
Investigating the Origin of Non-Metallic Inclusions in Ti-Stabilized ULC Steels Using Different Tracing Techniques

 ,
,  , , ,
, , , 
Abstract
1. Introduction
2. Materials and Methods
2.1. Active Approach
2.2. Passive Approach
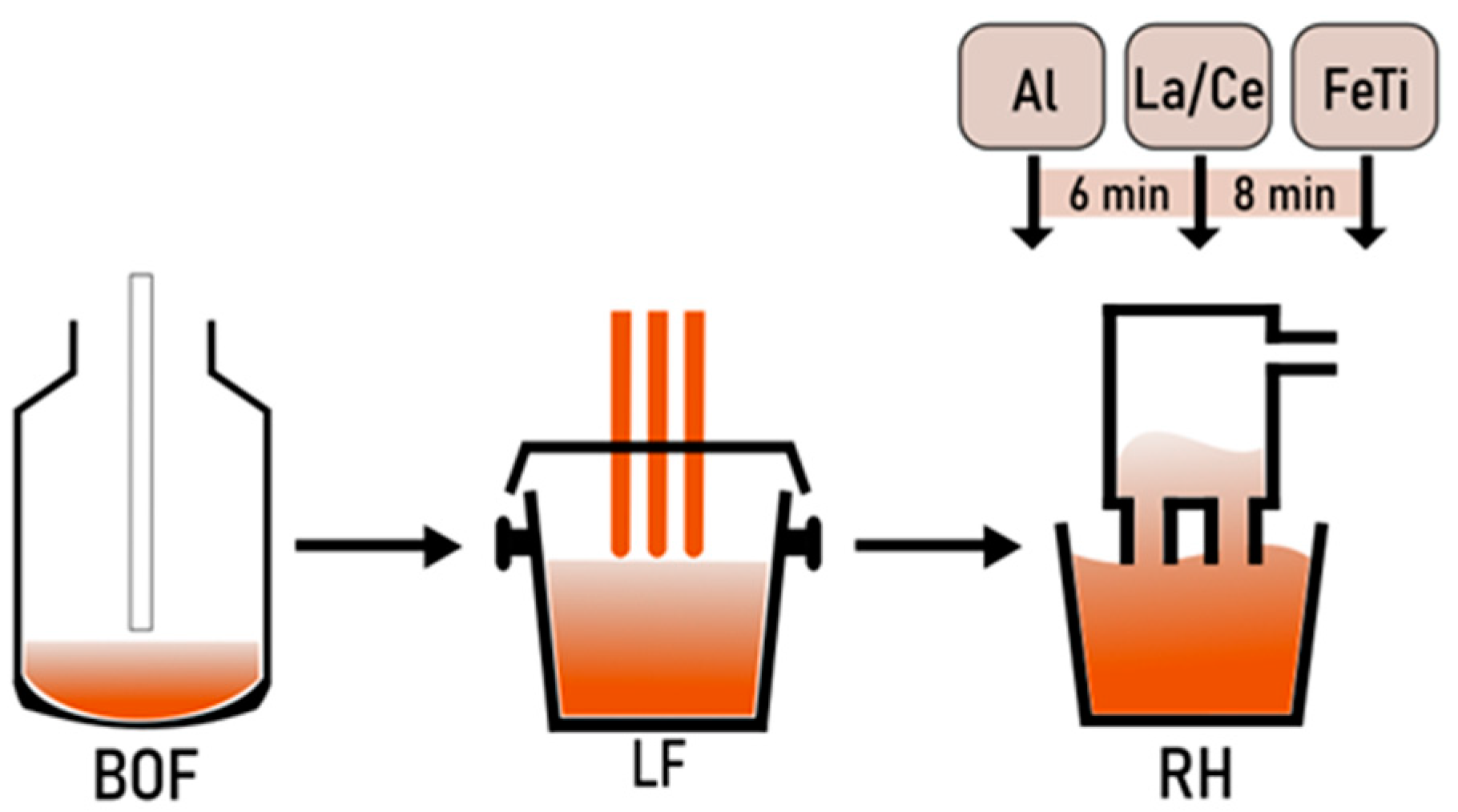
2.3. Experimental Procedure
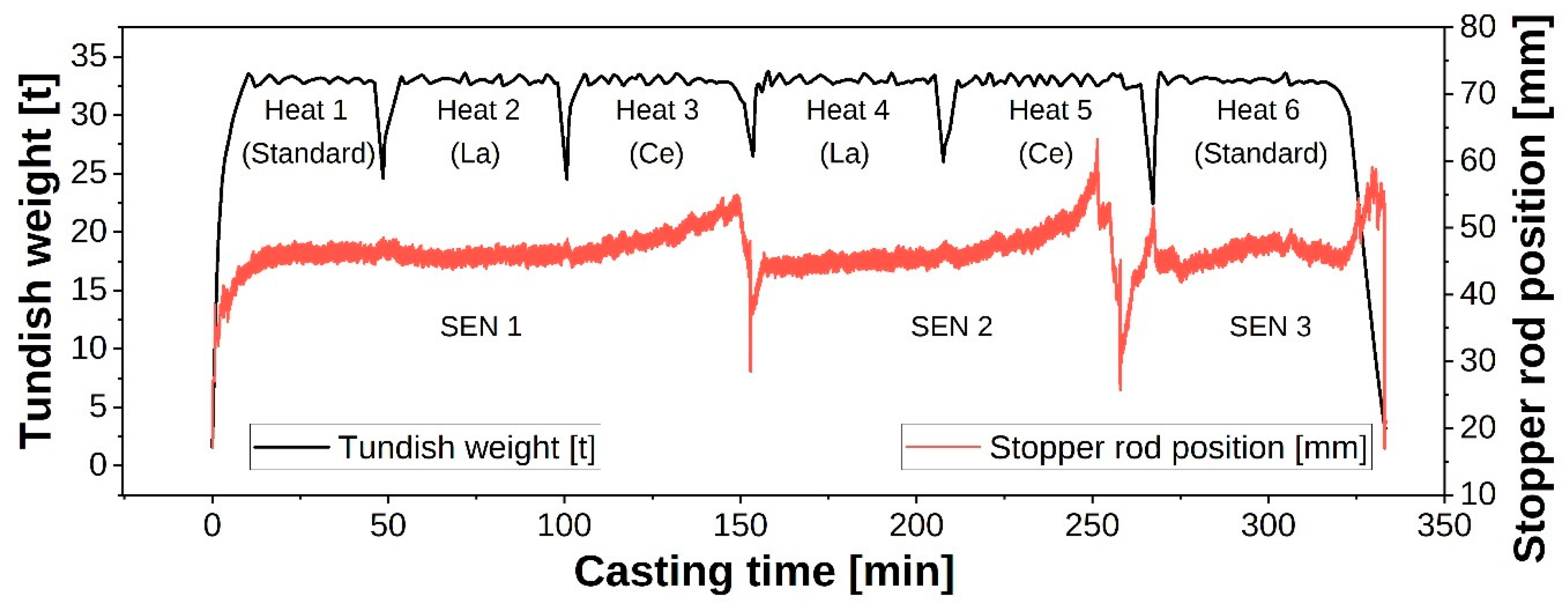
2.3.1. Tracer Trial
2.3.2. Micro-Cleanness Characterization
2.3.3. Measurements for REE Fingerprint Analysis
3. Results
3.1. Active Tracing
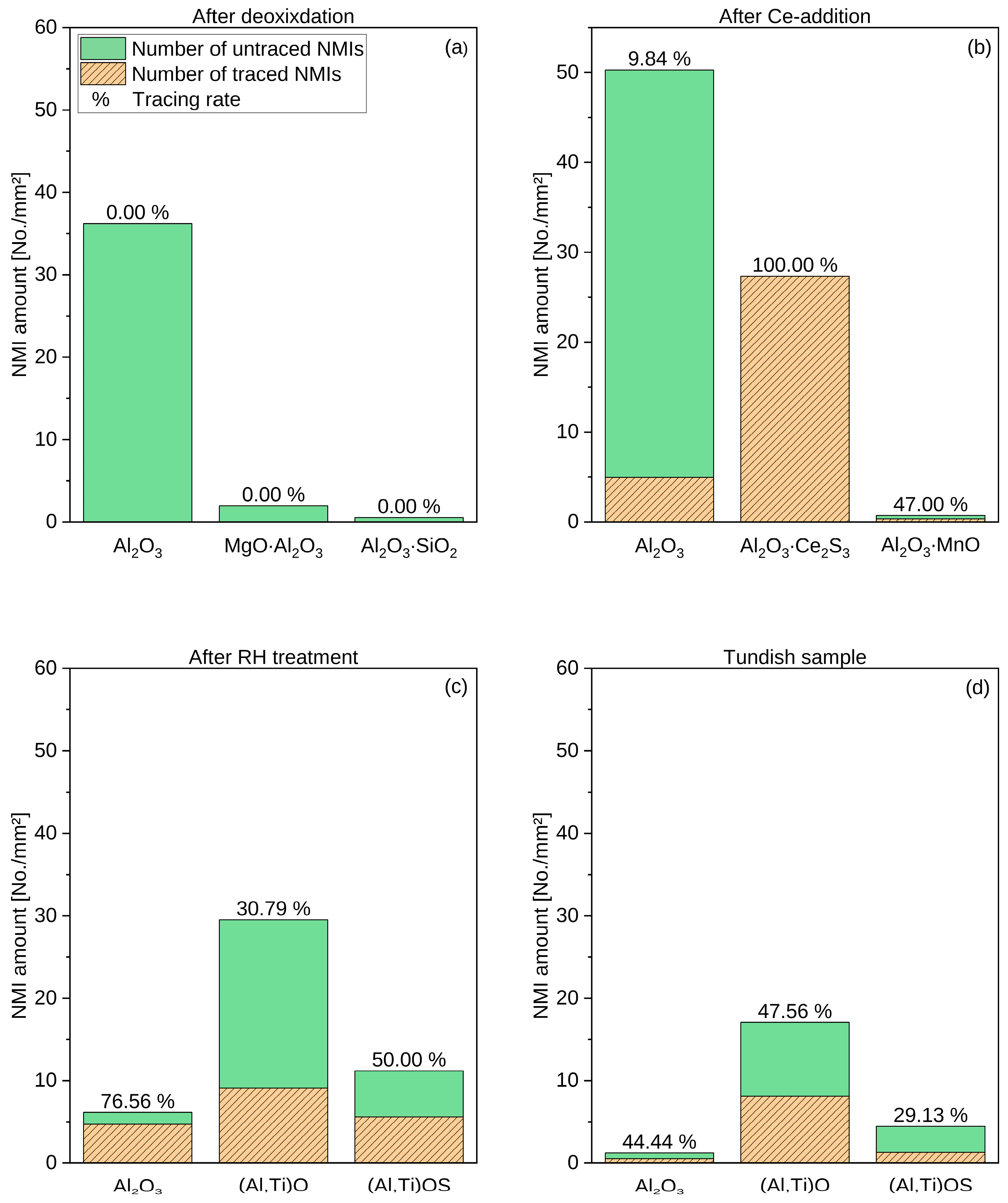
3.1.1. NMI Evaluation
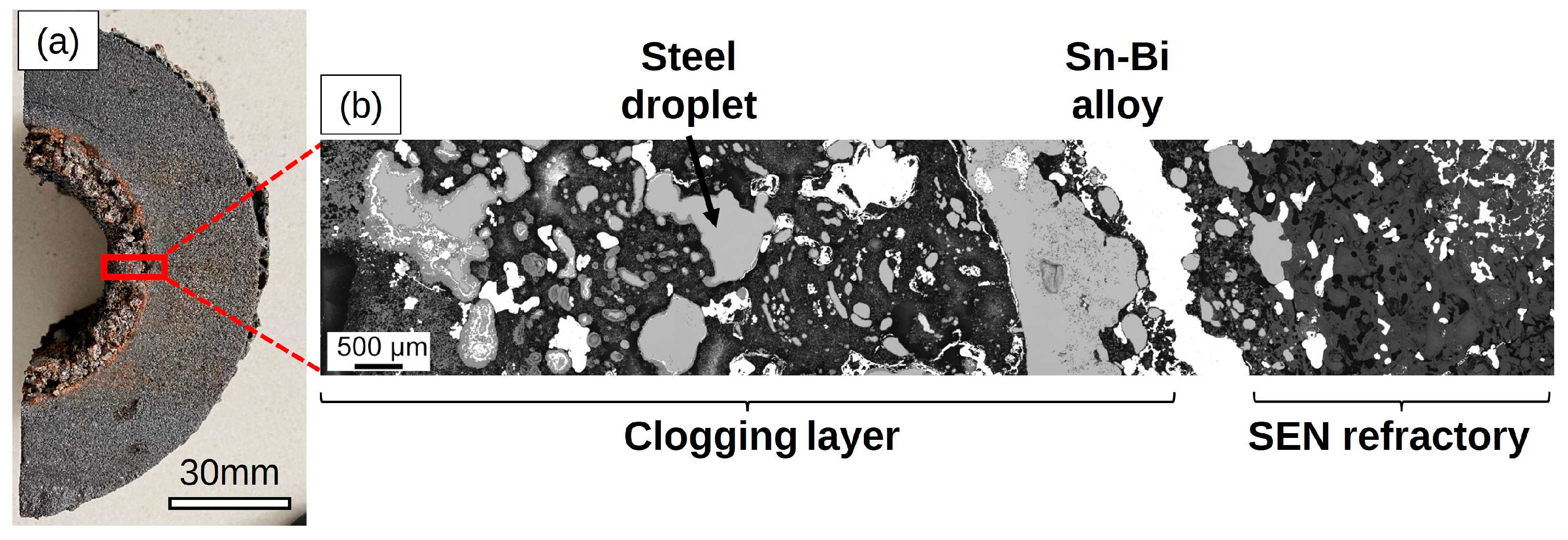
3.1.2. Clogging Layer Investigation
3.2. Passive Tracing
4. Discussion
4.1. Modification of NMIs Using REEs
4.2. Clogging Layer Investigation
4.3. Origin of Mesoscopic NMIs
5. Conclusions
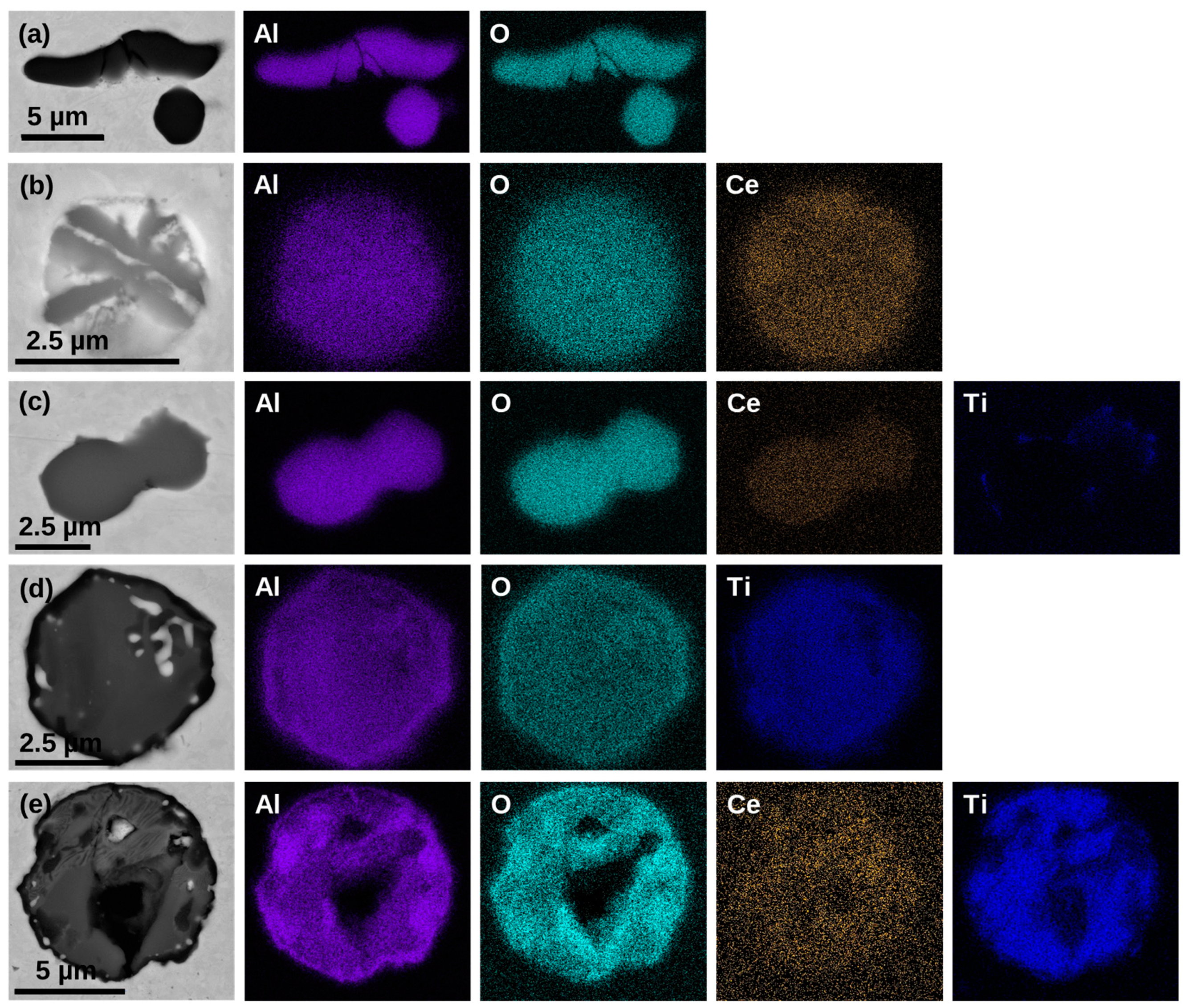
- For the active tracing method, La and Ce were directly alloyed subsequent to Al deoxidation to trace the formed alumina NMIs. The experiment was applied to the production of Ti-stabilized ULC steel on an industrial scale. The micro-cleanness evaluation over this process showed a modification of the formed alumina inclusions after deoxidation to La- or Ce-traced and untraced Al- and Ti-containing oxides in the tundish sample. The occurrence of traced AT-NMIs confirms that alumina particles formed during the deoxidation process exist in the final sample, whereas untraced AT-NMIs led us to the conclusion that new small NMIs were formed after the FeTi addition.
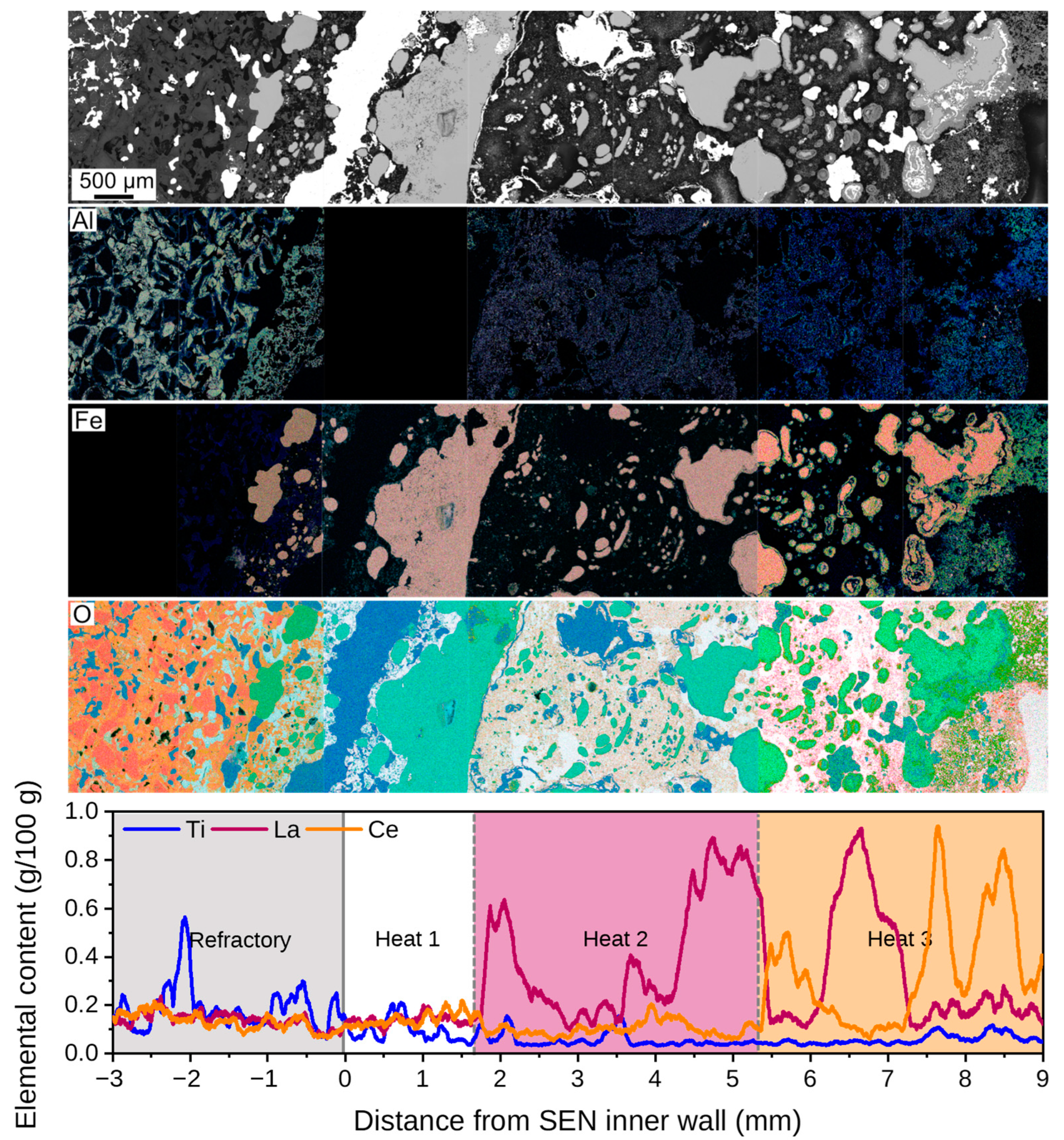
- The elemental mappings of the SEM/EDS analysis from the clogging layer highlighted only small, traced alumina parts in the clog. The detected concentrations of La and Ce varied in a low range between w = 0.2 and 0.9%, making it possible to divide the clogging layer into three sections corresponding with the three cast heats. Due to the occurrence of traced NMIs in the clog, it can be concluded that pre-existing alumina particles were involved in the layer formation.
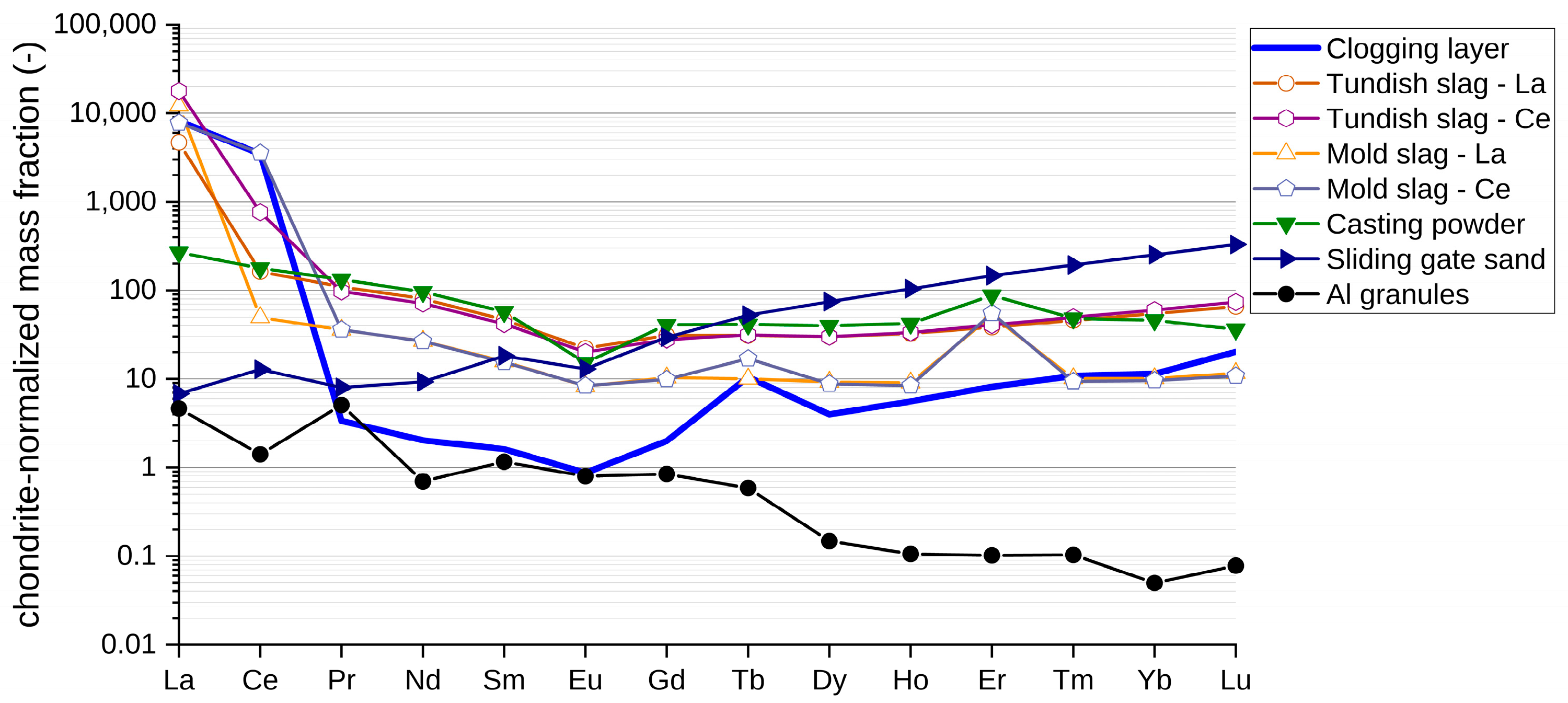
- No similarities between the clog and the investigated Al granules were found during the additional investigation of the clogging layer using the passive tracing approach since the REE concentrations in the Al granules were too low. However, according to the REE fingerprint approach, the sliding gate sand influenced the formation of the clogging layer. The detailed reaction mechanism behind the impact of the sliding gate sand on clogging is not clarified. Hence, further studies need to be conducted to answer this issue.
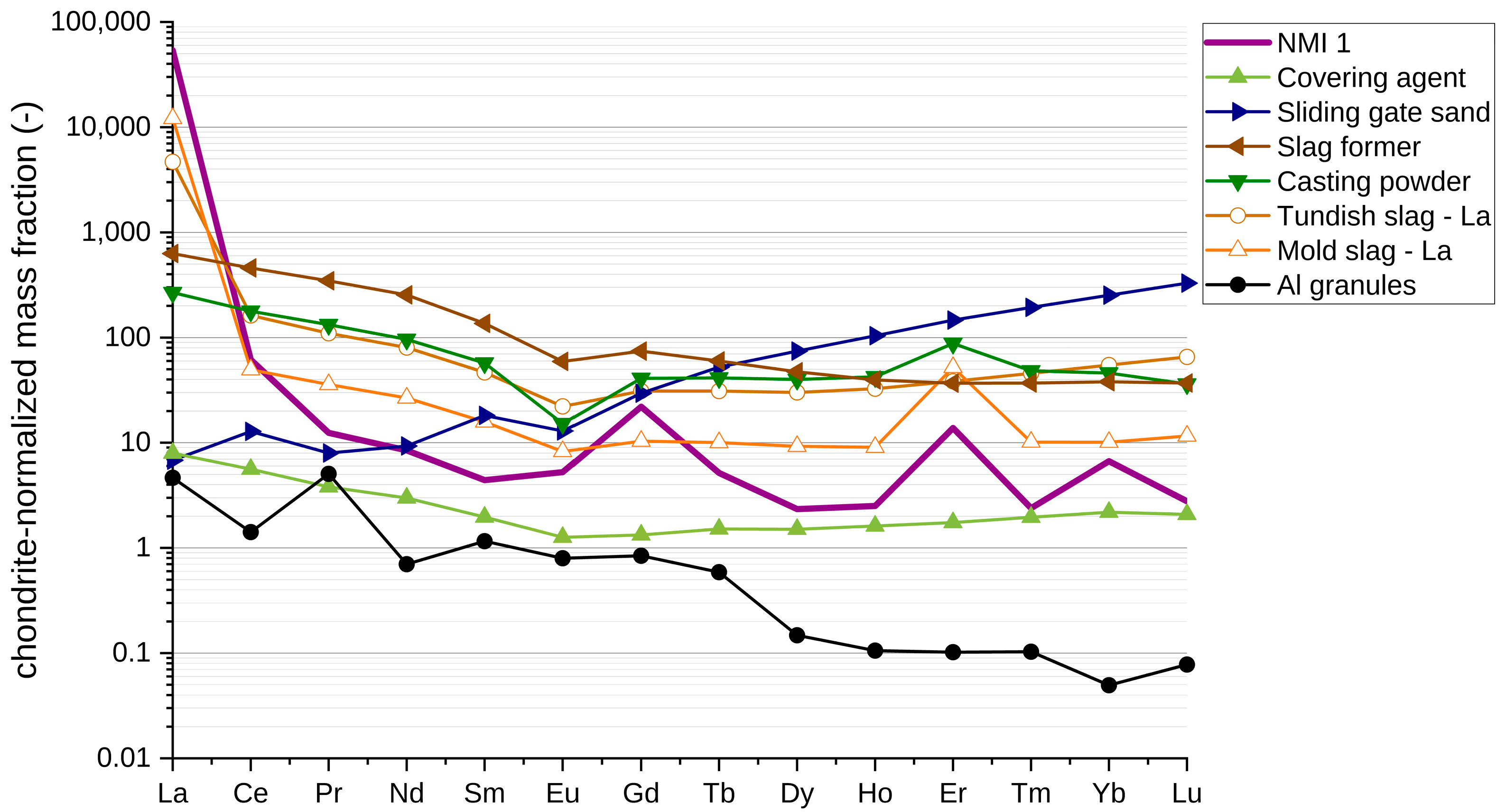
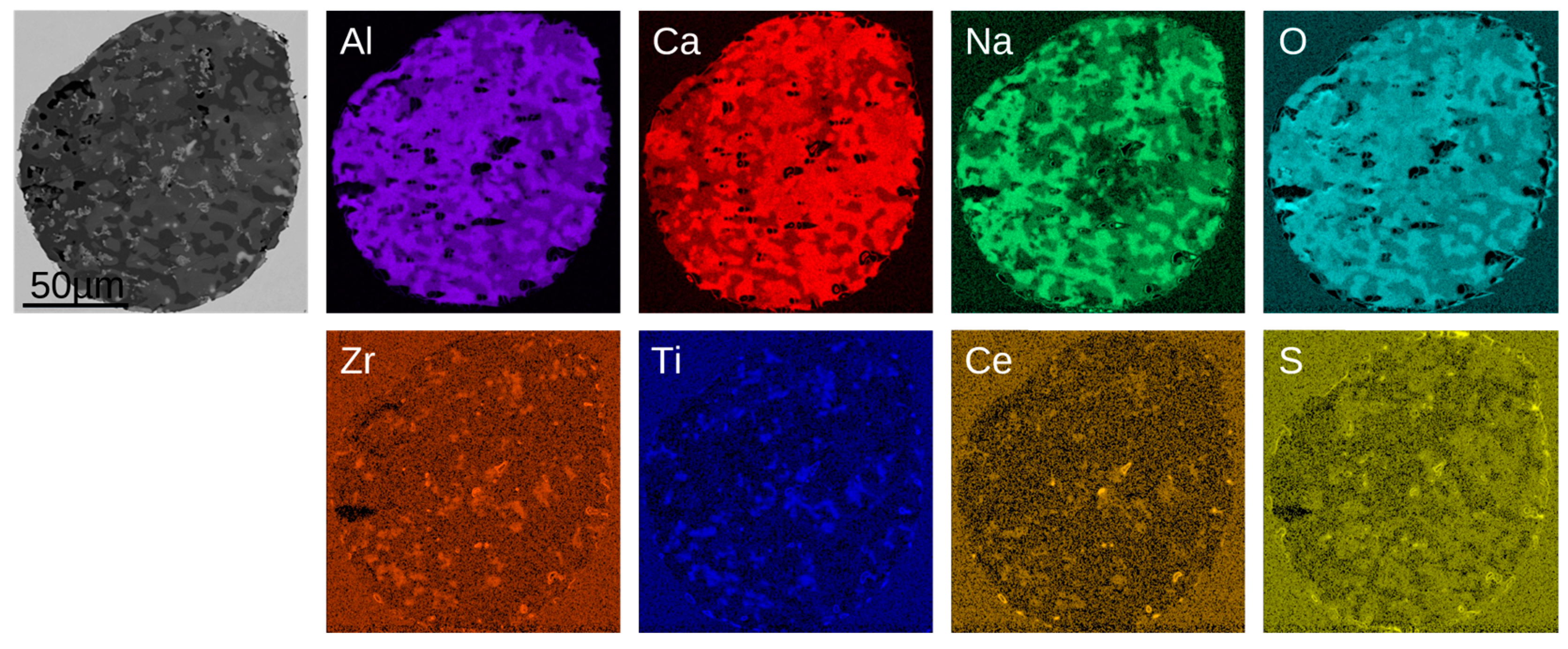
- The two investigated mesoscopic NMIs of La- and Ce-traced heats were conglomerates primarily consisting of Al-, Ca-, and Na-oxides with traces of Zr-, Ti, and La/Ce-oxides. By applying the passive tracing technique, it was determined that the casting powder and the resulting mold slags, respectively, were the sources for both NMIs.
- The REE fingerprint technique is a new approach for, e.g., identifying the source of NMIs and learning more about the origin of phenomena such as clogging during steel production. In contrast to the already-applied active tracing method, no additional element, which modifies the existing NMIs and influences their behaviors, is needed for training.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kiessling, R. Clean steel—A debatable concept. Met. Sci. 1980, 14, 161–172. [Google Scholar] [CrossRef]
- Kaushik, P.; Pielet, H.; Yin, H. Inclusion characterisation—Tool for measurement of steel cleanliness and process control: Part 1. Ironmak. Steelmak. 2009, 36, 561–571. [Google Scholar] [CrossRef]
- Burty, M.; Louis, C.; Dunand, P.; Osmont, P.; Ruby-Meyer, F.; Nadif, M.; Penet, F.; Isono, T.; Takeuchi, E.; Toh, T. Methodology of steel cleanliness assessment. Rev. Metall. 2000, 97, 775–782. [Google Scholar] [CrossRef]
- Atkinson, H.V.; Shi, G. Characterization of inclusions in clean steels: A review including the statistics of extremes methods. Prog. Mater. Sci. 2003, 48, 457–520. [Google Scholar] [CrossRef]
- Thornton, P.A. The influence of non-metallic inclusions on the mechanical properties of steel: A review. J. Mater. Sci. 1971, 6, 347–356. [Google Scholar] [CrossRef]
- Park, J.H.; Kang, Y. Inclusions in Stainless Steels—A Review. Steel Res. Int. 2017, 88, 1700130. [Google Scholar] [CrossRef]
- Kaushik, P.; Kruse, D.; Ozgu, M. Assessment of castability issues in interstitial-free (IF) steels. Rev. Metall. 2008, 105, 92–101. [Google Scholar] [CrossRef]
- Jungreithmeier, A.; Pissenberger, E.; Burgstaller, K.; Mörtl, J. Production of ULC IF Steel Grades at Voestalpine Stahl GmbH, Linz. In Proceedings of the Iron & Steel Society International Technology Conference and Exposition, Indianapolis, IN, USA, 27–30 April 2003. [Google Scholar]
- Rackers, K.G.; Thomas, B.G. Clogging in Continuous Casting Nozzles. In Proceedings of the 78th Steelmaking Conference Proceedings, Iron and Steel Society, Warrendale, PA, USA, 2–5 April 1995; pp. 723–734. [Google Scholar]
- Cui, H.; Bao, Y.P.; Wang, M.; Wu, W. Clogging behavior of submerged entry nozzles for Ti-bearing IF steel. Int. J. Miner. Metall. Mater. 2010, 17, 154–158. [Google Scholar] [CrossRef]
- Michelic, S.K.; Bernhard, C. Significance of Non-metallic Inclusions for the Clogging Phenomenon in Continuous Casting of Steel––A Review. Steel Res. Int. 2022, 93, 2200086. [Google Scholar] [CrossRef]
- Singh, S.N. Mechanism of Alumina Buildup in Tundish Nozzle during Continuous Casting of Aluminium-Killed Steels. Metall. Mater. Trans. B 1974, 5, 2165–2178. [Google Scholar] [CrossRef]
- Nadif, M.; Lehmann, J.; Burty, M.; Domgin, J.-F. Control of steel reoxidation and CC nozzle clogging: An overview. Metall. Res. Technol. 2007, 104, 493–500. [Google Scholar] [CrossRef]
- Lee, J.-H.; Kang, M.-H.; Kim, S.-K.; Kim, J.; Kim, M.-S.; Kang, Y.-B. Influence of Al/Ti Ratio in Ti-ULC Steel and Refractory Components of Submerged Entry Nozzle on Formation of Clogging Deposits. ISIJ Int. 2019, 59, 749–758. [Google Scholar] [CrossRef]
- Zhao, B.; Wu, W.; Zhi, J.; Su, C.; Zhang, J. Study on the formation mechanism of clogging layer of rare earth microalloyed Q355 steel’s submerged entry nozzle and process optimization. Ironmak. Steelmak. 2023, 50, 782–793. [Google Scholar] [CrossRef]
- Liang, W.; Li, J.; Lu, B.; Zhi, J.; Zhang, S.; Liu, Y. Analysis on clogging of submerged entry nozzle in continuous casting of high strength steel with rare earth. J. Iron Steel Res. Int. 2022, 29, 34–43. [Google Scholar] [CrossRef]
- Burty, M.; Dunand, P.; Ritt, J.P.; Soulard, H.; Blanchard, A.; Jeanne, G.; Penet, F.; Pluquet, R.; Poissonnet, I. Control of DWI steel cleanness by lanthanum tracing of deoxidation inclusions, ladle slag treatment and a methodical approach. Ironmak. Conf. Proc. 1997, 56, 711–717. [Google Scholar]
- Wang, Y.; Li, C.; Wang, L.; Xiong, X.; Chen, L.; Zhuang, C. Modification of Alumina Inclusions in SWRS82B Steel by Adding Rare Earth Cerium. Metals 2020, 10, 1696. [Google Scholar] [CrossRef]
- Ren, Q.; Zhang, L. Effect of Cerium Content on Inclusions in an Ultra-Low-Carbon Aluminum-Killed Steel. Metall. Mater. Trans. B 2020, 51, 589–600. [Google Scholar] [CrossRef]
- Pan, C.; Hu, X.; Lin, P.; Chou, K. Evolution of Inclusions after Cerium and Titanium Addition in Aluminum Deoxidized Fe-17Cr-9Ni Austenitic Stainless Steel. ISIJ Int. 2020, 60, 1878–1885. [Google Scholar] [CrossRef]
- Li, B.; Zhu, H.; Zhao, J.; Song, M.; Li, J.; Xue, Z. Effect of Rare-Earth La on Inclusion Evolution in High-Al Steel. Steel Res. Int. 2021, 93, 2100347. [Google Scholar] [CrossRef]
- Goldstein, J.I.; Newbury, D.E.; Michael, J.R.; Ritchie, N.W.; Scott, J.H.J.; Joy, D.C. Scanning Electron Microscopy and X-ray Microanalysis; Springer: New York, NY, USA, 2018; ISBN 978-1-4939-6674-5. [Google Scholar]
- Wang, Y.; Liu, C. Agglomeration Characteristics of Various Oxide Inclusions in Molten Steel Containing Rare Earth Element under Different Deoxidation Conditions. ISIJ Int. 2021, 61, 1396–1403. [Google Scholar] [CrossRef]
- Zhang, L.; Cheng, L.; Ren, Y.; Zhang, J. Effect of cerium on the wettability between 304 stainless steel and MgO–Al2O3-based lining refractory. Ceram. Int. 2020, 46, 15674–15685. [Google Scholar] [CrossRef]
- Wang, H.; Bao, Y.; Zhao, M.; Wang, M.; Yuan, X.; Gao, S. Effect of Ce on the cleanliness, microstructure and mechanical properties of high strength low alloy steel Q690E in industrial production process. Int. J. Miner. Metall. Mater. 2019, 26, 1372–1384. [Google Scholar] [CrossRef]
- Akagi, T.; Edanami, K. Sources of rare earth elements in shells and soft-tissues of bivalves from Tokyo Bay. Mar. Chem. 2017, 194, 55–62. [Google Scholar] [CrossRef]
- Danezis, G.P.; Pappas, A.C.; Zoidis, E.; Papadomichelakis, G.; Hadjigeorgiou, I.; Zhang, P.; Brusic, V.; Georgiou, C.A. Game meat authentication through rare earth elements fingerprinting. Anal. Chim. Acta 2017, 991, 46–57. [Google Scholar] [CrossRef] [PubMed]
- Su, Y.; Yang, M. Combining Rare Earth Element Analysis and Chemometric Method to Determine the Geographical Origin of Nephrite. Minerals 2022, 12, 1399. [Google Scholar] [CrossRef]
- Gallello, G.; Ferro-Vázquez, C.; Chenery, S.; Lang, C.; Thornton-Barnett, S.; Kabora, T.; Hodson, M.E.; Stump, D. The capability of rare earth elements geochemistry to interpret complex archaeological stratigraphy. Microchem. J. 2019, 148, 691–701. [Google Scholar] [CrossRef]
- Cerutti, C.; Sánchez, R.; Sánchez, C.; Ardini, F.; Grotti, M.; Todolí, J.-L. Prospect on Rare Earth Elements and Metals Fingerprint for the Geographical Discrimination of Commercial Spanish Wines. Molecules 2020, 25, 5602. [Google Scholar] [CrossRef]
- Wasson, J.T.; Kallemeyn, G.W. Compositions of chondrites. Philos. Trans. R. Soc. Lond. Ser. A Math. Phys. Sci. 1988, 325, 535–544. [Google Scholar] [CrossRef]
- Thiele, K.; Musi, R.; Ramesh Babu, S.; Michelic, S.K. Optimization of the Two- and Three-Dimensional Characterization of Rare Earth-Traced Deoxidation Products. Adv. Eng. Mater. 2023, 25, 2201748. [Google Scholar] [CrossRef]
- Wibner, S.; Antrekowitsch, H.; Meisel, T.C. Studies on the Formation and Processing of Aluminium Dross with Particular Focus on Special Metals. Metals 2021, 11, 1108. [Google Scholar] [CrossRef]
- Voncken, J. The Rare Earth Elements; Springer International Publishing: Cham, Switzerland, 2016; ISBN 978-3-319-26807-1. [Google Scholar]
- Gao, S.; Wang, M.; Guo, J.; Wang, H.; Zhi, J.; Bao, Y. Characterization Transformation of Inclusions Using Rare Earth Ce Treatment on Al-Killed Titanium Alloyed Interstitial Free Steel. Steel Res. Int. 2019, 90, 1900194. [Google Scholar] [CrossRef]
- Geng, R.; Li, J.; Shi, C. Evolution of Inclusions with Ce Addition and Ca Treatment in Al-killed Steel during RH Refining Process. ISIJ Int. 2021, 61, 1506–1513. [Google Scholar] [CrossRef]
- Basu, S.; Choudhary, S.K.; Girase, N.U. Nozzle Clogging Behaviour of Ti-bearing Al-killed Ultra Low Carbon Steel. ISIJ Int. 2004, 44, 1653–1660. [Google Scholar] [CrossRef]
- Dorrer, P.; Michelic, S.K.; Bernhard, C.; Penz, A.; Rössler, R. Study on the influence of FeTi-addition on the inclusion population in Ti-stabilized ULC steels and its consequences for SEN-clogging. Steel Res. Int. 2019, 90, 1800635. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| La | Ce | Pr | Nd | Sm | Eu | Gd | Tb | Dy | Ho | Er | Tm | Yb | Lu |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 236 | 616 | 92.9 | 457 | 149 | 56.0 | 197 | 35.5 | 245 | 54.7 | 160 | 24.7 | 159 | 24.5 |
| C | Si | Mn | P | S | Al | Ti | N | Ototal | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 0.0011 | 0.0019 | 0.1105 | 0.0091 | 0.0048 | 0.0550 | 0.0549 | 0.0035 | 0.0021 | Bal. |
| Material | Analyzing Method |
|---|---|
| Al granules | ICP-MS analysis after HCl/HNO3 digestion |
| Casting powder | ICP-MS analysis after LiBO2 fusion digestion |
| Covering agent | ICP-MS analysis after LiBO2 fusion digestion |
| Sliding gate sand | ICP-MS analysis after LiBO2 fusion digestion |
| Slag former | ICP-MS analysis after LiBO2 fusion digestion |
| Mold and tundish slags | ICP-MS analysis after LiBO2 fusion digestion |
| Clogging layer | ICP-MS analysis after LiBO2 fusion digestion |
| NMI 1 and 2 | LA-ICP-MS (point scans for 180 s) |
| Sample No. | Date of Sampling | Total No. of NMIs (No./mm²) | Three Main NMI Types | Overall Tracing Rate (%) |
|---|---|---|---|---|
| 1 | After deoxidation | 38.70 | Al2O3, MgO∙Al2O3, Al2O3∙SiO2 | - |
| 2 | After Ce addition | 105.91 | Al2O3, Al2O3∙Ce2S3, Al2O3∙MnO | 41.26 |
| 3 | After RH treatment | 46.83 | Al2O3, (Al,Ti)O,∙(Al,Ti)OS | 38.43 |
| 4 | Tundish sample | 25.06 | Al2O3, (Al,Ti)O,∙(Al,Ti)OS | 34.26 |
| Sample No. | NMI Type | Mean ECD Untraced (µm) | Mean ECD Traced (µm) |
|---|---|---|---|
| 1 | Al2O3 | 2.55 ± 1.66 | - |
| 1 | MgO∙Al2O3 | 3.06 ± 1.37 | - |
| 1 | Al2O3∙SiO2 | 4.43 ± 3.22 | - |
| 2 | Al2O3 | 1.51 ± 0.53 | 2.17 ± 1.13 |
| 2 | Al2O3∙Ce2S3 | - | 1.48 ± 0.49 |
| 2 | Al2O3∙MnO | 1.46 ± 0.40 | 1.34 ± 0.28 |
| 3 | Al2O3 | 2.24 ± 1.22 | 3.06 ± 1.50 |
| 3 | (Al,Ti)O | 1.89 ± 1.10 | 2.72 ±1.07 |
| 3 | (Al,Ti)OS | 1.43 ± 0.46 | 2.35 ± 1.09 |
| 4 | Al2O3 | 4.21 ± 1.99 | 5.23 ± 2.66 |
| 4 | (Al,Ti)O | 2.54 ± 1.39 | 3.35 ± 1.38 |
| 4 | (Al,Ti)OS | 1.75 ± 0.60 | 2.15 ± 0.78 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thiele, K.; Truschner, C.; Walkner, C.; Meisel, T.C.; Ilie, S.; Rössler, R.; Michelic, S.K. Investigating the Origin of Non-Metallic Inclusions in Ti-Stabilized ULC Steels Using Different Tracing Techniques. Metals 2024, 14, 103. https://doi.org/10.3390/met14010103
Thiele K, Truschner C, Walkner C, Meisel TC, Ilie S, Rössler R, Michelic SK. Investigating the Origin of Non-Metallic Inclusions in Ti-Stabilized ULC Steels Using Different Tracing Techniques. Metals. 2024; 14(1):103. https://doi.org/10.3390/met14010103
Chicago/Turabian StyleThiele, Kathrin, Christoph Truschner, Christoph Walkner, Thomas C. Meisel, Sergiu Ilie, Roman Rössler, and Susanne K. Michelic. 2024. "Investigating the Origin of Non-Metallic Inclusions in Ti-Stabilized ULC Steels Using Different Tracing Techniques" Metals 14, no. 1: 103. https://doi.org/10.3390/met14010103
APA StyleThiele, K., Truschner, C., Walkner, C., Meisel, T. C., Ilie, S., Rössler, R., & Michelic, S. K. (2024). Investigating the Origin of Non-Metallic Inclusions in Ti-Stabilized ULC Steels Using Different Tracing Techniques. Metals, 14(1), 103. https://doi.org/10.3390/met14010103