
On the Potential Correlation between Dynamic Strain Aging and Liquid Metal Embrittlement in T91/LBE System



Abstract
:1. Introduction
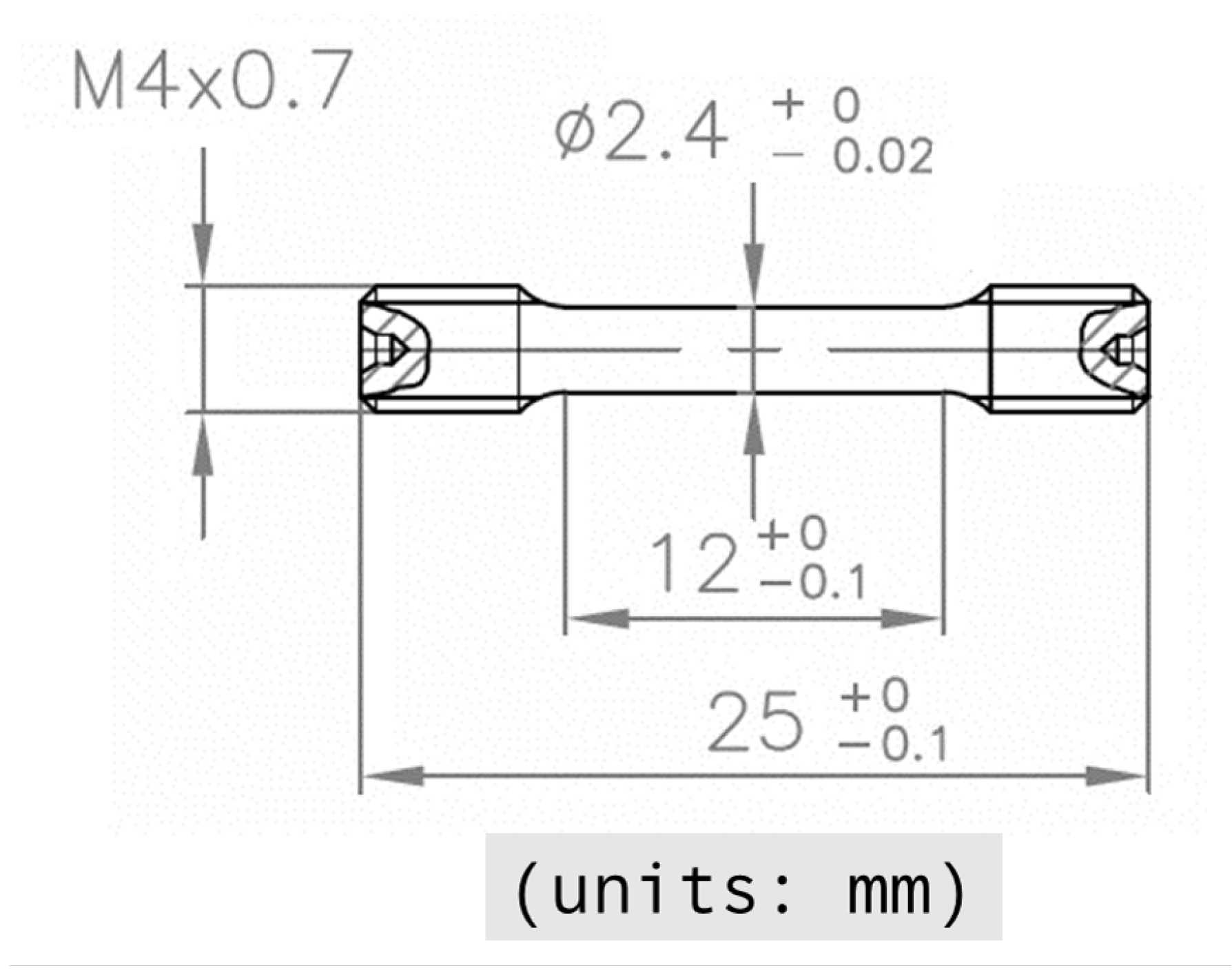
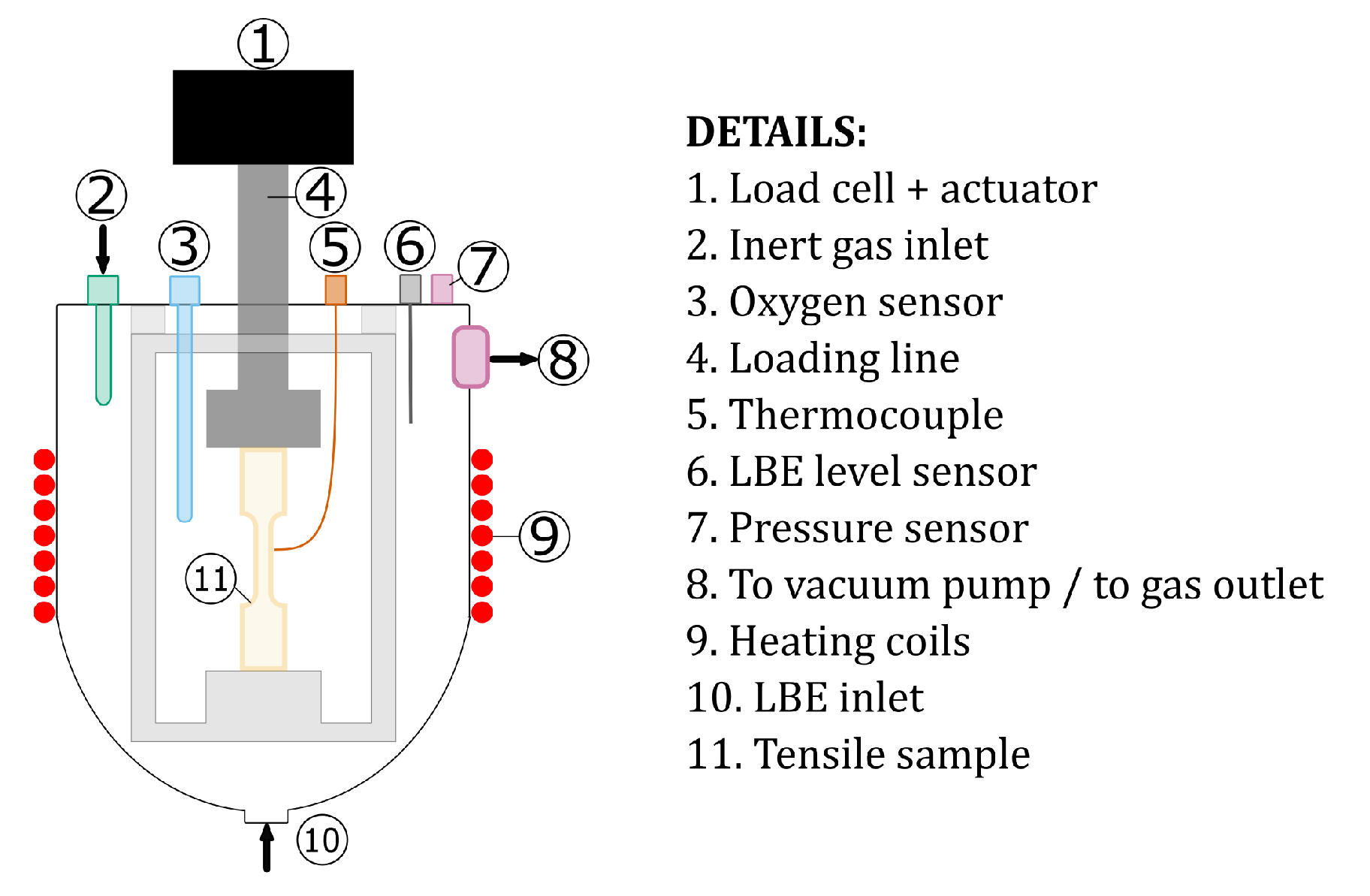
2. Materials and Methods
3. Results
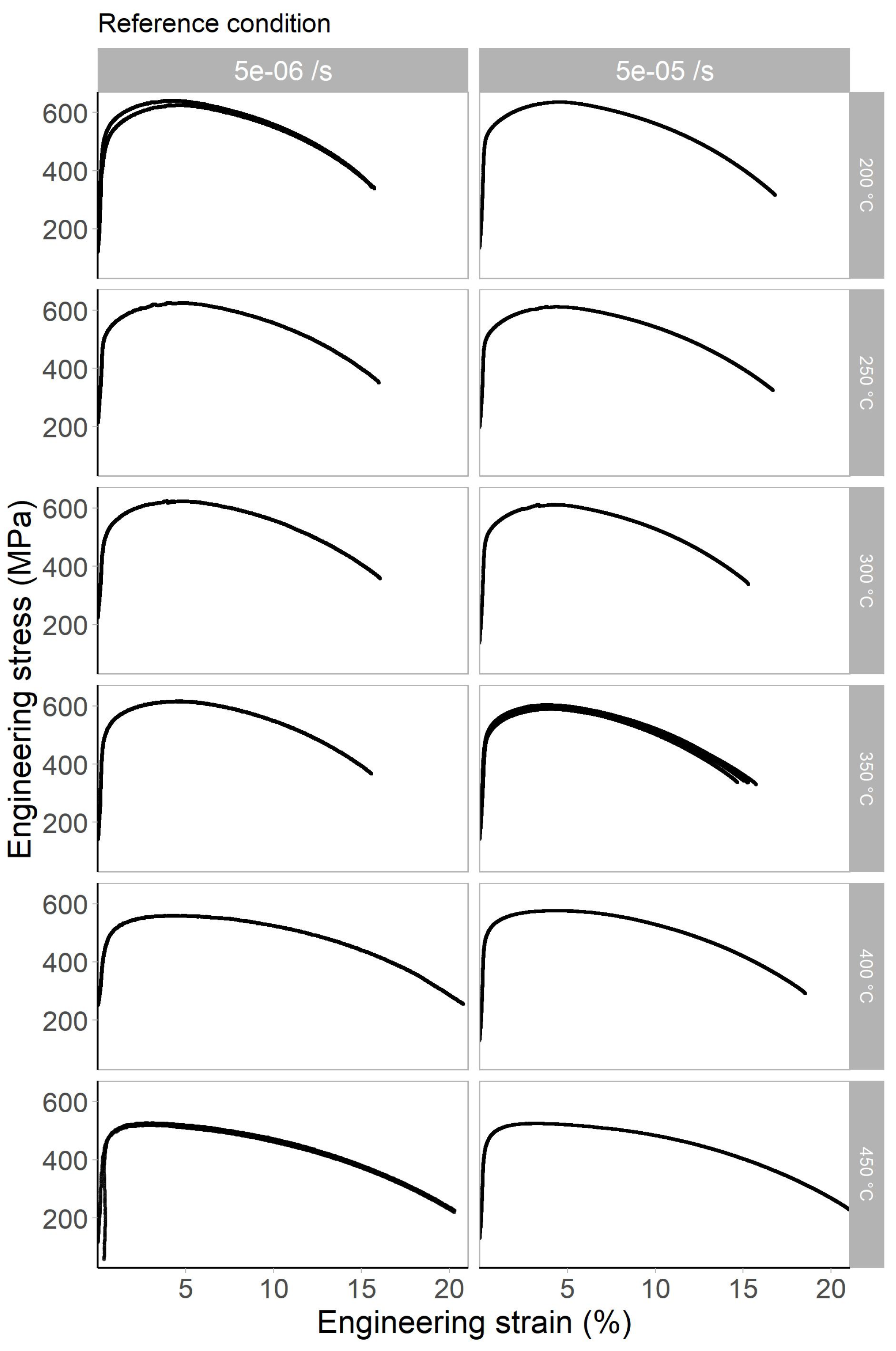
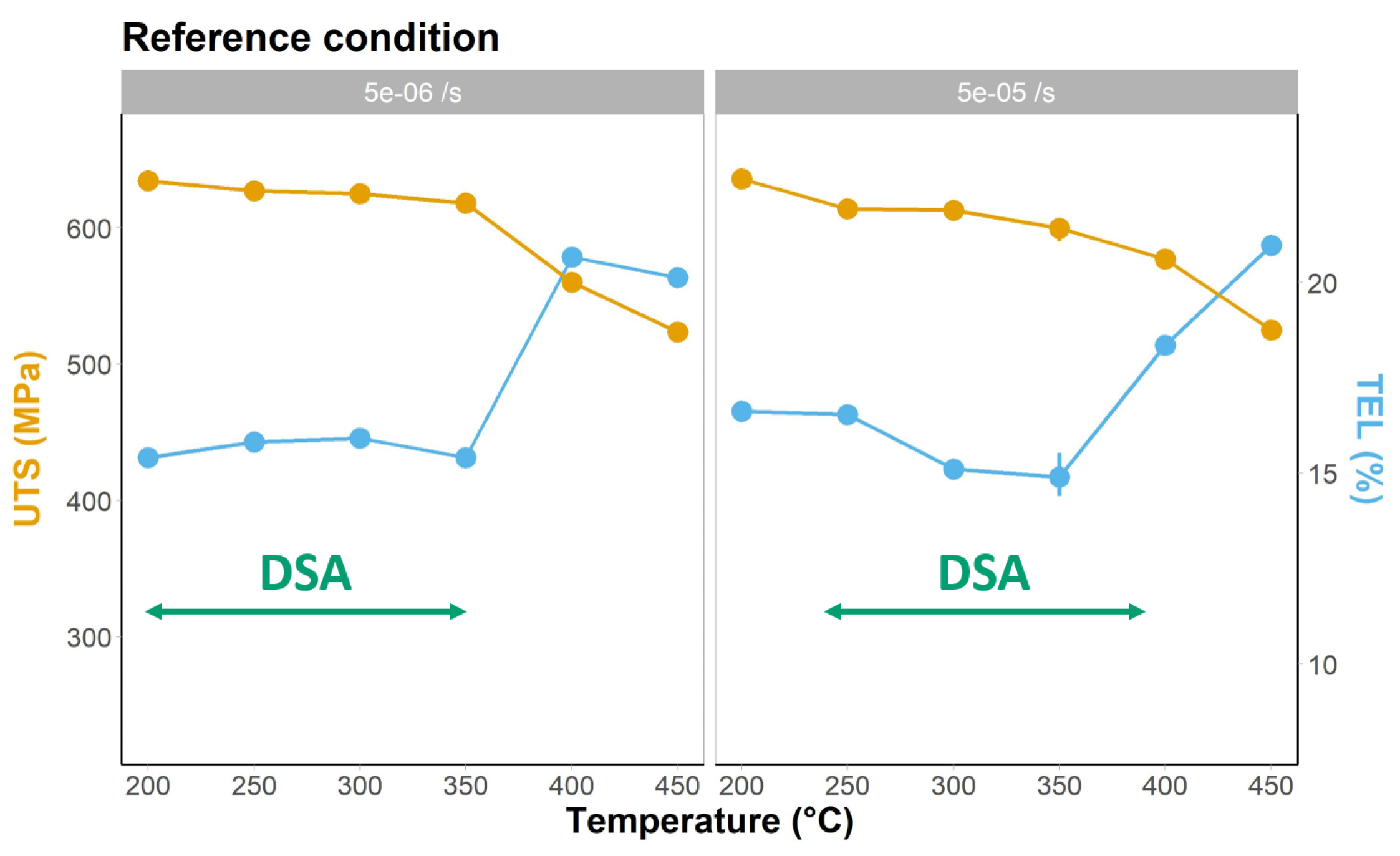
3.1. Tensile Tests in Reference Condition
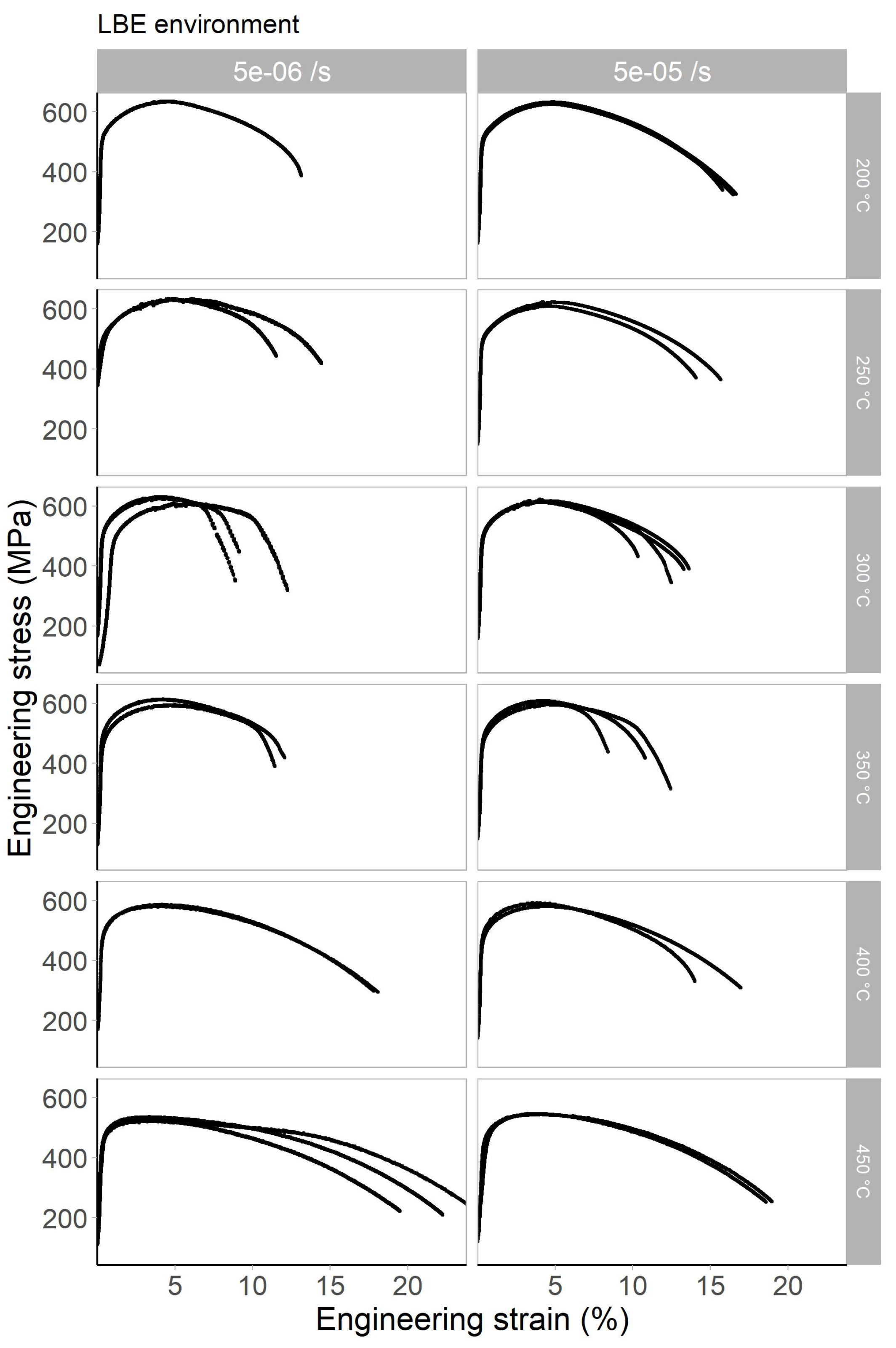
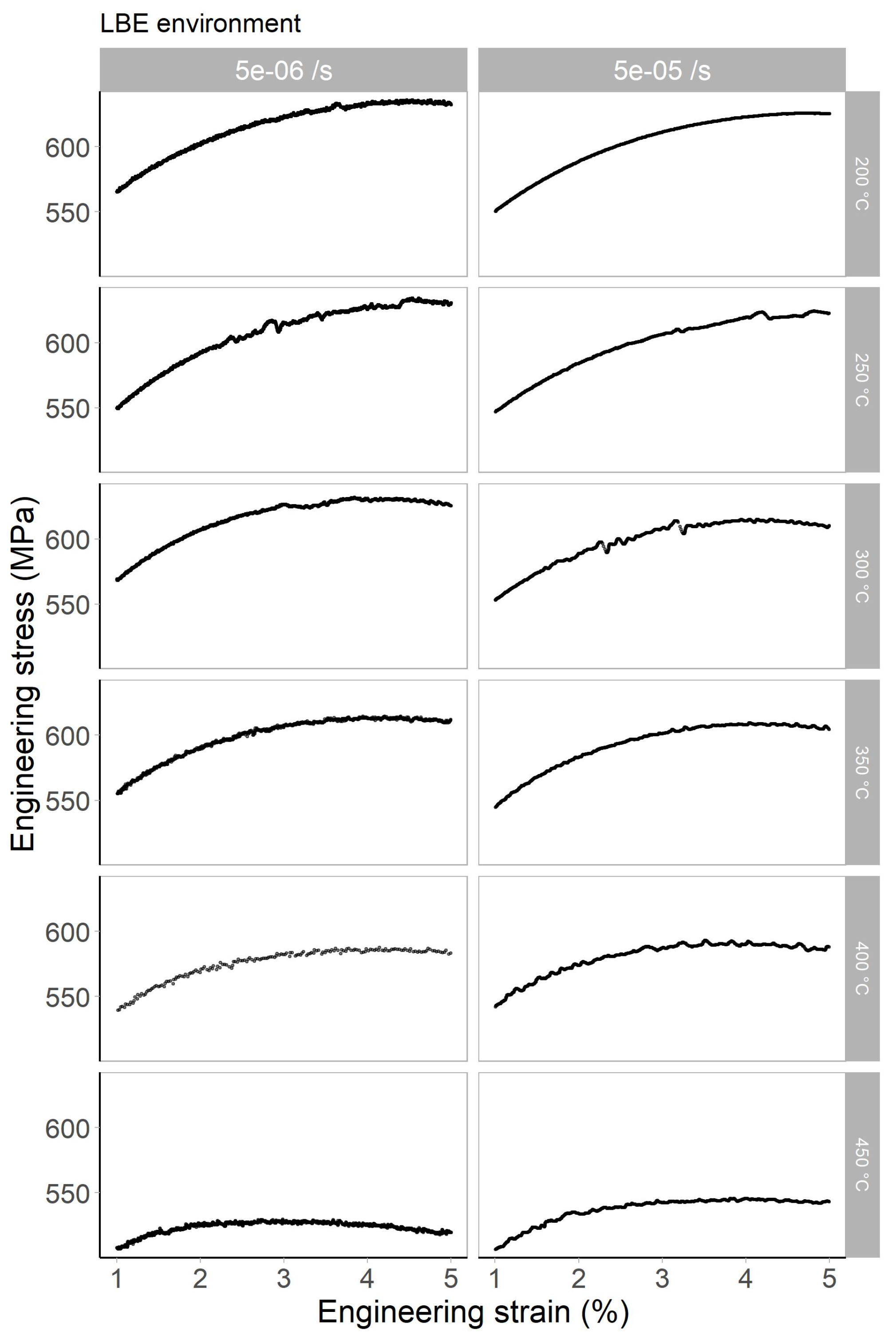
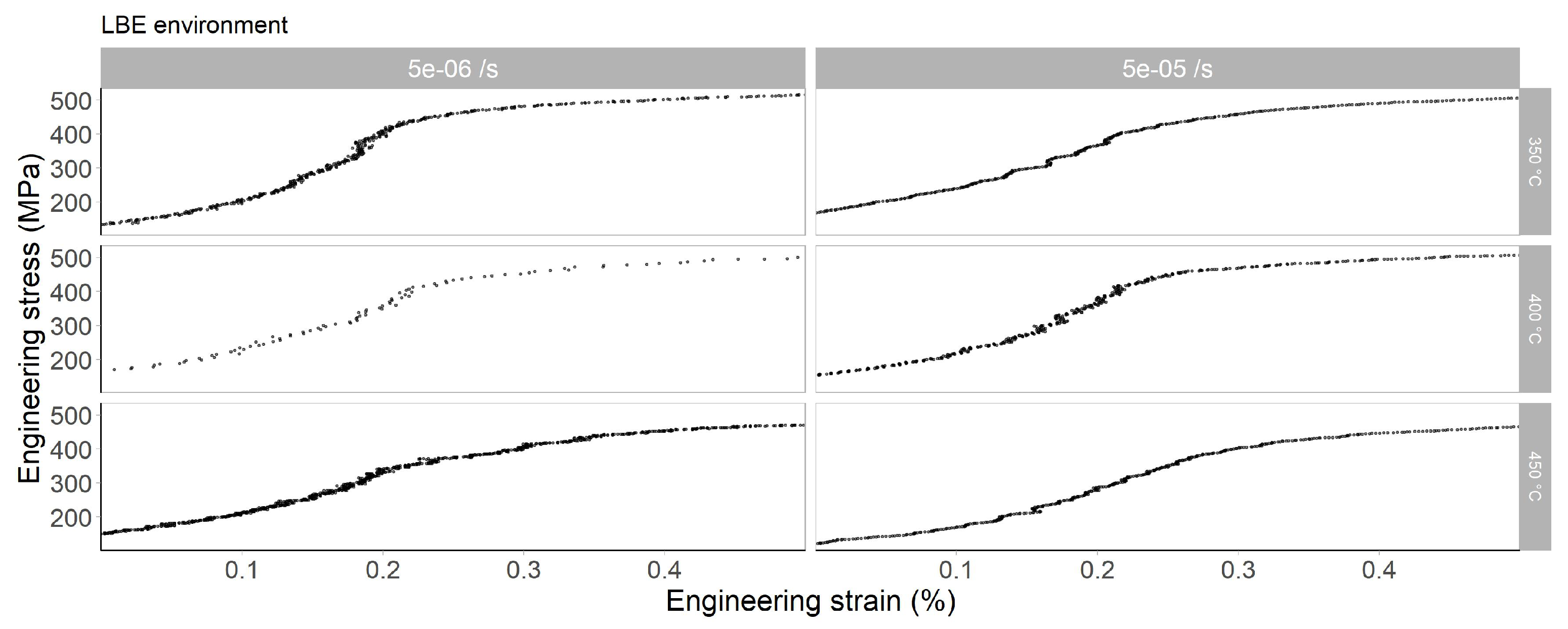
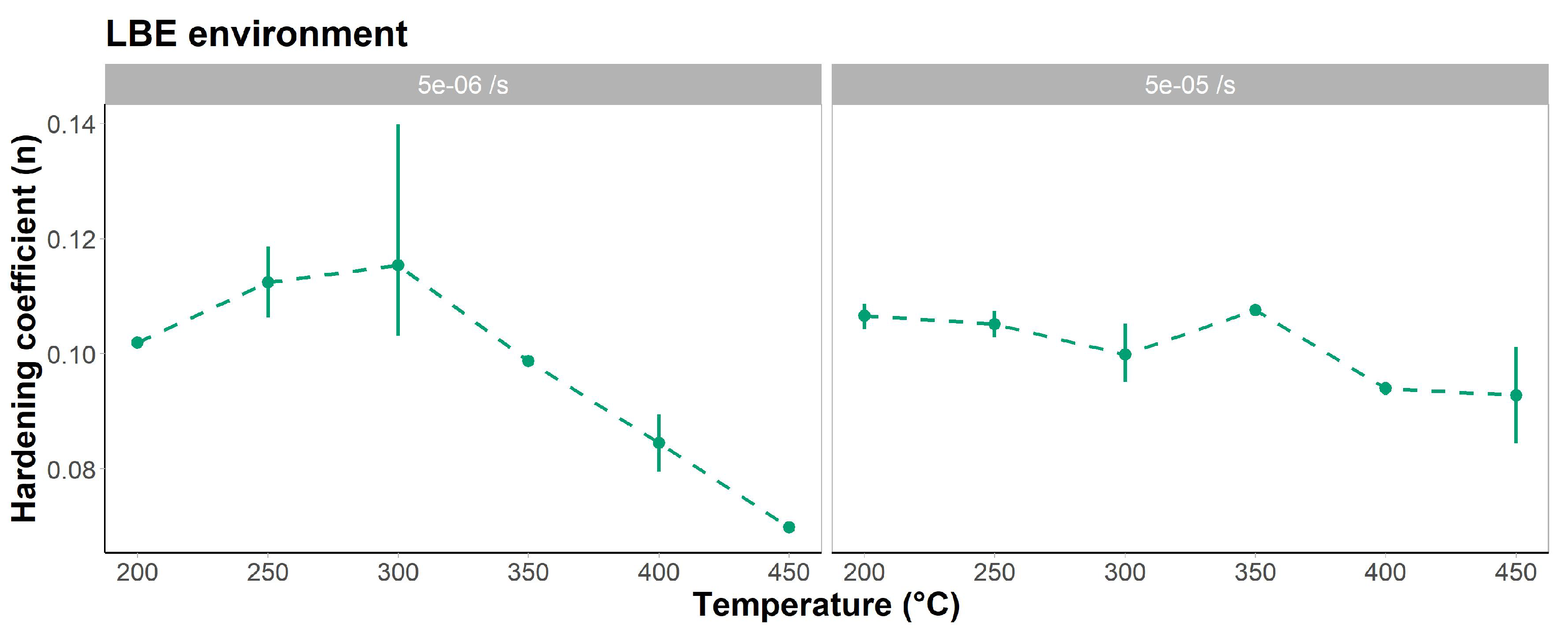
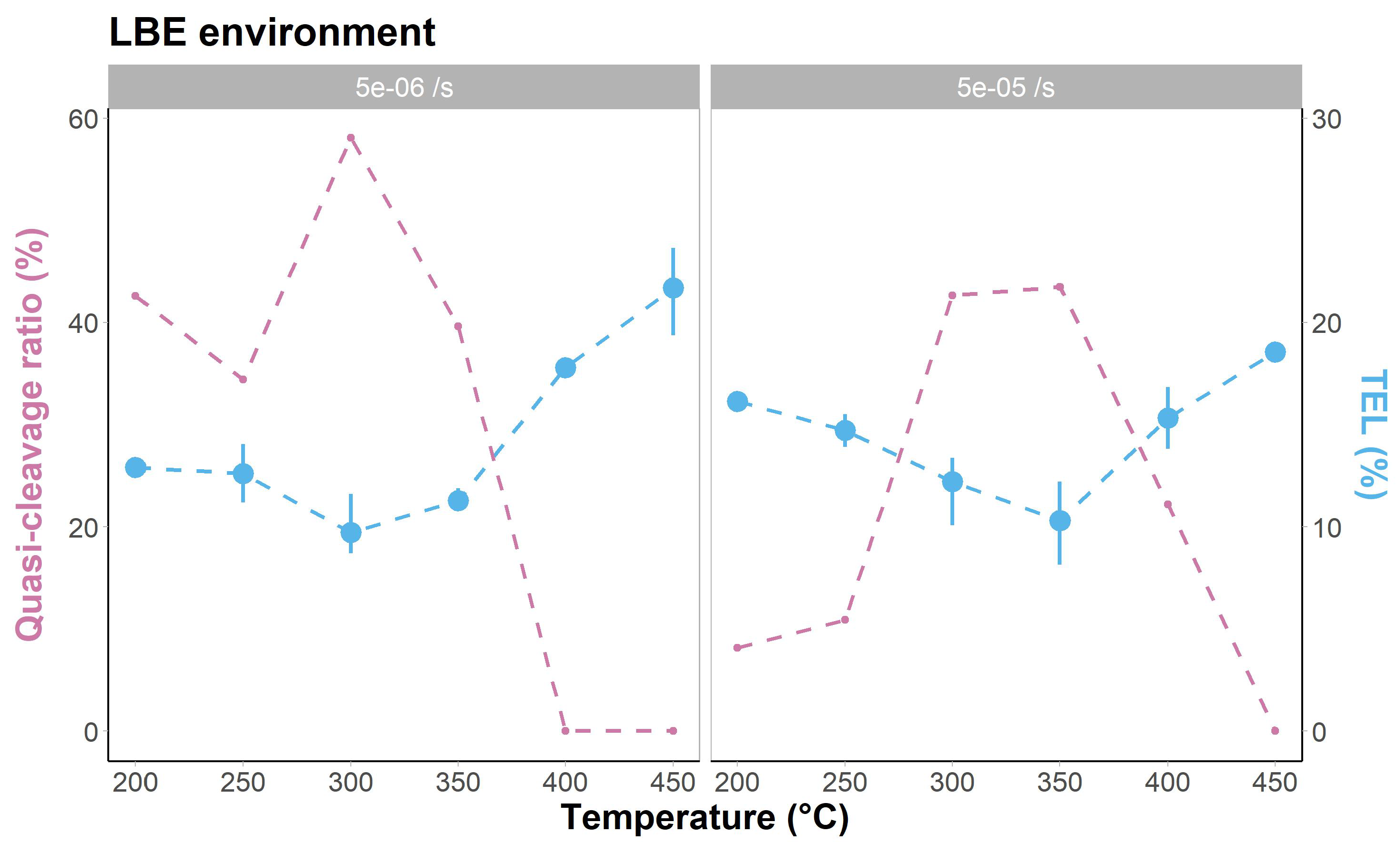
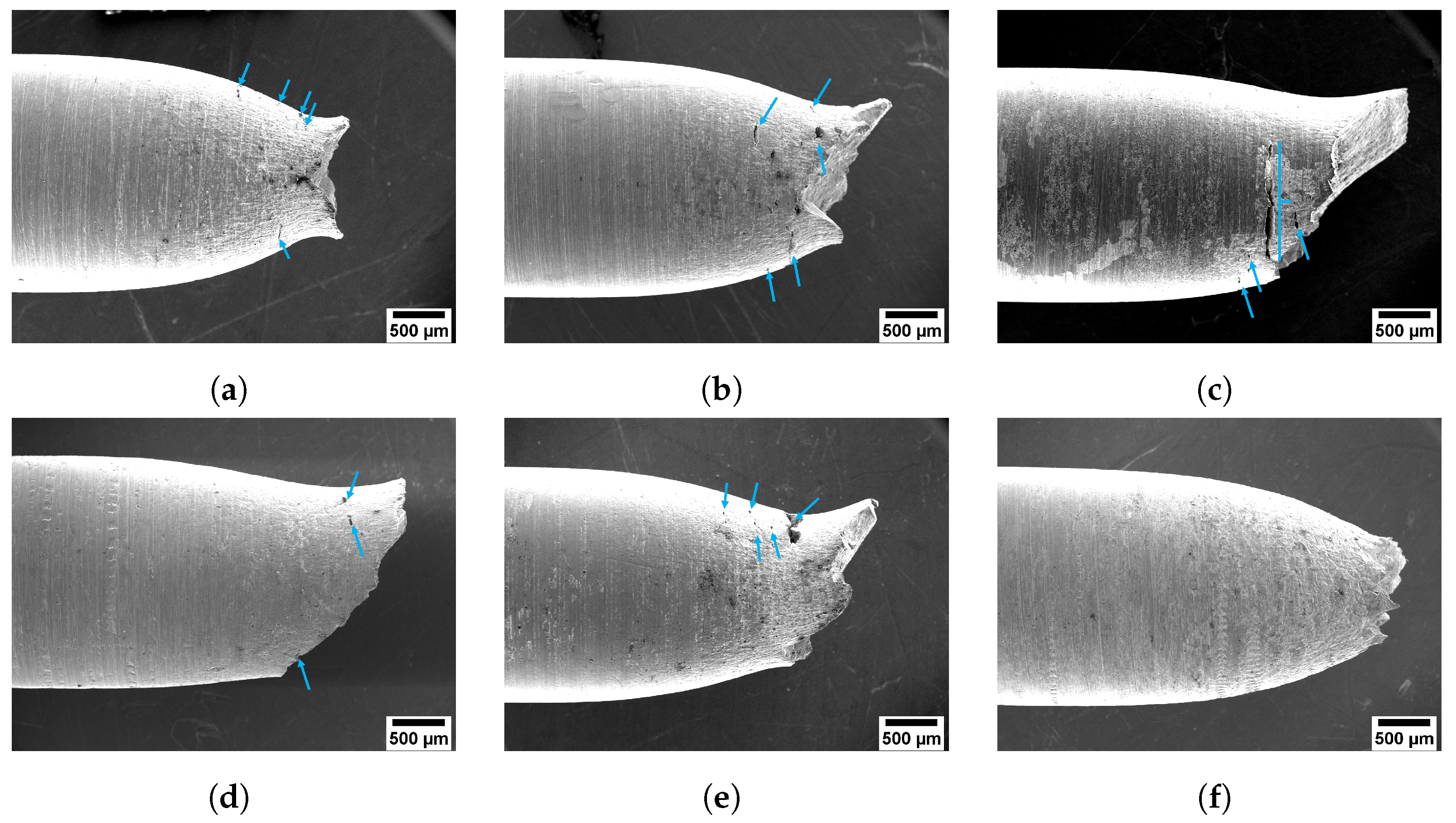
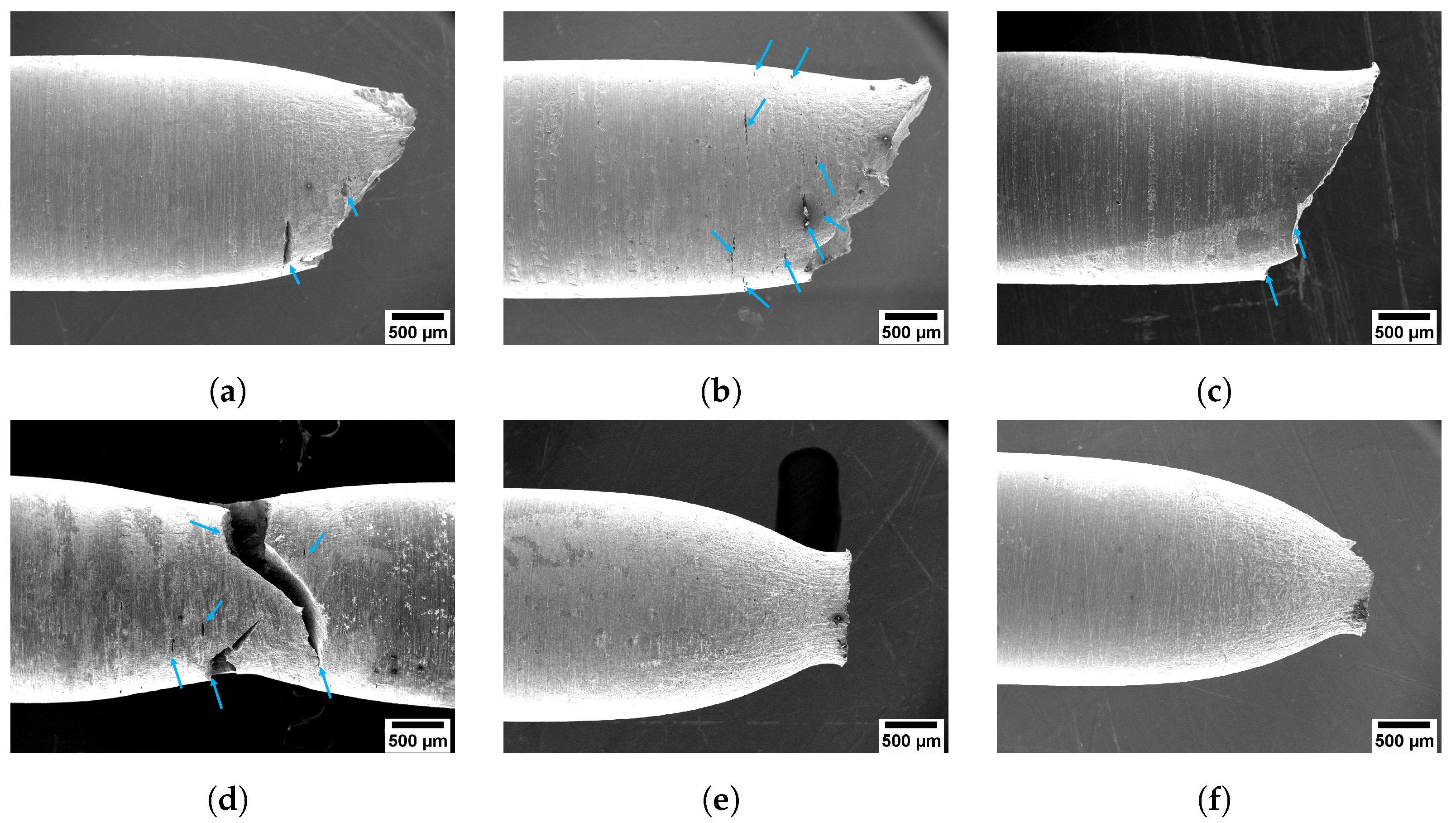
3.2. Tensile Tests in LBE Environment
4. Discussion
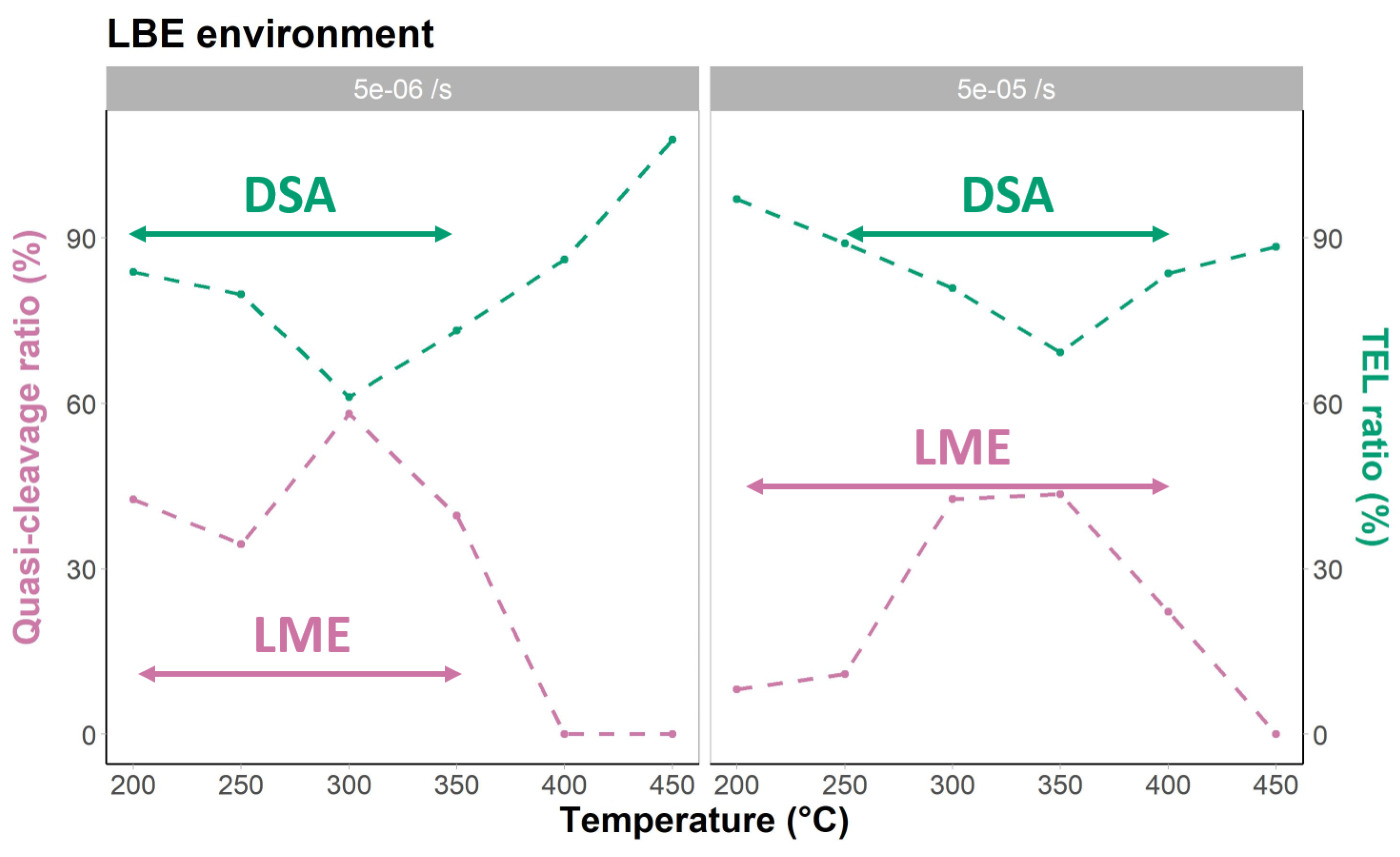
4.1. Identification of DSA
4.2. Identification of LME
4.3. Evaluation of the Potential Correlation between DSA and LME
5. Conclusions
- 1.
- The adsorption-enhanced plasticity mechanism was more likely to explain the observations as compared to the adsorption-enhanced decohesion mechanism for the studied T91/LBE system.
- 2.
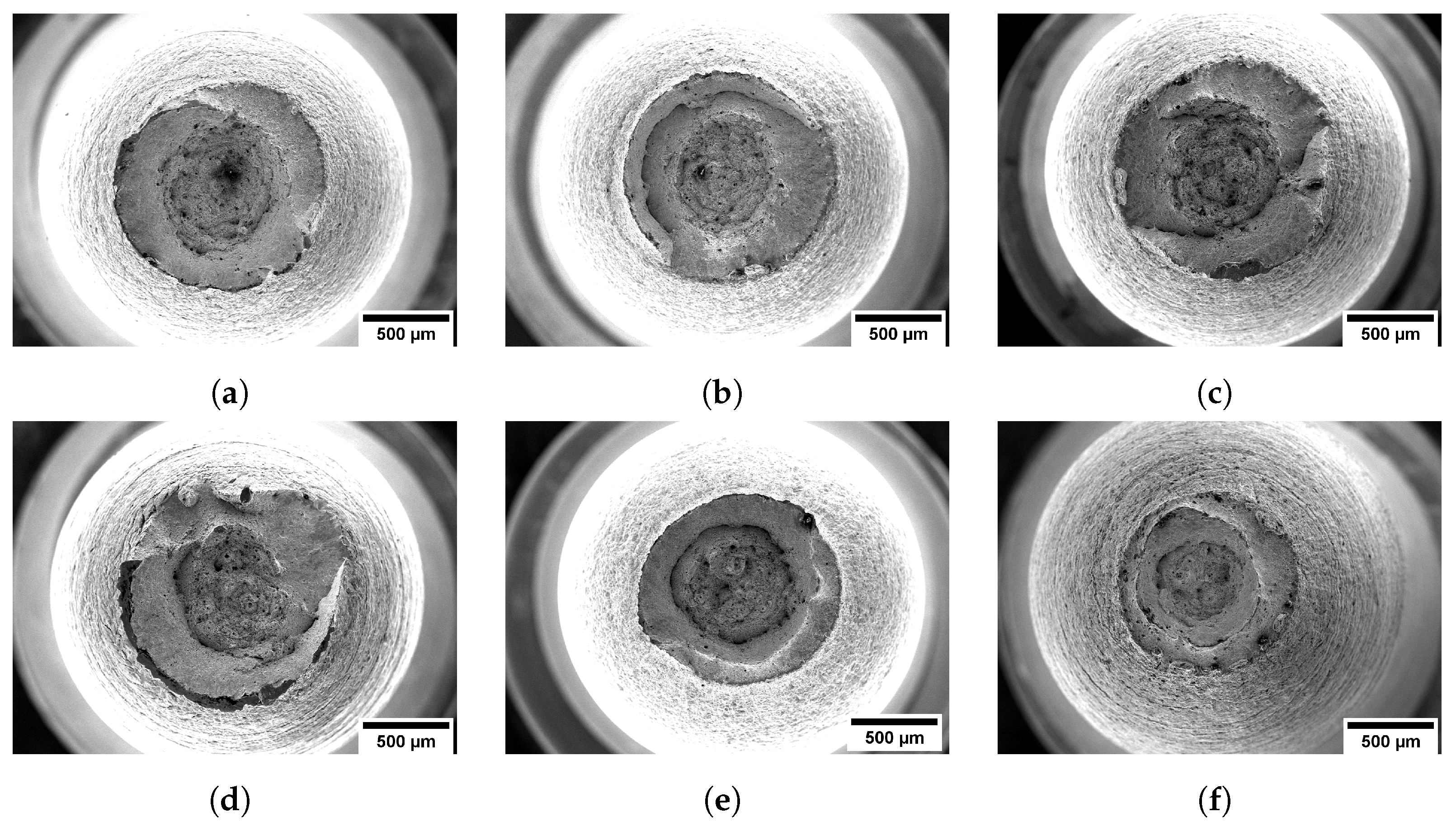
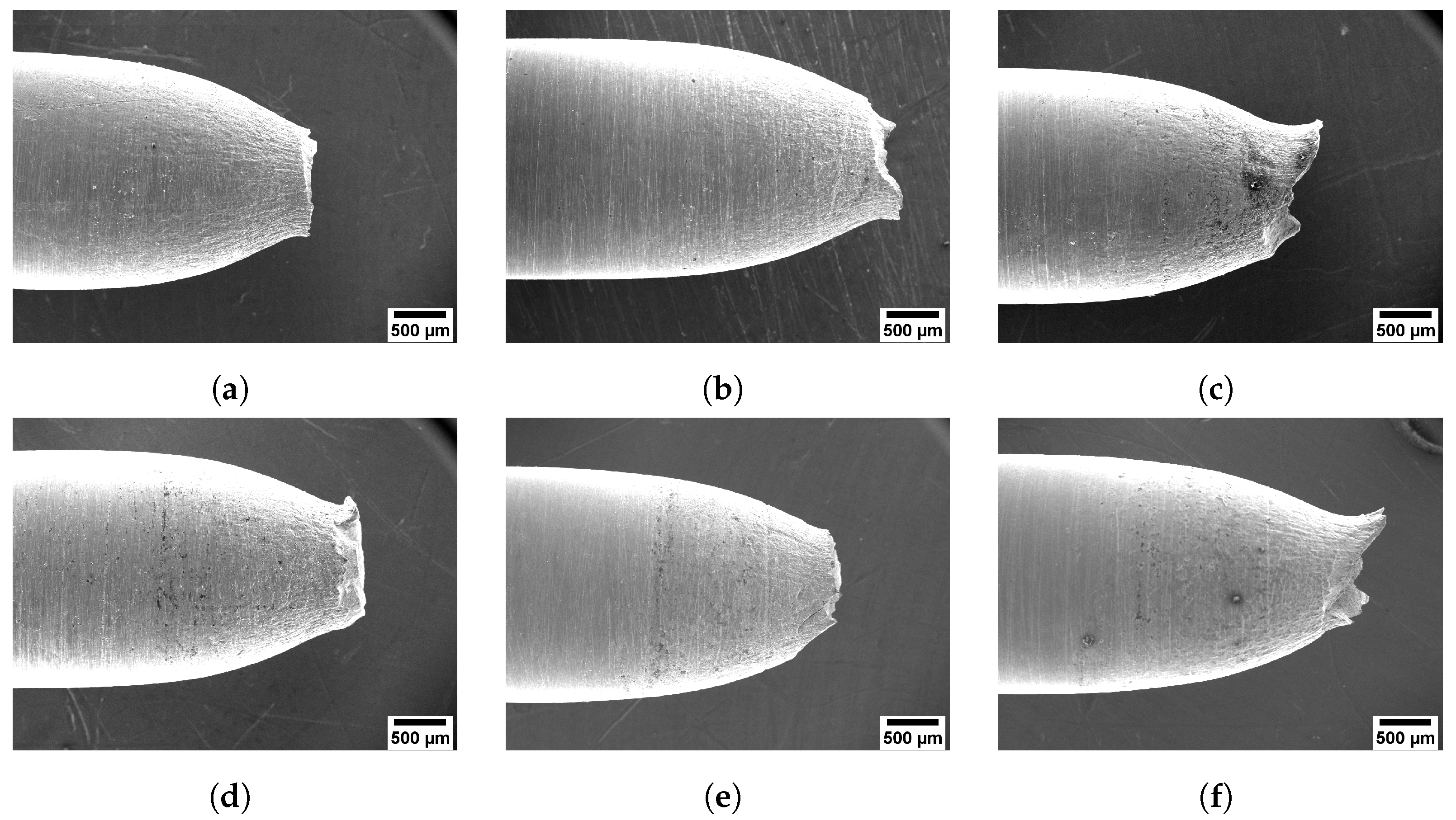
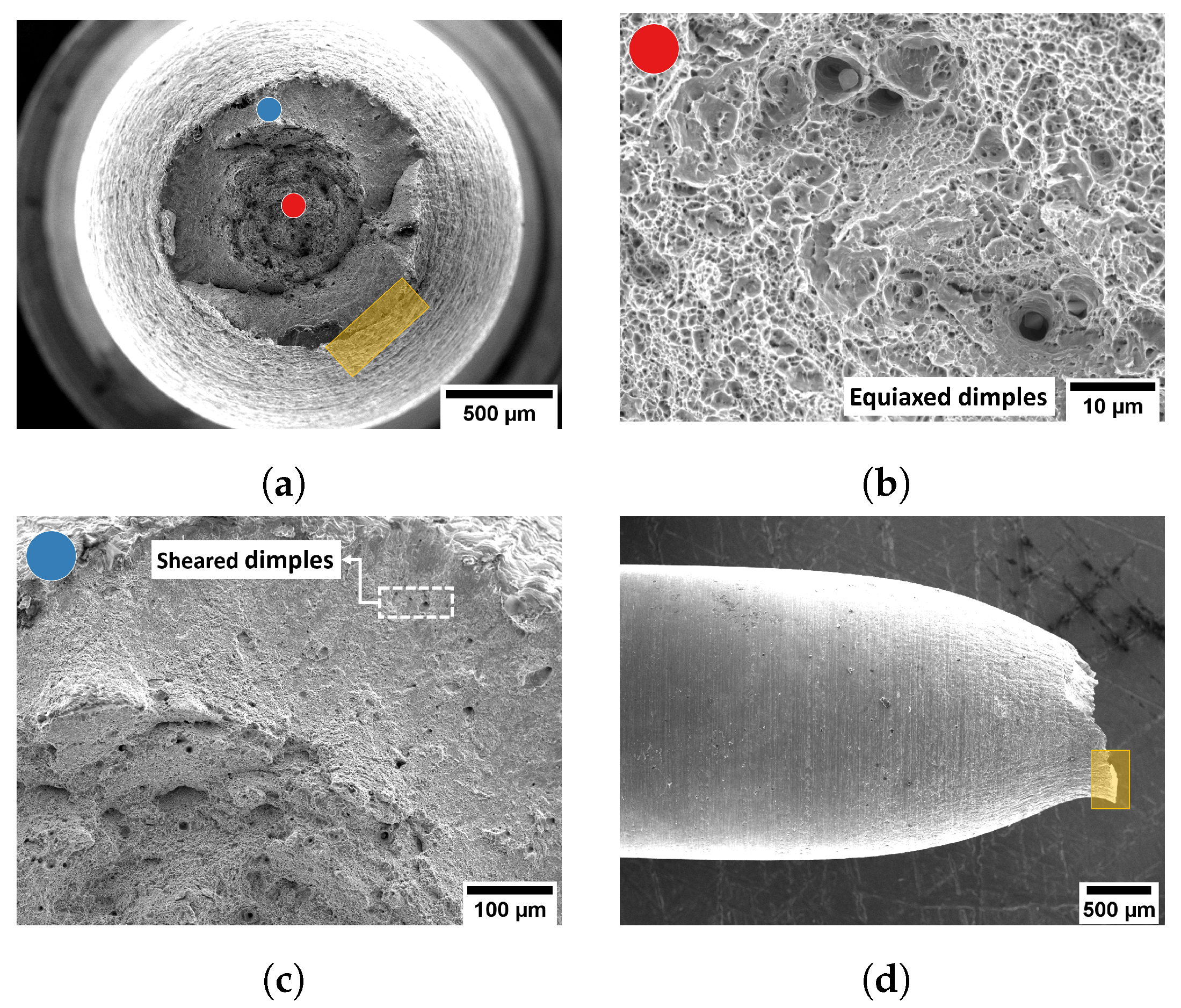
- The changes in the fracture surface and lateral surfaces are more sensitive features to claim the potential occurrence of LME than the value of the total elongation resulting from the tensile test.
- 3.
- While there are correlations between DSA and LME, observation of DSA is not a prerequisite for LME to occur.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A. Engineering Stress–Strain Curves Obtained in an Inert Environment
Appendix B. Engineering Stress–Strain Curves Obtained in Liquid LBE Environment
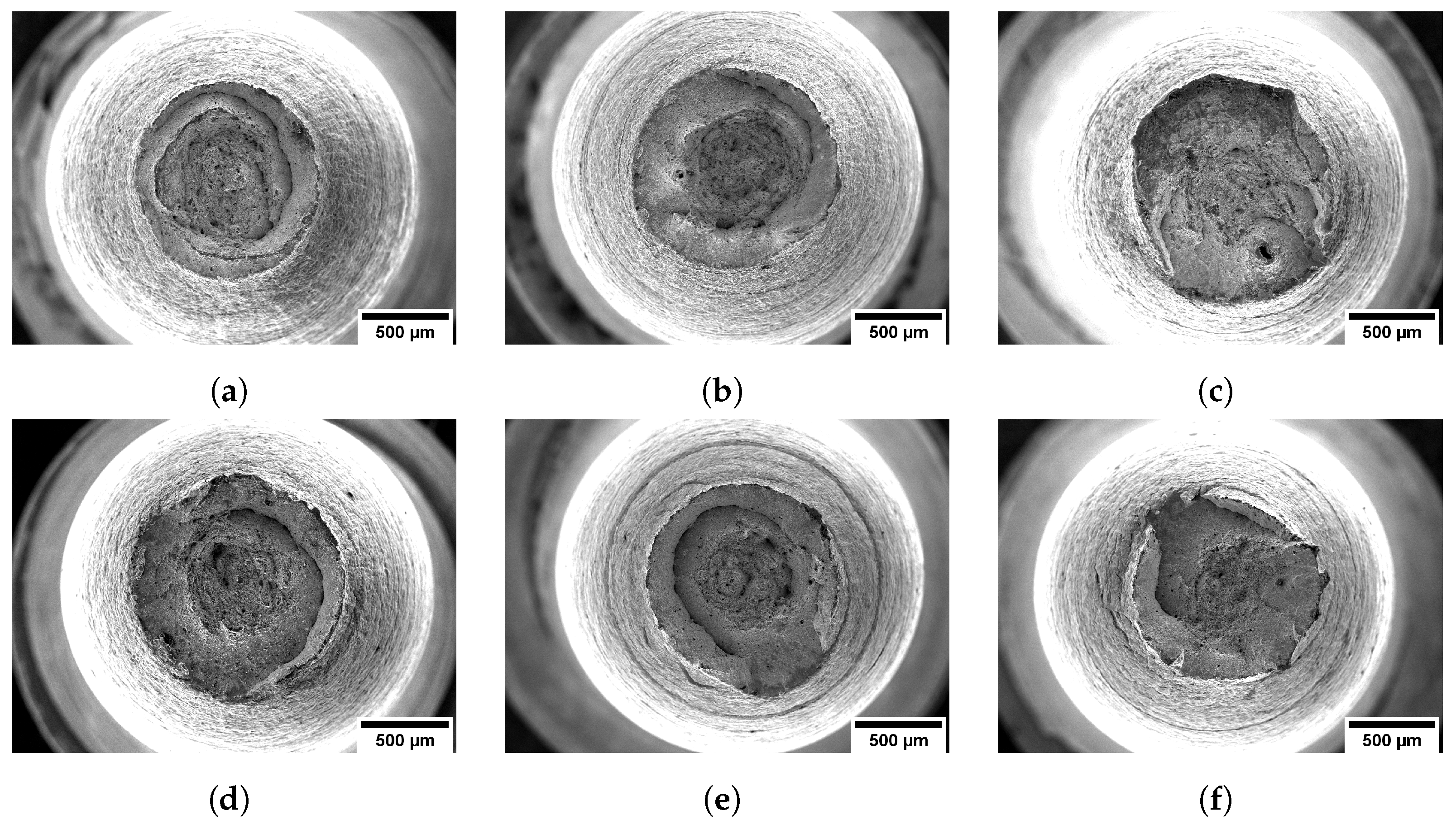
Appendix C. Fracture Surfaces of Reference Conditions

References
- Tan, L.; Hoelzer, D.T.; Busby, J.T.; Sokolov, M.A.; Klueh, R.L. Microstructure control for high strength 9Cr ferritic–martensitic steels. J. Nucl. Mater. 2012, 422, 45–50. [Google Scholar] [CrossRef]
- Zhong, W.; Sridharan, N.; Isheim, D.; Field, K.G.; Yang, Y.; Terrani, K.; Tan, L. Microstructures and mechanical properties of a modified 9Cr ferritic-martensitic steel in the as-built condition after additive manufacturing. J. Nucl. Mater. 2021, 545, 152742. [Google Scholar] [CrossRef]
- Auger, T.; Lorang, G. Liquid metal embrittlement susceptibility of T91 steel by lead-bismuth. Scr. Mater. 2005, 52, 1323–1328. [Google Scholar] [CrossRef]
- Gong, X.; Short, M.P.; Auger, T.; Charalampopoulou, E.; Lambrinou, K. Environmental degradation of structural materials in liquid lead- and lead-bismuth eutectic-cooled reactors. Prog. Mater. Sci. 2022, 126, 100920. [Google Scholar] [CrossRef]
- Martin, M.L.; Dadfarnia, M.; Nagao, A.; Wang, S.; Sofronis, P. Enumeration of the hydrogen-enhanced localized plasticity mechanism for hydrogen embrittlement in structural materials. Acta Mater. 2019, 165, 734–750. [Google Scholar] [CrossRef]
- Rajasekaran, R.; Lakshminarayanan, A.K.; Damodaram, R.; Balasubramanian, V. Stress corrosion cracking failure of friction stir welded nuclear grade austenitic stainless steel. Eng. Fail. Anal. 2021, 120, 105012. [Google Scholar] [CrossRef]
- Razmpoosh, M.H.; DiGiovanni, C.; Zhou, Y.N.; Biro, E. Pathway to understand liquid metal embrittlement (LME) in Fe-Zn couple: From fundamentals toward application. Prog. Mater. Sci. 2021, 121, 100798. [Google Scholar] [CrossRef]
- Gavrilov, S.; Lambrecht, M.; Coen, G.; Stergar, E.; Van den Bosch, J. PIE of ASTIR: Report on the full set of results of tests on irradiated and non-irradiated specimens. In FP7-212175-GETMAT; SCK-CEN: Mol, Belgium, 2014. [Google Scholar]
- Long, B.; Tong, Z.; Gröschel, F.; Dai, Y. Liquid Pb–Bi embrittlement effects on the T91 steel after different heat treatments. J. Nucl. Mater. 2008, 377, 219–224. [Google Scholar] [CrossRef]
- Joseph, B.; Picat, M.; Barbier, F. Liquid metal embrittlement: A state-of-the-art appraisal. Eur. Phys. J. AP 1999, 5, 19–31. [Google Scholar] [CrossRef]
- Nicaise, G.; Legris, A.; Vogt, J.; Foct, J. Embrittlement of the martensitic steel 91 tested in liquid lead. J. Nucl. Mater. 2001, 296, 256–264. [Google Scholar] [CrossRef]
- Ersoy, F.; Verbeken, K.; Gavrilov, S. Influence of displacement rate and temperature on the severity of liquid metal embrittlement of T91 steel in LBE. Mater. Sci. Eng. A 2021, 800, 140259. [Google Scholar] [CrossRef]
- Ye, C.; Vogt, J.B.; Proriol Serre, I. Liquid metal embrittlement of the T91 steel in lead bismuth eutectic: The role of loading rate and of the oxygen content in the liquid metal. Mater. Sci. Eng. A 2014, 608, 242–248. [Google Scholar] [CrossRef]
- Gottstein, G. Physical Foundations of Materials Science; Springer: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Srinivas, N.C.S.; Verma, P.; Singh, V. Dynamic Strain Ageing Behaviour of Modified 9Cr-1Mo Steel Under Monotonic and Cyclic Loading. Procedia Eng. 2017, 184, 765–772. [Google Scholar] [CrossRef]
- Kolman, D.G. A Review of Recent Advances in the Understanding of Liquid Metal Embrittlement. Corrosion 2018, 75, 42–57. [Google Scholar] [CrossRef] [PubMed]
- Kubin, L.; Estrin, Y. Dynamic strain ageing and the mechanical response of alloys. J. Phys. III 1991, 1, 929–943. [Google Scholar] [CrossRef]
- Kashyap, B.P.; McTaggart, K.; Tangri, K. Study on the substructure evolution and flow behaviour in type 316L stainless steel over the temperature range 21–900 °C. Philos. Mag. A 1988, 57, 97–114. [Google Scholar] [CrossRef]
- Sleeswyk, A.W. Slow strain-hardening of ingot iron. Acta Metall. 1958, 6, 598–603. [Google Scholar] [CrossRef]
- Van den Beukel, A. Theory of the effect of dynamic strain aging on mechanical properties. Phys. Status Solidi A 1975, 30, 197–206. [Google Scholar] [CrossRef]
- Xu, J.; Holmedal, B.; Hopperstad, O.S.; Mánik, T.; Marthinsen, K. Dynamic strain ageing in an AlMg alloy at different strain rates and temperatures: Experiments and constitutive modelling. Int. J. Plast. 2022, 151, 103215. [Google Scholar] [CrossRef]
- Fressengeas, C.; Beaudoin, A.J.; Lebyodkin, M.; Kubin, L.P.; Estrin, Y. Dynamic strain aging: A coupled dislocation—Solute dynamic model. Mater. Sci. Eng. A 2005, 400, 226–230. [Google Scholar] [CrossRef]
- Kishore, R.; Singh, R.N.; Sinha, T.K.; Kashyap, B.P. Effect of dynamic strain ageing on the tensile properties of a modified 9Cr-1Mo steel. J. Mater. Sci. 1997, 32, 437–442. [Google Scholar] [CrossRef]
- Keller, C.; Margulies, M.M.; Hadjem-Hamouche, Z.; Guillot, I. Influence of the temperature on the tensile behaviour of a modified 9Cr-1Mo T91 martensitic steel. Mater. Sci. Eng. A 2010, 527, 6758–6764. [Google Scholar] [CrossRef]
- Roy, A.K.; Kumar, P.; Maitra, D. Dynamic strain ageing of P91 grade steels of varied silicon content. Mater. Sci. Eng. A 2009, 499, 379–386. [Google Scholar] [CrossRef]
- Choudhary, B.; Christopher, J. Influence of temperature and strain rate on tensile deformation and fracture behaviour of boron added P91 steel. Int. J. Press. Vessel. Pip. 2019, 171, 153–161. [Google Scholar] [CrossRef]
- Rodriguez, P. Serrated plastic flow. Bull. Mater. Sci. 1984, 6, 653–663. [Google Scholar] [CrossRef]
- Yilmaz, A. The Portevin–Le Chatelier effect: A review of experimental findings. Sci. Technol. Adv. Mater. 2011, 12, 063001. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, J.P.; Chen, S.Y.; Xie, X.; Liaw, P.K.; Dahmen, K.A.; Qiao, J.W.; Wang, Y.L. Serration and noise behaviors in materials. Prog. Mater. Sci. 2017, 90, 358–460. [Google Scholar] [CrossRef]
- Lee, S.Y.; Chettri, S.; Sarmah, R.; Takushima, C.; Hamada, J.I.; Nakada, N. Serrated flow accompanied with dynamic type transition of the Portevin–Le Chatelier effect in austenitic stainless steel. J. Mater. Sci. Technol. 2023, 133, 154–164. [Google Scholar] [CrossRef]
- Jiang, H.; Zhang, Q.; Chen, X.; Chen, Z.; Jiang, Z.; Wu, X.; Fan, J. Three types of Portevin–Le Chatelier effects: Experiment and modelling. Acta Mater. 2007, 55, 2219–2228. [Google Scholar] [CrossRef]
- Choudhary, B.K. Influence of strain rate and temperature on serrated flow in 9Cr–1Mo ferritic steel. Mater. Sci. Eng. A 2013, 564, 303–309. [Google Scholar] [CrossRef]
- Choudhary, B.K.; Rao, K.B.S.; Mannan, S.L. Effects of strain rate and temperature on tensile deformation and fracture behaviour of forged thick section 9Cr-1Mo ferritic steel. Int. J. Press. Vessel. Pip. 1994, 58, 151–160. [Google Scholar] [CrossRef]
- Kishore, R.; Singh, R.N.; Sinha, T.K.; Kashyap, B.P. Serrated flow in a modified 9Cr-1Mo steel. Scr. Metall. Mater. 1995, 32, 1297–1300. [Google Scholar] [CrossRef]
- Hojná, A.; Di Gabriele, F.; Klecka, J.; Burda, J. Behaviour of the steel T91 under uniaxial and multiaxial slow loading in contact with liquid lead. J. Nucl. Mater. 2015, 466, 292–301. [Google Scholar] [CrossRef]
- Li, J.; He, X.k.; Yang, G.; Xu, B.; Tang, Z.x. Effect of silicon on ductility of T91 steel in liquid lead–bismuth eutectic environment. J. Iron Steel Res. Int. 2023, 30, 363–374. [Google Scholar] [CrossRef]
- Dmukhovs’ka, I.H.; Popovych, V.V. Influence of stress concentrators on the temperature dependence of the liquid metal embrittlement of Armco iron. Mater. Sci. 1994, 29, 501–506. [Google Scholar] [CrossRef]
- Van den Bosch, J.; Sapundjiev, D.; Almazouzi, A. Effects of temperature and strain rate on the mechanical properties of T91 material tested in liquid lead bismuth eutectic. J. Nucl. Mater. 2006, 356, 237–246. [Google Scholar] [CrossRef]
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 years of image analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef]
- Sobolev, V. Database of thermophysical properties of liquid metal coolants for GEN-IV. In Scientific Report: SCK CEN-BLG-1069; SCK-CEN: Mol, Belgium, 2010. [Google Scholar]
- Jacobs, T.R.; Matlock, D.K.; Findley, K.O. Characterization of localized plastic deformation behaviors associated with dynamic strain aging in pipeline steels using digital image correlation. Int. J. Plast. 2019, 123, 70–85. [Google Scholar] [CrossRef]
- Popovich, V.V.; Dmukhovskaya, I.G. Rebinder effect in the fracture of Armco iron in liquid metals. Sov. Mater. Sci. Transl. Fiziko-Khimich. Mekh. Mater. Acad. Sci. Ukr. SSR 1978, 14, 365–370. [Google Scholar] [CrossRef]
- Dmukhovskaya, I.G.; Popovich, V.V. A phenomenological model of embrittlement of metals under conditions of the adsorption action of liquid metal media. Sov. Mater. Sci. Transl. Fiziko-Khimich. Mekh. Mater. Acad. Sci. Ukr. SSR 1983, 18, 461–467. [Google Scholar] [CrossRef]
- Lynch, S.P. Environmentally assisted cracking: Overview of evidence for an adsorption-induced localised-slip process. Acta Metall. 1988, 36, 2639–2661. [Google Scholar] [CrossRef]
- Kamdar, M.H. Embrittlement by liquid metals. Prog. Mater. Sci. 1973, 15, 289–374. [Google Scholar] [CrossRef]
- Dai, Y.; Long, B.; Groeschel, F. Slow strain rate tensile tests on T91 in static lead-bismuth eutectic. J. Nucl. Mater. 2006, 356, 222–228. [Google Scholar] [CrossRef]
- ASTM G129-00; Standard Practice for Slow Strain Rate Testing to Evaluate the Susceptibility of Metallic Materials to Environmentally Assisted Cracking. ASTM: West Conshohocken, PA, USA, 2000.
- Casarotto, L.; Dierke, H.; Tutsch, R.; Neuhäuser, H. On nucleation and propagation of PLC bands in an Al–3Mg alloy. Mater. Sci. Eng. A 2009, 527, 132–140. [Google Scholar] [CrossRef]
- Peng, K.; Qian, K.; Chen, W. Effect of dynamic strain aging on high temperature properties of austenitic stainless steel. Mater. Sci. Eng. A 2004, 379, 372–377. [Google Scholar] [CrossRef]
- De Almeida, L.; Le May, I.; Emygdio, P. Mechanistic Modeling of Dynamic Strain Aging in Austenitic Stainless Steels. Mater. Charact. 1998, 41, 137–150. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | P | Cr | Mo | Mn | Si | V | Ni | Nb | Cu | N | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.108 | 0.018 | 8.73 | 0.880 | 0.373 | 0.203 | 0.191 | 0.127 | 0.083 | 0.065 | 0.046 | bal. |
| (1) | (2) | (3) | (4) |
|---|---|---|---|
| 200 | s | 1 | 3 |
| 250 | s | 1 | 2 |
| 300 | s | 1 | 4 |
| 350 | s | 6 | 3 |
| 400 | s | 1 | 2 |
| 450 | s | 1 | 2 |
| 200 | s | 2 | 1 |
| 250 | s | 1 | 2 |
| 300 | s | 1 | 3 |
| 350 | s | 1 | 2 |
| 400 | s | 1 | 2 |
| 450 | s | 2 | 3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fitriani, C.A.; Claeys, L.; Gavrilov, S.; Verbeken, K. On the Potential Correlation between Dynamic Strain Aging and Liquid Metal Embrittlement in T91/LBE System. Metals 2024, 14, 44. https://doi.org/10.3390/met14010044
Fitriani CA, Claeys L, Gavrilov S, Verbeken K. On the Potential Correlation between Dynamic Strain Aging and Liquid Metal Embrittlement in T91/LBE System. Metals. 2024; 14(1):44. https://doi.org/10.3390/met14010044
Chicago/Turabian StyleFitriani, Cholidah Akbar, Lisa Claeys, Serguei Gavrilov, and Kim Verbeken. 2024. "On the Potential Correlation between Dynamic Strain Aging and Liquid Metal Embrittlement in T91/LBE System" Metals 14, no. 1: 44. https://doi.org/10.3390/met14010044
APA StyleFitriani, C. A., Claeys, L., Gavrilov, S., & Verbeken, K. (2024). On the Potential Correlation between Dynamic Strain Aging and Liquid Metal Embrittlement in T91/LBE System. Metals, 14(1), 44. https://doi.org/10.3390/met14010044