
Effect of Deep Cryogenic Time on the Microstructure and Mechanical Property of Cr-Mn-Si High-Strength Alloy Steel
Abstract
1. Introduction
2. Experimental Procedure
2.1. Initial Material
2.2. Heat Treatment
2.3. Microstructural and Mechanical Property Analyses
3. Results
3.1. Mechanical Properties
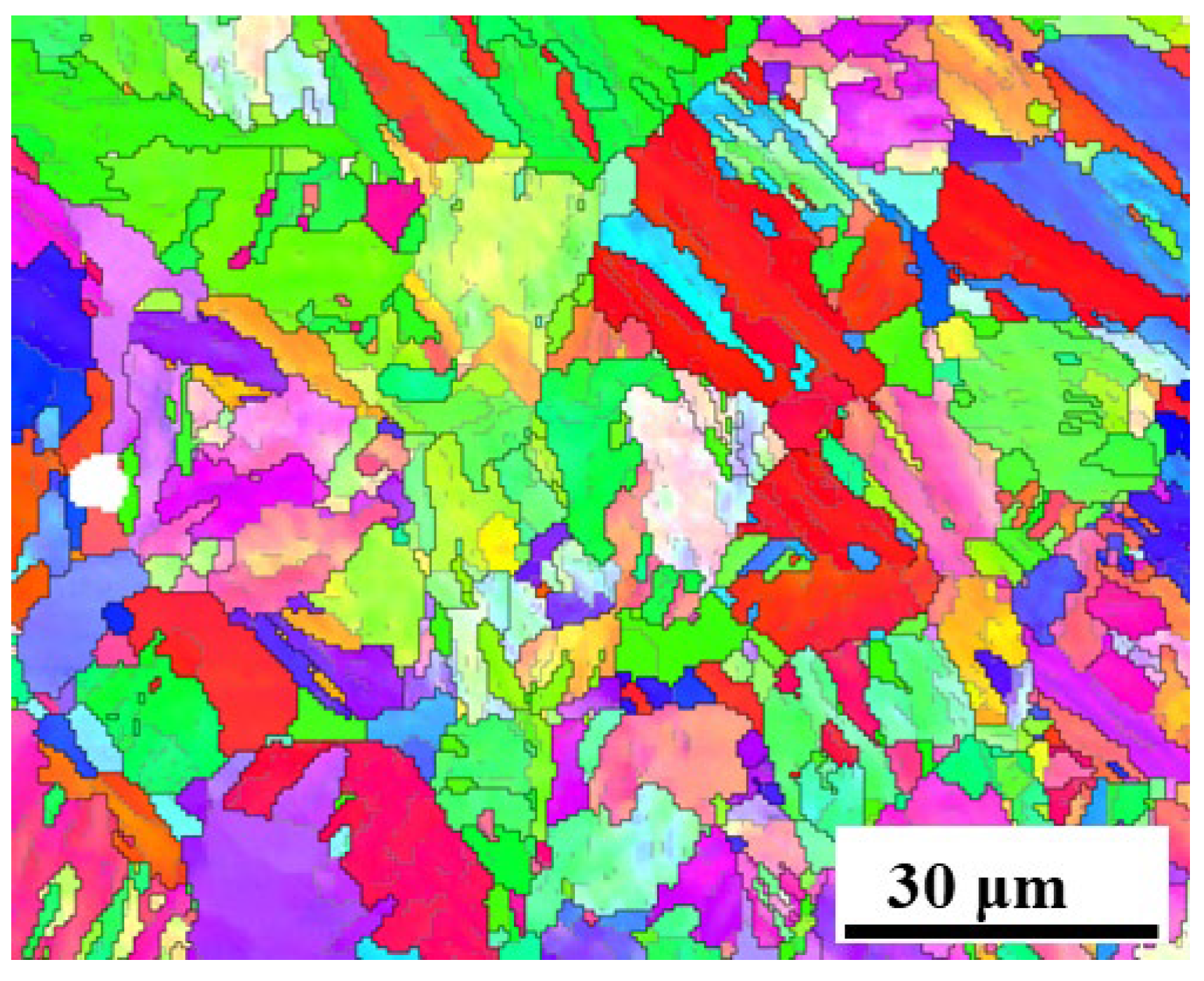
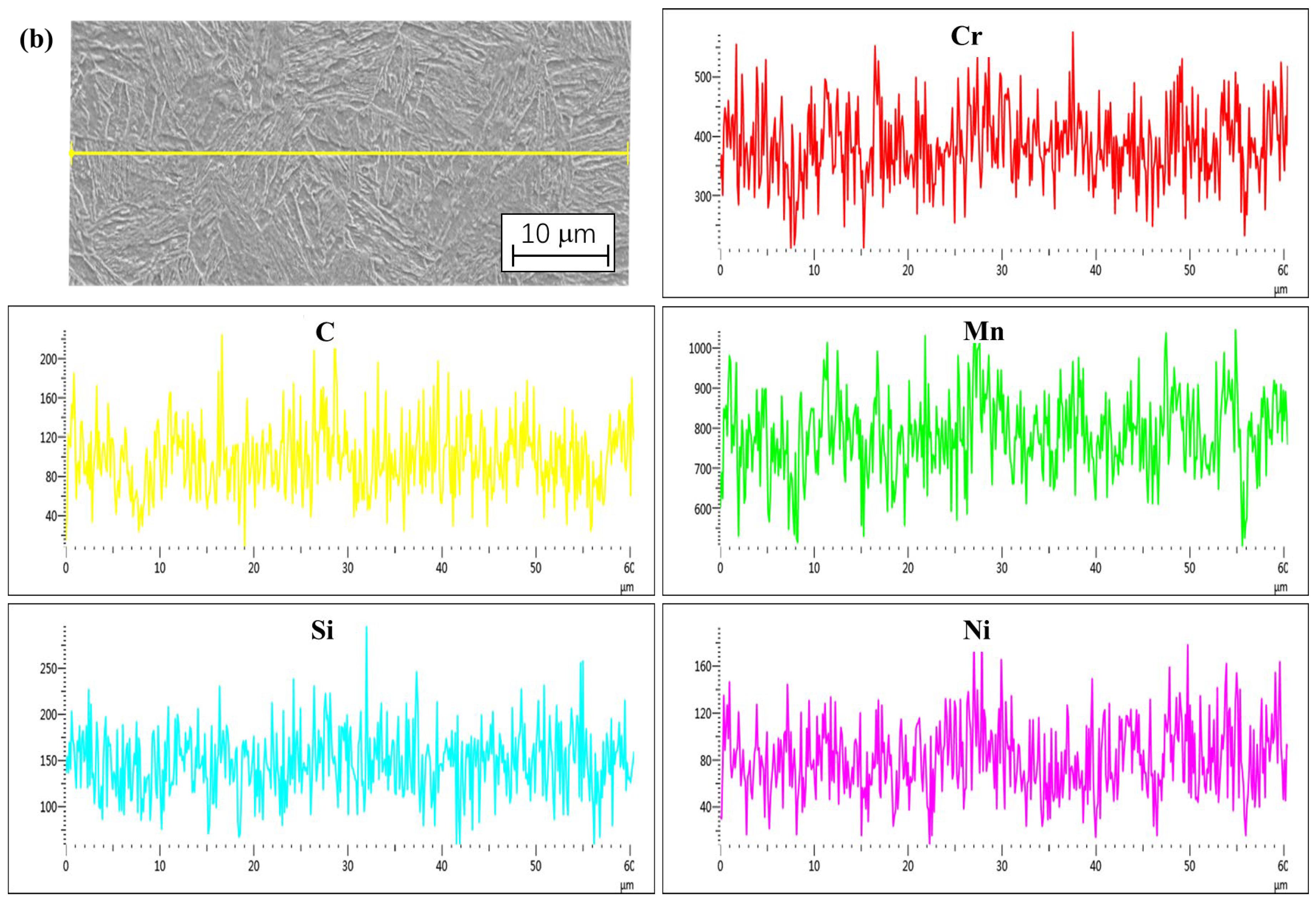
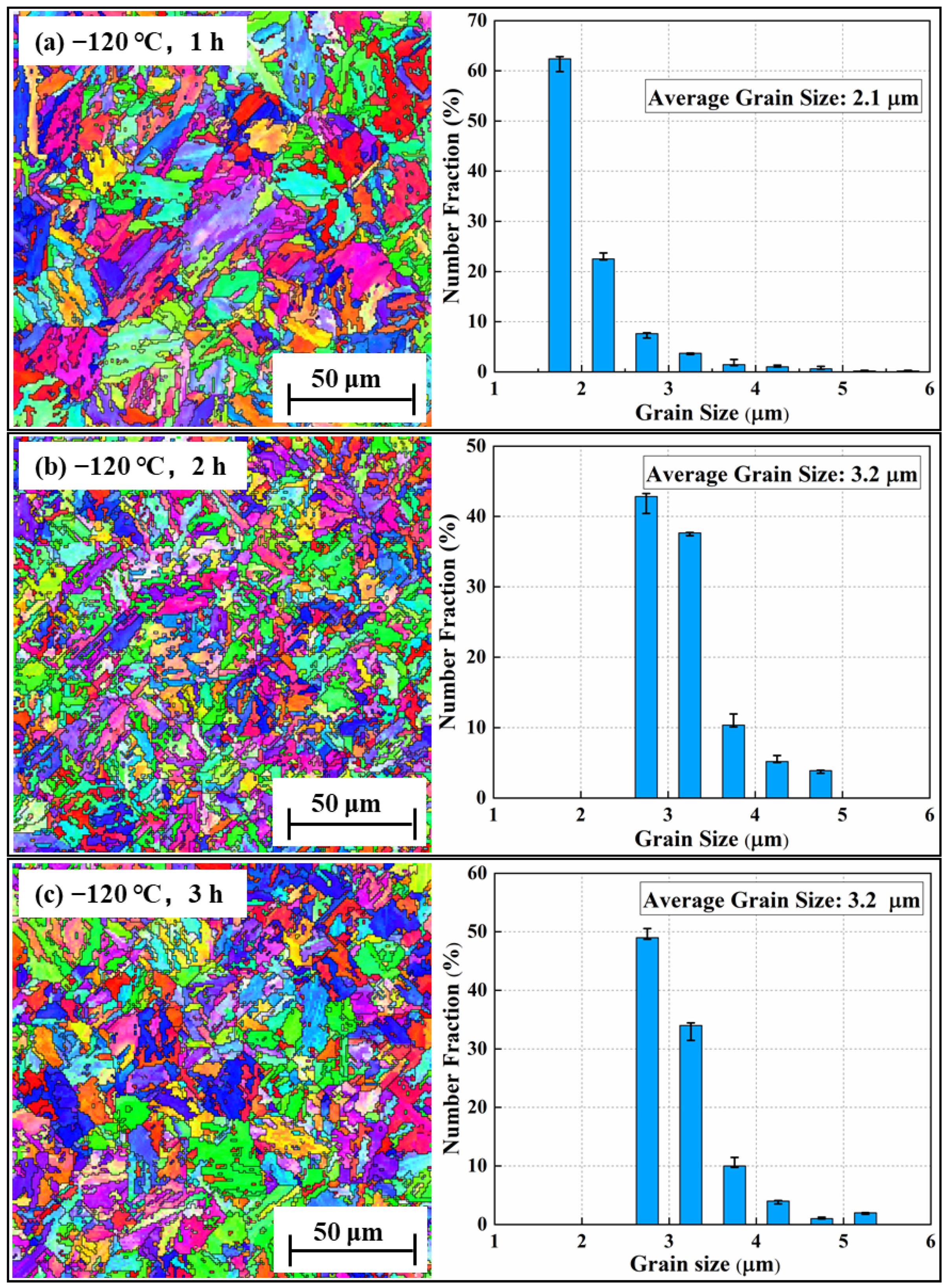
3.2. Microstructure Analyses
4. Discussion
4.1. Effect of Deep Cryogenic Treatment Process on the Mechanical Properties and Microstructure of Cr-Mn-Si-Alloyed High-Strength Steel
4.2. Effect of Deep Cryogenic Treatment Process on Cr-Mn-Si High-Strength Dislocation Density
5. Conclusions
- (1)
- For Cr-Mn-Si-alloyed high-strength steel, deep cryogenic treatment after Q-T treatment improved the microstructure and mechanical property of the material. The better deep cryogenic process parameter was −120 °C + 1 h after the Q-T process.
- (2)
- The microstructure of Cr-Mn-Si-alloyed high-strength steel after deep cryogenic treatment was tempered martensite and diffusely distributed carbides, which refined the matrix microstructure and made the martensite slats more uniform. However, with the extension of deep cryogenic time, lath martensite gradually appeared.
- (3)
- The dislocation density of Cr-Mn-Si-alloyed high-strength steel was influenced by the deep cryogenic treatment, and was highest at a deep cryogenic treatment time of 2 h.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chen, Z.Z.; Lan, D.N.; Ma, D.S. Die Steel Manual; Metallurgical Industry Press: Beijing, China, 2020; Volume 4, pp. 326–328. [Google Scholar]
- Wang, H.J.; Zhang, Y.H.; Li, Y.Y.; Long, J.; Ma, Z.X. Low Cycle Fatigue Properties of Electron Beam Welding Joint of 30CrMnSiNi2A Ultra-High Strength Steel. Hot Work. Technol. 2022, 51, 58–62. [Google Scholar]
- Pang, J.L.; Zhu, Z.L.; Zhang, J.Y.; Chen, Q.; Zhou, J.; Meng, Y.; Sugiyama, S. Thermal forming properties of a Cr-Mn-Si-Ni alloyed naval steel under different forming conditions by different constitutive models. Rare Met. 2021, 41, 3515–3529. [Google Scholar] [CrossRef]
- Duan, Y.T.; Zhu, W.T.; Liu, W.S.; Ma, Y.Z.; Cai, Q.S.; Cai, Y. A novel strategy for preparing high-performance powder metallurgical low alloy ultrahigh strength steel. Mater. Sci. Eng. A 2023, 864, 144585. [Google Scholar] [CrossRef]
- Li, J.H.; Zhan, D.P.; Jiang, Z.H.; Zhang, H.S.; Yang, Y.K.; Zhang, Y.P. Progress on improving strength-toughness of ultra-high strength martensitic steels for aerospace applications, a review. J. Mater. Res. Technol. 2023, 23, 172–190. [Google Scholar] [CrossRef]
- Duan, Y.T.; Liu, W.S.; Ma, Y.Z.; Cai, Q.S.; Zhu, W.T.; Liu, J. Effect of Ni addition upon microstructure and mechanical properties of hot isostatic pressed 30CrMnSiNi2A ultrahigh strength steel. Mater. Sci. Eng. A 2022, 850, 143599. [Google Scholar] [CrossRef]
- Dwivedi, P.K.; Vinjamuri, R.; Rai, A.K.; Ganesh, P.; Ranganathan, K.; Bindra, K.S.; Dutta, K. Effect of laser shock peening on ratcheting strain accumulation, fatigue life and bulk texture evolution in HSLA steel. Int. J. Fatigue 2022, 163, 107033. [Google Scholar] [CrossRef]
- Yuan, S.Q.; Shen, Z.X.; Zhou, C.H.; Liu, F.T.; Wang, F.; Yang, H.; Chen, J. Study on Mechanical Properties of 30CrMnSiNi2A Steel under Simulated Alternating High and Low Air Conditions. Mater. Sci. Technol. 2015, 23, 125–128. [Google Scholar]
- Zhou, Y.Q.; Zhang, Y.M. Effect of Heat Treatment on Microstructure and Dynamic Properties of 30CrMnSiNi2A Steel. Forg. Equip. Manuf. Technol. 2010, 45, 80–83. [Google Scholar]
- Widiantara, I.P.; Machendradhany, A.P.; Putra, D.P.; Yang, H.W.; Park, K.S.; Ko, Y.G. Achieving high fracture toughness and tribological properties in high-carbon steels via sub-zero treatment and low-temperature tempering. J. Alloys Compd. 2020, 821, 153195. [Google Scholar]
- Yan, X.G.; Li, D.Y. Effects of the sub-zero treatment condition on microstructure mechanical behavior and wear resistance of W9Mo3Cr4V high speed steel. Wear 2013, 302, 854–862. [Google Scholar] [CrossRef]
- Sobotova, J.; Jurci, P.; Dlouhy, I. The effect of subzero treatment on microstructure, fracture toughness, and wear resistance of Vanadis 6 tool steel. Mater. Sci. Eng. A 2016, 625, 192–204. [Google Scholar] [CrossRef]
- Yang, J.; Zhang, W.D.; Zheng, K.D.; Dang, J.Z.; Xu, H. Effect of deep cryogenie treatment time on microstrueture and tensile strength of A319 alloy. Trans. Mater. Heat Treat. 2014, 35, 181–184. [Google Scholar]
- Liu, Y.; Liu, X.L.; Zhang, J.D. Effect of cryogenic treatment on mechanical properties of Cr12MoV steel. Heat Treat. Met. 2011, 36, 3840. [Google Scholar]
- Hu, H.B.; Zhu, L.H.; Tu, Y.W.; Duan, Y.M.; Wu, X.C.; Gu, B.F. Effect of Cryogenic Treatment on Microstructure and Properties of M2 High Speed Steel. Mater. Rep. 2023, 37, 171–176. [Google Scholar]
- Wang, J.B.; Sun, X.Y.; Su, B.Y.; Zhang, S. Effect of Cryogenic treatment Times on wear and Corrosion Resistance of E690 Steel. Hot Work. Technol. 2022, 51, 147–151. [Google Scholar]
- Li, H.; Yi, T.T.; Liu, Y. Effect of Cryogenic Treatment on Properties of GCr15 Bearing Steel. Bearing 2015, 8, 41–44. [Google Scholar]
- Zhao, X.L.; Luo, X.Y.; Yu, L.D.; Wang, Y.J.; Jia, Z. Effect of Cryogenic Treatment on Microstructure and Mechanical Properties of Inconel617 Alloy. J. Lanzhou Univ. Technol. 2023, 49, 7–11. [Google Scholar]
- Jurci, P.; Bartkowska, A.; Hudakova, M.; Domankova, M.; Caplovicova, M.; Bartkowski, D. Effect of Sub-Zero Treatments and Tempering on Corrosion Behaviour of Vanadis6 Tool Steel. Materials 2021, 14, 3759. [Google Scholar] [CrossRef] [PubMed]
- Perez, M.; Belzunce, F.J. The effect of deep cryogenic treatments on the mechanical properties of an AISI H13 steel. Mater. Sci. Eng. A 2015, 624, 32–40. [Google Scholar]
- Dhokey, N.B.; Maske, S.S.; Ghosh, P. Effect of tempering and cryogenic treatment on wear and mechanical properties of hot work tool steel (H13). Mater. Today Proc. 2021, 43, 3006–3013. [Google Scholar] [CrossRef]
- Chen, Y.Q.; Wu, Y.W.; Qin, Z.W.; Zhou, X.; Wang, H.B. Effects of deep cryogenic treatment on microstructure and mechanical properties of GCr15 bearing steel. Mater. Mech. Eng. 2018, 42, 55–58. [Google Scholar] [CrossRef]
- Zong, Q.L.; Sun, H.; Wang, H.Y.; Cui, E.W. Metallic materials-Charpy pendulum impact test method. Phys. Test. Chem. Anal. Part B Chem. Anal. 2010, 3, 190–192. [Google Scholar]
- Meng, Y.; Sugiyama, S.; Soltanpour, M.; Yanagimoto, J. Effects of predeformation and semisolid processing on microstructure and mechanical properties of Cr-V-Mo steel. J. Mater. Process. Technol. 2013, 213, 426–433. [Google Scholar] [CrossRef]
- Zhang, J.Y.; Jiang, P.; Zhu, Z.L.; Chen, Q.; Zhou, J.; Meng, Y. Tensile properties and strain hardening mechanism of Cr-Mn-Si-Ni alloyed ultra-strength steel at different temperatures and strain rates. J. Alloys Compd. 2020, 842, 15586. [Google Scholar] [CrossRef]
- Williamson, G.K.; Smallman, R.E. Dislocation densities in some annealed and cold-worked metals from measurements on the X-ray Debye-Scherrer spectrum. Philos. Mag. 1955, 1, 34–46. [Google Scholar] [CrossRef]
- Cui, J.; Liu, Y.Z.; Pan, H.; Gao, L.F. Reheating Austenitizing Temperature of Spring Steel 60Si2MnA for Railway. J. Iron Steel Res. Int. 2008, 15, 62–67. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Mo | Ni | Al | S | Cu | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 0.285 | 0.992 | 1.120 | 1.090 | 0.006 | 2.040 | 0.011 | 0.033 | 0.218 | Bal |
| Experimental Parameter | Values |
|---|---|
| Quenching temperature (°C) | 900 |
| Quenching time (min) | 20 |
| Tempering temperature (°C) | 250 |
| Tempering time (h) | 2.5 |
| Cryogenic temperature (°C) | −120 |
| Cryogenic time (h) | 1, 2, 3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Mao, H.; Meng, Y.; Shi, R.; Fang, J. Effect of Deep Cryogenic Time on the Microstructure and Mechanical Property of Cr-Mn-Si High-Strength Alloy Steel. Metals 2023, 13, 1449. https://doi.org/10.3390/met13081449
Zhang J, Mao H, Meng Y, Shi R, Fang J. Effect of Deep Cryogenic Time on the Microstructure and Mechanical Property of Cr-Mn-Si High-Strength Alloy Steel. Metals. 2023; 13(8):1449. https://doi.org/10.3390/met13081449
Chicago/Turabian StyleZhang, Jingyu, Haian Mao, Yi Meng, Rong Shi, and Jiamin Fang. 2023. "Effect of Deep Cryogenic Time on the Microstructure and Mechanical Property of Cr-Mn-Si High-Strength Alloy Steel" Metals 13, no. 8: 1449. https://doi.org/10.3390/met13081449
APA StyleZhang, J., Mao, H., Meng, Y., Shi, R., & Fang, J. (2023). Effect of Deep Cryogenic Time on the Microstructure and Mechanical Property of Cr-Mn-Si High-Strength Alloy Steel. Metals, 13(8), 1449. https://doi.org/10.3390/met13081449