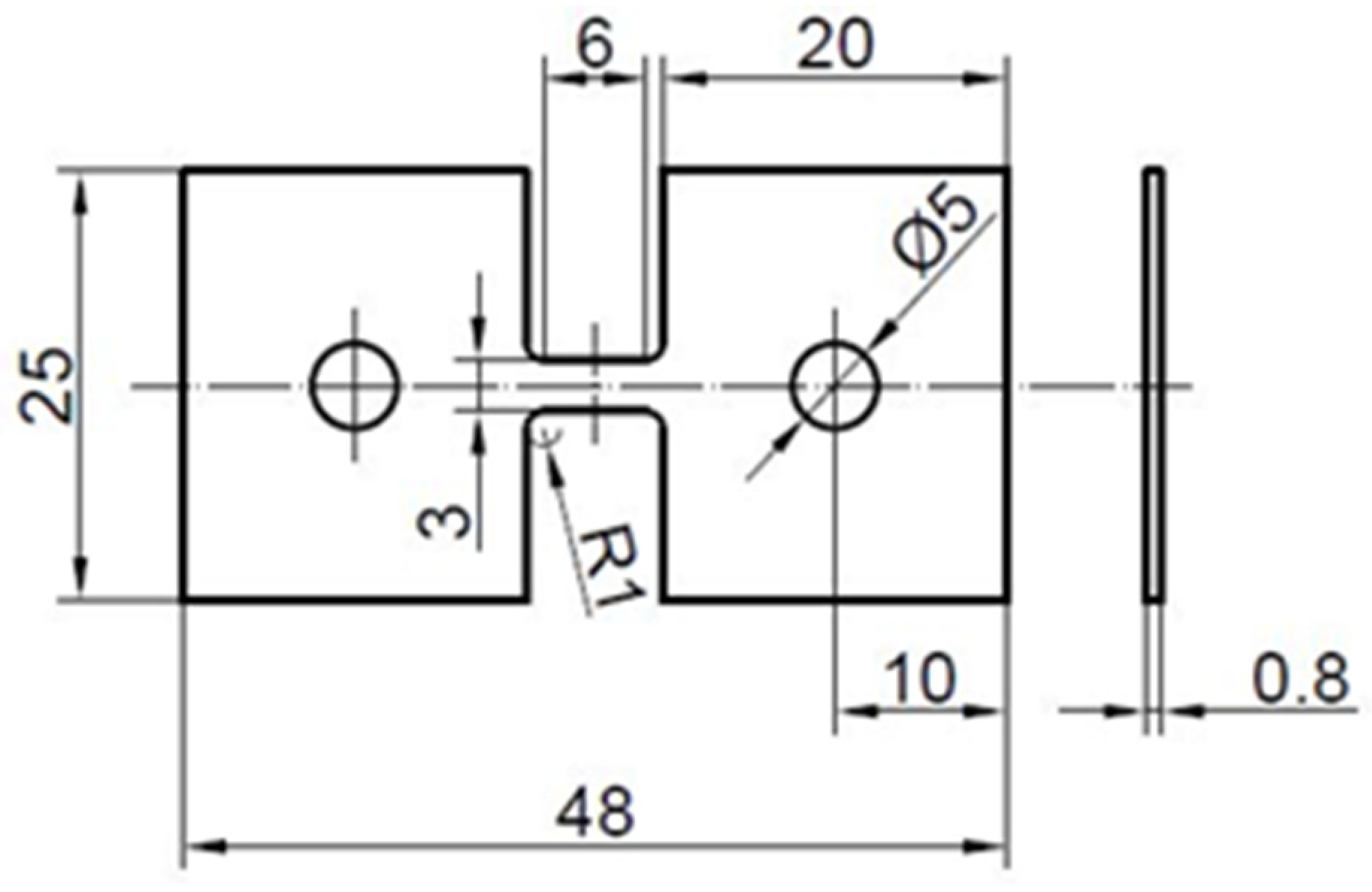
2.1. Material and Geometry of Specimen
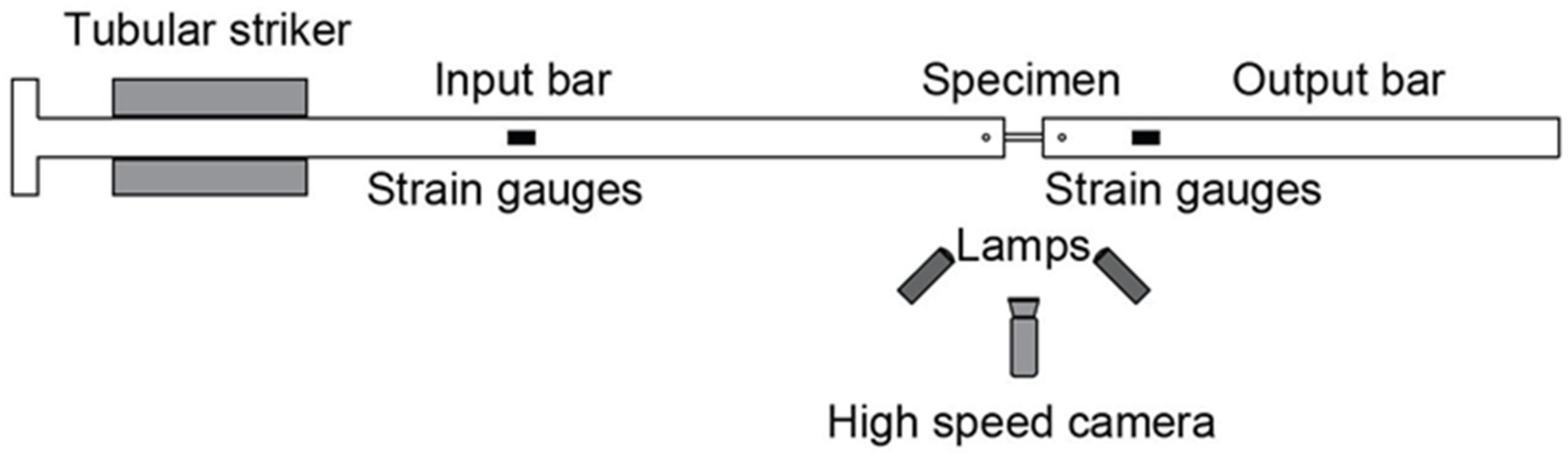
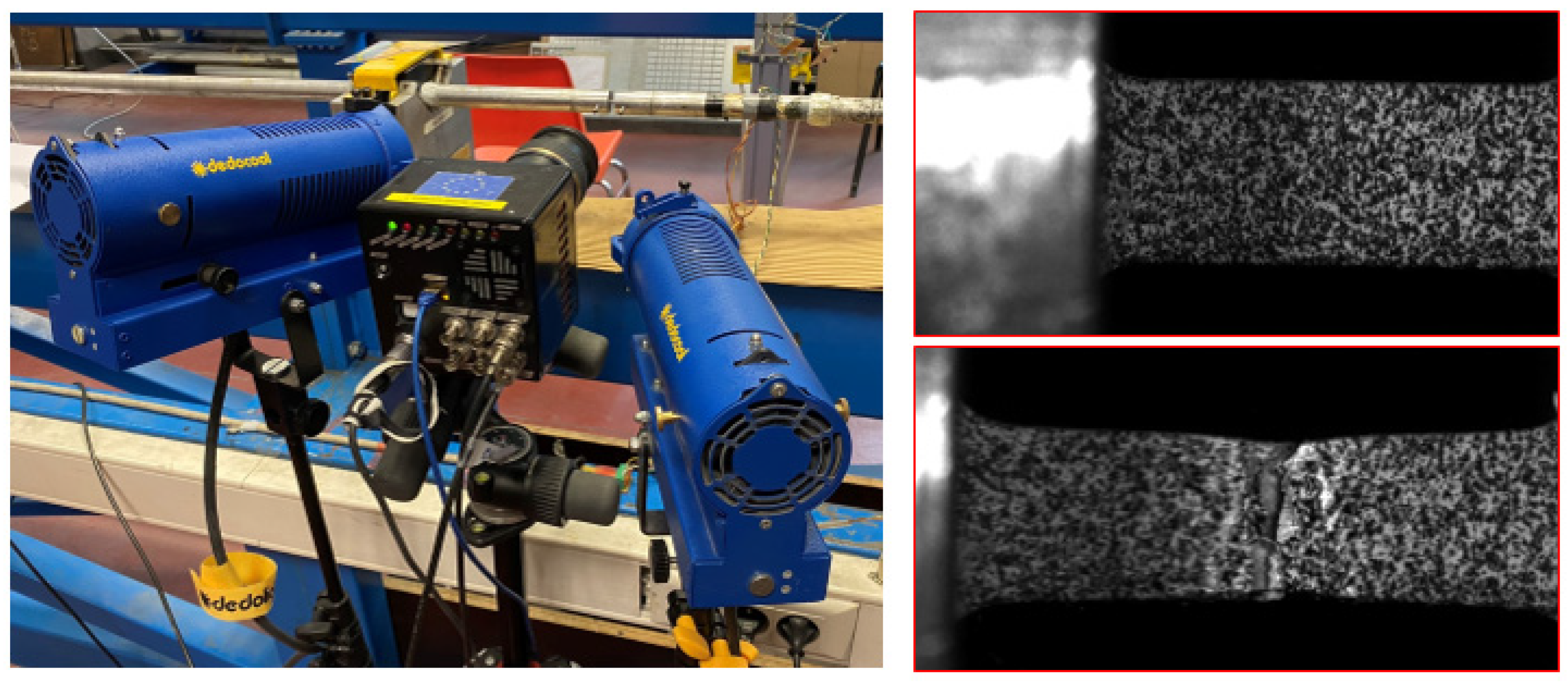
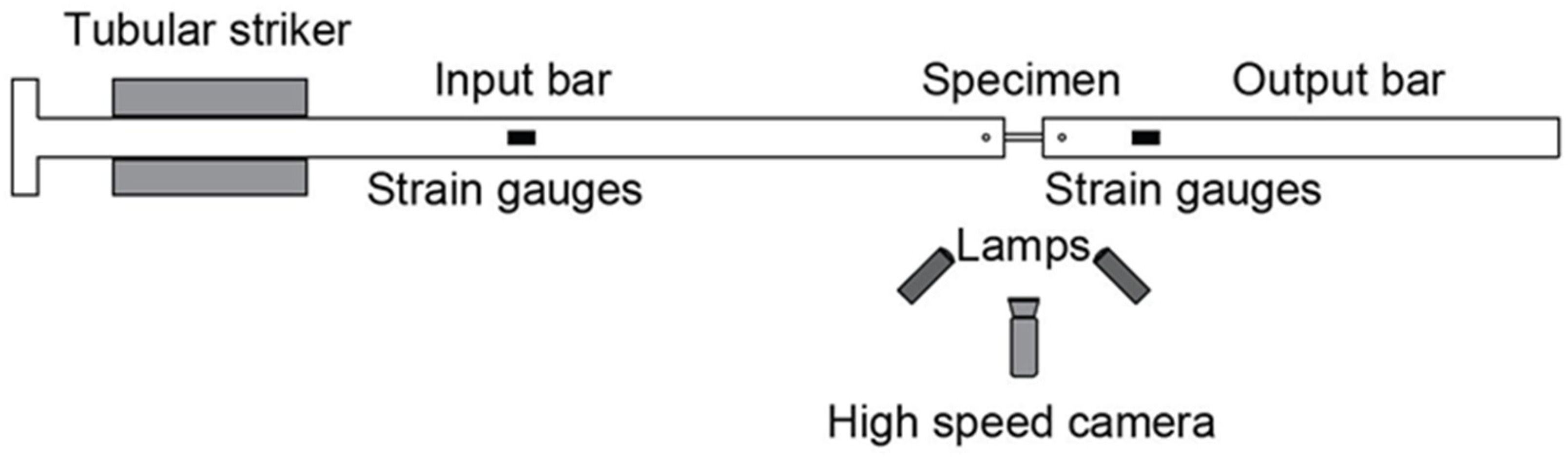
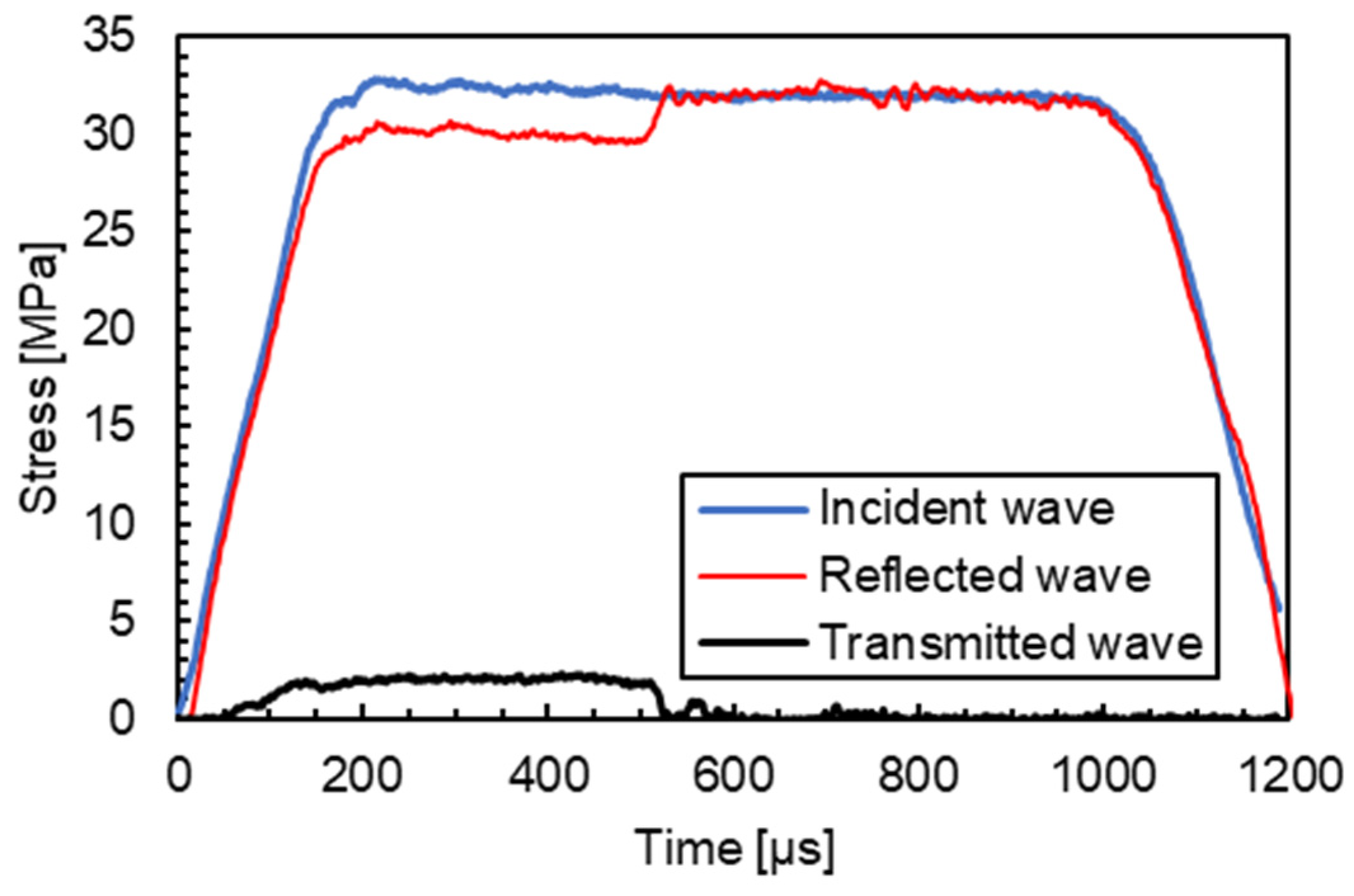
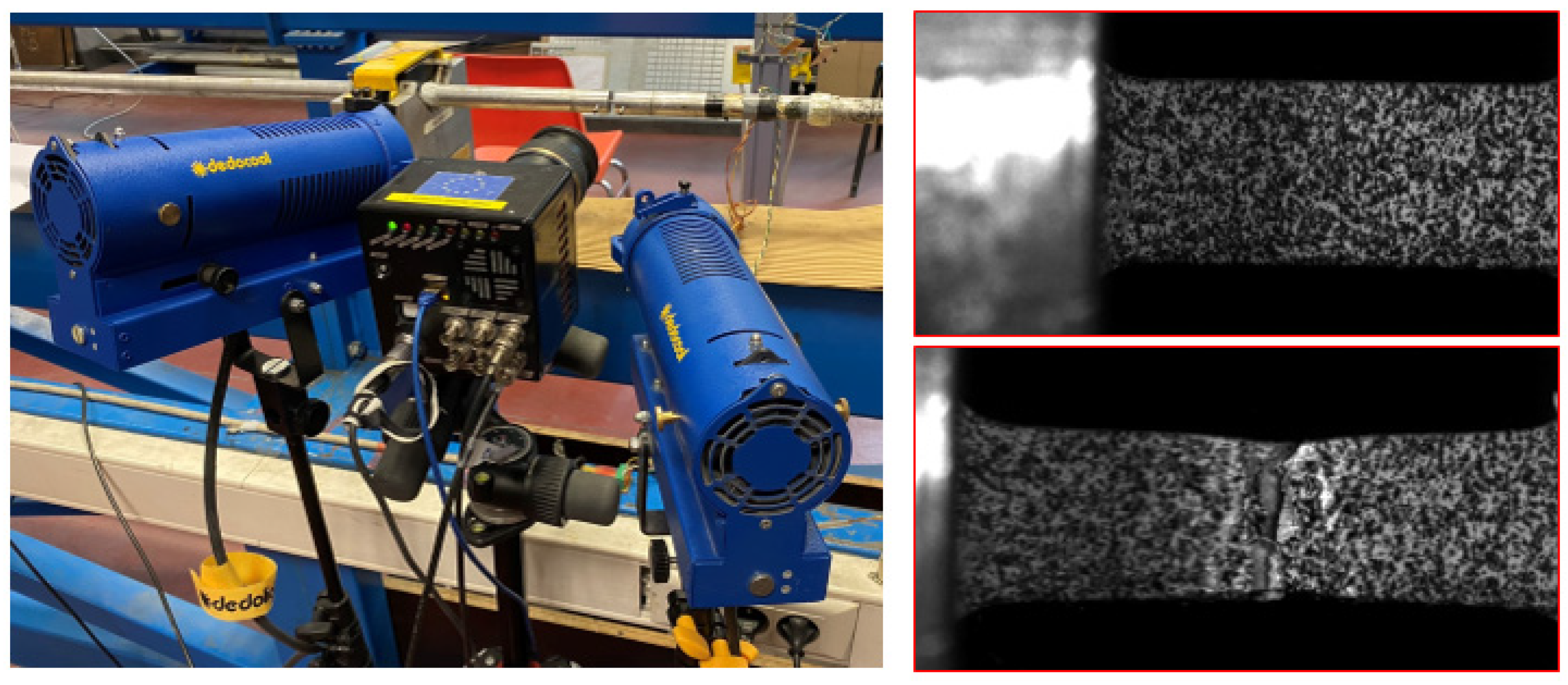
2.2. Experimental Methods
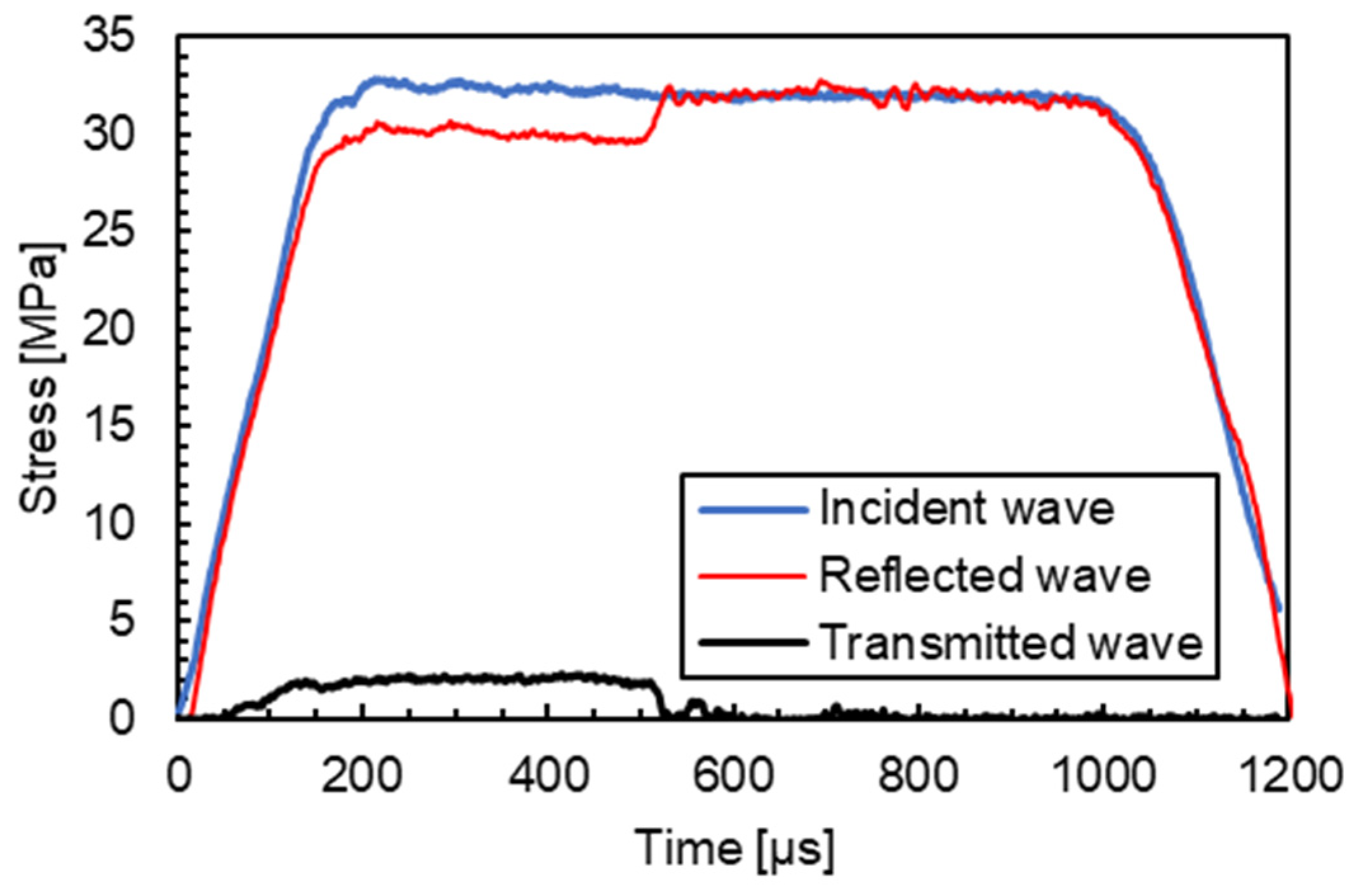
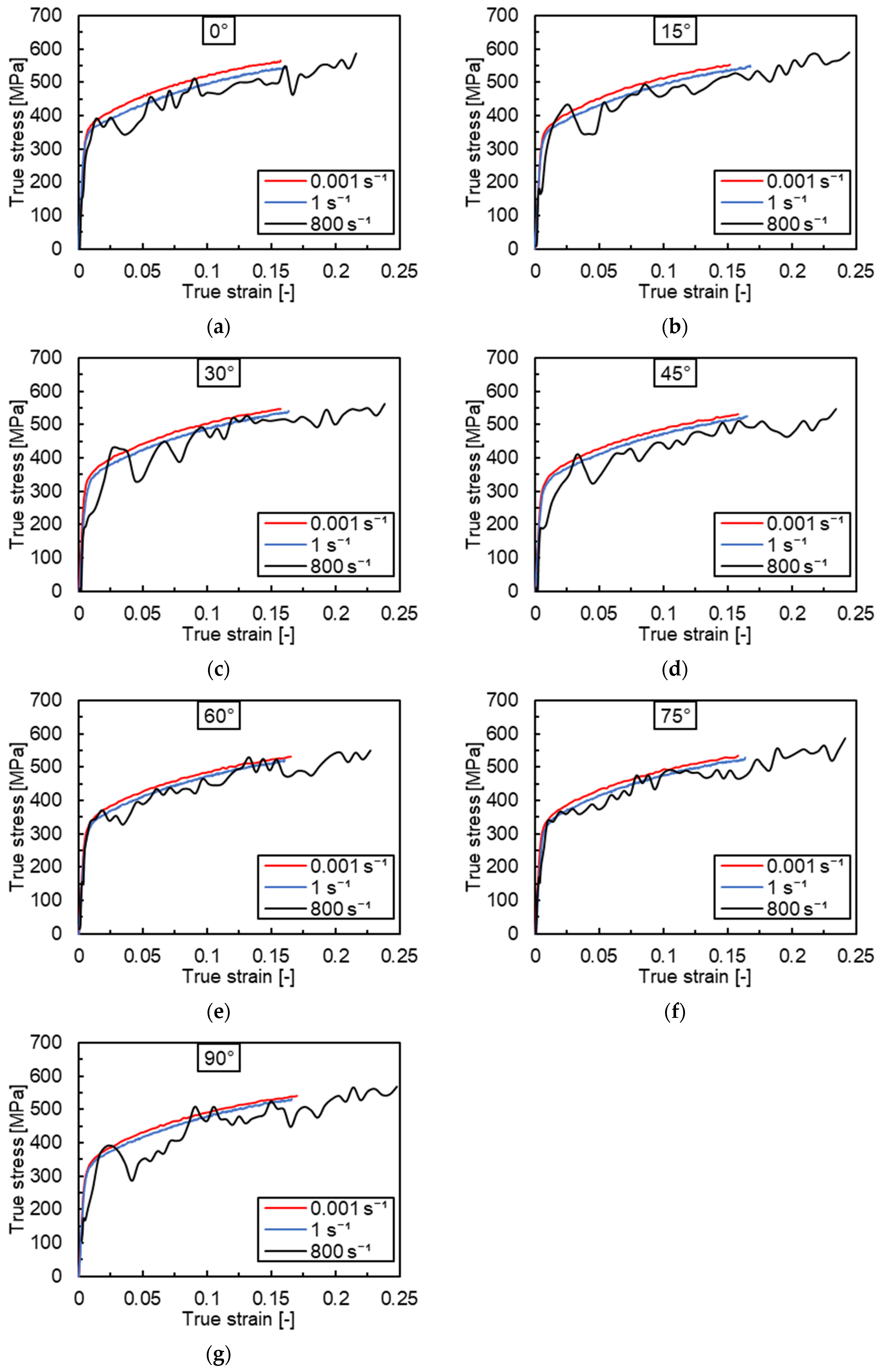
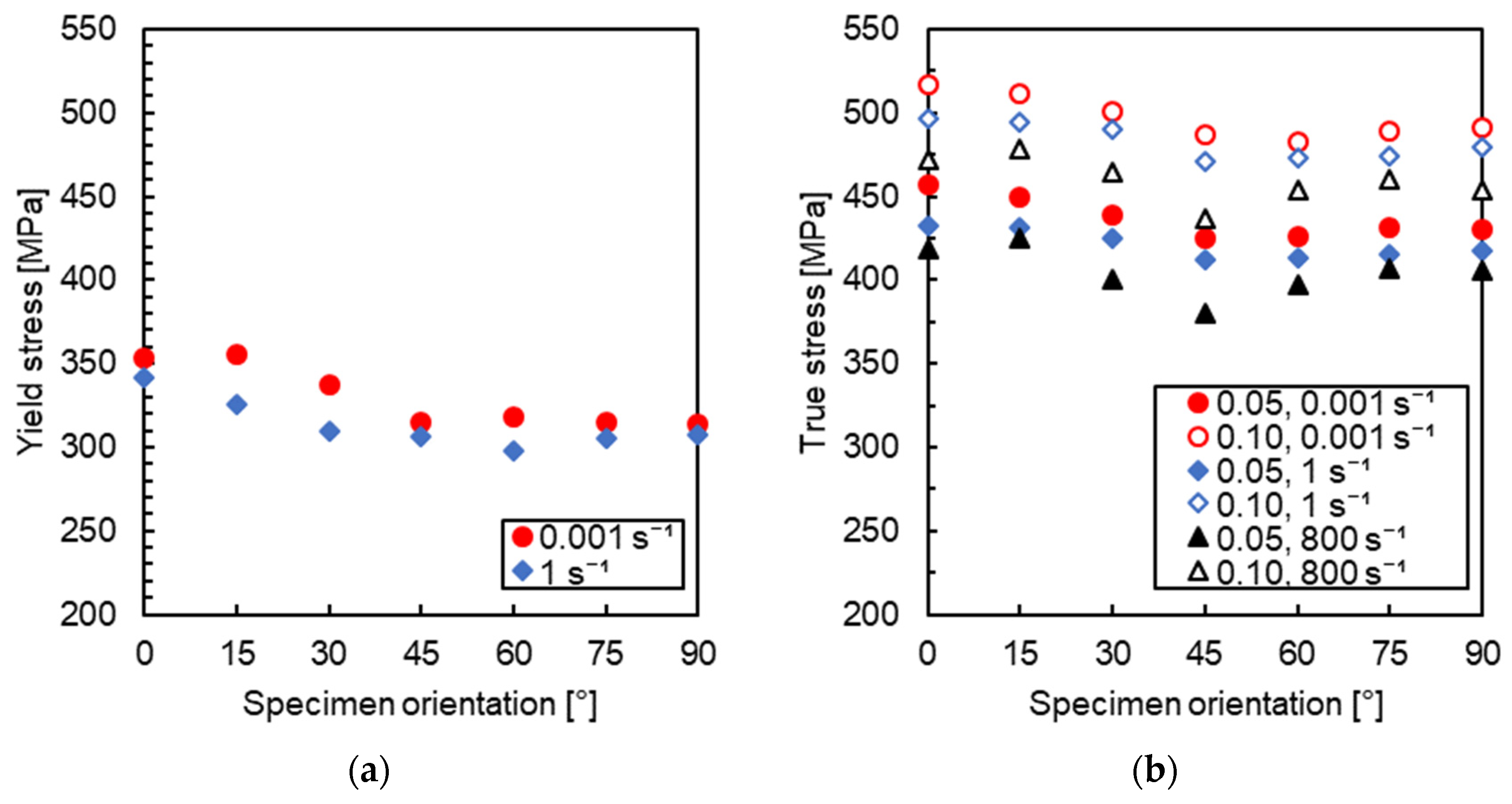
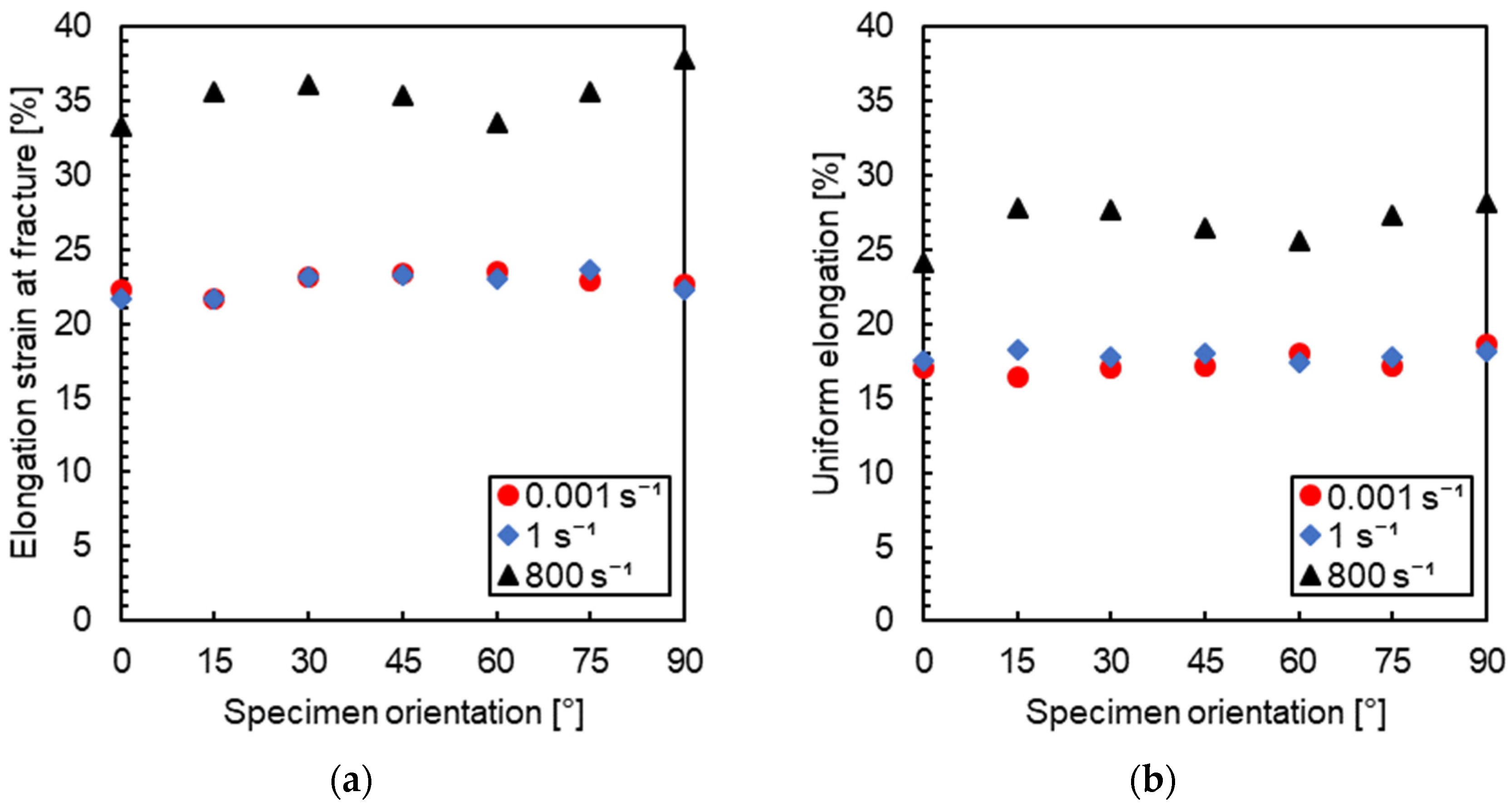
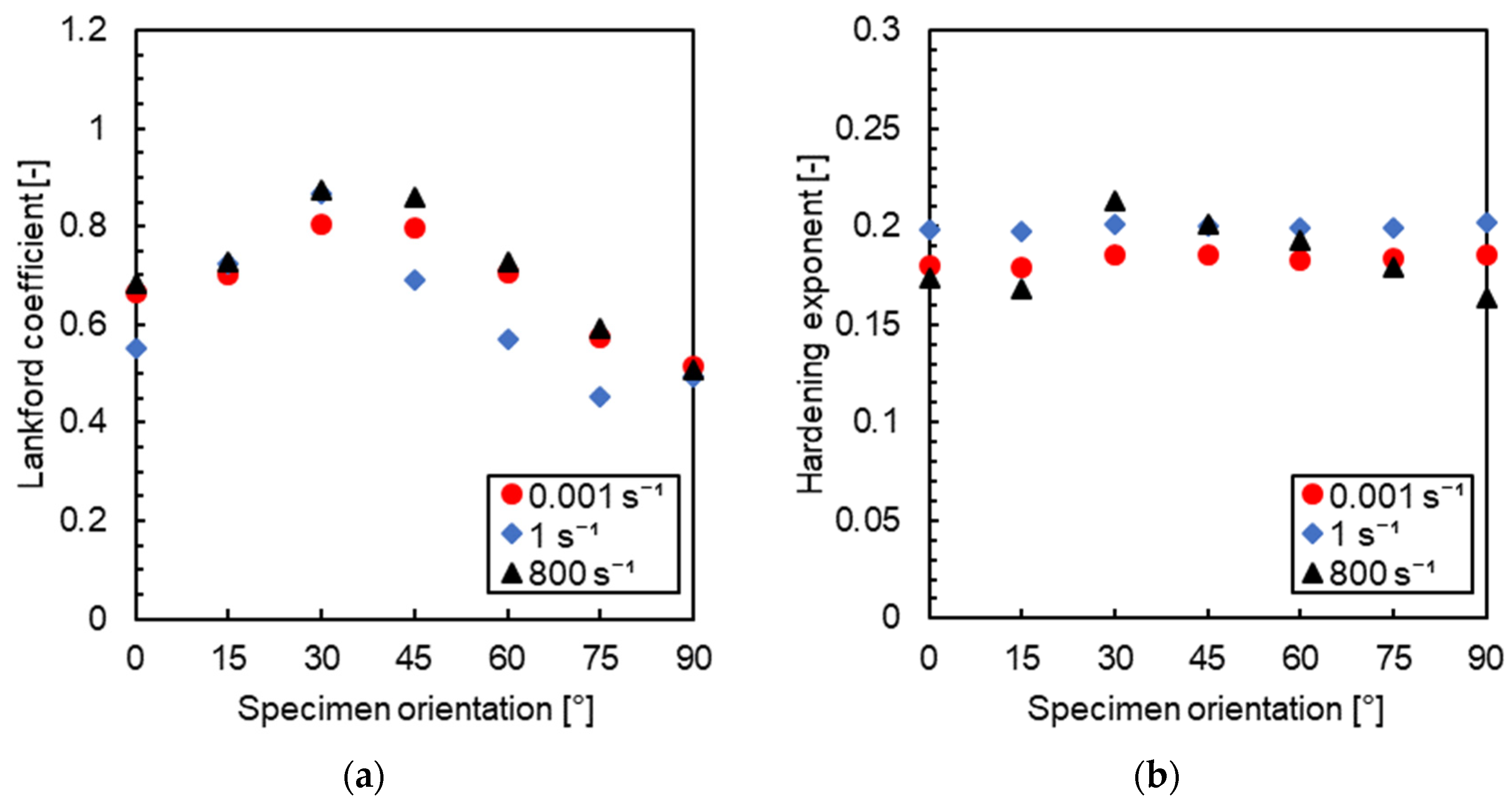
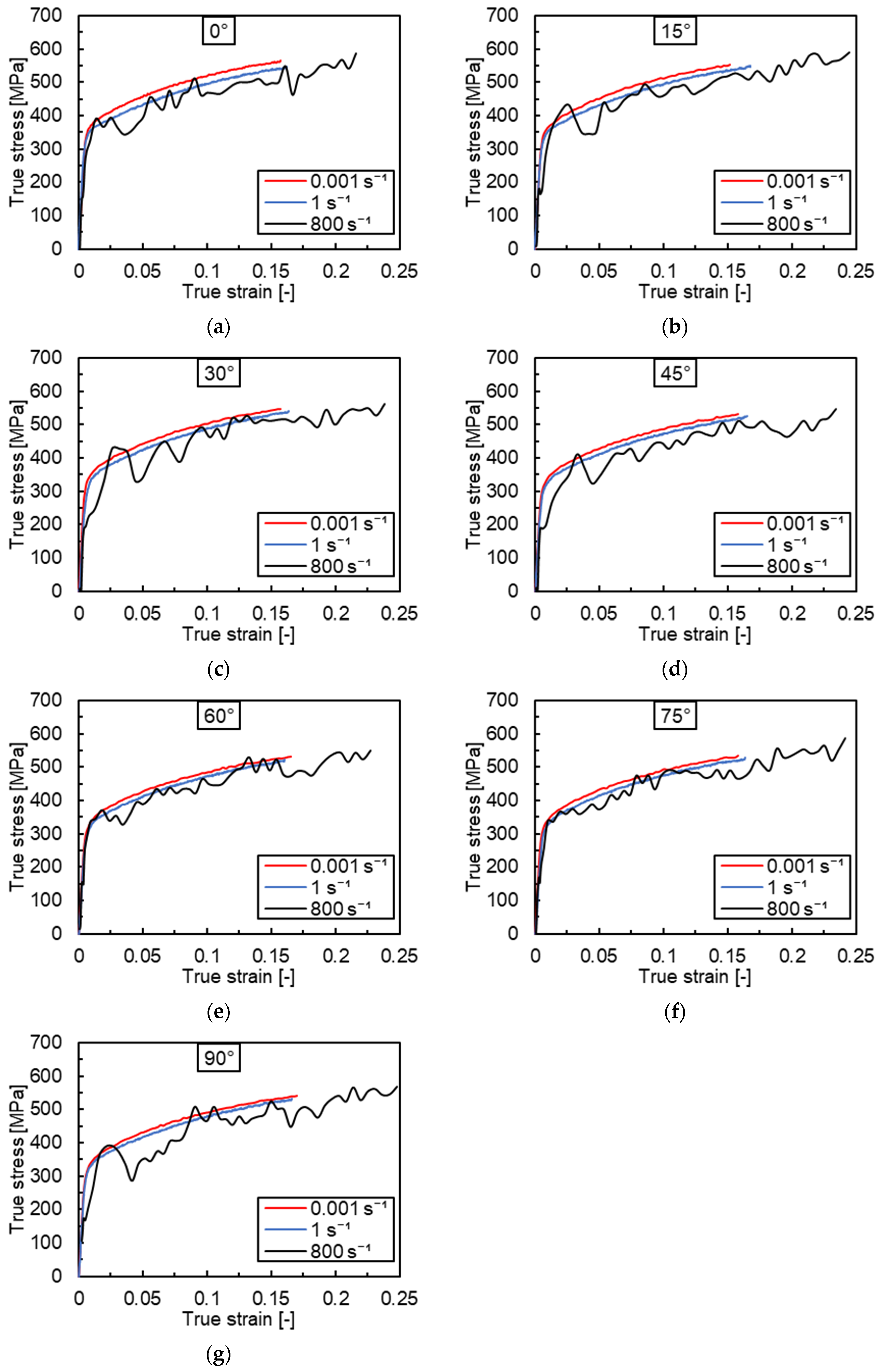
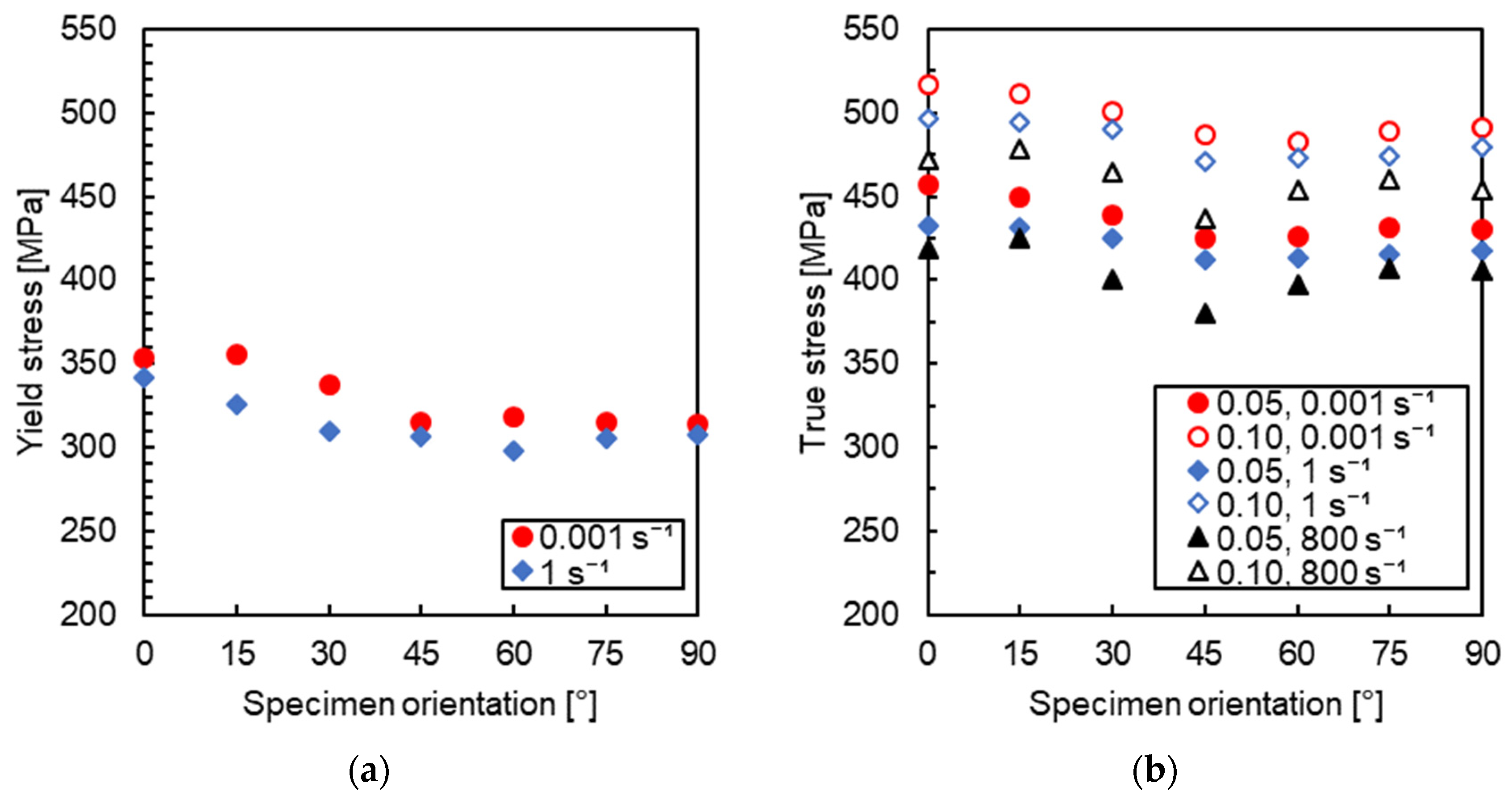
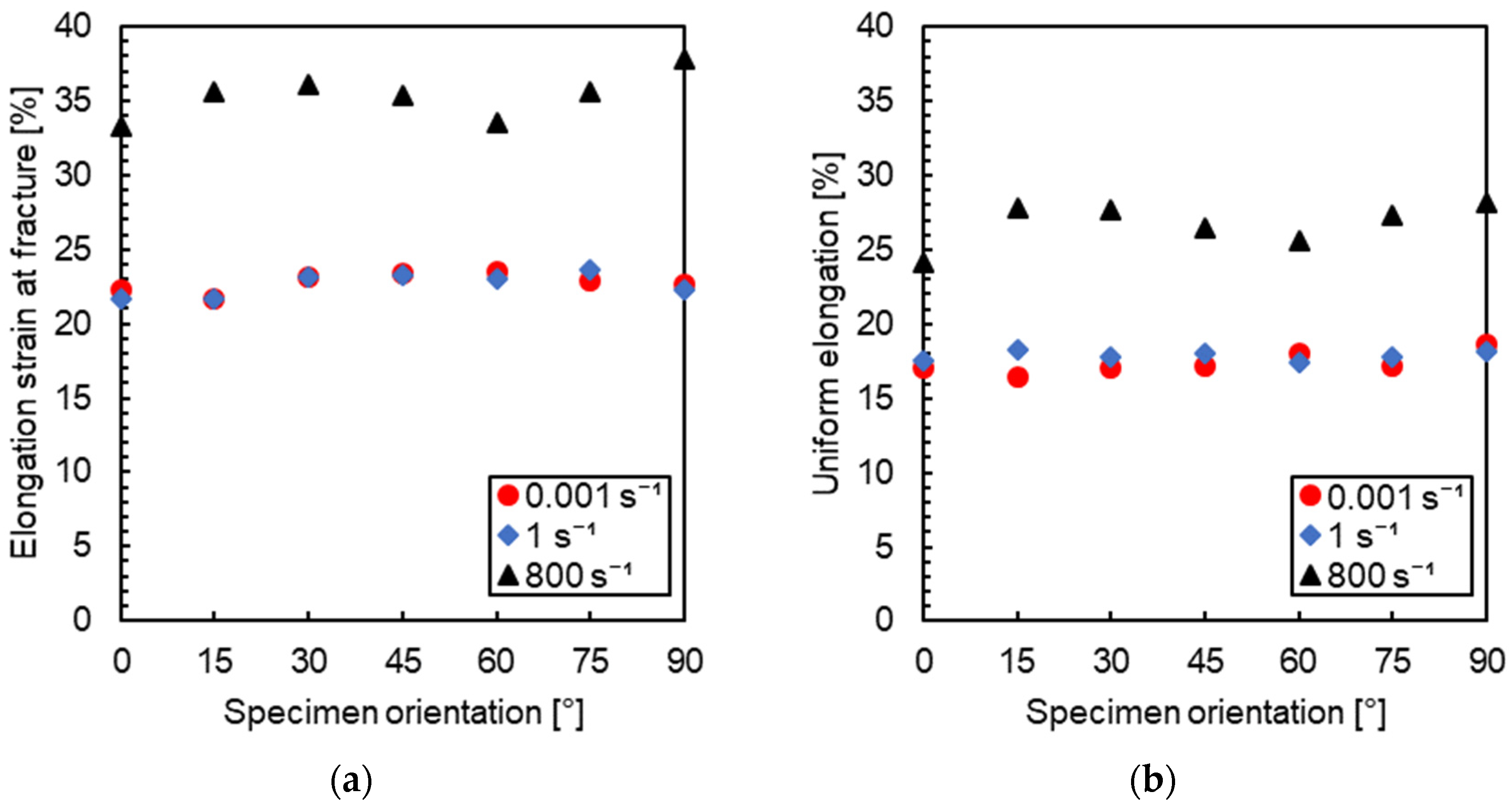
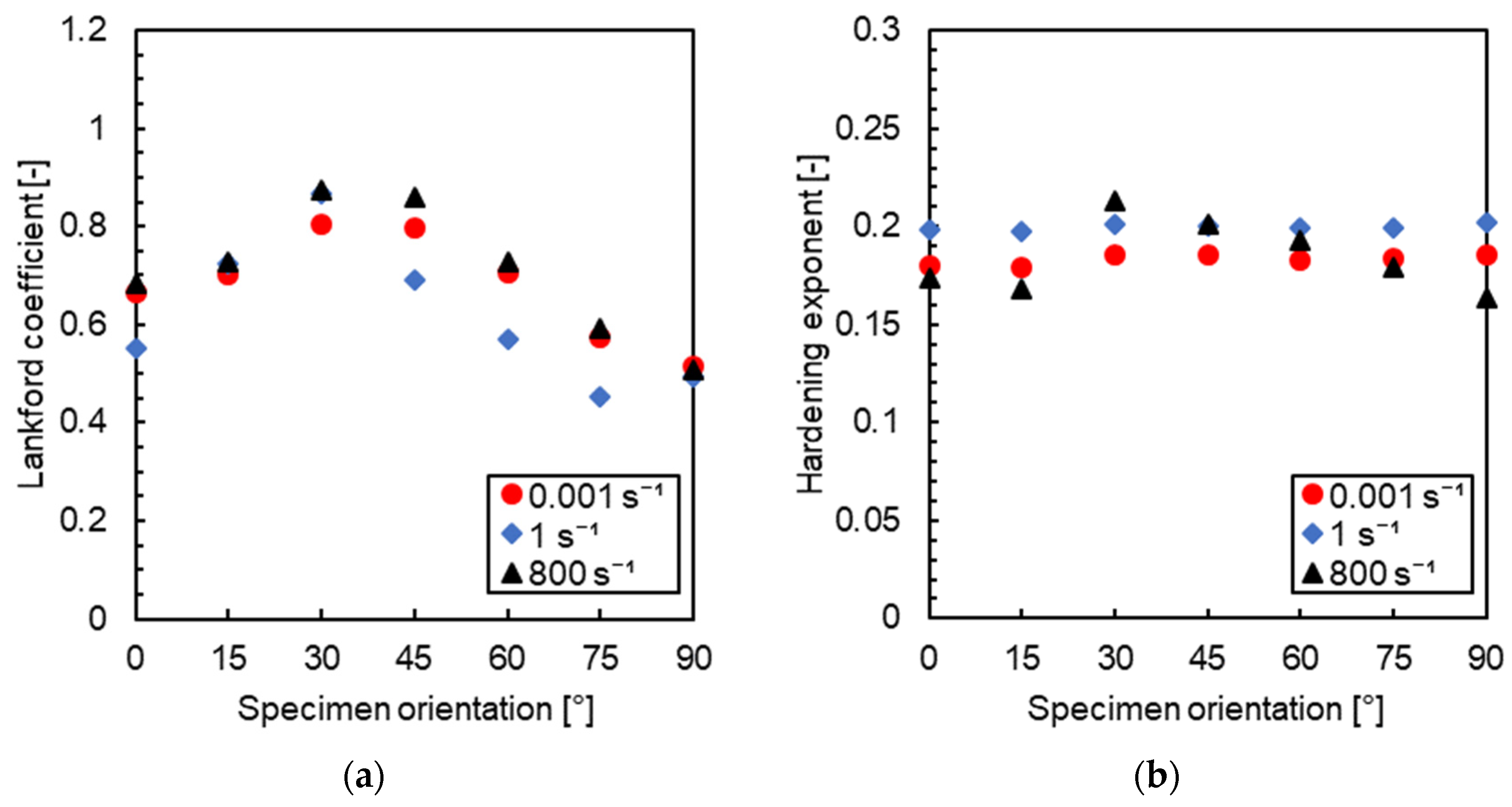
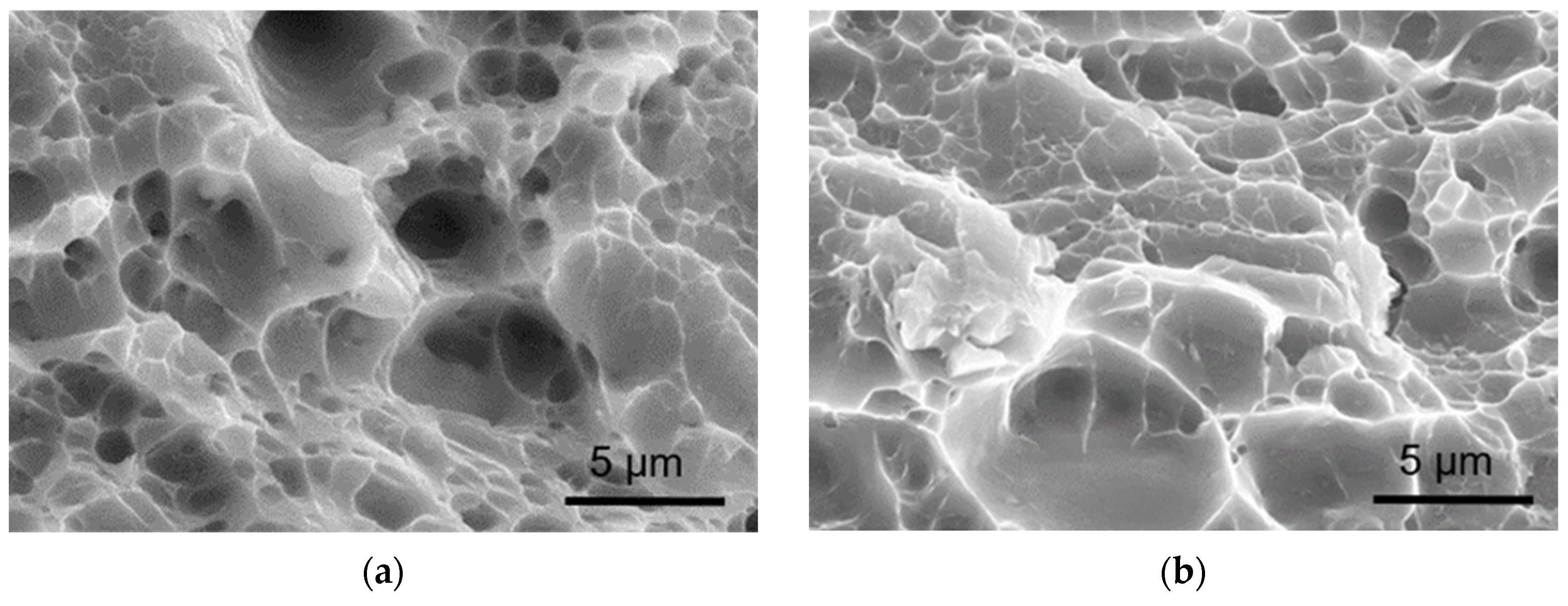
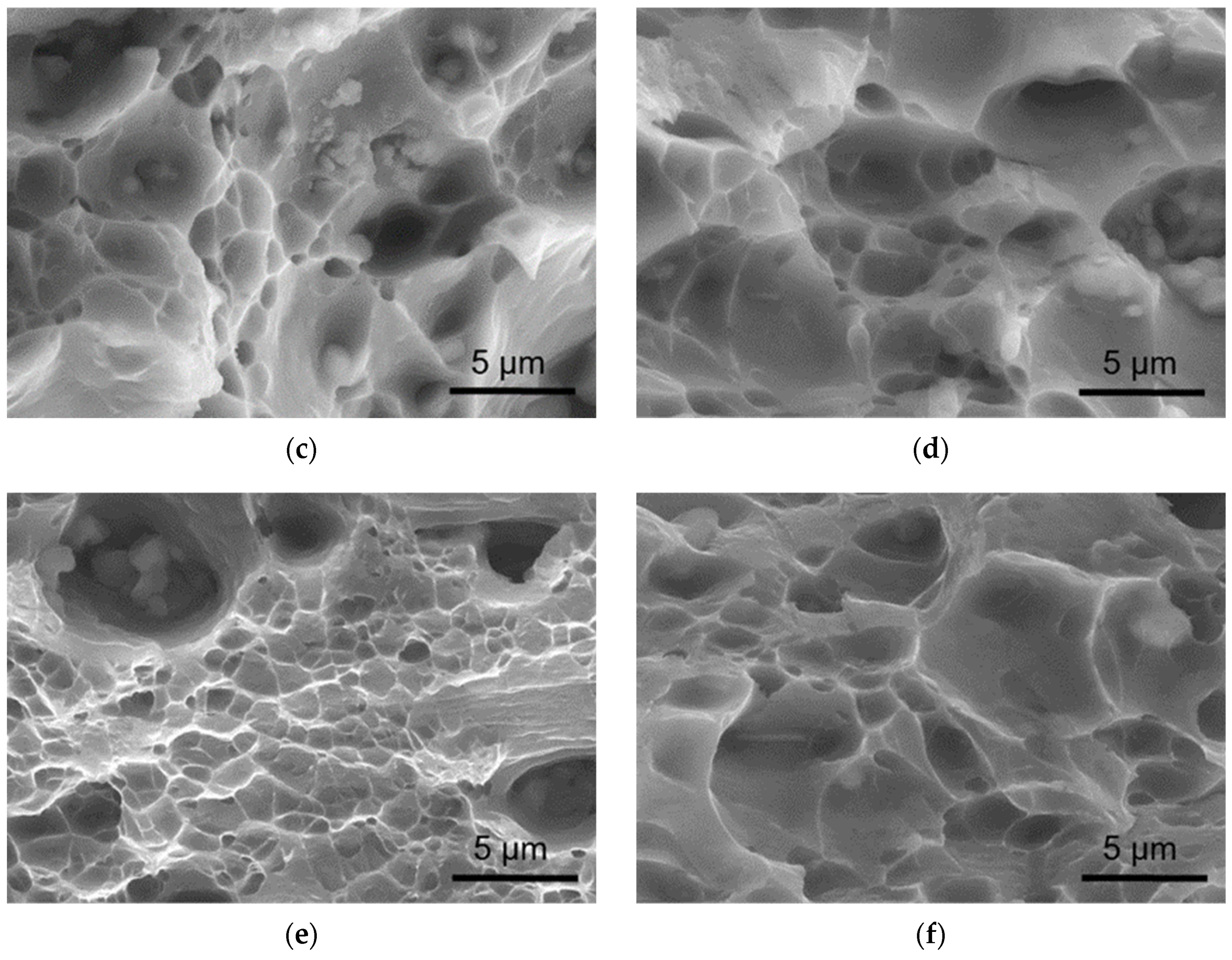
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Huda, Z.; Taib, I.; Zaharinie, T. Characterization of 2024-T3: An aerospace aluminum alloy. Mater. Chem. Phys. 2009, 113, 515–517. [Google Scholar] [CrossRef]
- Moy, C.K.S.; Weiss, M.; Xia, J.; Sha, G.; Ringer, S.P.; Ranzi, G. Influence of heat treatment on the microstructure, texture and formability of 2024 aluminium alloy. Mat. Sci. Eng. A 2012, 552, 48–60. [Google Scholar] [CrossRef]
- Lin, Y.C.; Xia, Y.; Jiang, Y.; Zhou, H.; Li, L. Precipitation hardening of 2024-T3 aluminum alloy during creep aging. Mat. Sci. Eng. A 2013, 565, 420–429. [Google Scholar] [CrossRef]
- Dursun, T.; Soutis, C. Recent developments in advanced aircraft aluminium alloys. Mater. Des. 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Li, P.; Siviour, C.R.; Petrinic, N. The Effect of Strain Rate, Specimen Geometry and Lubrication on Responses of Aluminium AA2024 in Uniaxial Compression Experiments. Exp. Mech. 2009, 49, 587–593. [Google Scholar] [CrossRef]
- Abotula, S.; Chalivendra, V.B. An experimental and numerical investigation of the static and dynamic constitutive behaviour of aluminium alloys. J. Strain Anal. Eng. 2010, 45, 555–565. [Google Scholar] [CrossRef]
- Rodríguez-Martínez, J.A.; Rusinek, A.; Arias, A. Thermo-viscoplastic behaviour of 2024-T3 aluminium sheets subjected to low velocity perforation at different temperatures. Thin Wall Struct. 2011, 49, 819–832. [Google Scholar] [CrossRef]
- Shamchi, S.P.; Queirós de Melo, F.J.M.; Tavares, P.J.; Moreira, P.M.G.P. Thermomechanical characterization of Alclad AA2024-T3 aluminum alloy using split Hopkinson tension bar. Mech. Mater. 2019, 139, 103198. [Google Scholar] [CrossRef]
- Lee, S.; Takushima, C.; Hamada, J.; Nakada, N. Macroscopic and microscopic characterizations of Portevin-LeChatelier effect in austenitic stainless steel using high-temperature digital image correlation analysis. Acta Mater. 2021, 205, 116560. [Google Scholar] [CrossRef]
- Xu, J.; Holmedal, B.; Hopperstad, O.S.; Mánik, T.; Marthinsen, K. Dynamic strain ageing in an AlMg alloy at different strain rates and temperatures: Experiments and constitutive modelling. Int. J. Plast. 2022, 151, 103215. [Google Scholar] [CrossRef]
- Barlat, F.; Lege, D.J.; Brem, J.C. A six-component yield function for anisotropic materials. Int. J. Plast. 1991, 7, 693–712. [Google Scholar] [CrossRef]
- Lesuer, D.R. Experimental Investigations of Material Models for Ti-6Al-4V Titanium and 2024-T3 Aluminum: Final Report; Report No.—DOT/FAA/AR-00/25 20591; Office of Aviation Research: Washington, DC, USA, 2000. [Google Scholar]
- Houria, M.; Matougui, N.; Mehdi, B.; Kherrouba, N.; Jahazi, M. Effect of Plastic Anisotropy on the Kinetics of Static Softening in AA2024–T3 Aluminum Alloy. Met. Mater. Int. 2022, 28, 2042–2058. [Google Scholar] [CrossRef]
- Lankford, W.T.; Snyder, S.C.; Bausher, J.A. New criteria for predicting the press performance of deep drawing sheets. Trans. Am. Soc. Met. 1950, 42, 1197–1232. [Google Scholar]
- ASTM E112-13; Standard Test Method for Determining Average Grain Size. ASTM International: West Conshohocken, PA, USA, 2021.
- Kuhn, H.; Medlin, D. (Eds.) Mechanical Testing and Evaluation, ASM Handbook; ASM International: Materials Park, OH, USA, 2000. [Google Scholar]
- Chen, W.W.; Song, B. Split Hopkinson (Kolsky) Bar: Design, Testing and Applications; Springer: New York, NY, USA, 2011. [Google Scholar]
- Meyers, M.A. Dynamic Behavior of Materials; John Wiley and Sons: New York, NY, USA, 1994. [Google Scholar]
- Chu, T.C.; Ranson, W.F.; Sutton, M.A. Applications of digital-image-correlation techniques to experimental mechanics. Exp. Mech. 1985, 25, 232–244. [Google Scholar] [CrossRef]
- Górszczyk, J.; Malicki, K.; Zych, T. Application of Digital Image Correlation (DIC) Method for Road Material Testing. Materials 2019, 12, 2349. [Google Scholar] [CrossRef] [PubMed]
- Pan, B.; Qian, K.; Xie, H.; Asundi, A. Two-dimensional digital image correlation for in-plane displacement and strain measurement: A review. Meas. Sci. Technol. 2009, 20, 062001. [Google Scholar] [CrossRef]
- Janeliukstis, R.; Chen, X. Review of digital image correlation application to large-scale composite structure testing. Compos. Struct. 2021, 271, 114143. [Google Scholar] [CrossRef]
- Buschow, K.H.J.; Cahn, R.W.; Flemings, M.C.; Ilschner, B.; Kramer, E.J.; Mahajan, S.; Veyssière, P. (Eds.) Encyclopedia of Materials: Science and Technology; Elsevier: Amsterdam, The Netherlands, 2001. [Google Scholar]
- De Sousa Araujo, J.V.; Milagre, M.X.; Ferreira, R.O.; de Souza Carvalho Machado, C.; de Abreau, C.P.; Costa, I. Microstructural Characterizatics of the Al Alloys: The Dissimilarities Among the 2XXX Alloys Series used in Aircraft Structures. Metallogr. Microstruct. Anal. 2020, 9, 744–758. [Google Scholar] [CrossRef]
- Khatami, R.; Fattah-alhosseini, A.; Mazaheri, Y.; Keshavarz, M.K.; Haghshenas, M. Microstructural evolution and mechanical properties of ultrafine grained AA2024 processed by accumulative roll bonding. Int. J. Adv. Manuf. Technol. 2017, 93, 681–689. [Google Scholar] [CrossRef]
- Goli, F.; Jamaati, R. Effect of strain path during cold rolling on the microstructure, texture, and mechanical properties of AA2024 aluminum alloy. Mater. Res. Express 2019, 6, 066514. [Google Scholar] [CrossRef]
- Chandran, S.; Liu, W.; Lian, J.; Münstermann, S.; Verleysen, P. Dynamic strain aging in DP1000: Effect of temperature and strain rate. Mat. Sci. Eng. A 2022, 832, 142509. [Google Scholar] [CrossRef]
- Noh, Y.; Lee, M.S.; Chaudry, U.M.; Jun, T.S. Effect of strain rate on the deformation of 6061-T6 aluminum alloy at cryogenic temperature. Mater. Charact. 2023, 206, 113403. [Google Scholar] [CrossRef]
- Hokka, M. (Ed.) Dynamic Behavior of Materials; Elsevier: Amsterdam, The Netherlands, 2023. [Google Scholar]
- Alvand, M.; Naseri, M.; Borhani, E.; Abdollah-Pour, H. Nano/ultrafine grained AA2024 alloy processed by accumulative roll bonding: A study of microstructure, deformation texture and mechanical properties. J. Alloys Compd. 2017, 712, 517–525. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Cu | Mn | Mg | Cr | Ni | Zn | Ti | Other Elements | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| max. 0.50 | max. 0.50 | 3.80–4.90 | 0.30–0.90 | 1.20–1.80 | max. 0.10 | - | max. 0.25 | max. 0.15 | 0.05 each, 0.15 in total | rest |
| Quasi-Static Strain Rate | Intermediate Strain Rate | High Strain Rate | |
|---|---|---|---|
| Resolution | 2452 × 2056 pixel2 | 256 × 272 pixel2 | 256 × 128 pixel2 |
| Scale | 1 pixel = 0.0053 mm | 1 pixel = 0.0564 mm | 1 pixel = 0.0407 mm |
| Frame rate | 1/3 Hz | 10,000 Hz | 120,000 Hz |
| Image filtering | Gaussian | Gaussian | Gaussian |
| Subset size | 45 pixel2 | 9 pixel2 | 7 pixel2 |
| Step size | 11 pixel | 1 pixel | 2 pixel |
| Shape function | Quadratic | Quadratic | Quadratic |
| Matching criterion | Zero-normalized sum of square differences (ZNSSD) | ZNSSD | ZNSSD |
| Strain window | 17 data points | 15 data points | 13 data points |
| Virtual strain gage | 221 pixel2 | 23 pixel2 | 31 pixel2 |
| Specimen Orientation | S Yield Stress (MPa·s−1) | S Stress at 0.05 Strain (MPa·s−1) | S Stress at 0.1 Strain (MPa·s−1) |
|---|---|---|---|
| 0° | −1.62 | −2.82 | −3.32 |
| 15° | −4.26 | −1.76 | −2.46 |
| 30° | −4.02 | −2.77 | −2.66 |
| 45° | −3.04 | −2.12 | −2.07 |
| 60° | −3.04 | −2.12 | −2.07 |
| 75° | −1.40 | −1.78 | −2.12 |
| 90° | −0.88 | −1.80 | −2.69 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Harant, M.; Verleysen, P.; Forejt, M.; Kolomy, S. The Effects of Strain Rate and Anisotropy on the Formability and Mechanical Behaviour of Aluminium Alloy 2024-T3. Metals 2024, 14, 98. https://doi.org/10.3390/met14010098
Harant M, Verleysen P, Forejt M, Kolomy S. The Effects of Strain Rate and Anisotropy on the Formability and Mechanical Behaviour of Aluminium Alloy 2024-T3. Metals. 2024; 14(1):98. https://doi.org/10.3390/met14010098
Chicago/Turabian StyleHarant, Martin, Patricia Verleysen, Milan Forejt, and Stepan Kolomy. 2024. "The Effects of Strain Rate and Anisotropy on the Formability and Mechanical Behaviour of Aluminium Alloy 2024-T3" Metals 14, no. 1: 98. https://doi.org/10.3390/met14010098
APA StyleHarant, M., Verleysen, P., Forejt, M., & Kolomy, S. (2024). The Effects of Strain Rate and Anisotropy on the Formability and Mechanical Behaviour of Aluminium Alloy 2024-T3. Metals, 14(1), 98. https://doi.org/10.3390/met14010098