
Influence of Aluminum Content on the Microstructure, Mechanical Properties, and Hot Deformation Behavior of Mg-Al-Zn Alloys




Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
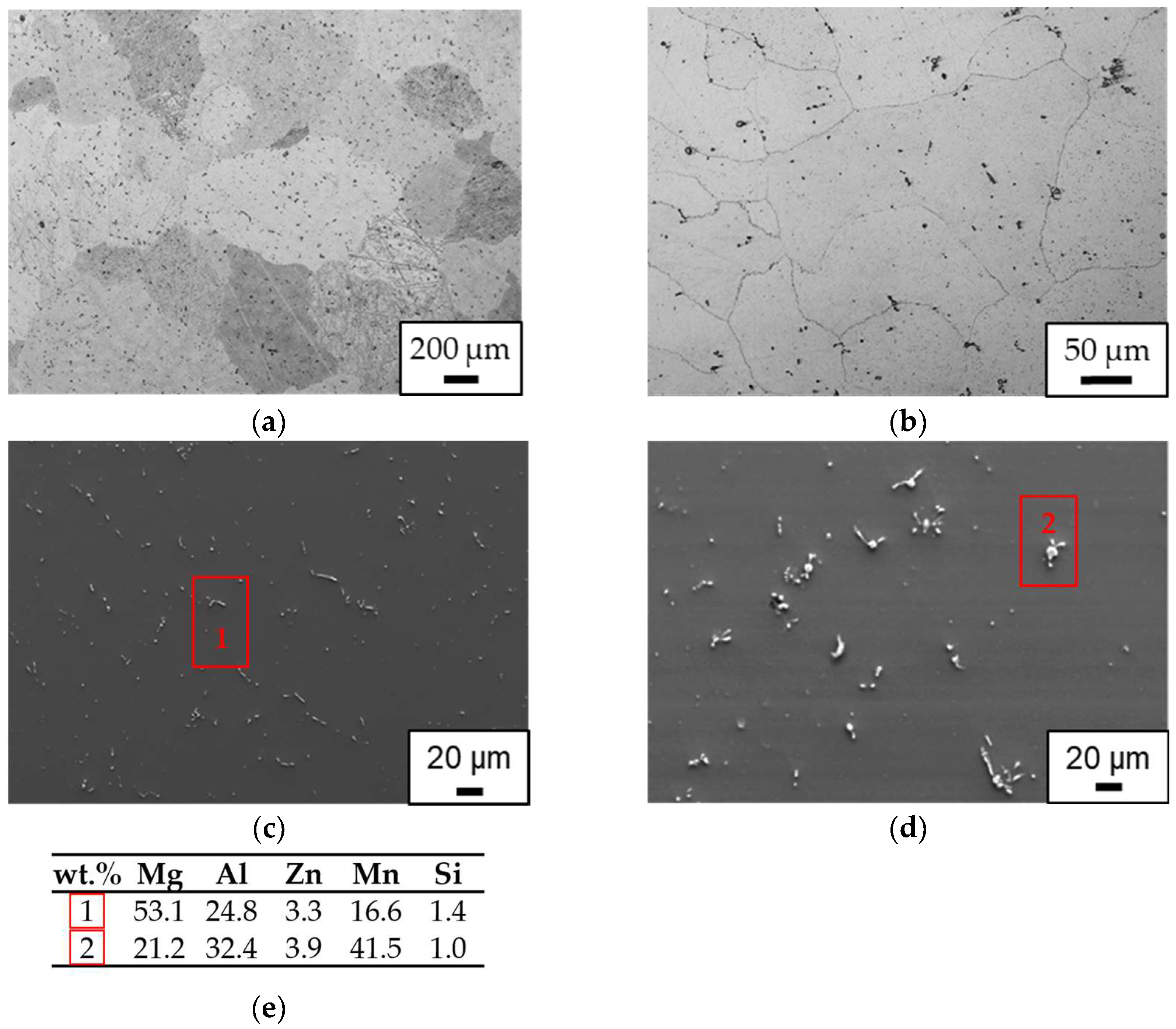
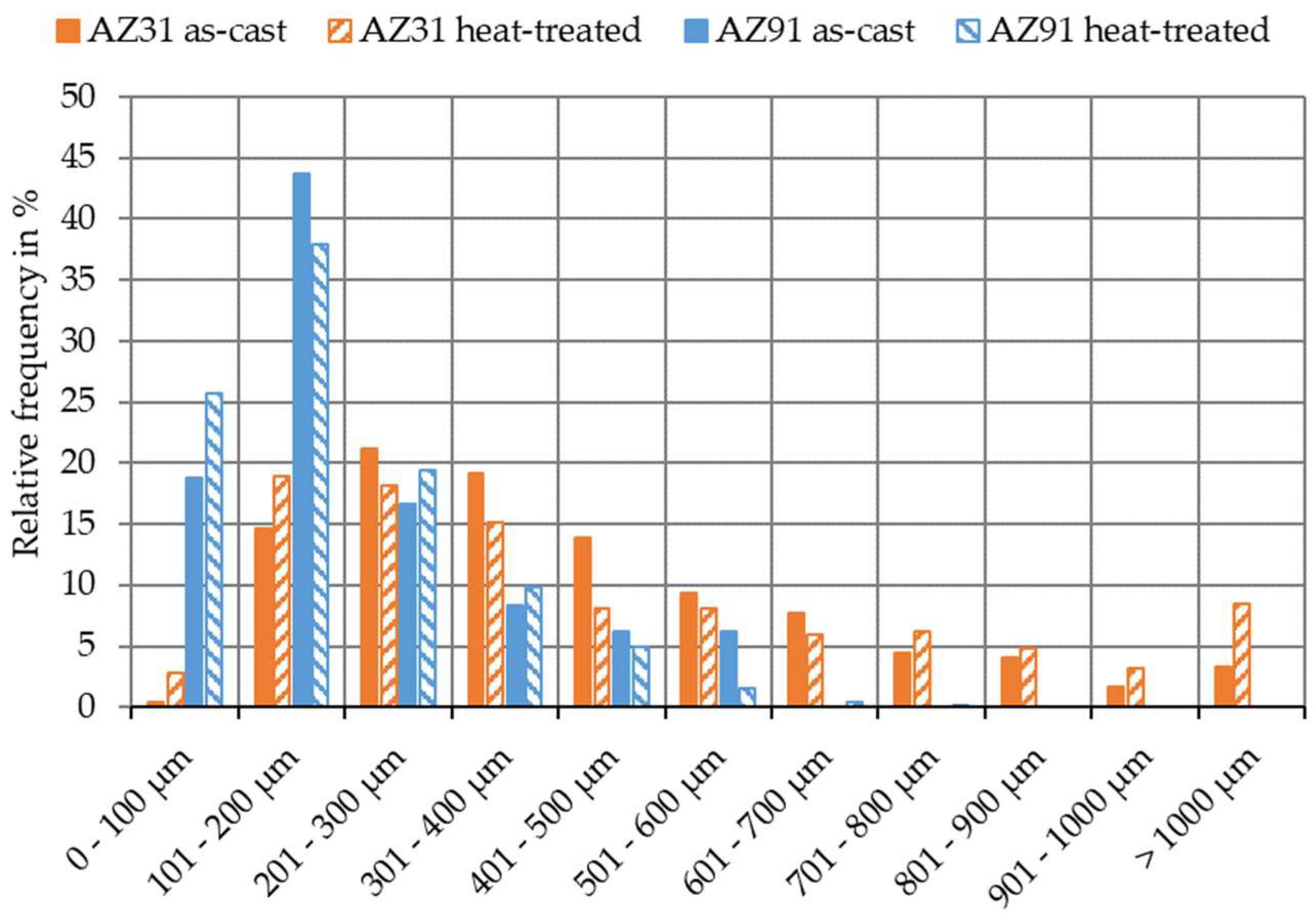
3.1. As-Cast and Heat-Treated State
3.2. Compressed State
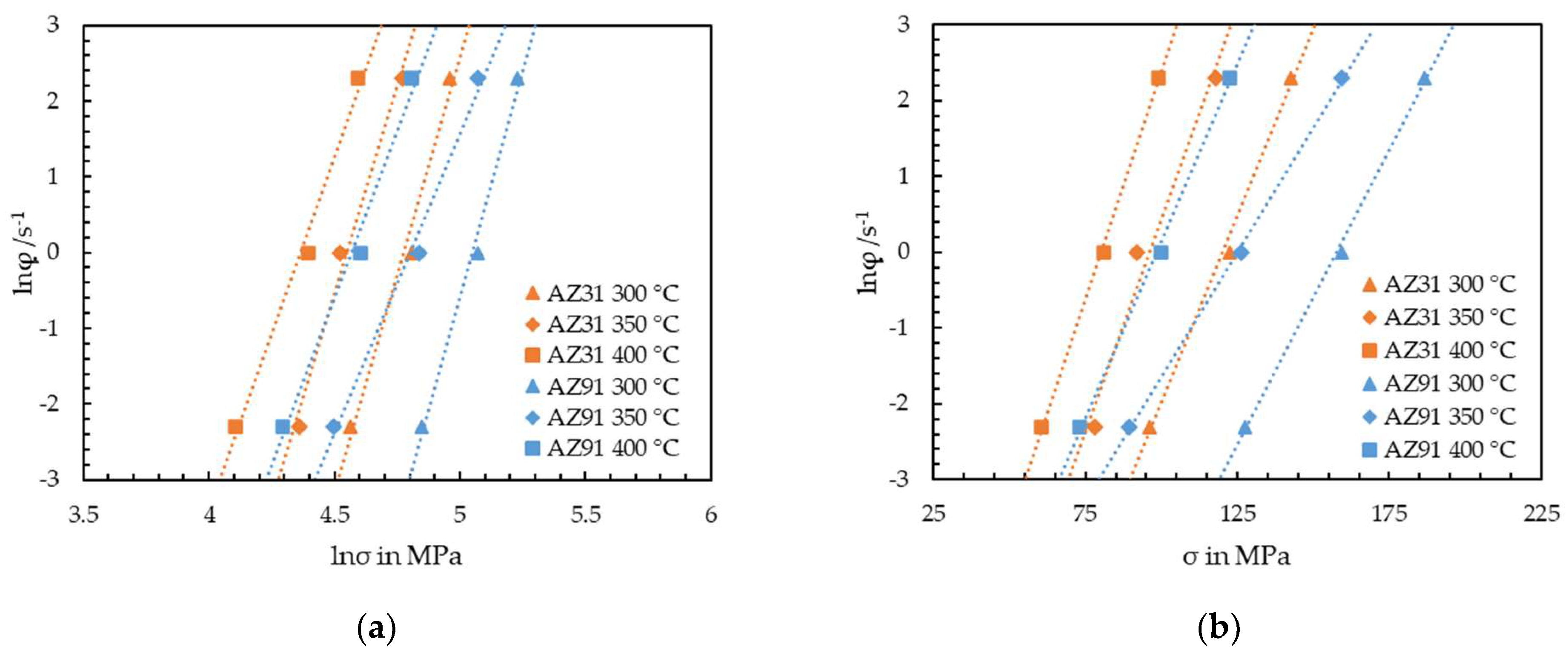
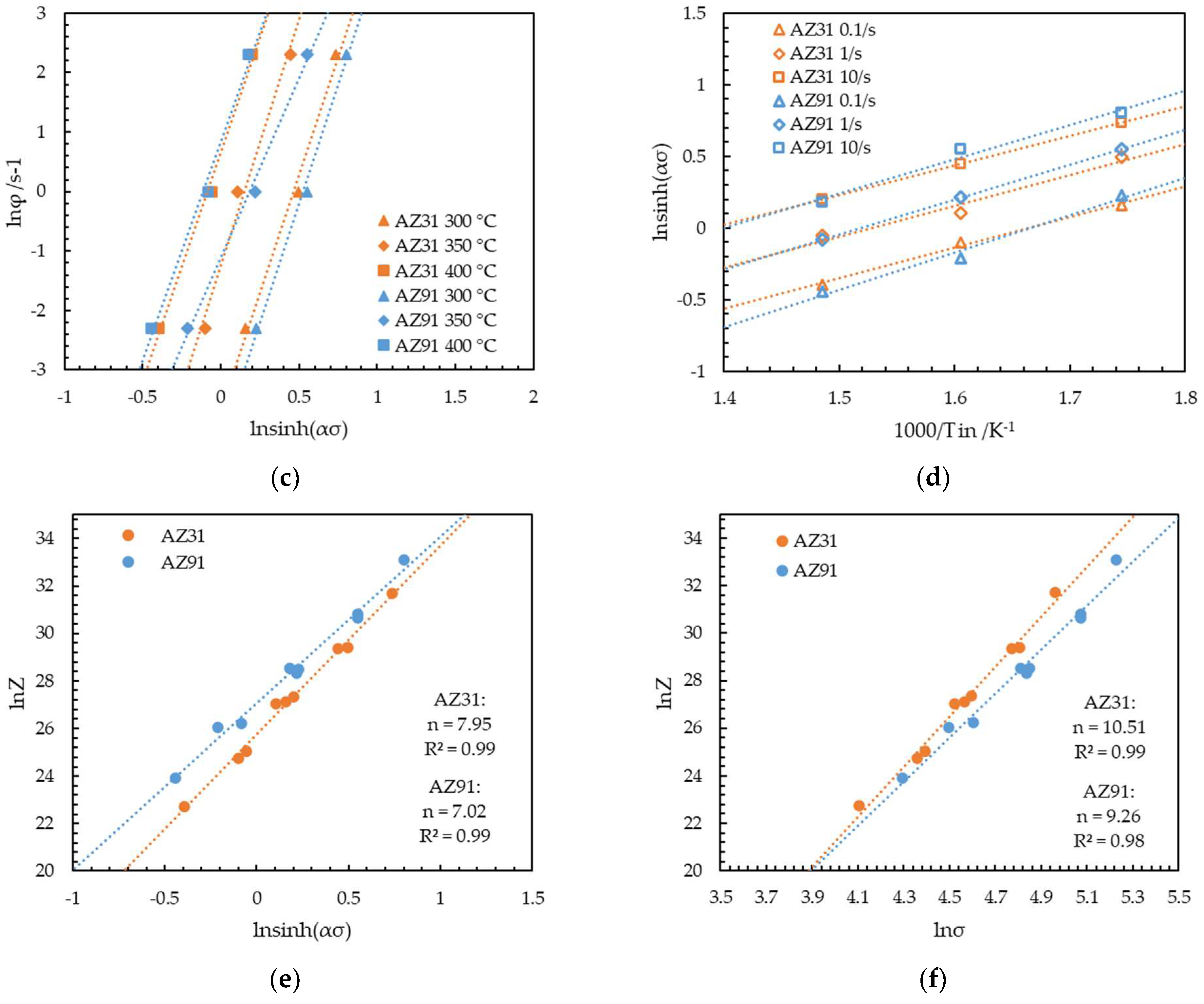
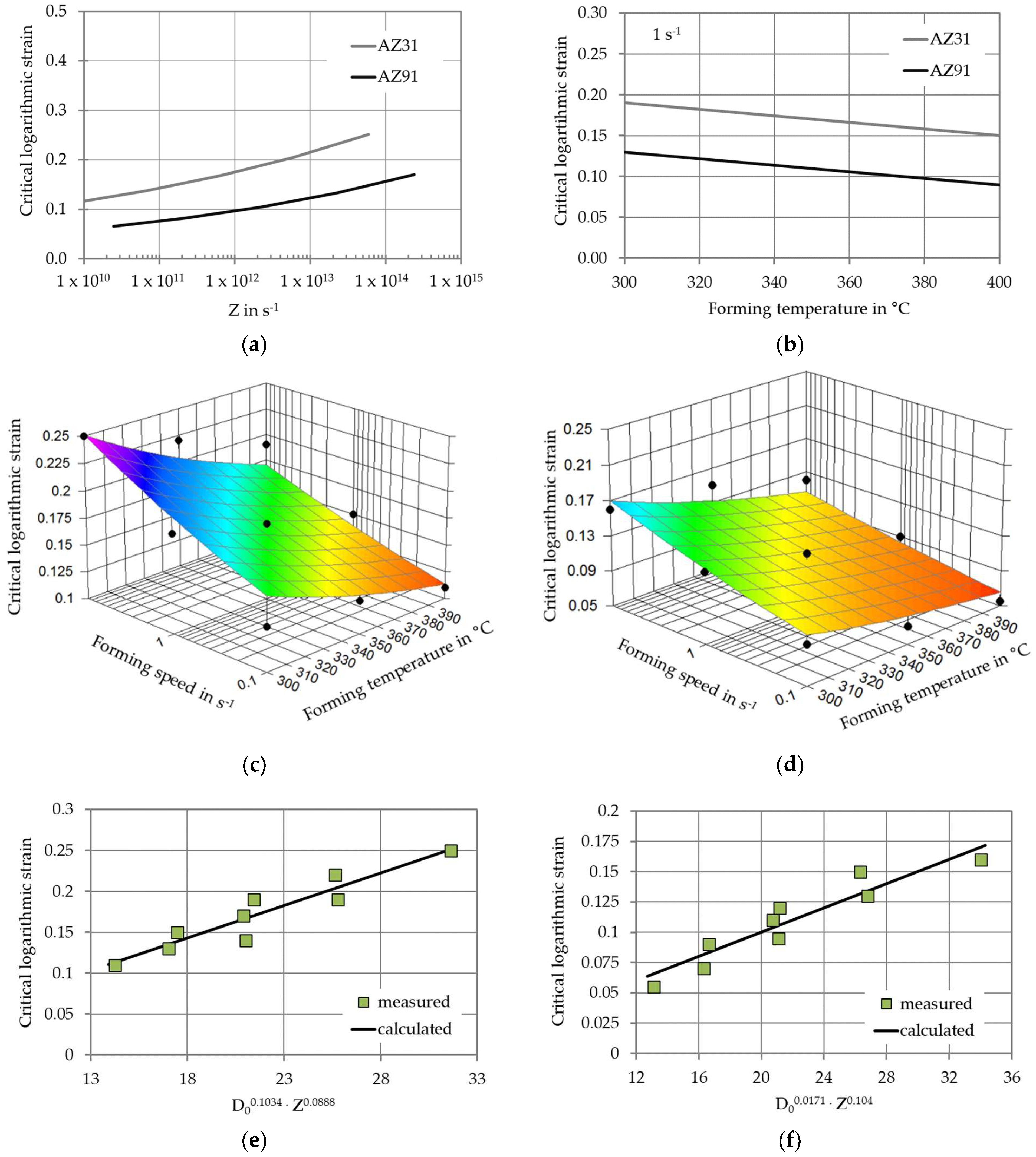
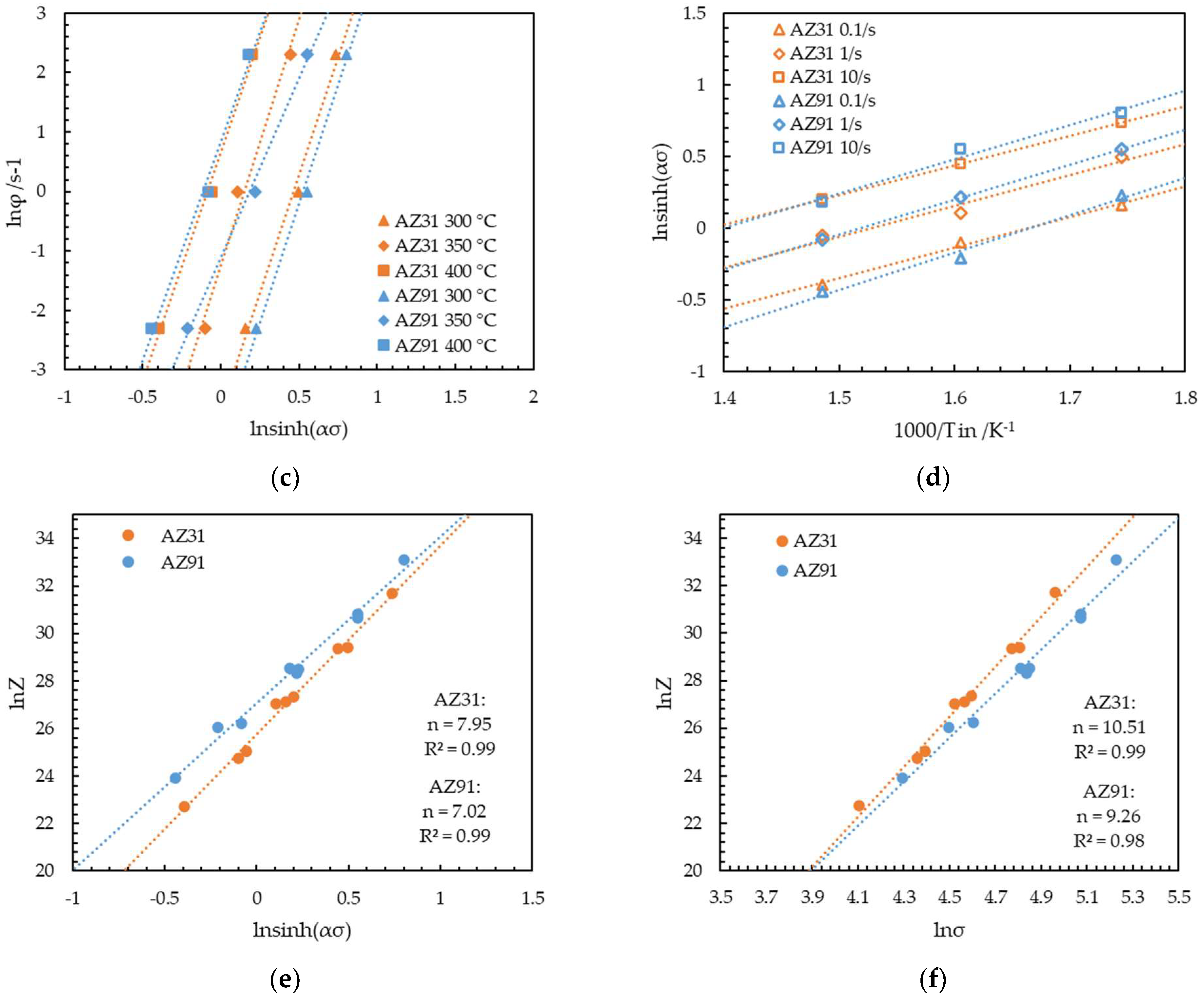
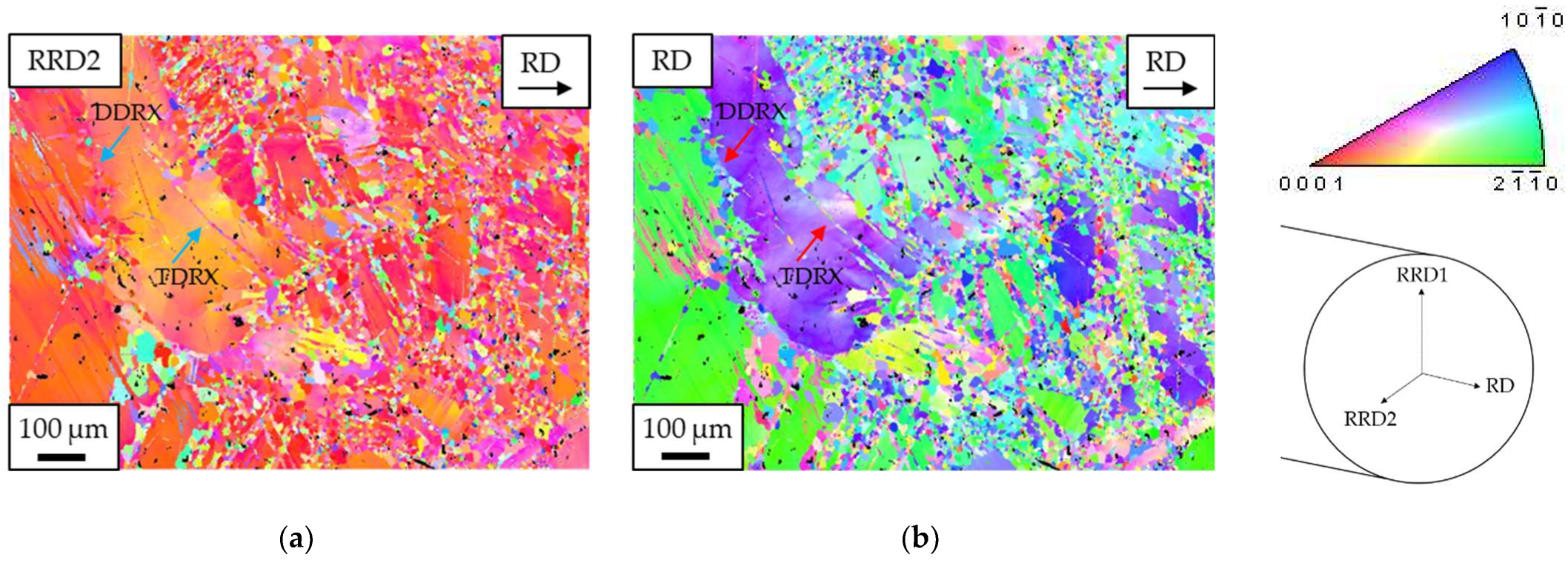
3.3. Hot Deformation Behavior
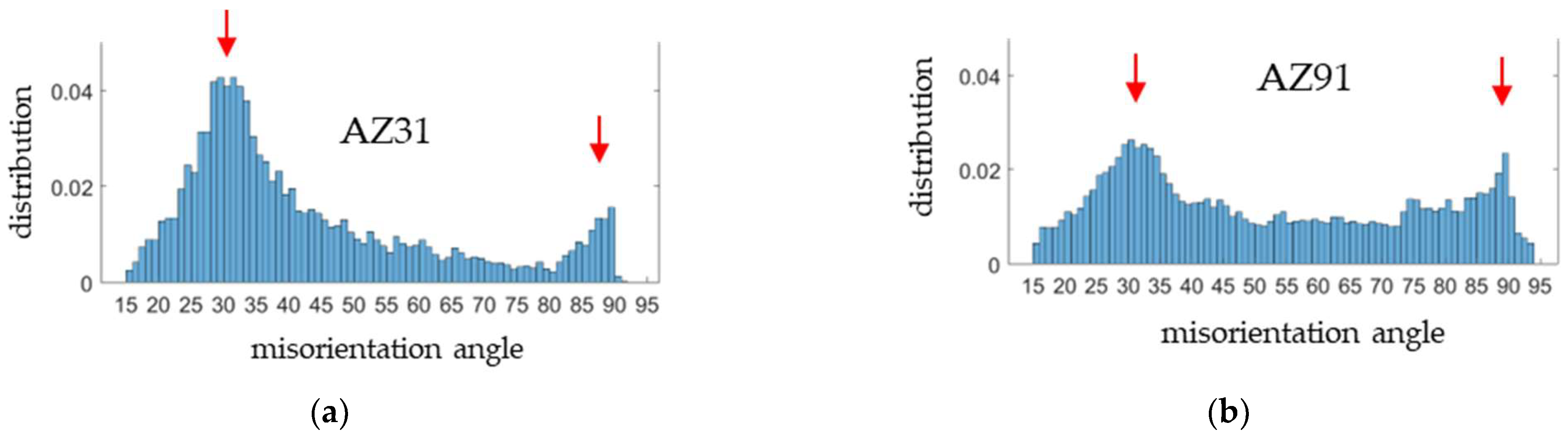
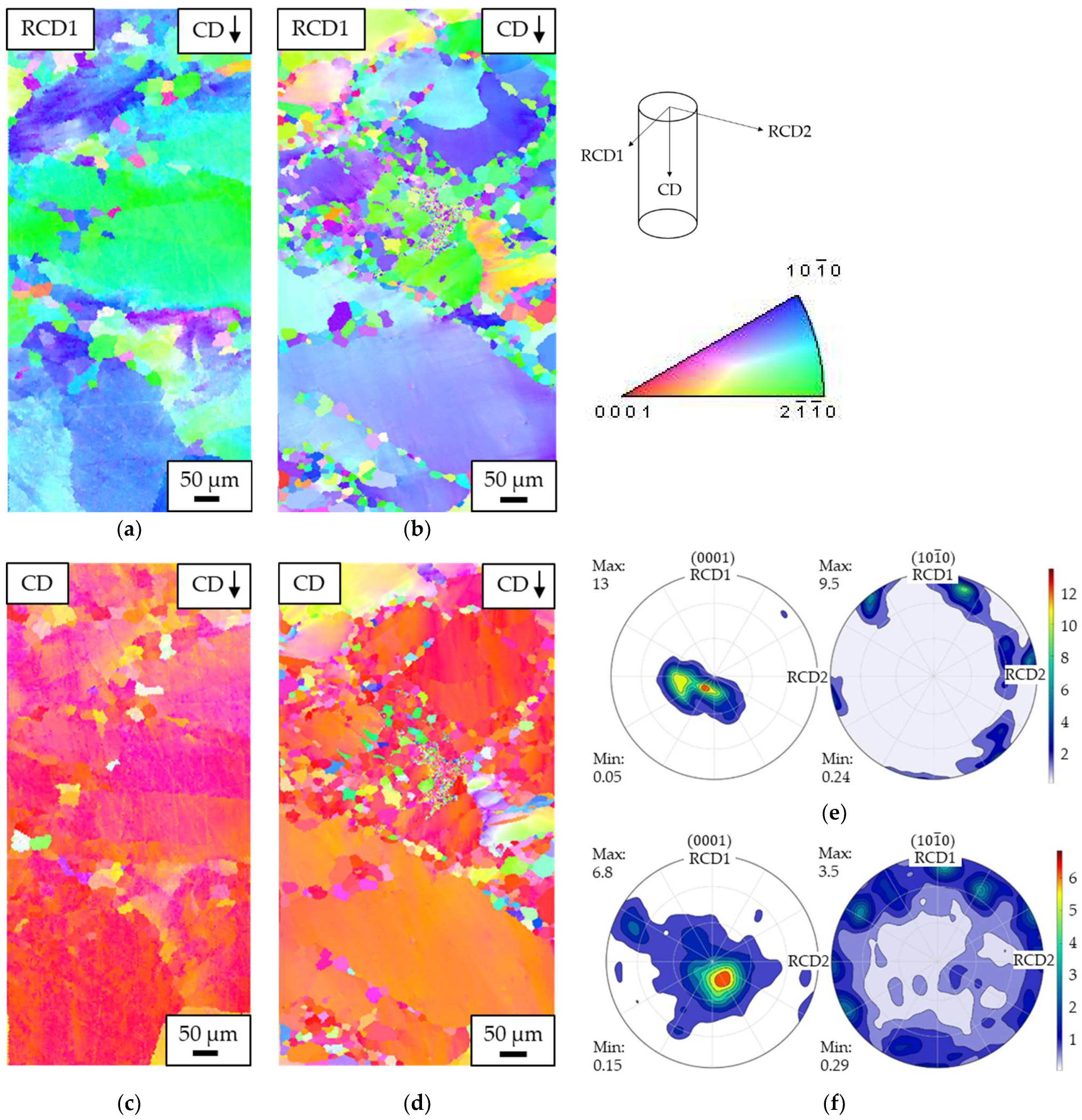
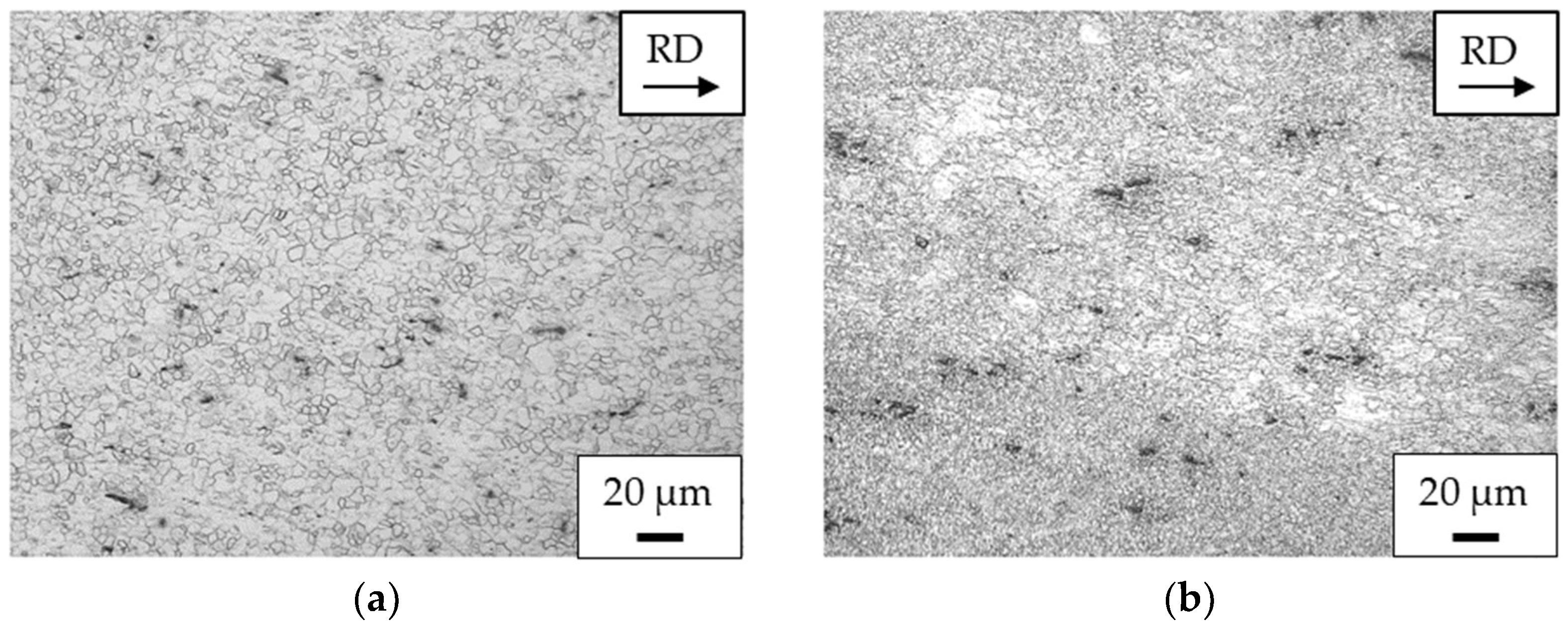
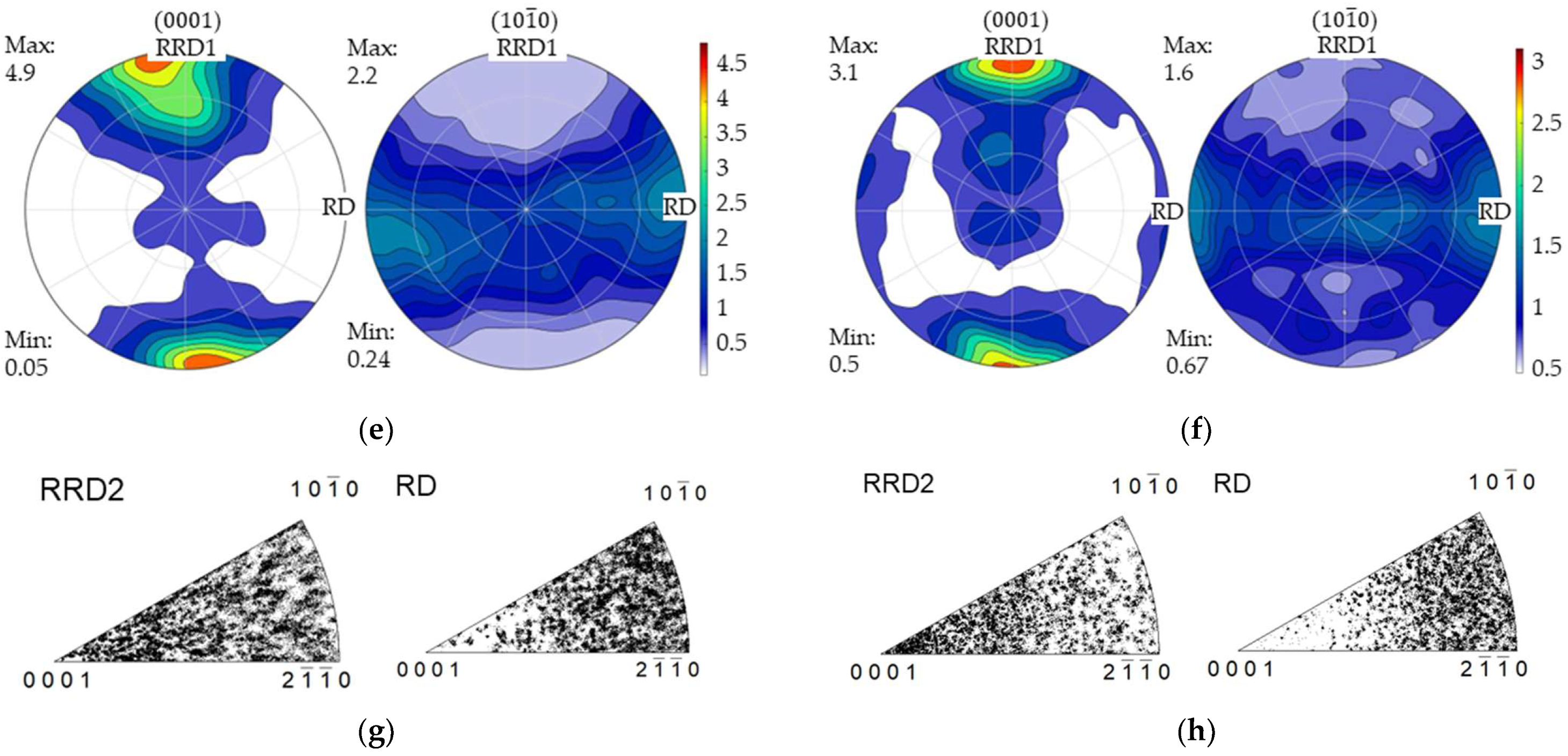
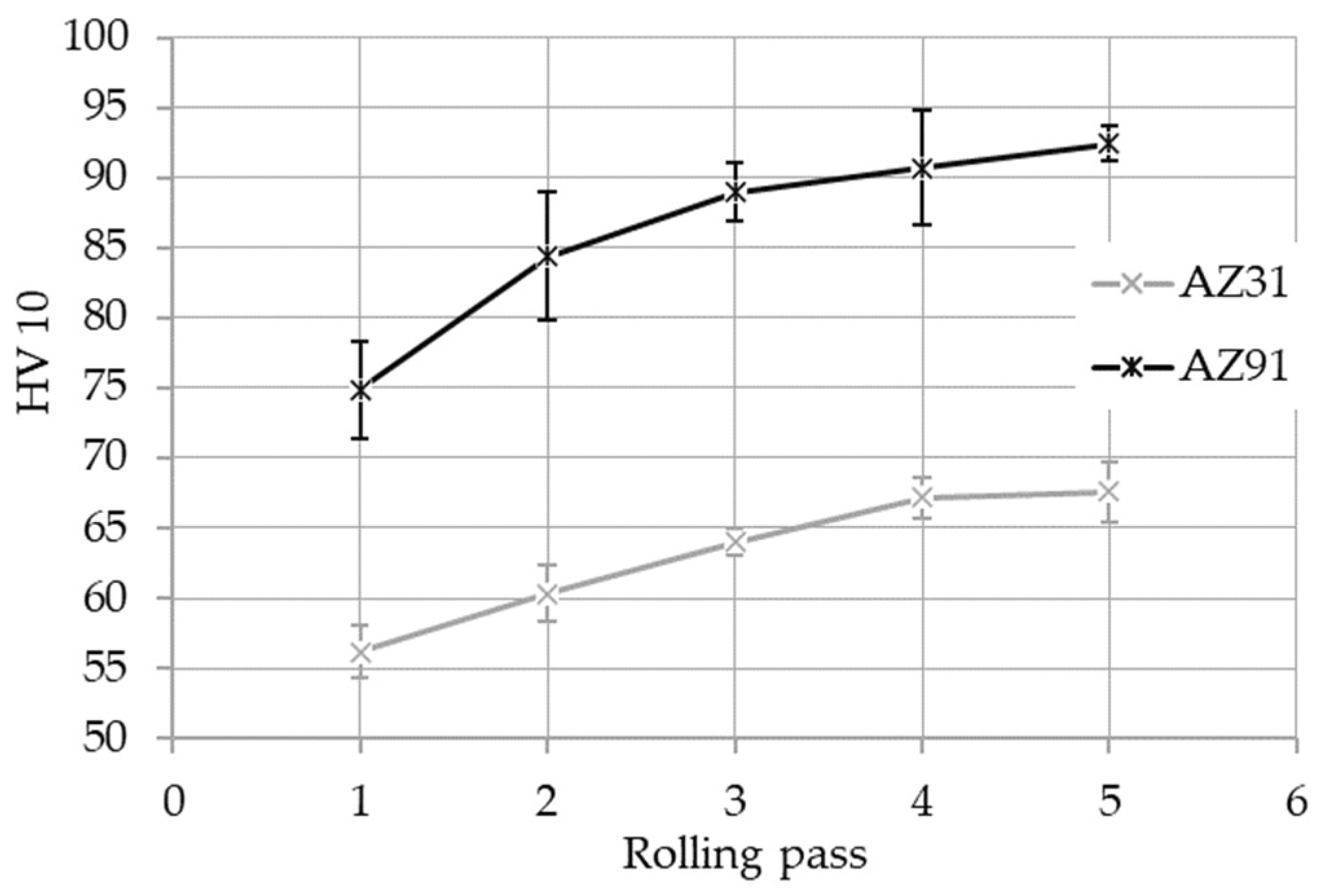
3.4. Rolled State
4. Conclusions
- In the cast state, the globular structure of the AZ31 alloy differs from the fully developed dendritic microstructure of the AZ91 alloy. This can be explained by the higher Al content, which promotes the formation of dendrites. After heat treatment, a globular grain structure is visible for both alloys. The grain size of the AZ91 alloy is lower compared to AZ31 after casting due to the higher Al content and its impact on constitutional supercooling. No preferred orientation is present for both alloys in the cast or heat-treated state. The hardness is increased in AZ91 compared to AZ31 due to the higher amount of Al and the solid solution strengthening effect. At room temperature, AZ91 exhibits higher strength due to the solid solution strengthening of the higher Al content, while AZ31 shows a higher elongation at the break due to its higher SFE.
- The solidification rate of both alloys shows a similar course but is also affected by the Al content. The calculated solidification rate of AZ91 was about 9.3 K/s, which is comparable to a typical solidification rate in the literature.
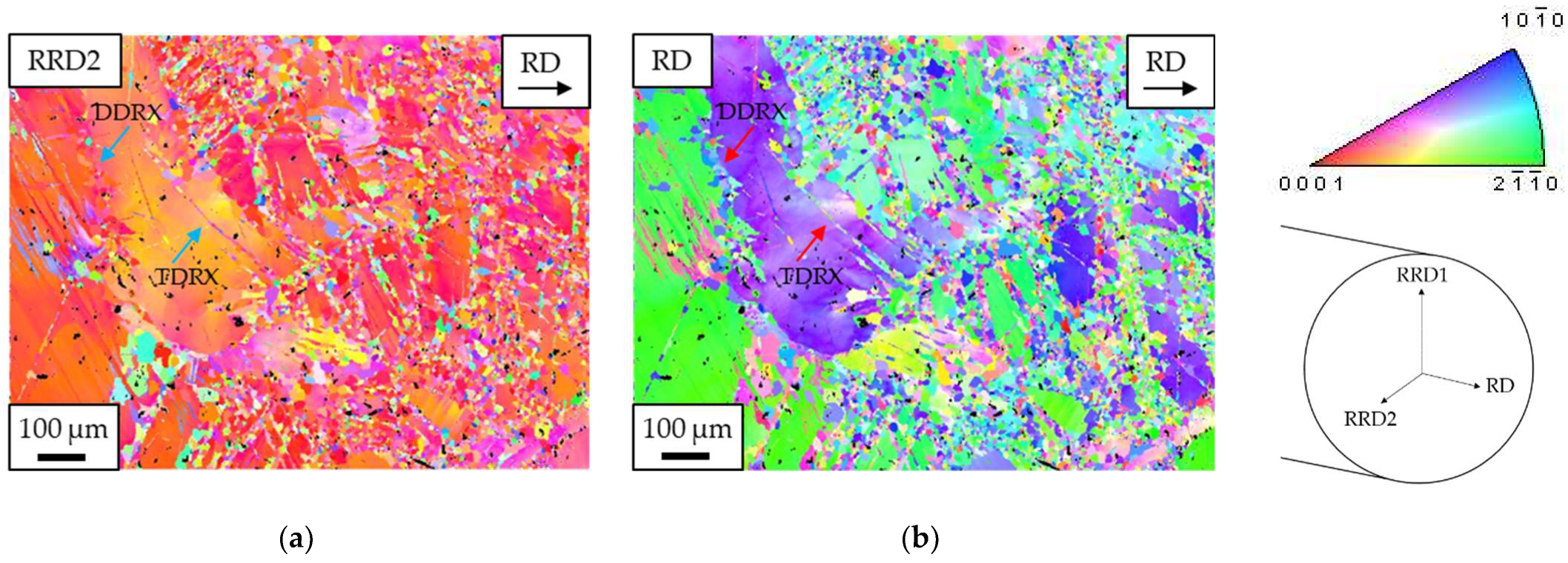
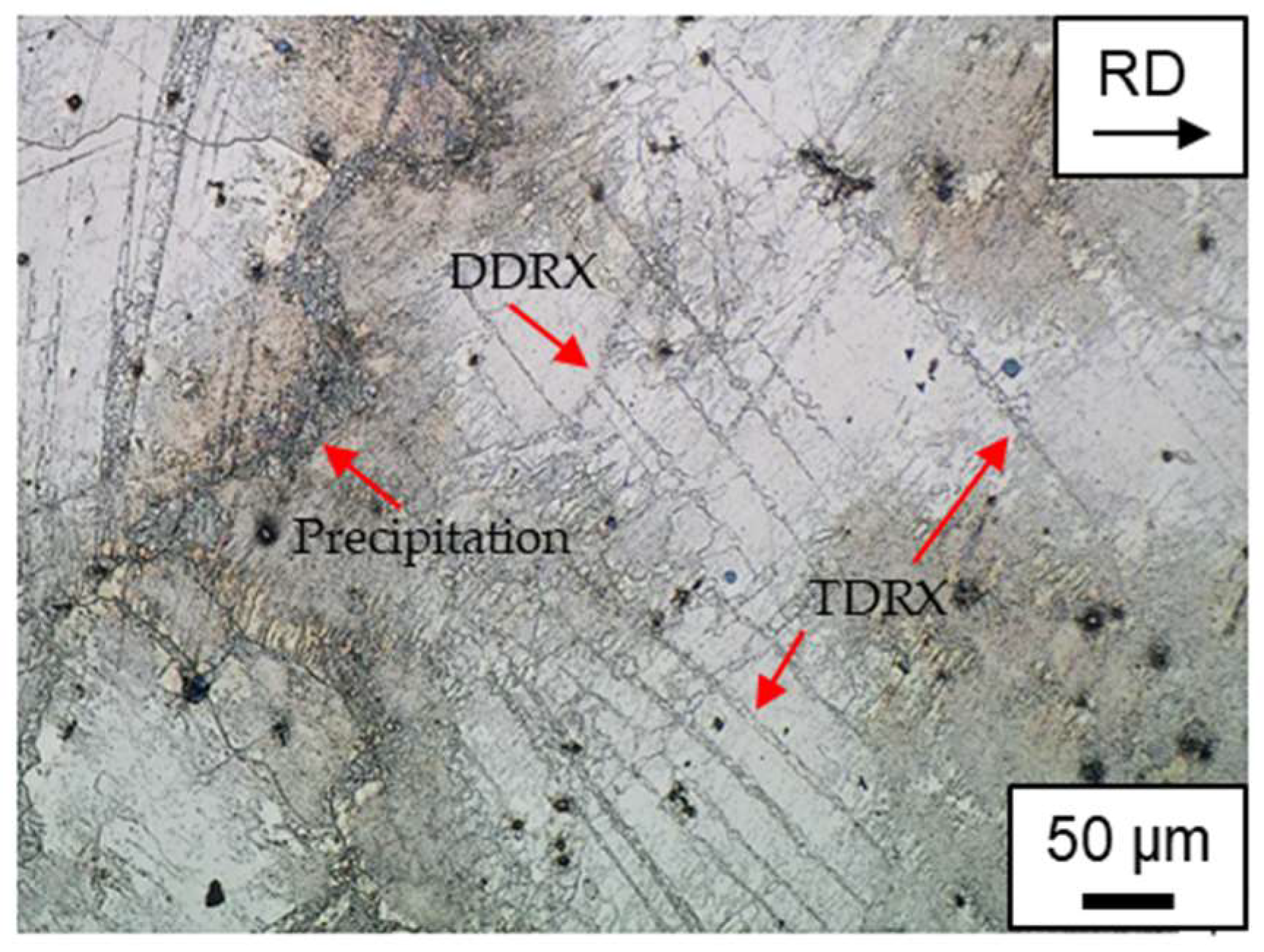
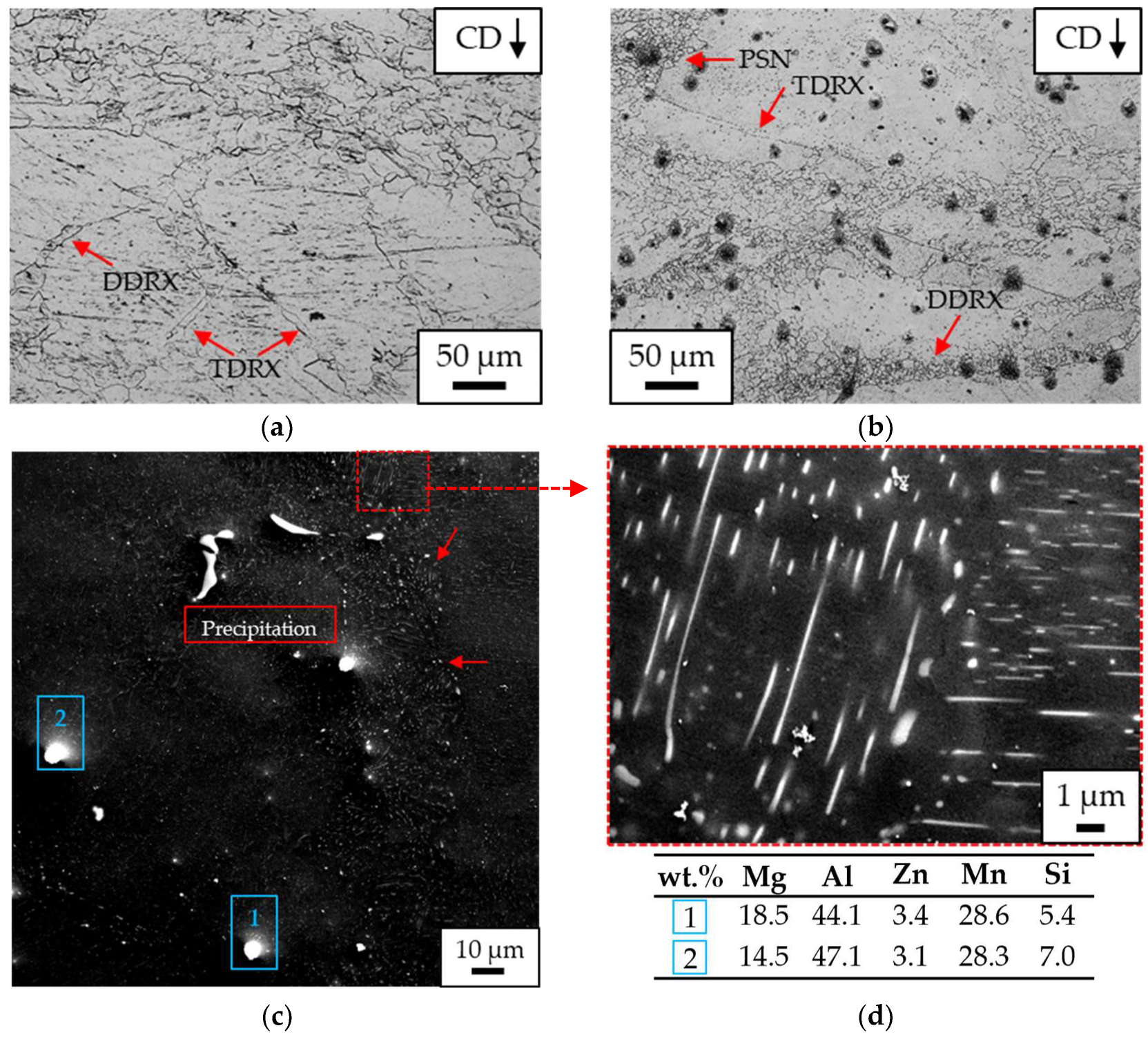
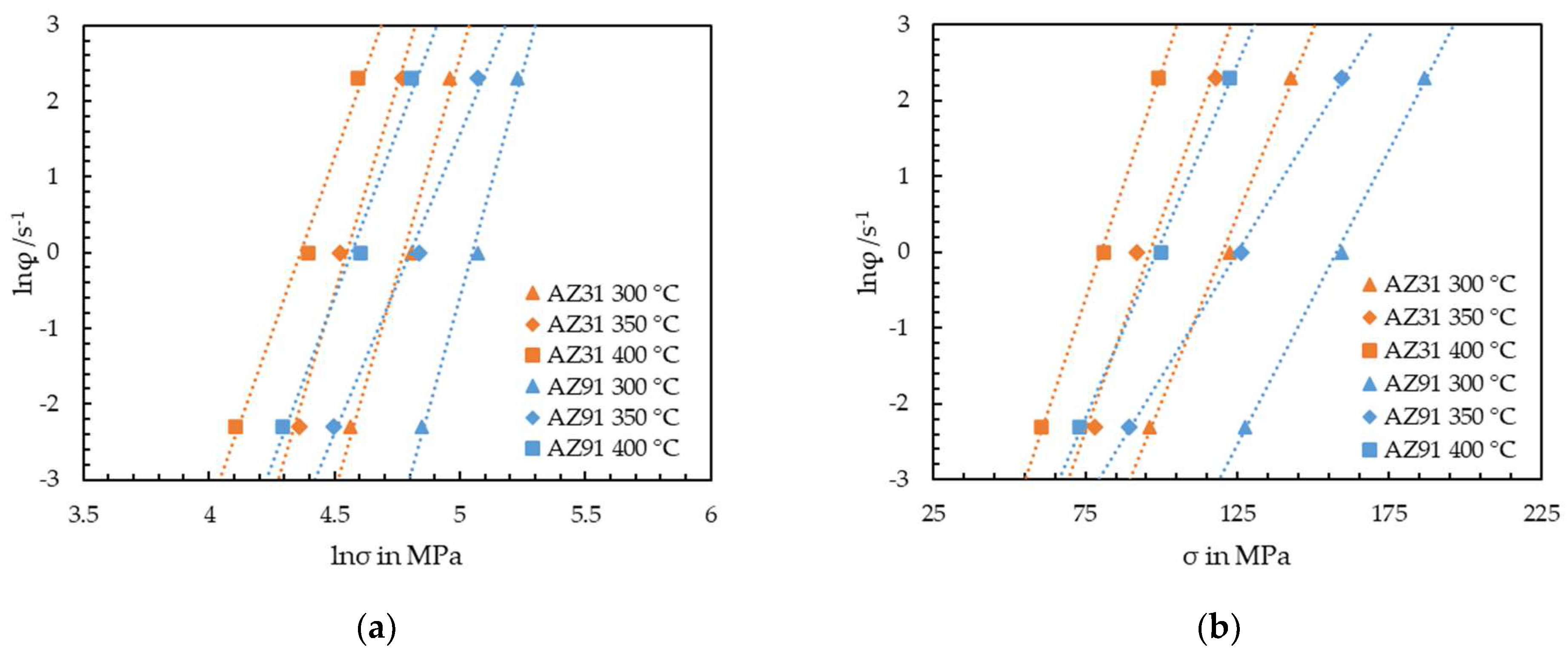
- The warm flow curves of the AZ91 alloy exhibit a steeper slope and decline compared to the AZ31 alloy. This is mainly due to the strengthening effect of the solute. Further, the maximum flow stresses of the AZ91 alloy are shifted to lower logarithmic strains and higher flow stresses compared to the AZ31 alloy. According to the flow curves, dynamic recrystallization (DRX) is probably more dominant than dynamic recovery. The calculated activation energy for DRX was 140 kJ/mol for AZ31 and 147 kJ/mol for AZ91. The start of the DRX for AZ91 is shifted to lower logarithmic strains compared to AZ31. It is, therefore, expected to see a higher amount of DRX grains in AZ91. The main DRX mechanisms are TDRX and DDRX in both alloys. It was detected that Mg17Al12 precipitates at the grain boundaries in AZ91, which influences the grain size through pinning (PSN).
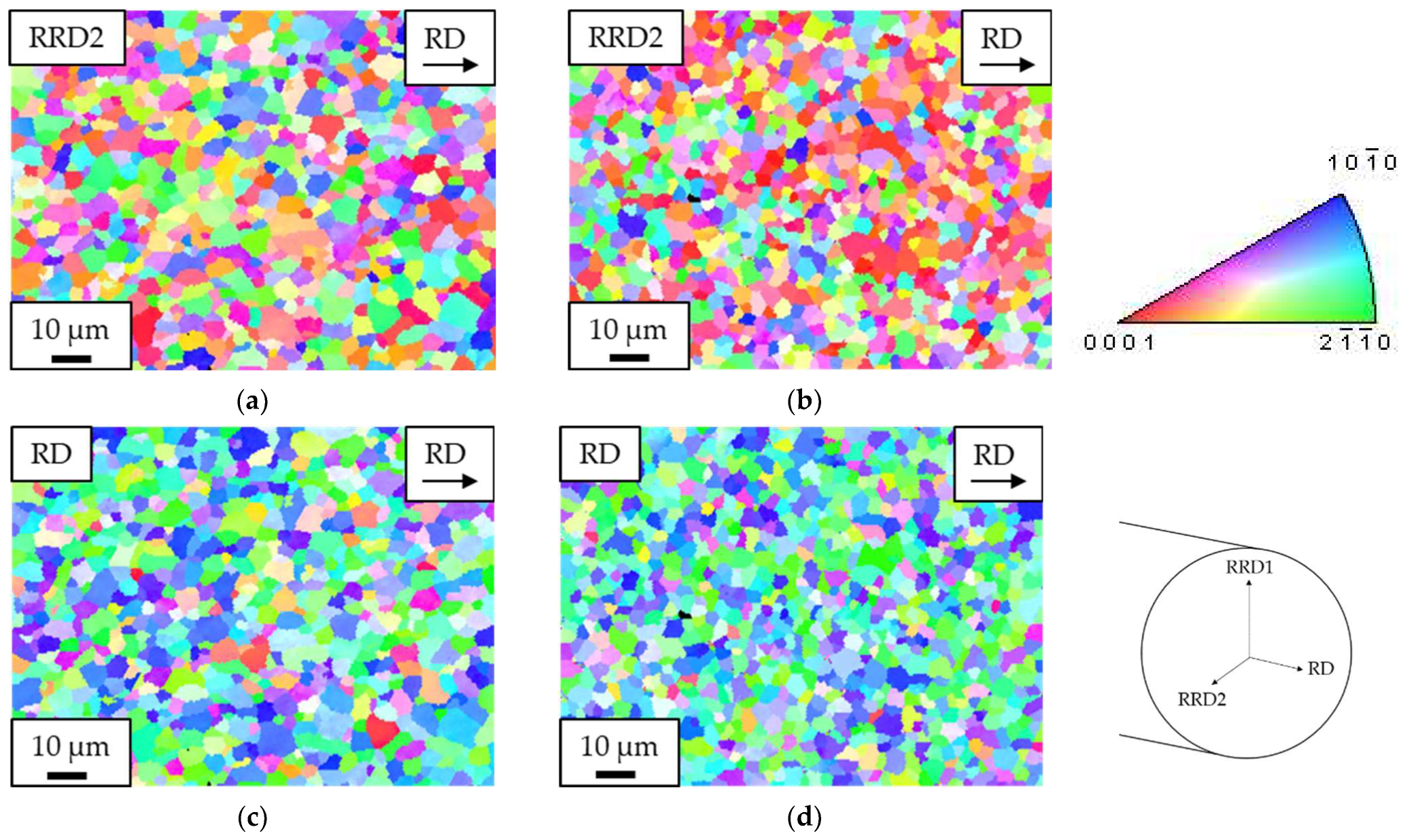
- The same results on the DRX mechanisms were obtained in rolling tests, where a higher deformation rate was present. After five passes of rolling, a fine DRX grain size is present in both alloys. The wire rolling texture intensity in AZ91 is lower compared to AZ31. This is attributed to more randomly oriented grains that are present in AZ91 due to the precipitation of the secondary phase. Within five passes of rolling, the hardness can be increased in both alloys. Although AZ31 exhibits higher ductility in the rolled state, AZ91 shows higher strength values. This is probably due to the lower, respectively, higher Al content, which leads to a higher SFE in AZ31 and, resp., solid solution strengthening in AZ91.
- Due to a microstructure formation during DRX, the inheritance effect of a fine initial grain size is no longer evident, as it was in the heat-treated state. The increased Al content in AZ91 compared to AZ31 influences not only a fine grain size in the initial state but also the initiation of the DRX and final properties via solid solution strengthening and the precipitation of the secondary phase.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Siengchin, S. A review on lightweight materials for defence applications: Present and future developments. Def. Technol. 2023, 24, 1–17. [Google Scholar] [CrossRef]
- Jayasathyakawin, S.; Ravichandran, M.; Baskar, N.; Anand Chairman, C.; Balasundaram, R. Mechanical properties and applications of Magnesium alloy—Review. Mater. Today Proc. 2020, 27, 909–913. [Google Scholar] [CrossRef]
- Elambharathi, B.; Kumar, S.D.; Dhanoop, V.U.; Dinakar, S.; Rajumar, S.; Sharma, S.; Kumar, V.; Li, C.; Eldin, E.M.T.; Wojciechowski, S. Novel insights on different treatment of magnesium alloys: A critical review. Heliyon 2022, 8, e11712. [Google Scholar] [CrossRef]
- Schichtel, G. Magnesium Taschenbuch; VEB Verlag Technik: Berlin, Germany, 1954. [Google Scholar]
- Dahle, A.K.; Lee, Y.C.; Nave, M.D.; Schaffer, P.L.; StJohn, D.H. Development of the as-cast microstructure on magnesium-aluminium alloys. J. Light Met. 2001, 1, 61–72. [Google Scholar] [CrossRef]
- Długosz, P.; Bochniak, W.; Ostachowski, P.; Molak, R.; Duarte Guigou, M.; Hebda, M. The Influence of Conventional or KOBO Extrusion Process on the Properties of AZ91 (MgAl9Zn1) Alloy. Materials 2021, 14, 6543. [Google Scholar] [CrossRef]
- Kang, J.-H.; Park, J.; Song, K.; Oh, C.-S.; Shchyglo, O.; Steinbach, I. Microstructure analyses and phase-field simulation of partially divorced eutectic solidification in hypoeutectic Mg-Al Alloys. J. Magnes. Alloys 2022, 10, 1672–1679. [Google Scholar] [CrossRef]
- Lee, Y.C.; Dahle, A.K.; StJohn, D.H. The Role of Solute in Grain Refinement of Magnesium. Metall. Mater. Trans. A 2000, 31, 2895–2906. [Google Scholar] [CrossRef]
- Shen, M.J.; Wang, X.J.; Li, C.D.; Zhang, M.F.; Hu, X.S.; Zheng, M.Y.; Wu, K. Effect of submicron size SiC particles on microstructure and mechanical properties of AZ31B magnesium matrix composites. Mater. Des. 2014, 54, 436–442. [Google Scholar] [CrossRef]
- Wang, X.; Liu, W.; Hu, X.; Wu, K. Microstructural modification and strength enhancement by SiC nanoparticles in AZ31 magnesium alloy during hot rolling. Mater. Sci. Eng. A 2018, 715, 49–61. [Google Scholar] [CrossRef]
- Xu, Q.; Li, Y.; Ding, H.; Ma, A.; Jiang, J.; Chen, G.; Chen, Y. Microstructure and mechanical properties of SiCp/AZ91 composites processed by a combined processing method of equal channel angular pressing and rolling. J. Mater. Res. Technol. 2021, 15, 5244–5251. [Google Scholar] [CrossRef]
- You, Z.; Jiang, A.; Duan, Z.; Qiao, G.; Gao, J.; Guo, L. Effect of heat treatment on microstructure and properties of semi-solid squeeze casting AZ91D. China Foundry 2020, 17, 219–226. [Google Scholar] [CrossRef]
- Lee, D.H.; Lee, G.M.; Park, S.H. Difference in extrusion temperature dependences of microstructure and mechanical properties between extruded AZ61 and AZ91 alloys. J. Magnes. Alloys 2023, 11, 1683–1696. [Google Scholar] [CrossRef]
- Ebrahimi, G.R.; Maldar, A.R.; Ebrahimi, R.; Davoodi, A. Effect of thermomechanical parameters on dynamically recrystallized grain size of AZ91 magnesium alloy. J. Alloys Compd. 2011, 509, 2703–2708. [Google Scholar] [CrossRef]
- Gottstein, G. Physikalische Grundlagen der Materialkunde, 3rd ed.; Springer: Berlin/Heidelberg, Germany, 2007; ISBN 978-3-540-71104-9. [Google Scholar]
- Mirzadeh, H. Grain refinement of magnesium alloys by dynamic recrystallization (DRX): A review. J. Mater. Res. Technol. 2023, 25, 7050–7077. [Google Scholar] [CrossRef]
- Ghandehari Ferdowsi, M.R.; Mazinani, M.; Ebrahimi, G.R. Effects of hot rolling and inter-stage annealing on the microstructure and texture evolution in a partially homogenized AZ91 magnesium alloy. Mater. Sci. Eng. A 2014, 606, 214–227. [Google Scholar] [CrossRef]
- Ebrahimi, M.; Wang, Q.; Attarilar, S. A comprehensive review of magnesium-based alloys and composites processed by cyclic extrusion compression and the related techniques. Prog. Mater. Sci. 2023, 131, 101016. [Google Scholar] [CrossRef]
- Prakash, P.; Wells, M.A.; Williams, B.W. Hot deformation of cast AZ31 and AZ80 magnesium alloys—Influence of Al content on microstructure and texture development. J. Alloys Compd. 2022, 897, 1–11. [Google Scholar] [CrossRef]
- Sitdikov, O.; Kaibyshev, R. Dynamic Recrystallization in Pure Magnesium. Mater. Trans. 2001, 42, 1928–1937. [Google Scholar] [CrossRef]
- Xu, S.W.; Kamado, S.; Matsumoto, N.; Honma, T.; Kojima, Y. Recrystallization mechanism of as-cast AZ91 magnesium alloy during hot compressive deformation. Mater. Sci. Eng. A 2009, 527, 52–60. [Google Scholar] [CrossRef]
- Guo, F.; Zhang, D.; Wu, H.; Jiang, L.; Pan, F. The role of Al content on deformation behavior and related texture evolution during hot rolling of Mg-Al-Zn alloys. J. Alloys Compd. 2017, 695, 396–403. [Google Scholar] [CrossRef]
- Tahreen, N.; Chen, D.L.; Nouri, M.; Li, D.Y. Influence of aluminum content on twinning and texture development of cast Mg–Al–Zn alloy during compression. J. Alloys Compd. 2015, 623, 15–23. [Google Scholar] [CrossRef]
- Li, X.; Jiao, F.; Al-Samman, T.; Ghosh Chowdhury, S. Influence of second-phase precipitates on the texture evolution of Mg–Al–Zn alloys during hot deformation. Scr. Mater. 2012, 66, 159–162. [Google Scholar] [CrossRef]
- Robson, J.D.; Henry, D.T.; Davis, B. Particle effects on recrystallization in magnesium–manganese alloys: Particle-stimulated nucleation. Acta Mater. 2009, 57, 2739–2747. [Google Scholar] [CrossRef]
- Jin, Z.-Z.; Cheng, X.-M.; Zha, M.; Rong, J.; Zhang, H.; Wang, J.-G.; Wang, C.; Li, Z.-G.; Wang, H.-Y. Effects of Mg17Al12 second phase particles on twinning-induced recrystallization behavior in Mg−Al−Zn alloys during gradient hot rolling. J. Mater. Sci. Technol. 2019, 35, 2017–2026. [Google Scholar] [CrossRef]
- Zhu, H.; Yu, B.; Cai, J.; Bian, J.; Zheng, L. Effect of initial microstructures on microstructures and properties of extruded AZ31 alloy. Mater. Sci. Technol. 2023, 39, 1579–1591. [Google Scholar] [CrossRef]
- Prakash, P.; Uramowski, J.; Wells, M.A.; Williams, B.W. Influence of Initial Microstructure on the Hot Deformation Behavior of AZ80 Magnesium Alloy. J. Mater. Eng. Perform 2023, 32, 2647–2660. [Google Scholar] [CrossRef]
- DIN EN 12438:2017; Magnesium and Magnesium Alloys—Magnesium Alloys for Casting Anodes. Beuth Verlag: Berlin, Germany, 2017.
- ASTM B93/B93M-21; Specification for Magnesium Alloys in Ingot Form for Sand Castings, Permanent Mold Castings, and Die Castings. ASTM International: West Conshohocken, PA, USA, 2021.
- Bachmann, F.; Hielscher, R.; Schaeben, H. Texture Analysis with MTEX—Free and Open Source Software Toolbox. SSP 2010, 160, 63–68. [Google Scholar] [CrossRef]
- DIN EN 50125:2022; Testing of Metallic Materials - Tensile Test Pieces. Beuth Verlag: Berlin, Germany, 2022.
- Krbetschek, C.; Berge, F.; Oswald, M.; Ullmann, M.; Kawalla, R. Microstructure investigations of inverse segregations in twin-roll cast AZ31 strips. In Magnesium Technology; Springer: Cham, Switzerland, 2016; pp. 369–374. [Google Scholar] [CrossRef]
- Pawar, S.; Zhou, X.; Hashimoto, T.; Thompson, G.E.; Scamans, G.; Fan, Z. Investigation of the microstructure and the influence of iron on the formation of Al8Mn5 particles in twin roll cast AZ31 magnesium alloy. J. Alloys Compd. 2015, 628, 195–198. [Google Scholar] [CrossRef]
- Cáceres, C.; Rovera, D. Solid solution strengthening in concentrated Mg–Al alloys. J. Light Met. 2001, 1, 151–156. [Google Scholar] [CrossRef]
- Muzyk, M.; Pakiela, Z.; Kurzydlowski, K.J. Generalized stacking fault energy in magnesium alloys: Density functional theory calculations. Scr. Mater. 2012, 66, 219–222. [Google Scholar] [CrossRef]
- Park, S.S.; Lee, J.G.; Lee, H.C.; Kim, N.J. Development of wrought Mg alloys via strip casting. In Essential Readings in Magnesium Technology; Mathaudhu, S.N., Luo, A.A., Neelameggham, N.R., Nyberg, E.A., Sillekens, W.H., Eds.; Springer International Publishing: Cham, Switzerland, 2004; pp. 233–238. [Google Scholar]
- Luo, A.A.; Fu, P.; Zheng, X.; Peng, L.; Hu, B.; Sachdev, A.K. Microstructure and Mechanical Properties of Die Cast Magnesium-Aluminium-Tin Alloys. Magnes. Technol. 2013, 2016, 341–345. [Google Scholar]
- Fatemi-Varzaneh, S.M.; Zarei-Hanzaki, A.; Beladi, H. Dynamic recrystallization in AZ31 magnesium alloy. Mater. Sci. Eng. A 2007, 456, 52–57. [Google Scholar] [CrossRef]
- Kim, K.; Ji, Y.; Kim, K.; Park, M. Effect of Al Concentration on Basal Texture Formation Behavior of AZ-Series Magnesium Alloys during High-Temperature Deformation. Materials 2023, 16, 2380. [Google Scholar] [CrossRef] [PubMed]
- Pilehva, F.; Zarei-Hanzaki, A.; Fatemi-Varzaneh, S.M. The influence of initial microstructure and temperature on the deformation behavior of AZ91 magnesium alloy. Mater. Des. 2012, 42, 411–417. [Google Scholar] [CrossRef]
- Yang, X.Y.; Sanada, M.; Miura, H.; Sakai, T. Effect of Initial Grain Size on Deformation Behavior and Dynamic Recrystallization of Magnesium Alloy AZ31. MSF 2005, 488-489, 223–226. [Google Scholar] [CrossRef]
- Barnett, M.R.; Keshavarz, Z.; Beer, A.G.; Ma, X. Non-Schmid behaviour during secondary twinning in a polycrystalline magnesium alloy. Acta Mater. 2008, 56, 5–15. [Google Scholar] [CrossRef]
- Lin, B.; Zhang, H.; Meng, Y.; Wang, L.; Fan, J.; Zhang, S.; Roven, H.J. Deformation behavior, microstructure evolution, and dynamic recrystallization mechanism of an AZ31 Mg alloy under high-throughput gradient thermal compression. Mater. Sci. Eng. A 2022, 847, 143338. [Google Scholar] [CrossRef]
- Ullmann, M. Rekristallisationsverhalten von Geglühtem AZ31-Gießwalzband beim Warmwalzen. Ph.D. Thesis, TU Bergakademie Freiberg, Freiberg, Germany, 2014. [Google Scholar]
- Poletti, C.; Dieringa, H.; Warchomicka, F. Local deformation and processing maps of as-cast AZ31 alloy. Mater. Sci. Eng. A 2009, 516, 138–147. [Google Scholar] [CrossRef]
- Wang, T.; Nie, K.; Deng, K.; Liang, W. Analysis of hot deformation behavior and microstructure evolution of as-cast SiC nanoparticles reinforced magnesium matrix composite. J. Mater. Res. 2016, 31, 3437–3447. [Google Scholar] [CrossRef]
- Arndt, F.; Berndorf, S.; Moses, M.; Ullmann, M.; Prahl, U. Microstructure and Hot Deformation Behaviour of Twin-Roll Cast AZ31 Magnesium Wire. Crystals 2022, 12, 173. [Google Scholar] [CrossRef]
- Sherby, O.D.; Taleff, E.M. Influence of grain size, solute atoms and second-phase particles on creep behavior of polycrystalline solids. Mater. Sci. Eng. A 2002, 322, 89–99. [Google Scholar] [CrossRef]
- Peng, W.P.; Li, P.J.; Zeng, P.; Lei, L.P. Hot deformation behavior and microstructure evolution of twin-roll-cast Mg–2.9Al–0.9Zn alloy: A study with processing map. Mater. Sci. Eng. A 2008, 494, 173–178. [Google Scholar] [CrossRef]
- Liu, Z.; Xing, S.; Bao, P.; Li, N.; Yao, S.; Zhang, M. Characteristics of hot tensile deformation and microstructure evolution of twin-roll cast AZ31B magnesium alloys. Trans. Nonferrous Met. Soc. China 2010, 20, 776–782. [Google Scholar] [CrossRef]
- Xu, S.W.; Matsumoto, N.; Kamado, S.; Honma, T.; Kojima, Y. Effect of Mg17Al12 precipitates on the microstructural changes and mechanical properties of hot compressed AZ91 magnesium alloy. Mater. Sci. Eng. A 2009, 523, 47–52. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Al | Zn | Mn | Balance | Mg |
|---|---|---|---|---|---|
| AZ31 | 2.8 | 0.7 | 0.3 | 0.0 | 96.2 |
| AZ31 standard (DIN EN 12438) [29] | 2.5–3.5 | 0.6–1.4 | 0.2–1.0 | - | - |
| AZ91 | 9.6 | 0.6 | 0.2 | 0.0 | 89.6 |
| AZ91 standard (ASTM B93) [30] | 8.5–9.5 | 0.45–0.9 | 0.17–0.4 | - | - |
| Hardness HV10 (RT) | As Cast | Heat-Treated |
|---|---|---|
| AZ31 | 49 ± 5 | 46 ± 2 |
| AZ91 | 74 ± 2 | 61 ± 2 |
| Mechanical Properties (RT) | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation at Break (%) |
|---|---|---|---|
| AZ31 | 63 ± 7 | 192 ± 16 | 11 ± 1 |
| AZ91 | 86 ± 4 | 229 ± 11 | 8 ± 1 |
| Hardness HV10 | Heat-Treated | Rolled |
|---|---|---|
| AZ31 | 46 ± 2 | 68 ± 2 |
| AZ91 | 61 ± 2 | 92 ± 1 |
| Mechanical Properties | Yield Strength (MPa) | Tensile Strength (Mpa) | Elongation at Break (%) |
|---|---|---|---|
| AZ31 | 208 ± 3 | 283 ± 6 | 14 ± 0 |
| AZ91 | 310 ± 1 | 384 ± 7 | 9 ± 2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moses, M.; Ullmann, M.; Prahl, U. Influence of Aluminum Content on the Microstructure, Mechanical Properties, and Hot Deformation Behavior of Mg-Al-Zn Alloys. Metals 2023, 13, 1599. https://doi.org/10.3390/met13091599
Moses M, Ullmann M, Prahl U. Influence of Aluminum Content on the Microstructure, Mechanical Properties, and Hot Deformation Behavior of Mg-Al-Zn Alloys. Metals. 2023; 13(9):1599. https://doi.org/10.3390/met13091599
Chicago/Turabian StyleMoses, Marie, Madlen Ullmann, and Ulrich Prahl. 2023. "Influence of Aluminum Content on the Microstructure, Mechanical Properties, and Hot Deformation Behavior of Mg-Al-Zn Alloys" Metals 13, no. 9: 1599. https://doi.org/10.3390/met13091599
APA StyleMoses, M., Ullmann, M., & Prahl, U. (2023). Influence of Aluminum Content on the Microstructure, Mechanical Properties, and Hot Deformation Behavior of Mg-Al-Zn Alloys. Metals, 13(9), 1599. https://doi.org/10.3390/met13091599