


Superplastic Forming of Zr-Based Bulk Metallic Glasses


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Deformation Behavior
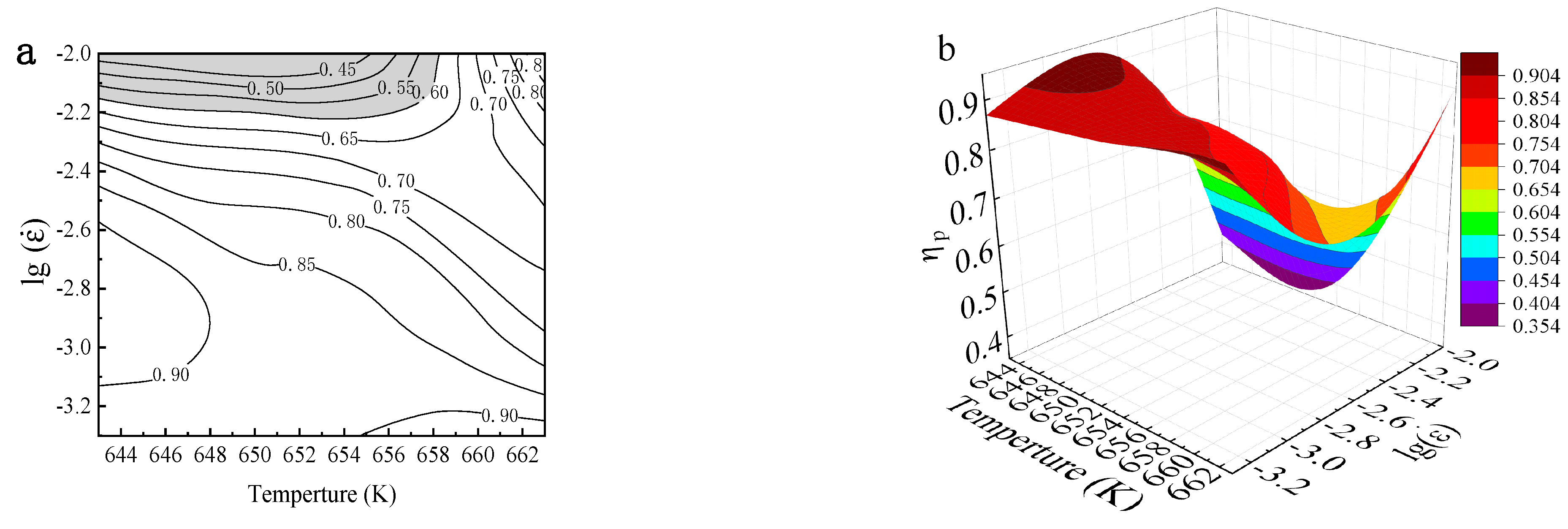
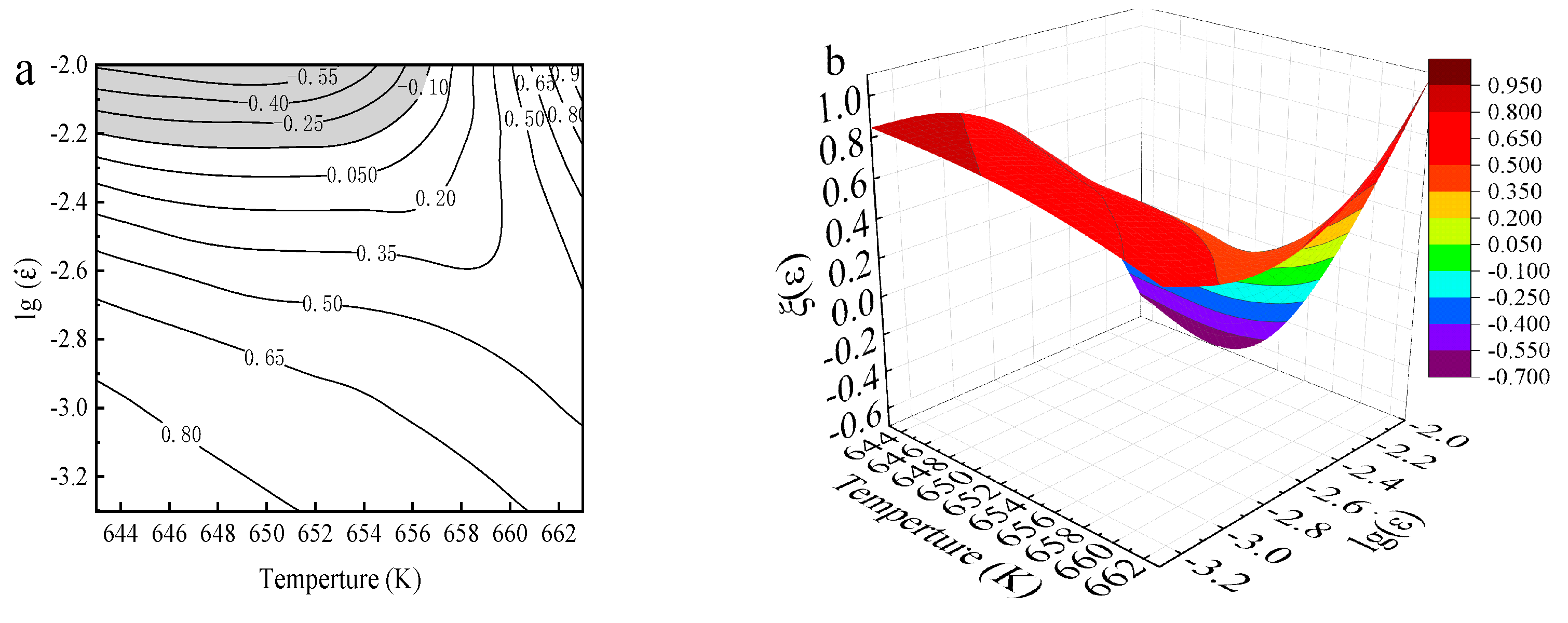
3.2. Thermoplastic Forming Map
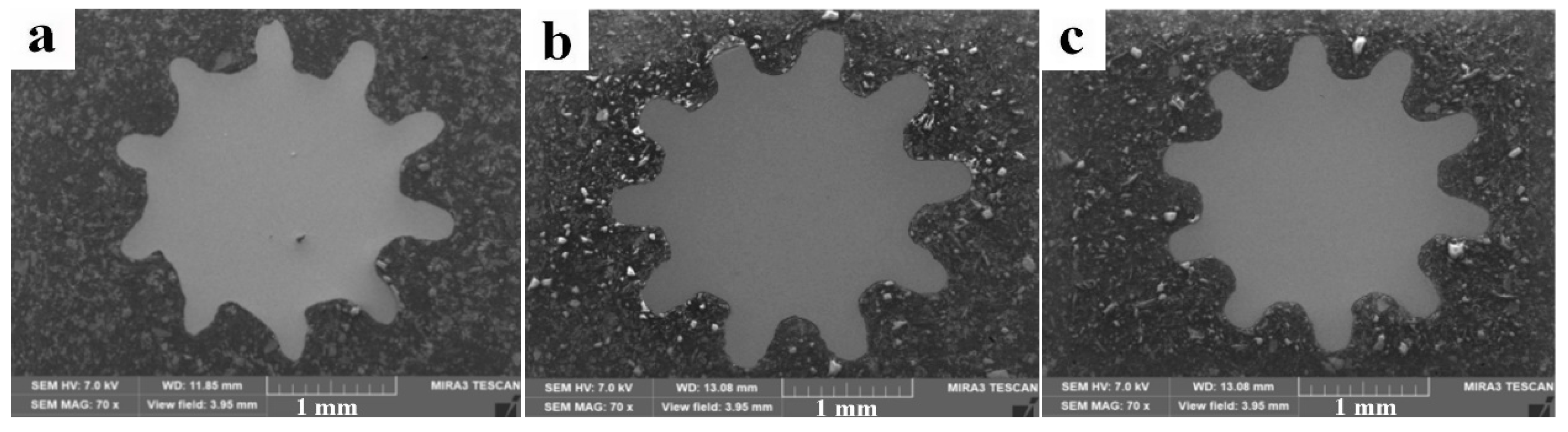
3.3. Superplastic Forming of Gears
4. Conclusions
- (1)
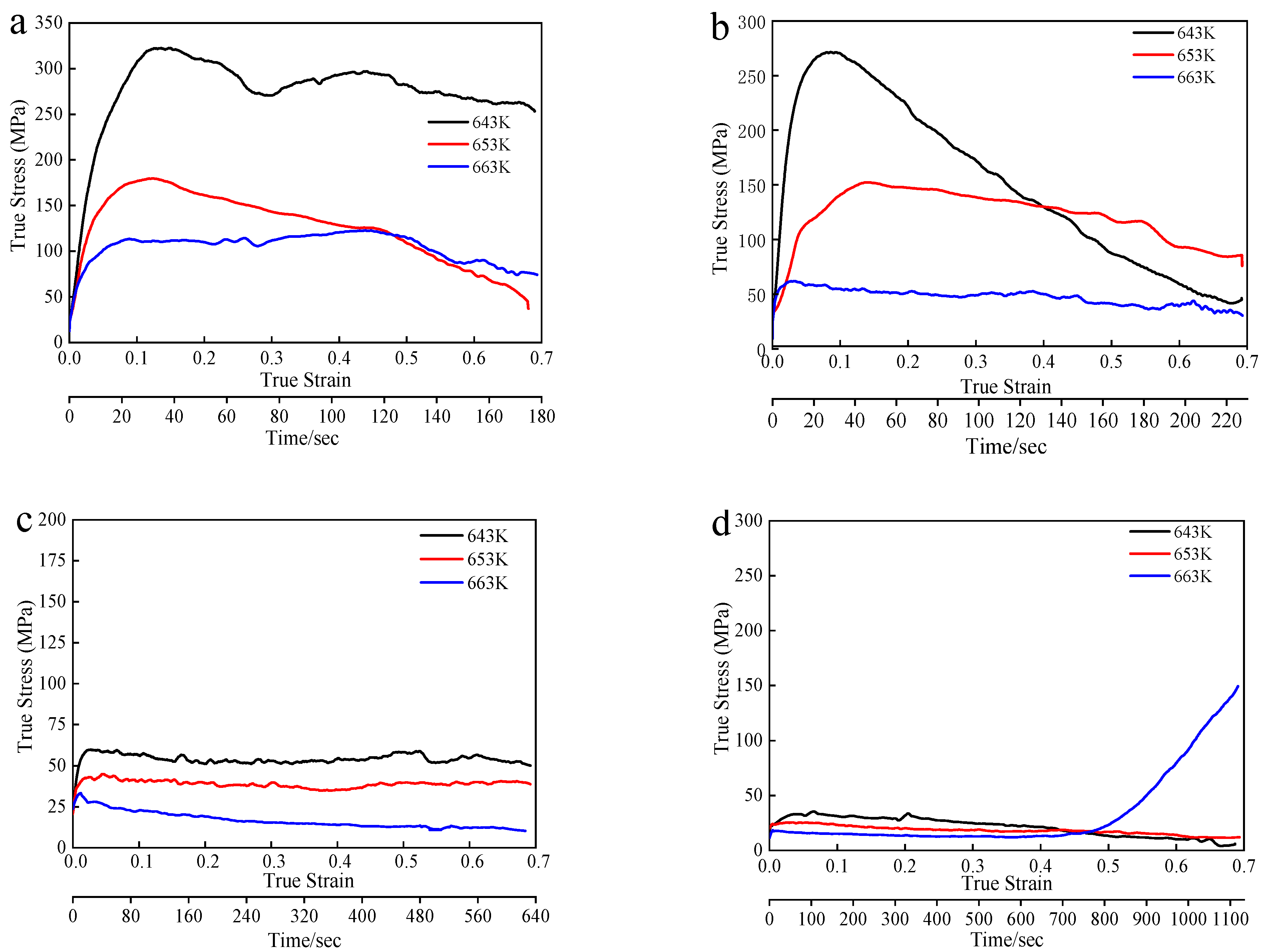
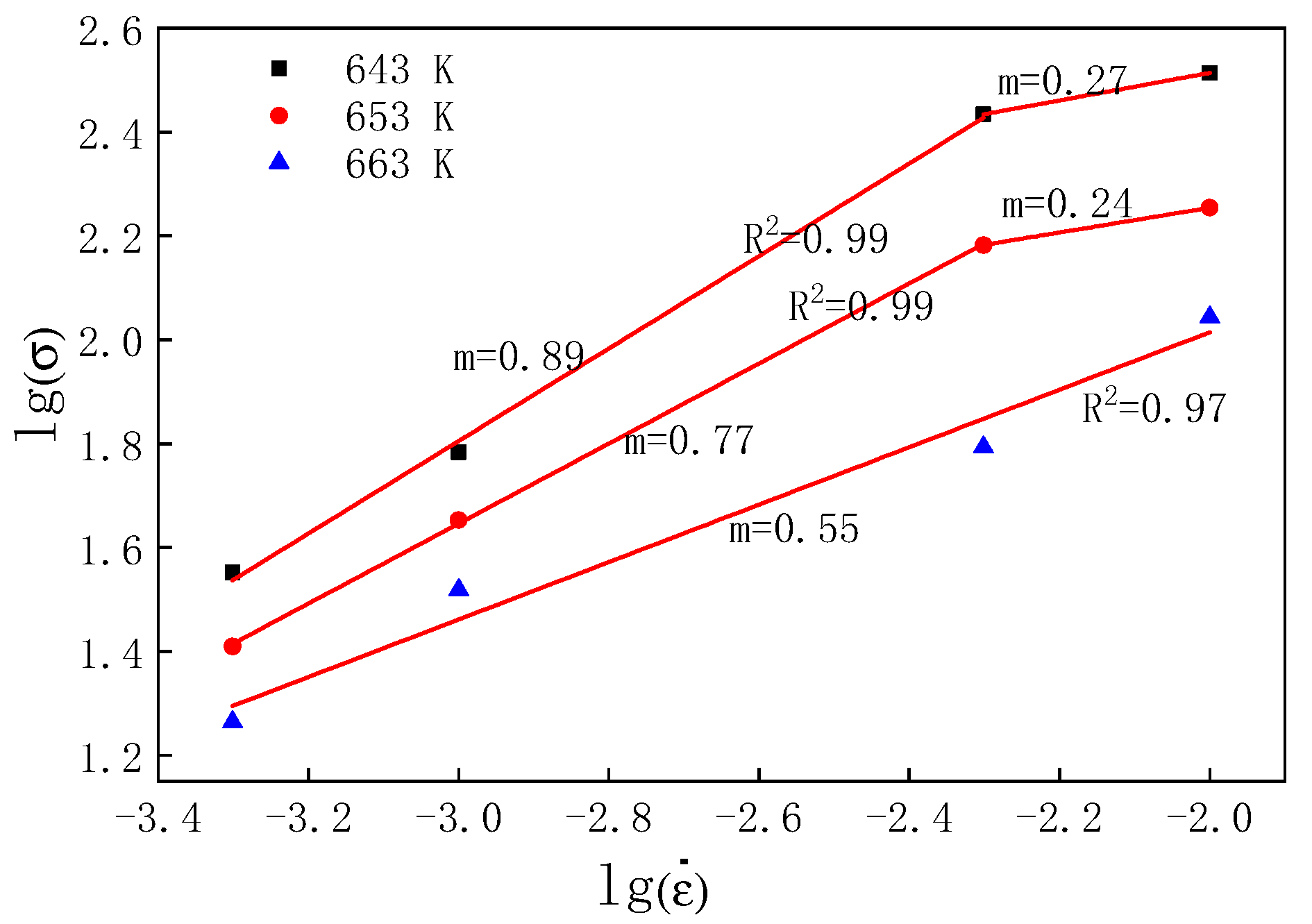
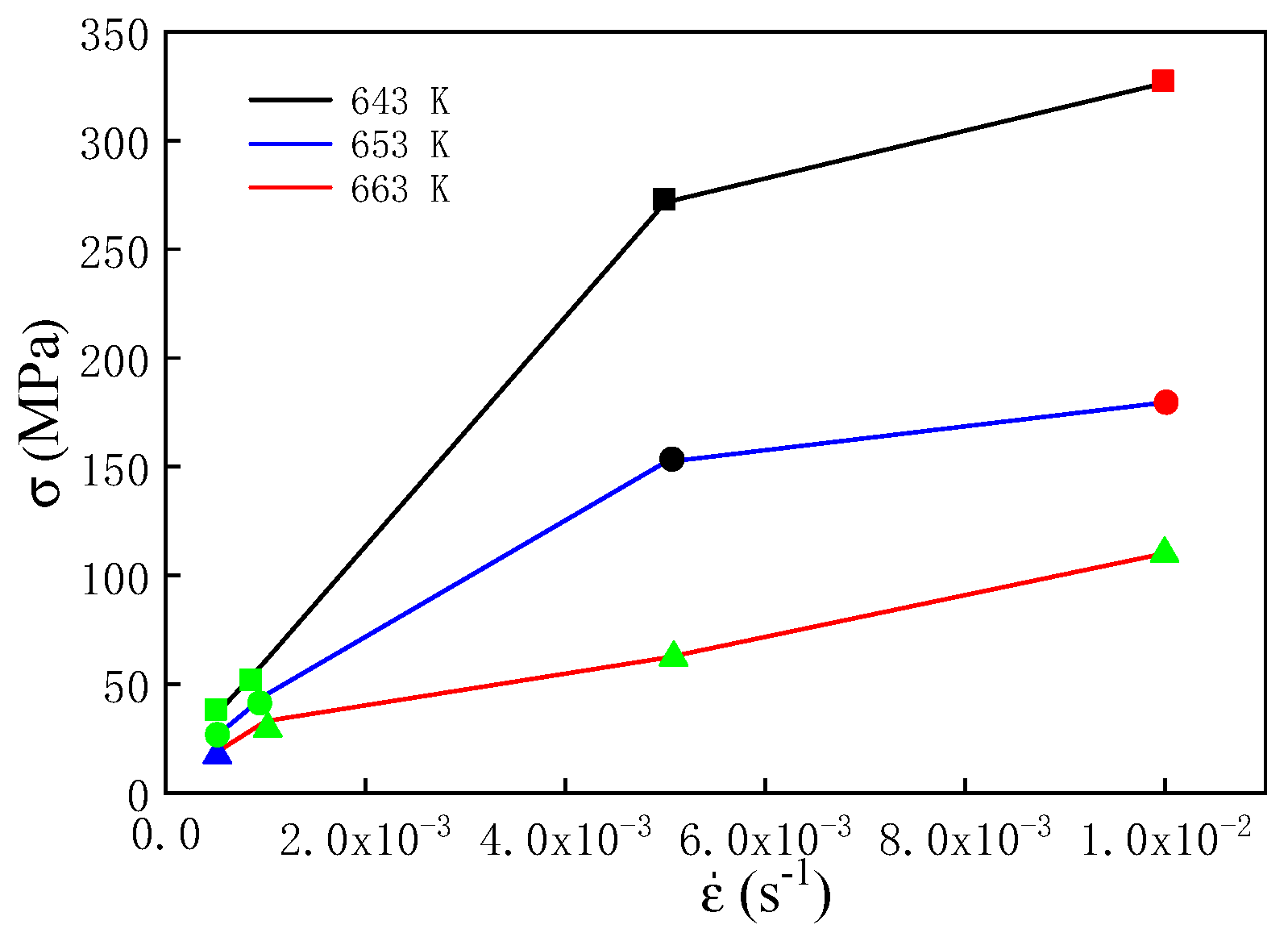
- The flow behavior of the BMGs compressed in the supercooled liquid region seriously depended on the strain rate and temperature. The flow stress of the BMGs increased with the increase in the strain rate and decrease in temperature. Furthermore, the flow behavior of the BMGs transformed from Newtonian fluid to non-Newtonian fluid with the increase in the strain rate and the decrease in temperature.
- (2)
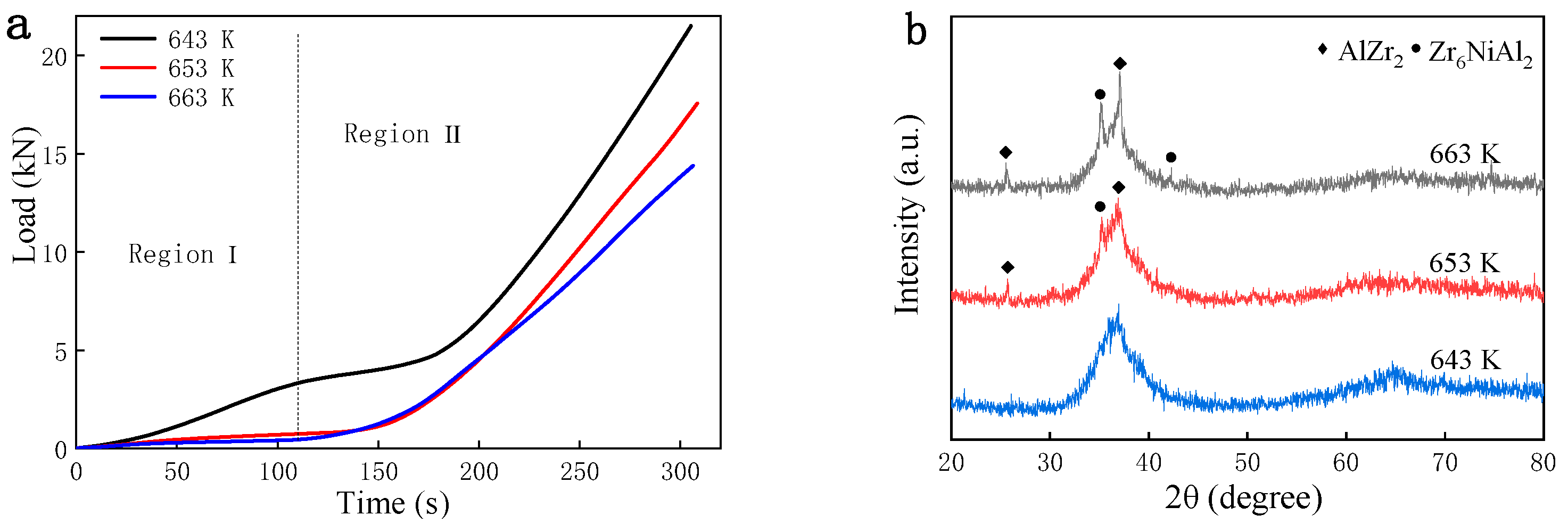
- The optimal parameters can be divided into two parts: one part is the region with a temperature of 643 K~653 K and a strain rate of 5 × 10−4 s−1~1 × 10−3 s−1; the processing efficiency of this region ranges from 0.870 to 0.919, and the stress ranges from 25.68 MPa~60.77 MPa. The other part is the region with a temperature of 663 K and a strain rate of 1 × 10−3 s−1~1 × 10−2 s−1; the processing efficiency in this region ranges from 0.771 to 0.906, and the stress ranges from 33.36 MPa to 110.23 MPa.
- (3)
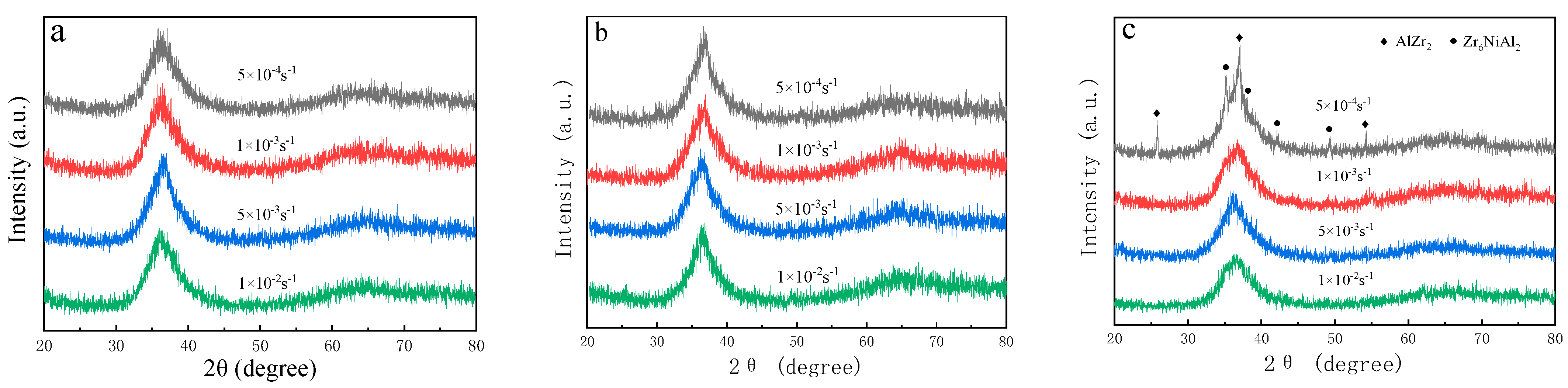
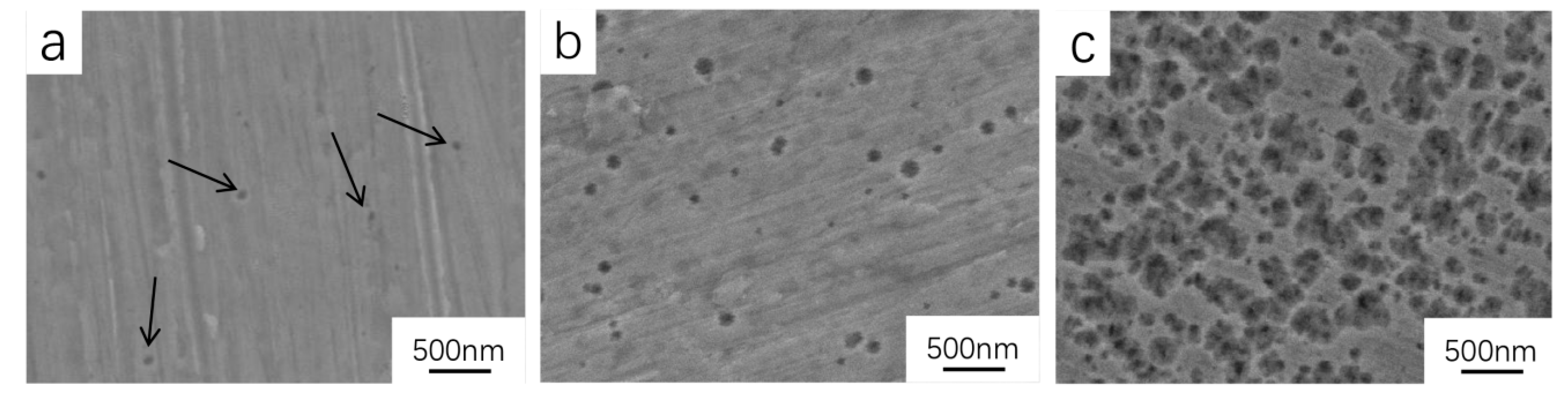
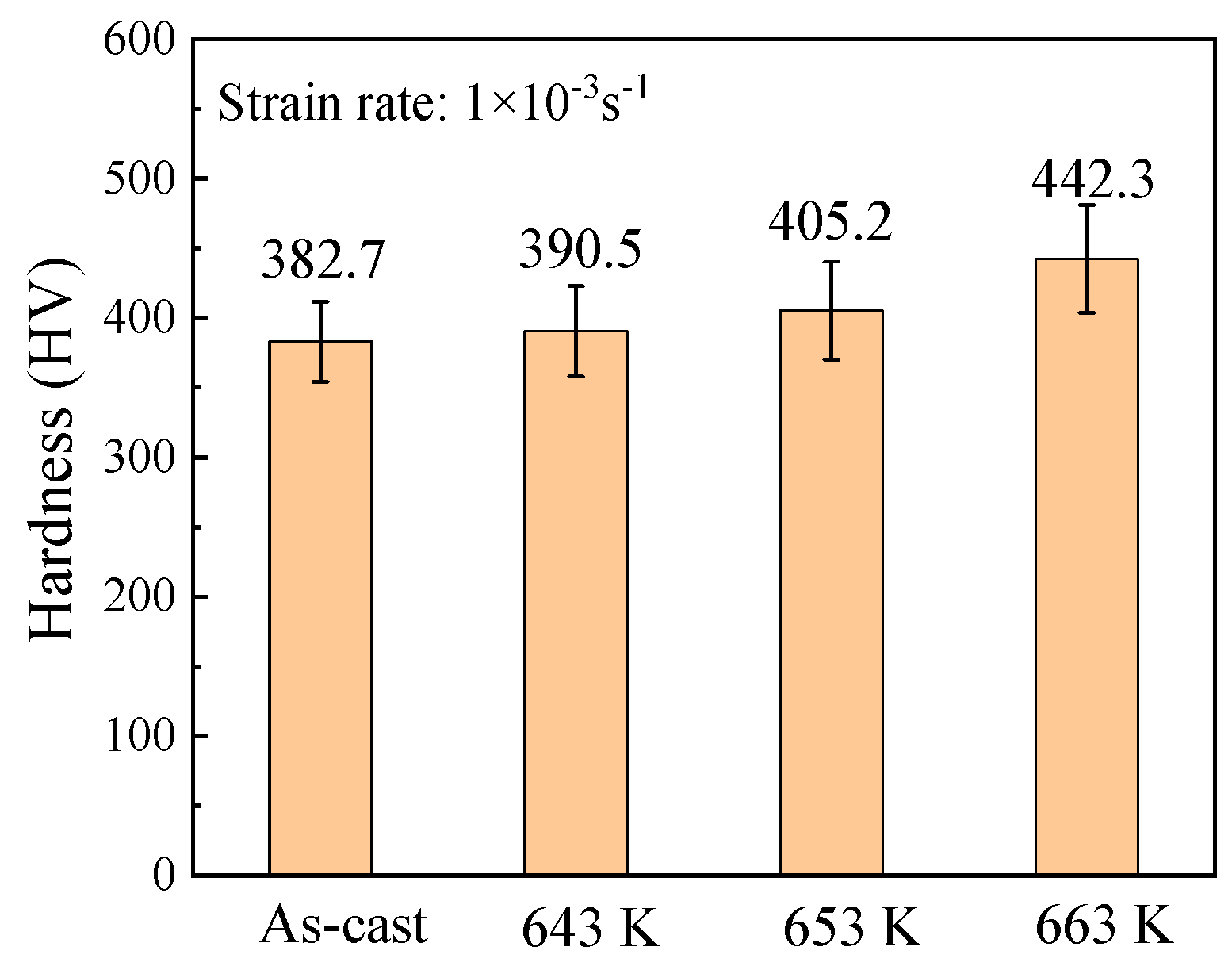
- Gears were extruded under a constant strain rate of 1 × 10−3 s−1 and at different temperatures. In particular, the gear extruded under the strain rate of 1 × 10−3 s−1 at 653 K exhibits the perfect shape. Microstructure investigation showed that crystallization happened in the superplastic-forming process for all three samples extruded under different parameters, and the number and size of the crystals increased with the increase in forming temperature. Furthermore, the microhardness of the gears increased compared to the as-cast sample due to crystallization and the annihilation of the free volume.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lai, L.M.; Ding, K.L.; Liu, T.H.; Chen, Y.X.; Guo, S.F. Ternary Co-W-B bulk metallic glasses with ultrahigh strength. J. Non-Cryst. Solids 2020, 544, 120194. [Google Scholar] [CrossRef]
- Jiang, X.F.; Song, J.J.; Fan, H.Z.; Su, Y.F.; Zhang, Y.S. Sliding friction and wear mechanisms of Cu36Zr48Ag8Al8 bulk metallic glass under different sliding conditions: Dry sliding, deionized water, and NaOH corrosive solutions. Tribol. Int. 2020, 146, 106211. [Google Scholar] [CrossRef]
- Lin, B.Z.; Yang, K.H.; Bao, X.G.; Liu, J.L.; Guo, Q.H.; Zhang, L.; Wang, Q.T.; Hua, N.B. Enhanced wear, corrosion, and corrosive-wear resistance of the biocompatible Ti-based bulk metallic glass by oxidation treatment. J. Non-Cryst. Solids 2022, 576, 121231. [Google Scholar] [CrossRef]
- Zhang, X.Y.; Yuan, Z.Z.; Feng, X.L.; Cui, L.Z.; Li, D.X. Homogeneous viscous flow behavior of a Cu-Zr based bulk metallic glass composites. Mater. Sci. Eng. A 2015, 620, 352–358. [Google Scholar] [CrossRef]
- Zhang, X.Y.; Yuan, Z.Z.; Feng, X.L.; Cui, L.Z.; Li, D.X. Isothermal nanocrystallization behavior of bulk metallic glass composites in supercooled liquid region. Rare Met. 2017, 36, 919–924. [Google Scholar] [CrossRef]
- Wen, S.; Dai, C.Y.; Mao, W.G.; Zhao, Y.; Han, G.F.; Wang, X.M. Effects of Ag and Co microalloying on glass-forming abilities and plasticity of Cu-Zr-Al based bulk metallic glasses. Mater. Des. 2022, 220, 110896. [Google Scholar] [CrossRef]
- Ryu, W.H.; Kim, K.J.; Yoo, G.H.; Park, E.S. Alloy design strategy to improve fluidity of Zr-based bulk metallic glass for near-net-shape manufacturing. J. Alloys Compd. 2022, 896, 162680. [Google Scholar] [CrossRef]
- Gong, P.; Wang, S.; Liu, Z.; Chen, W.; Li, N.; Wang, X.Y.; Yao, K.F. Lightweight Ti-based bulk metallic glasses with superior thermoplastic formability. Intermetallics 2018, 98, 54–59. [Google Scholar] [CrossRef]
- Zhang, W.J.; Tao, P.J.; Chen, Y.G.; Si, J.F.; Huang, Z.H.; Zhu, K.S.; Yang, Y.Z. Study on isothermal crystallization kinetics of Zr55.7Cu22.4Ni7.2Al14.7 bulk amorphous alloy. Sci. Rep. 2022, 12, 5060. [Google Scholar] [CrossRef]
- Cheng, S.R.; Zhu, J.H.; Shen, J.; Wei, X.S. Effects of yttrium addition on thermoplastic formability of Zr-Cu-Ni-Al amorphous alloy under non-isothermal condition. J. Alloys Compd. 2021, 872, 159684. [Google Scholar] [CrossRef]
- Lyubenova, L.; Rangelova, V.; Spassova, M.; Spassov, T. Glass forming ability of Zr-based Zr-Cu-Ni-Al-(Ag) alloys. J. Therm. Anal. Calorim. 2023, 148, 3975–3980. [Google Scholar] [CrossRef]
- Zhou, Y.Z.; Zhao, L.; Qu, Y.W.; Hu, L.W.; Qi, L.; Qu, F.S.; He, S.X.; Liu, X. Effect of Yttrium Doping on Glass-Forming Ability, Thermal Stability, and Corrosion Resistance of Zr50.7Cu28Ni9Al12.3 Bulk Metallic Glass. Metals 2023, 13, 521. [Google Scholar] [CrossRef]
- Ding, Z.Y.; Song, Y.X.; Ma, Y.; Huang, X.W.; Zhang, T.H. Nanoindentation Investigation on the Size-Dependent Creep Behavior in a Zr-Cu-Ag-Al Bulk Metallic Glass. Metals 2019, 9, 613. [Google Scholar] [CrossRef]
- Prabhu, Y.; Vincent, S.; Manulal, S.; Nair, A.; Bhatt, J. Cu-Zr-Ti-Al metallic glass: Thermodynamic prediction, synthesis, and biocorrosion studies. Phys. B Condens. Matter 2021, 609, 412918. [Google Scholar] [CrossRef]
- Prabhu, Y.; Jain, A.; Vincent, S.; Ryu, W.H.; Park, E.S.; Kumar, R.; Bagde, A.D.; Bhatt, J. Compositional design and in vitro investigation on novel Zr-Co-Cu-Ti metallic glass for biomedical applications. Intermetallics 2022, 150, 107692. [Google Scholar] [CrossRef]
- Li, J.L.; Li, C.Y.; Wang, S.P.; Wang, H.B.; Kou, S.Z. Thermal processing map and thermoplastic forming map of Zr-based bulk metallic glass in the supercooled liquid region. J. Non-Cryst. Solids 2021, 570, 121008. [Google Scholar] [CrossRef]
- Tao, P.J.; Zhu, K.S.; Long, Z.Y.; Zhang, C.H.; Zhang, W.J.; Yang, Y.Z. Strain rate response and rheological characteristics of ZrCuNiAl bulk metallic glass in supercooled liquid region. J. Non-Cryst. Solids 2023, 607, 122216. [Google Scholar] [CrossRef]
- Mei, J.N.; Soubeyroux, J.L.; Blandin, J.J.; Li, J.S.; Kou, H.C.; Fu, H.Z.; Zhou, L. Homogeneous deformation of Ti41.5Cu37.5Ni7.5Zr2.5Hf5Sn5Si1 bulk metallic glass in the supercooled liquid region. Intermetallics 2011, 19, 48–53. [Google Scholar] [CrossRef]
- Wang, C.J.; Cheng, S.R.; Ma, M.Z.; Shan, D.B.; Guo, B. A Maxwell-extreme constitutive model of Zr-based bulk metallic glass in supercooled liquid region. Mater. Des. 2016, 103, 75–83. [Google Scholar] [CrossRef]
- Song, S.M.; Liao, Y.C.; Li, T.H.; Lee, C.K.; Tsai, P.H.; Jang, J.S.C.; Huang, J.C. Thermoplastic deformation behavior of a Fe-based bulk metallic glass within the supercooled liquid region. J. Mater. Res. Technol. 2019, 8, 1907–1914. [Google Scholar] [CrossRef]
- Bae, D.H.; Lim, H.K.; Kim, S.H.; Kim, D.H.; Kim, W.T. Mechanical behavior of a bulk Cu–Ti–Zr–Ni–Si–Sn metallic glass forming nano-crystal aggregate bands during deformation in the supercooled liquid region. Acta Mater. 2002, 50, 1749–1759. [Google Scholar] [CrossRef]
- Li, M.C. Effect of Annealing on Strain Rate Sensitivity of Metallic Glass under Nanoindentation. Metals 2020, 10, 1063. [Google Scholar] [CrossRef]
- Savaedi, Z.; Motallebi, R.; Mirzadeh, H.; Malekan, M. Superplasticity of bulk metallic glasses (BMGs): A review. J. Non-Cryst. Solids 2022, 583, 121503. [Google Scholar] [CrossRef]
- Zhu, S.L.; Wang, X.M.; Qin, F.X.; Inoue, A. Influence of temperature on viscous flow deformation of Zr55Cu30Al10Ni5 bulk glassy alloy in supercooled liquid region. Intermetallics 2007, 15, 885–890. [Google Scholar] [CrossRef]
- Liu, S.S.; Hou, C.N.; Wang, E.G.; Jia, P. Plastic Rheological Behaviors of Zr61Cu25Al12Ti2 and Zr52.5Cu17.9Ni14.6Al10Ti5 Amorphous Alloys in the Supercooled Liquid Region. Acta Metall Sin. 2022, 58, 807–815. [Google Scholar]
- Seshacharyulu, K.; Mahalle, G.; Kotkunde, N.; Singh, S.K.; Naik, B.B. High temperatures deformation and formability behavior of DP590 steel: Mechanical characterization and modeling. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 472. [Google Scholar] [CrossRef]
- Ha Ryu, W.; Kim, K.J.; Kwak, M.K.; Ryu, C.W.; Park, E.S. Development of Zr-based metallic glasses to utilize thermoplastic forming processes of engineering plastics. Mater. Des. 2023, 232, 112100. [Google Scholar] [CrossRef]
- Li, C.Y.; Yin, J.F.; Ding, J.Q.; Zhu, F.P.; Xu, F.; Zhao, Y.C.; Kou, S.Z. A thermal processing map of a ZrCuNiAlEr bulk metallic glass in the supercooled liquid region. J. Mater. Sci. 2019, 54, 7246–7255. [Google Scholar] [CrossRef]
- Chen, Q.; Hu, L.; Li, M.G.; Chen, Y.; Shi, L.X.; Zhou, T.; Yang, M.B. Optimizing Process Parameters of As-Homogenized Mg-Gd-Y-Zn-Zr Alloy in Isothermal Uniaxial Compression on the Basis of Processing Maps via Prasad Criterion and Murty Criterion. J. Mater. Eng. Perform. 2022, 31, 2257–2266. [Google Scholar] [CrossRef]
- Wu, X.L.; Lan, S.; Li, X.Y.; Yang, M.; Wu, Z.D.; Wei, X.Y.; He, H.Y.; Naeem, M.; Zhou, J.; Lu, Z.P.; et al. Continuous chemical redistribution following amorphous-to-crystalline structural ordering in a Zr-Cu-Al bulk metallic glass. J. Mater. Sci. Technol. 2022, 101, 285–293. [Google Scholar] [CrossRef]
- Rezaei-Shahreza, P.; Hasani, S.; Seifoddini, A.; Nabialek, M.; Czaja, P. The crystallization process in a new multicomponent Fe-based bulk amorphous alloy: A kinetic study approach. Mater. Charact. 2023, 196, 112602. [Google Scholar] [CrossRef]
- Zhang, X.Y.; Zhang, M.; Chen, W.B.; Yuan, Z.Z. Effect of Friction Stir Welding on Bulk Metallic Glasses. J. Wuhan Univ. Technol. Sci. Ed. 2012, 36, 624–628. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Zhao, C.; Xiao, C.; Yuan, Z.; Huang, J. Superplastic Forming of Zr-Based Bulk Metallic Glasses. Metals 2024, 14, 18. https://doi.org/10.3390/met14010018
Zhang X, Zhao C, Xiao C, Yuan Z, Huang J. Superplastic Forming of Zr-Based Bulk Metallic Glasses. Metals. 2024; 14(1):18. https://doi.org/10.3390/met14010018
Chicago/Turabian StyleZhang, Xiangyun, Chenkai Zhao, Caiyun Xiao, Zizhou Yuan, and Jiankang Huang. 2024. "Superplastic Forming of Zr-Based Bulk Metallic Glasses" Metals 14, no. 1: 18. https://doi.org/10.3390/met14010018
APA StyleZhang, X., Zhao, C., Xiao, C., Yuan, Z., & Huang, J. (2024). Superplastic Forming of Zr-Based Bulk Metallic Glasses. Metals, 14(1), 18. https://doi.org/10.3390/met14010018