
The Regularities of Metal Transfer by a Nickel-Based Superalloy Tool during Friction Stir Processing of a Titanium Alloy Produced by Wire-Feed Electron Beam Additive Manufacturing

 ,
,  , , , ,
, , , , 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
- During friction stir processing of additive Ti-4Al-3V titanium alloy, a wide zone of pre-deformed material is formed in the zone in front of the tool, which is characterized by finer grains than in the stir zone. When the material is transferred behind the tool, the grain size increases due to recrystallization;
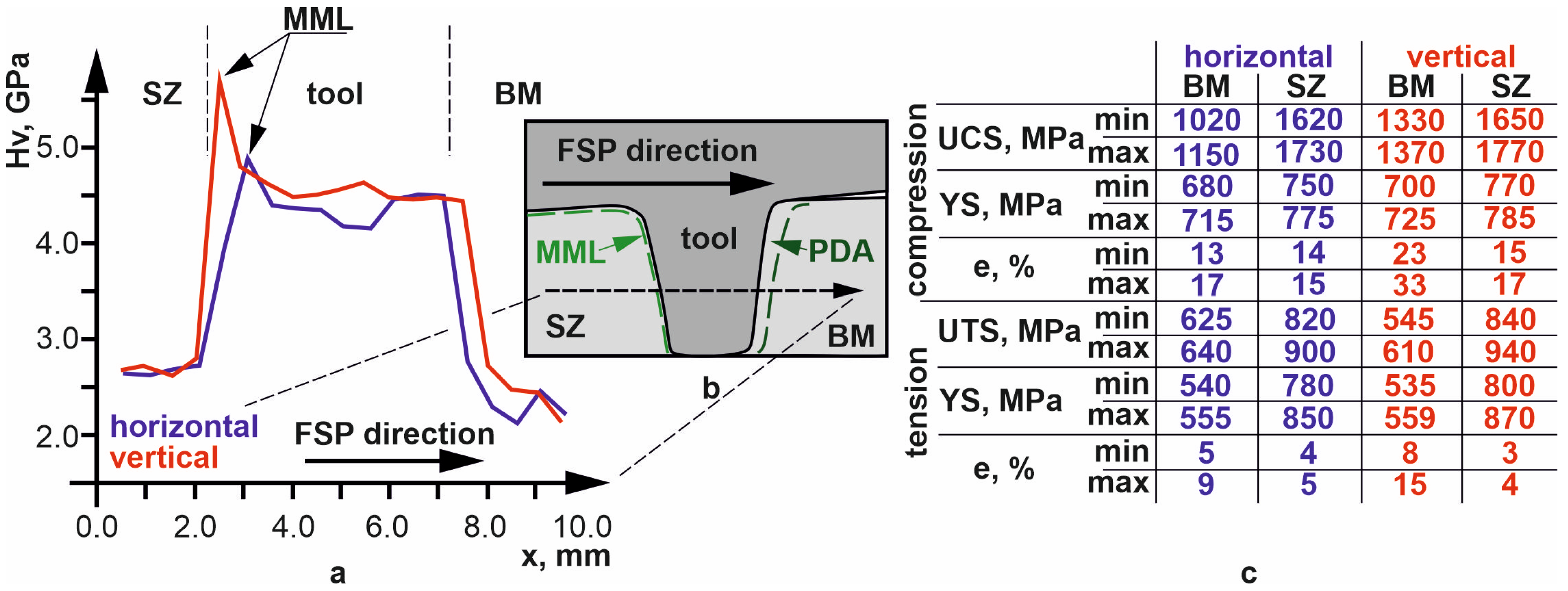
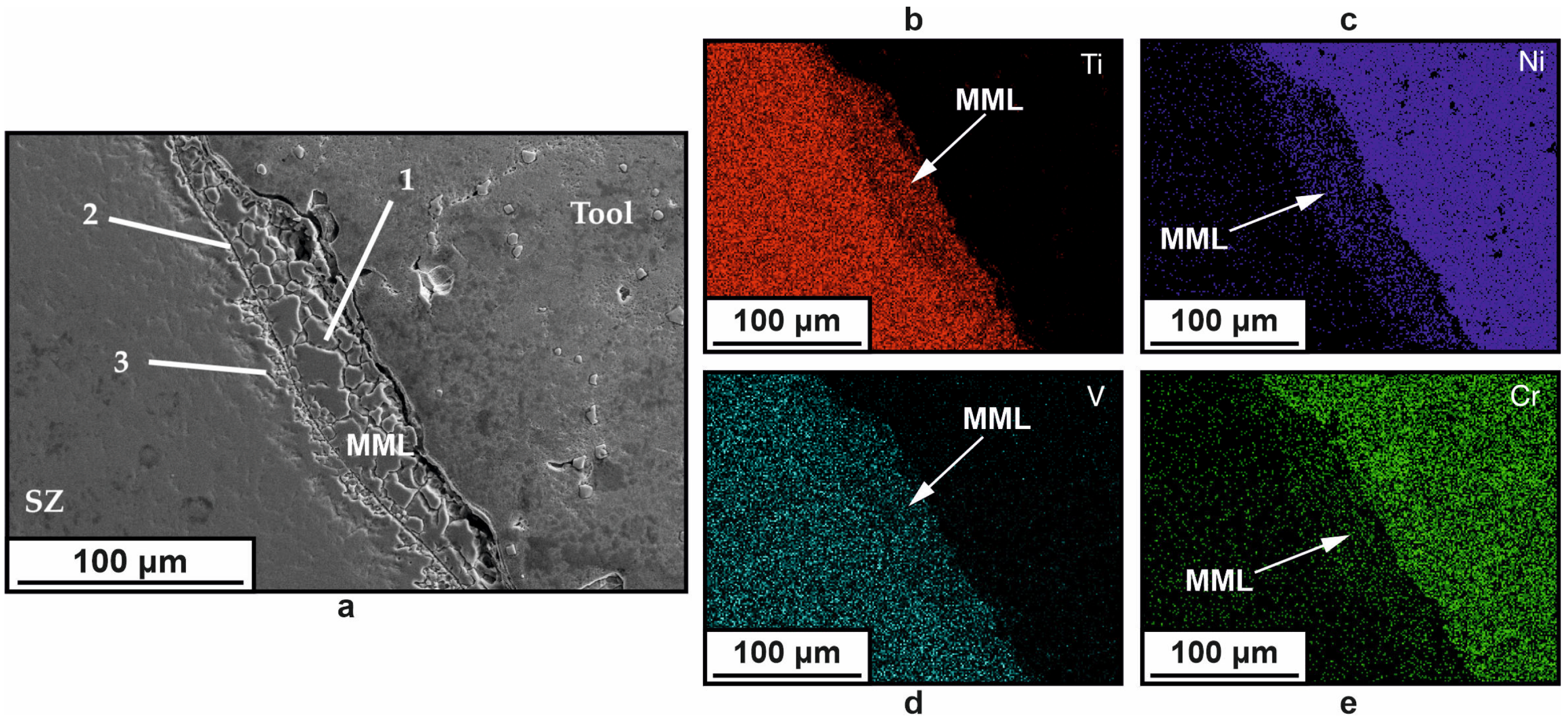
- An interface layer is formed between the tool and the workpiece, which is a layer of primary fragmented material characterized by the diffusion of chemical elements of the tool material into the body of the workpiece;
- When the tool contacts the substrate, the substrate material is transferred from the bottom to the top and is mixed into the stir zone of the titanium alloy. This material forms a layer between the tool and the workpiece and increases tool wear;
- The frequency of material transfer during friction stir processing of titanium alloy is determined by the ratio of the tool feeding speed to its rotation rate. In this case, the metal flow on each of the transfer layers is uneven, as evidenced by the different penetration of substrate fragments into the stir zone;
- Metal flow along the tool contour, visualized by the penetration of tool wear particles into the stir zone, shows tendencies to both laminar and vortex modes;
- Higher values of mechanical properties in vertical compression of the sample material resulted in more significant tool wear during processing;
- The mechanical properties of the material of the stir zone after processing are quite similar, with initially significant differences in the horizontal and vertical directions, indicating a decrease in the anisotropy of the properties of the initially additively obtained samples.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kallee, S.W. 5—Industrial Applications of Friction Stir Welding. In Friction Stir Welding; Woodhead Publishing Series in Welding and Other Joining Technologies; Lohwasser, D., Chen, Z., Eds.; Woodhead Publishing: Cambridge, UK, 2010; pp. 118–163. ISBN 978-1-84569-450-0. [Google Scholar]
- Longhurst, W.R.; Cox, C.D.; Gibson, B.T.; Cook, G.E.; Strauss, A.M.; Wilbur, I.C.; Osborne, B.E. Development of Friction Stir Welding Technologies for In-Space Manufacturing. Int. J. Adv. Manuf. Technol. 2017, 90, 81–91. [Google Scholar] [CrossRef]
- Burford, D.; Widener, C.; Tweedy, B. Advances in Friction Stir Welding for Aerospace Applications. In Proceedings of the 6th AIAA Aviation Technology, Integration and Operations Conference (ATIO), Denver, CO, USA, 17–19 November 2003; American Institute of Aeronautics and Astronautics: Reston, VA, USA, 25 September 2006. [Google Scholar]
- Liu, H.J.; Zhou, L.; Huang, Y.X.; Liu, Q.W. Study of the Key Issues of Friction Stir Welding of Titanium Alloy. Mater. Sci. Forum 2010, 638–642, 1185–1190. [Google Scholar] [CrossRef]
- Nguyen, H.D.; Pramanik, A.; Basak, A.K.; Dong, Y.; Prakash, C.; Debnath, S.; Shankar, S.; Jawahir, I.S.; Dixit, S.; Buddhi, D. A Critical Review on Additive Manufacturing of Ti-6Al-4V Alloy: Microstructure and Mechanical Properties. J. Mater. Res. Technol. 2022, 18, 4641–4661. [Google Scholar] [CrossRef]
- Hrabe, N.; Gnäupel-Herold, T.; Quinn, T. Fatigue Properties of a Titanium Alloy (Ti-6Al-4V) Fabricated via Electron Beam Melting (EBM): Effects of Internal Defects and Residual Stress. Int. J. Fatigue 2017, 94, 202–210. [Google Scholar] [CrossRef]
- Carroll, B.E.; Palmer, T.A.; Beese, A.M. Anisotropic Tensile Behavior of Ti-6Al-4V Components Fabricated with Directed Energy Deposition Additive Manufacturing. Acta Mater. 2015, 87, 309–320. [Google Scholar] [CrossRef]
- Lopez-Castaño, S.; Emile, P.; Archambeau, C.; Pettinari-Sturmel, F.; Douin, J. Main Microstructural Characteristics of Ti-6Al-4V Components Produced via Electron Beam Additive Manufacturing (EBAM) BT. In Proceedings of the TMS 2021 150th Annual Meeting & Exhibition, Virtual, 15–18 March 2021; Supplemental Proceedings; Springer International Publishing: Cham, Switzerland, 2021; pp. 176–188. [Google Scholar]
- Manjunath, A.; Anandakrishnan, V.; Ramachandra, S.; Parthiban, K.; Sathish, S. Investigations on the Effect of Build Orientation on the Properties of Wire Electron Beam Additive Manufactured Ti-6Al-4V Alloy. Mater. Today Commun. 2022, 33, 104204. [Google Scholar] [CrossRef]
- Panin, A.V.; Kazachenok, M.S.; Panin, S.V.; Berto, F. Scale levels of quasi-static and dynamic fracture behavior of Ti-6Al-4V parts built by various additive manufacturing methods. Theor. Appl. Fract. Mech. 2020, 110, 102781. [Google Scholar]
- Panin, A.; Martynov, S.; Kazachenok, M.; Kazantseva, L.; Bakulin, A.; Kulkova, S.; Perevalova, O.; Sklyarova, E. Effects of Water Cooling on the Microstructure of Electron Beam Additive Manufactured Ti-6Al-4V. Metals 2021, 11, 1742. [Google Scholar] [CrossRef]
- Hoefer, K.; Nitsche, A.; Haelsig, A.; Mayr, P. Manufacturing of Titanium Components with 3DPMD. Metals 2019, 9, 562. [Google Scholar] [CrossRef]
- Baufeld, B.; Brandl, E.; van der Biest, O. Wire Based Additive Layer Manufacturing: Comparison of Microstructure and Mechanical Properties of Ti-6Al-4V Components Fabricated by Laser-Beam Deposition and Shaped Metal Deposition. J. Mater. Process. Technol. 2011, 211, 1146–1158. [Google Scholar] [CrossRef]
- Rafieazad, M.; Mohammadi, M.; Gerlich, A.; Nasiri, A. Enhancing the Corrosion Properties of Additively Manufactured AlSi10Mg Using Friction Stir Processing. Corros. Sci. 2021, 178, 109073. [Google Scholar] [CrossRef]
- Yang, T.; Wang, K.; Wang, W.; Peng, P.; Huang, L.; Qiao, K.; Jin, Y. Effect of Friction Stir Processing on Microstructure and Mechanical Properties of AlSi10Mg Aluminum Alloy Produced by Selective Laser Melting. JOM 2019, 71, 1737–1747. [Google Scholar] [CrossRef]
- Singh, A.K.; Ratrey, P.; Astarita, A.; Franchitti, S.; Mishra, A.; Arora, A. Enhanced cytocompatibility and mechanical properties of electron beam melted Ti-6Al-4V by friction stir processing. J. Manuf. Process 2021, 72, 400–410. [Google Scholar] [CrossRef]
- Singh, A.K.; Kumar, B.; Jha, K.; Astarita, A.; Squillace, A.; Franchitti, S.; Arora, A. Friction stir welding of additively manufactured Ti-6Al-4V: Microstructure and mechanical properties. J. Am. Acad. Dermatol. 2020, 277, 116433. [Google Scholar] [CrossRef]
- Kalinenko, A.; Dolzhenko, P.; Malopheyev, S.; Shishov, I.; Mishin, V.; Mironov, S.; Kaibyshev, R. Microstructural Evolution and Material Flow during Friction Stir Welding of 6013 Aluminum Alloy Studied by the Stop-Action Technique. Metals 2023, 13, 1342. [Google Scholar] [CrossRef]
- Pfeiffer, C.; Weinberger, T.; Schröttner, H.; Mitsche, S.; Enzinger, N. Investigation of Friction Stir Welding of Stainless Steel Using a Stop-Action-Technique. In THERMEC 2011 Supplement; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2012; Volume 409, pp. 293–298. [Google Scholar]
- Prangneill, P.B.; Heason, C.P. Grain structure formation during friction stir welding observed by the stop action technique. Acta Mater. 2005, 318, 130–134. [Google Scholar] [CrossRef]
- Tarasov, S.Y.; Rubtsov, V.E.; Kolubaev, E.A. A Proposed Diffusion-Controlled Wear Mechanism of Alloy Steel Friction Stir Welding (FSW) Tools Used on an Aluminum Alloy. Wear 2014, 318, 130–134. [Google Scholar] [CrossRef]
- Zykova, A.; Vorontsov, A.; Chumaevskii, A.; Gurianov, D.; Gusarova, A.; Kolubaev, E.; Tarasov, S. Structural Evolution of Contact Parts of the Friction Stir Processing Heat-Resistant Nickel Alloy Tool Used for Multi-Pass Processing of Ti-6Al-4V/(Cu+Al) System. Wear 2022, 488–489, 204138. [Google Scholar] [CrossRef]
- Kuznetsov, V.P.; Tarasov, S.Y.; Dmitriev, A.I. Nanostructuring burnishing and subsurface shear instability. J. Mater. Process. Technol. 2015, 217, 327–335. [Google Scholar]
- Bowden, F.P.; Moore, A.J.W.; Tabor, D. The ploughing and adhesion of sliding metals. J. Appl. Phys. 1943, 14, 80–91. [Google Scholar] [CrossRef]
- Kolubaev, E.A.; Rubtsov, V.E.; Chumaevsky, A.V.; Astafurova, E.G. Micro-, Meso- and Macrostructural Design of Bulk Metallic and Polymetallic Materials by Wire-Feed Electron-Beam Additive Manufacturing. Phys. Mesomech. 2022, 25, 479. [Google Scholar]
- Du, S.; Liu, H.; Jiang, V.; Zhou, L.; Gao, F. The performance of a Co-based alloy tool in the friction stir welding of TA5 alloy. Wear 2022, 488–489, 204180. [Google Scholar] [CrossRef]
- Costa, A.M.S.; Oliveira, J.P.; Pereira, V.F.; Nunes, C.A.; Ramirez, A.J.; Tschiptschin, A.P. Ni-Based Mar-M247 Superalloy as a Friction Stir Processing Tool. J. Mater. Process. Technol. 2018, 262, 605–614. [Google Scholar] [CrossRef]
- Fall, A.; Fesharaki, M.H.; Khodabandeh, A.R.; Jahazi, M. Tool Wear Characteristics and Effect on Microstructure in Ti-6Al-4V Friction Stir Welded Joints. Metals 2016, 6, 275. [Google Scholar] [CrossRef]
- Wang, J.; Su, J.; Mishra, R.S.; Xu, R.; Baumann, J.A. Tool Wear Mechanisms in Friction Stir Welding of Ti-6Al-4V Alloy. Wear 2014, 321, 25–32. [Google Scholar] [CrossRef]
- Rai, R.; De, A.; Bhadeshia, H.K.D.H.; DebRoy, T. Review: Friction stir welding tools. Sci. Technol. Weld. Join. 2011, 16, 325–342. [Google Scholar] [CrossRef]






Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rubtsov, V.; Chumaevskii, A.; Knyazhev, E.; Utyaganova, V.; Gurianov, D.; Amirov, A.; Cheremnov, A.; Kolubaev, E. The Regularities of Metal Transfer by a Nickel-Based Superalloy Tool during Friction Stir Processing of a Titanium Alloy Produced by Wire-Feed Electron Beam Additive Manufacturing. Metals 2024, 14, 105. https://doi.org/10.3390/met14010105
Rubtsov V, Chumaevskii A, Knyazhev E, Utyaganova V, Gurianov D, Amirov A, Cheremnov A, Kolubaev E. The Regularities of Metal Transfer by a Nickel-Based Superalloy Tool during Friction Stir Processing of a Titanium Alloy Produced by Wire-Feed Electron Beam Additive Manufacturing. Metals. 2024; 14(1):105. https://doi.org/10.3390/met14010105
Chicago/Turabian StyleRubtsov, Valery, Andrey Chumaevskii, Evgeny Knyazhev, Veronika Utyaganova, Denis Gurianov, Alihan Amirov, Andrey Cheremnov, and Evgeny Kolubaev. 2024. "The Regularities of Metal Transfer by a Nickel-Based Superalloy Tool during Friction Stir Processing of a Titanium Alloy Produced by Wire-Feed Electron Beam Additive Manufacturing" Metals 14, no. 1: 105. https://doi.org/10.3390/met14010105
APA StyleRubtsov, V., Chumaevskii, A., Knyazhev, E., Utyaganova, V., Gurianov, D., Amirov, A., Cheremnov, A., & Kolubaev, E. (2024). The Regularities of Metal Transfer by a Nickel-Based Superalloy Tool during Friction Stir Processing of a Titanium Alloy Produced by Wire-Feed Electron Beam Additive Manufacturing. Metals, 14(1), 105. https://doi.org/10.3390/met14010105