
Analysis of Microstructure Evolution of Co-Cr-Mo Alloy during Isothermal Forging

 ,
, 
 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Procedure
- Radial forging to obtain a 65 × 65 mm square cross-section;
- Intermediate heating at temperature of 1200 ± 10 °C, holding time 20 min;
- Upsetting with a deformation degree of ~30%;
- Radial forging to obtain a 60 × 60 mm square cross-section;
- Upsetting with a deformation degree of ~30%;
- Radial forging to obtain a round 55 mm cross-section;
- Water quenching.
2.2. FEM Simulation Model
2.3. Analysis of Microstructure and Phase Composition
3. Results and Discussion
3.1. Justification of Selection of Heat Treatment and Deformation Processing
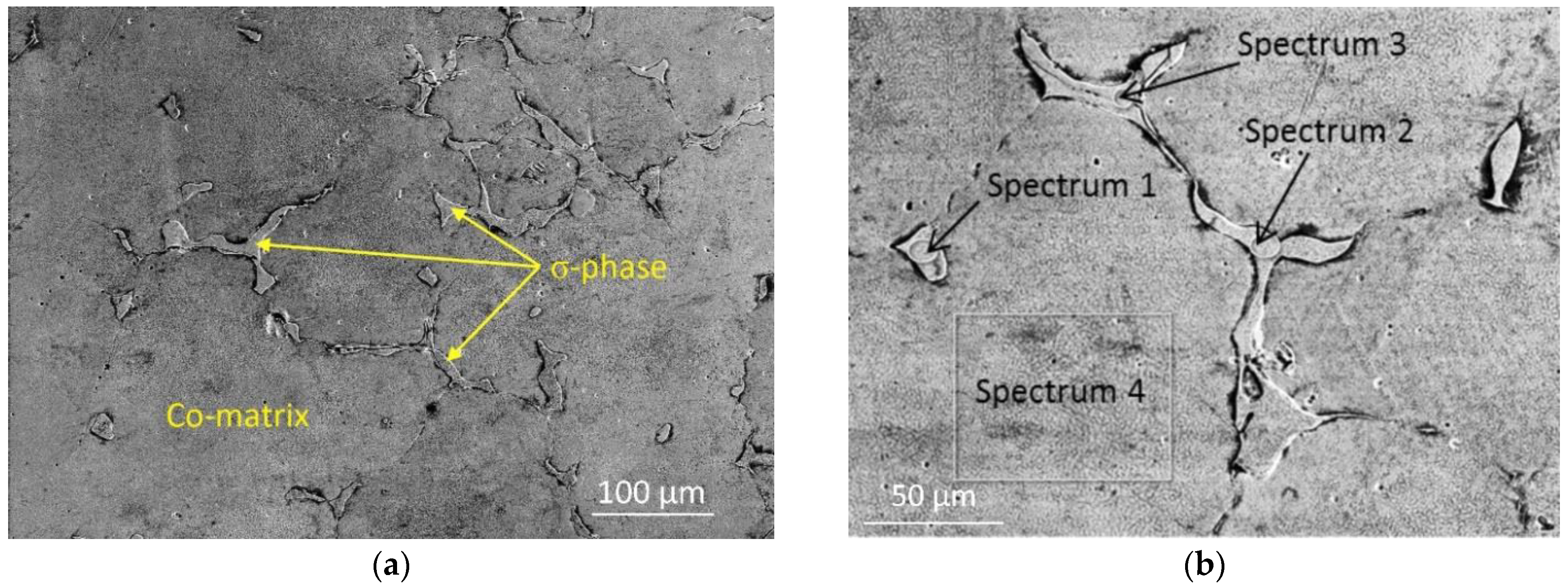
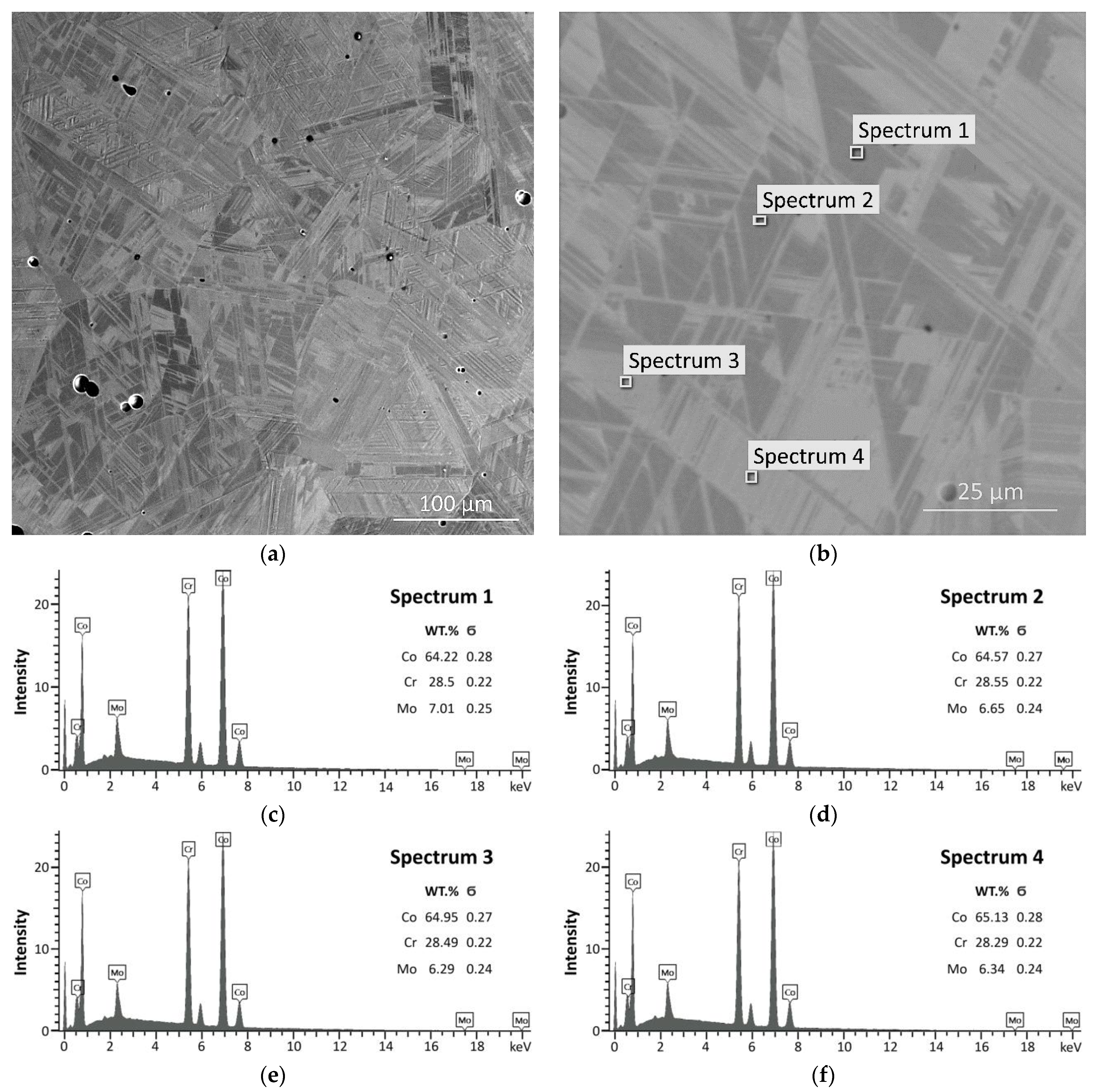
3.2. Microstructure and Phase Composition of Initial Workpiece
3.3. Results of Computer Simulation
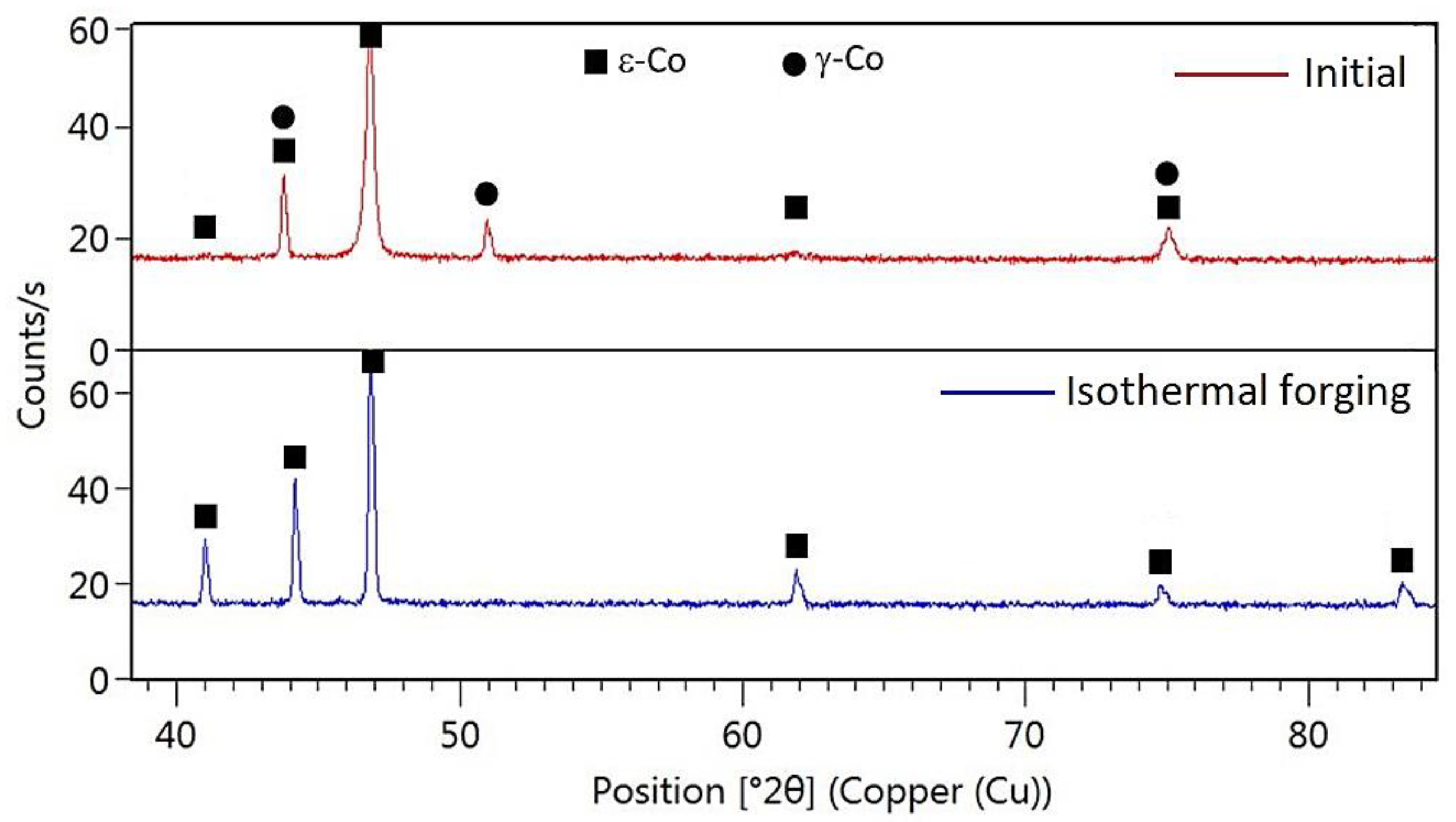
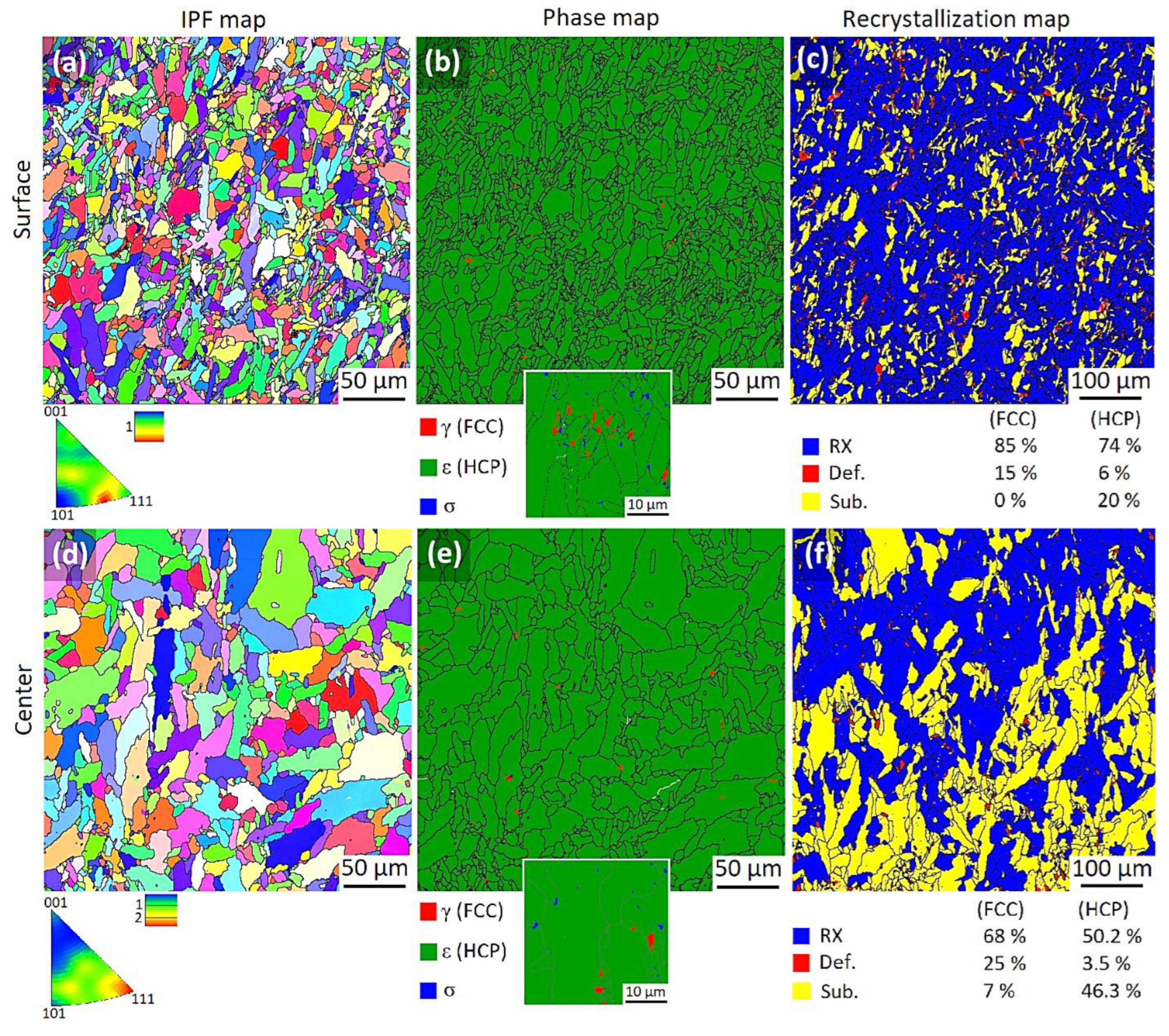
3.4. Microstructure and Phase Composition after Forging
4. Conclusions
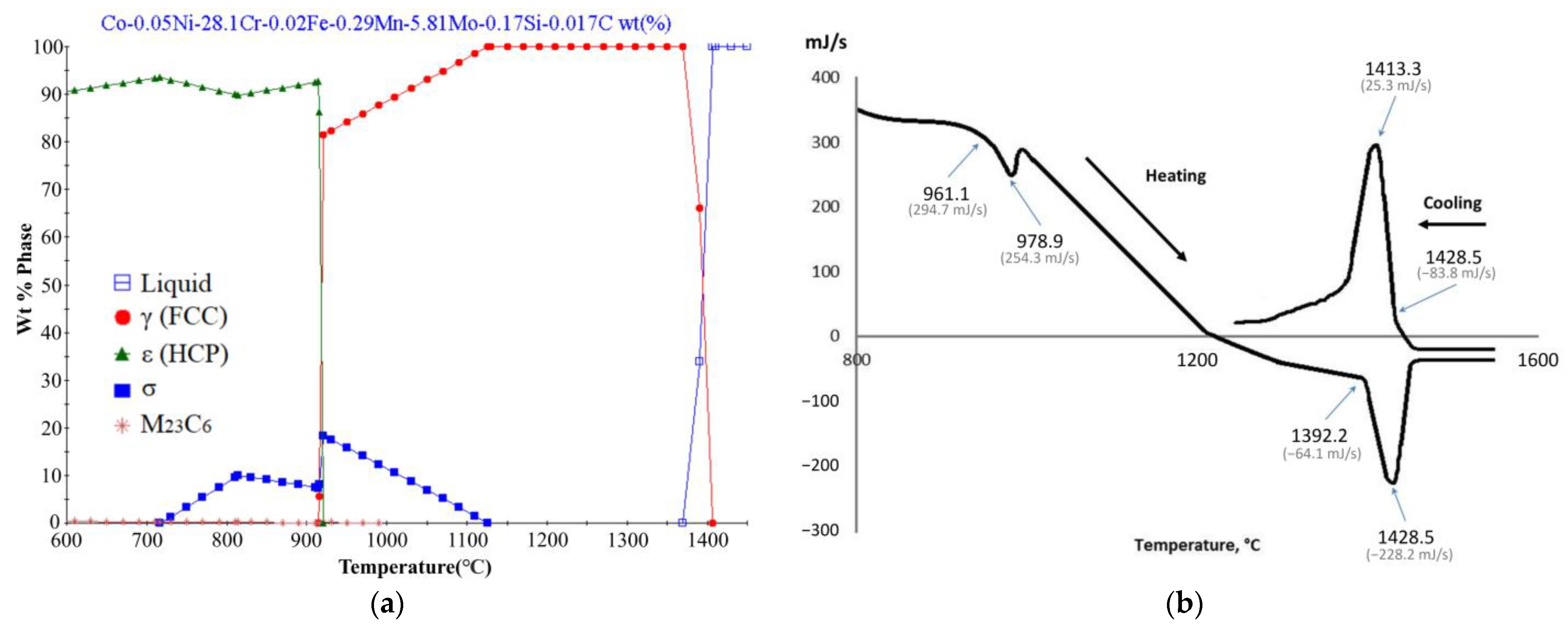
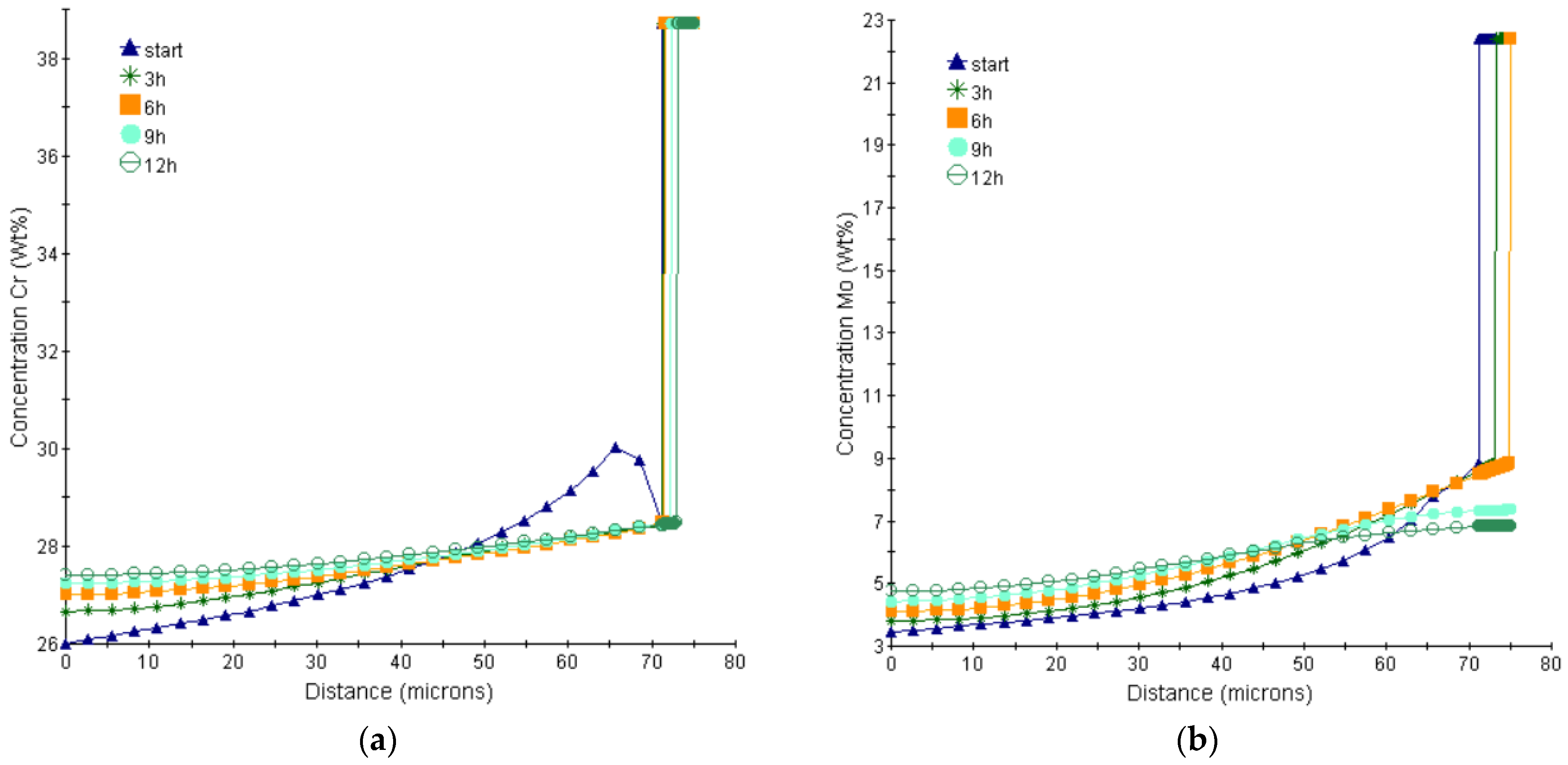
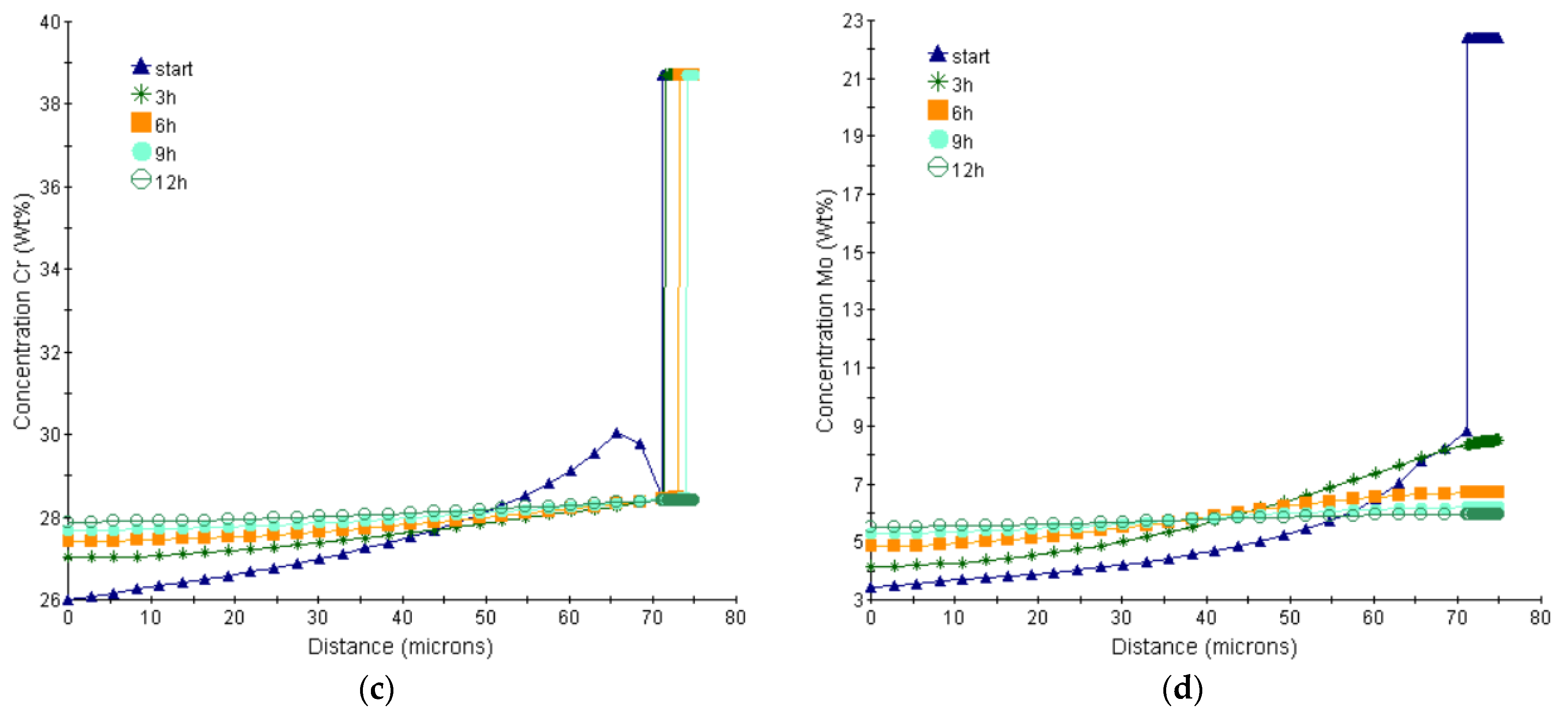
- Based on thermodynamic calculations (JMatPro) and DTA analysis, the main characteristic temperatures and temperature-time ranges of homogenization were determined. The phase transformation γ→ε occurred in the temperature range of 960–980 °C. To completely dissolve the σ-phase and eliminate dendritic segregation of the main alloying elements, it is necessary to homogenize the alloy at a temperature of 1230–1250 °C for at least 9 h before deformation.
- According to the results of the FEM simulation, the forging occurred in a single-phase γ-region. The forging temperature did not decrease below 1000 °C. However, to reduce the probability of σ-phase precipitation and crack formation during deformation and to decrease forging forces, at least two intermediate heating stages should be performed.
- During forging and subsequent rapid cooling, ultra-fine dispersed particles of the σ-phase (0.13 ± 0.01 µm) were precipitated along the boundaries of recrystallized fine grains. Larger particles in the center of the workpiece were formed due to the slower cooling rate compared to the surface.
- After isothermal forging, a mixed grain microstructure was formed consisting of large grains elongated along the deformation direction and zones of more equiaxed small grains. The average size of grain was in the range of 5–10 µm. During rapid cooling from the single-phase γ-region (fcc), a stable phase of athermal ε-martensite (hcp) was formed over the entire cross-section of the forging billet.
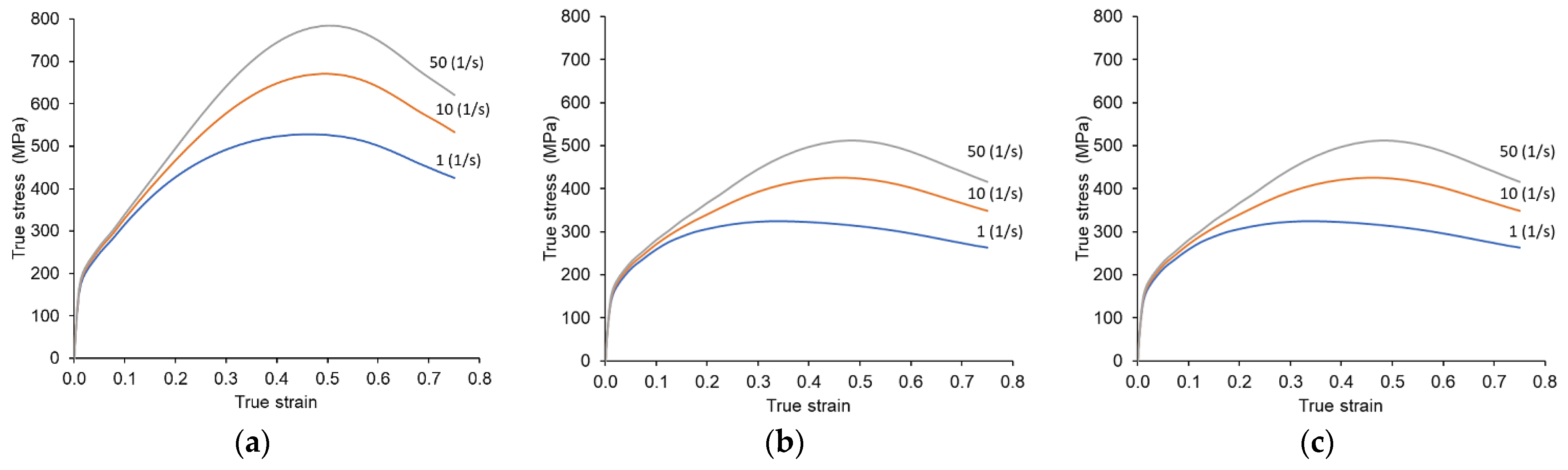
- Isothermal forging in the temperature range of 1100–1200 °C and at low strain rates up to 1 s−1 leads to dynamic recrystallization and polygonization during deformation and contributes to obtaining a structure without visible pores, cracks, and large inclusions. Thus, it makes it possible to use the forging billet for further deformation by different metal forming methods.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Tanzi, M.C.; Farè, S.; Candiani, G. Chapter 4—Biomaterials and Applications. In Foundations of Biomaterials Engineering; Tanzi, M.C., Farè, S., Candiani, G., Eds.; Academic Press: Cambridge, MA, USA, 2019; pp. 199–287. [Google Scholar] [CrossRef]
- Ibrahim, M.Z.; Sarhan, A.A.D.; Yusuf, F.; Hamdi, M. Biomedical materials and techniques to improve the tribological, mechanical and biomedical properties of orthopedic implants—A review article. J. Alloys Compd. 2017, 714, 636–667. [Google Scholar] [CrossRef]
- Sedlaček, M.; Zupančič, K.; Šetina Batič, B.; Kosec, B.; Zorc, M.; Nagode, A. Influence of Precipitation Hardening on the Mechanical Properties of Co-Cr-Mo and Co-Cr-W-Mo Dental Alloys. Metals 2023, 13, 637. [Google Scholar] [CrossRef]
- Silva, R.; Santos, M.D.d.; Madureira, R.; Soares, R.; Neto, R.; Vieira, Â.A.; Gonçalves, P.A.R.; Leite, P.M.S.M.; Vieira, L.; Viana, F. Scratch and Wear Behaviour of Co-Cr-Mo Alloy in Ringer’s Lactate Solution. Materials 2023, 16, 2923. [Google Scholar] [CrossRef] [PubMed]
- Namus, R.; Rainforth, W.M.; Huang, Y.; Langdon, T.G. Effect of grain size and crystallographic structure on the corrosion andtribocorrosion behaviour of a CoCrMo biomedical grade alloy in simulated body fluid. Wear 2021, 478–479, 203884. [Google Scholar] [CrossRef]
- Basha, M.; Moustafa, E.B.; Ibrahim, K.M.; Basha, M.A.; Mosleh, A.O. The Effect of Si Addition on the Microstructure, Mechanical Properties, and Wear Rate of the Co–Cr–Mo-Based Biomedical Alloys. Silicon 2023, 1–7. [Google Scholar] [CrossRef]
- Cremer, L.; Nortje, B.D.; van der Merwe, J.; Becker, T.H. Wear of Conventional UHMWPE Articulating Against Additively Manufactured Ti-6Al-4V and Co-Cr-Mo. Biotribology 2023, 33–34, 100231. [Google Scholar] [CrossRef]
- Chen, Q.; Thouas, G.A. Metallic implant biomaterials. Mater. Sci. Eng. R 2015, 87, 1–57. [Google Scholar] [CrossRef]
- Yamanaka, K.; Mori, M.; Chiba, A. Effects of nitrogen addition on microstructure and mechanical behavior of biomedical Co–Cr–Mo alloys. J. Mech. Behav. Biomed. Mater. 2014, 29, 417–426. [Google Scholar] [CrossRef]
- Jabali, F.Z.H.; Ketabchi, M.; Bruschi, S.; Ghiotti, A. Effects of carbide precipitation on the microstructural and tribological properties of Co–Cr–Mo–C medical implants after thermal treatment. J. Mater. Sci. 2016, 51, 4495–4508. [Google Scholar] [CrossRef]
- Chiba, A.; Kumagai, M.; Nomura, N.; Miyakawa, S. Pin-on-disk wear behavior in a like-on-like configuration in a biological environment of high carbon cast and low carbon forged Co–29Cr–6Mo alloys. Acta Mater. 2007, 55, 1309–1318. [Google Scholar] [CrossRef]
- Im, H.-T.; Kim, D.H.; Kim, Y.D.; Fadonougbo, J.O.; Mo, C.B.; Park, J.-Y.; Park, K.B.; Kang, J.-W.; Kang, H.-S.; Park, H.-K. Effect of phase transformation on the mechanical properties of the Co-Cr-Mo alloy fabricated by selective laser melting. Mater. Charact. 2022, 186, 111767. [Google Scholar] [CrossRef]
- Rosenthal, R.; Cardoso, B.R.; Bott, I.S.; Paranhos, R.P.R.; Carvalho, E.A. Phase characterization in as-cast F-75 Co–Cr–Mo–C alloy. J. Mater. Sci. 2010, 45, 4021–4028. [Google Scholar] [CrossRef]
- Giacchi, J.V.; Fornaro, O.; Palacio, H. Microstructural evolution during solution treatment of Co–Cr–Mo–C biocompatible alloys. Mater. Charact. 2012, 68, 49–57. [Google Scholar] [CrossRef]
- Biezma, M.V.; Martin, U.; Linhardt, P.; Ress, J.; Rodríguez, C.; Bastidas, D.M. Non-destructive techniques for the detection of sigma phase in duplex stainless steel: A comprehensive review. Eng. Fail. Anal. 2021, 122, 105227. [Google Scholar] [CrossRef]
- Wang, R. Precipitation of sigma phase in duplex stainless steel and recent development on its detection by electrochemical potentiokinetic reactivation:A review. Corros. Comm. 2021, 2, 41–54. [Google Scholar] [CrossRef]
- Mori, M.; Guo, T.; Yamanaka, K.; Wang, Z.; Yoshida, K.; Onuki, Y.; Sato, S.; Chiba, A.; Misra, R.D.K. The significance of thermomechanical processing on the cellular response of biomedical Co–Cr–Mo alloys. J. Mech. Behav. Biomed. Mater. 2022, 133, 105360. [Google Scholar] [CrossRef]
- Yamanaka, K.; Mori, M.; Koizumi, Y.; Chiba, A. Local strain evolution due to athermal γ→ε martensitic transformation in biomedical Co-Cr-Mo alloys. J. Mech. Behav. Biomed. Mater. 2014, 32, 52–61. [Google Scholar] [CrossRef]
- Huang, P.; López, H. Strain induced ε-martensite in a Co–Cr–Mo alloy: Grain size effects. Mater. Lett. 1999, 39, 244–248. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Traxel, K.D.; Avila, J.D.; Mitra, I.; Bose, S. CoCr Alloys. In Biomaterials Science; Elsevier: Amsterdam, The Netherlands, 2020; pp. 257–269. [Google Scholar] [CrossRef]
- Chiba, A.; Kumagai, K.; Takeda, H.; Nomura, N. Mechanical properties of forged low Ni and C-containing Co-Cr-Mo biomedical implant alloy. Mater. Sci. Forum 2005, 475–479, 2317–2322. [Google Scholar] [CrossRef]
- Ponomarenko, D.A.; Letnikov, M.N.; Skugorev, A.V.; Sidorov, S.A. Forging of gas turbine discs from nickel-based superalloys in isothermal conditions with the use of specialized hydraulic presses. Forg. Stamp. Manuf. Met. Form. 2018, 3, 19–25. Available online: https://elibrary.ru/item.asp?id=32810471 (accessed on 5 September 2023). (In Russian).
- Ponomarenko, D.A.; Skugorev, A.V.; Sidorov, S.A.; Strokov, V.V. Technological capabilities of specialized isothermal presses with maximum force 6,5 and 16 MN in the manufacture of parts for aviation and space purposes. Forg. Stamp. Manuf. Met. Form. 2015, 9, 36–41. Available online: https://elibrary.ru/item.asp?id=24342081 (accessed on 5 September 2023). (In Russian).
- Immarigeon, J.; Rajan, K.; Wallace, W. Microstructural Changes during Isothermal Forging of a Co-Cr-Mo Alloy. Metall. Trans. A 1984, 15, 339–345. [Google Scholar] [CrossRef]
- Yamanaka, K.; Mori, M.; Chiba, A. Mechanical properties of as-forged Ni-free Co–29Cr–6Mo alloys with ultrafine-grained microstructure. Mater. Sci. Eng. A 2011, 528, 5961–5966. [Google Scholar] [CrossRef]
- Yamanaka, K.; Mori, M.; Chiba, A. Enhanced Mechanical Properties of As-Forged Co-Cr-Mo-N Alloys with Ultrafine-Grained Structures. Met. Mater. Trans. A 2012, 43, 5243–5257. [Google Scholar] [CrossRef]
- Yamanaka, K.; Mori, M.; Yoshida, K.; Balvay, S.; Hartmann, D.; Fabrègue, D.; Chiba, A. Preparation of high-strength Co−Cr−Mo alloy rods via hot-caliber rolling. Materialia 2020, 12, 100729. [Google Scholar] [CrossRef]
- Li, Y.; Koizumi, Y.; Chiba, A. Dynamic recrystallization behavior of biomedical Co-29Cr-6Mo-0.16N alloy with extremely low stacking fault energy. Mater. Sci. Eng. A 2016, 668, 86–96. [Google Scholar] [CrossRef]
- Yang, S.; Umbrello, D.; Dillon, O.W.; Jawahir, I.S. Numerical Investigation of Dynamic Recrystallization Induced Microstructural Evolution in Cryogenic Burnishing of Co-Cr-Mo Biomaterial. J. Mater. Eng. Perform. 2022, 31, 6904–6921. [Google Scholar] [CrossRef]
- Gamin, Y.V.; Korotitskiy, A.V.; Kin, T.Y.; Galkin, S.P.; Kostin, S.A.; Tikhomirov, E.O. Development of Temperature-Rate Modes of Hot Deformation of the Co–28Cr–6Mo Alloy Based on Processing Maps. Steel Transl. 2022, 52, 1027–1036. [Google Scholar] [CrossRef]
- BS ISO 5832-12:2007; Implants for Surgery—Metallic Materials—Part 12: Wrought Cobalt Chromium-Molybedenium Alloy. ISO: Geneva, Switzerland, 2007.
- QForm, Version 9.0.10; Windows; Micas Simulations Limited: Oxford, UK, 2020.
- Saunders, N.; Guo, U.K.Z.; Li, X.; Miodownik, A.P.; Schillé, J.P. Using JMatPro to model materials properties and behavior. JOM 2003, 55, 60–65. [Google Scholar] [CrossRef]
- Kolmogorov, V.A. Stress, Deformation, Destruction; Metallurgy: Moscow, Russia, 1970. (In Russian) [Google Scholar]
- Chiba, A.; Lee, S.H.; Matsumoto, H.; Nakamurac, M. Construction of processing map for biomedical Co–28Cr–6Mo–0.16N alloy by studying its hot deformation behavior using compression tests. Mater. Sci. Eng. A 2009, 513, 286–293. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Element wt, % | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Co | Cr | Mo | Fe | Mn | Si | C | Ni | N | |
| Ingot | Matrix | 28.1 | 5.8 | 0.02 | 0.3 | 0.2 | 0.017 | <0.05 | 0.0006 |
| ISO 5832-12:2007 | Matrix | 26.0–30.0 | 5.0–7.0 | <0.75 | <1.0 | <1.0 | <0.140 | <1.00 | <0.25 |
| Parameter | Unit of Measurement | Value |
|---|---|---|
| Heating temperature of workpiece | °C | 1200 |
| Tool temperature | °C | 950 |
| Environment temperature | °C | 20 |
| Water temperature for quenching | °C | 20 |
| Friction factor between workpiece and tool (flat dies) | 0.4 | |
| Material of tool (flat dies) | Ni-based alloy | |
| Traverse speed of upper flat die | mm/s | 8 |
| Transportation time from furnace to press | s | 8 |
| Time of water quenching | s | 360 |
| Critical Temperature Point | JMatPro Calculation | DTA Curve | Δ/% |
|---|---|---|---|
| Liquidus | 1410 °C | 1428 °C | 1.26 |
| Solidus | 1393 °C | 1392 */1413 ** °C | 0.07/1.42 |
| Polymorphic transformation γ→ε | 921 °C | 962–980 °C | 4.26/6.02 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gamin, Y.V.; Skugorev, A.V.; Karashaev, M.M.; Kin, T.Y.; Galkin, S.P.; Mahmoud Alhaj Ali, A.; Cheverikin, V.V. Analysis of Microstructure Evolution of Co-Cr-Mo Alloy during Isothermal Forging. Metals 2023, 13, 1583. https://doi.org/10.3390/met13091583
Gamin YV, Skugorev AV, Karashaev MM, Kin TY, Galkin SP, Mahmoud Alhaj Ali A, Cheverikin VV. Analysis of Microstructure Evolution of Co-Cr-Mo Alloy during Isothermal Forging. Metals. 2023; 13(9):1583. https://doi.org/10.3390/met13091583
Chicago/Turabian StyleGamin, Yury V., Alexander V. Skugorev, Mukhamed M. Karashaev, Tatiana Y. Kin, Sergei P. Galkin, Abdullah Mahmoud Alhaj Ali, and Vladimir V. Cheverikin. 2023. "Analysis of Microstructure Evolution of Co-Cr-Mo Alloy during Isothermal Forging" Metals 13, no. 9: 1583. https://doi.org/10.3390/met13091583
APA StyleGamin, Y. V., Skugorev, A. V., Karashaev, M. M., Kin, T. Y., Galkin, S. P., Mahmoud Alhaj Ali, A., & Cheverikin, V. V. (2023). Analysis of Microstructure Evolution of Co-Cr-Mo Alloy during Isothermal Forging. Metals, 13(9), 1583. https://doi.org/10.3390/met13091583