
Correlation between Mechanical Properties—Structural Characteristics and Cavitation Resistance of Rolled Aluminum Alloy Type 5083



Abstract
1. Introduction
2. Materials and Experimental Procedure
3. Experimental Results and Discussion
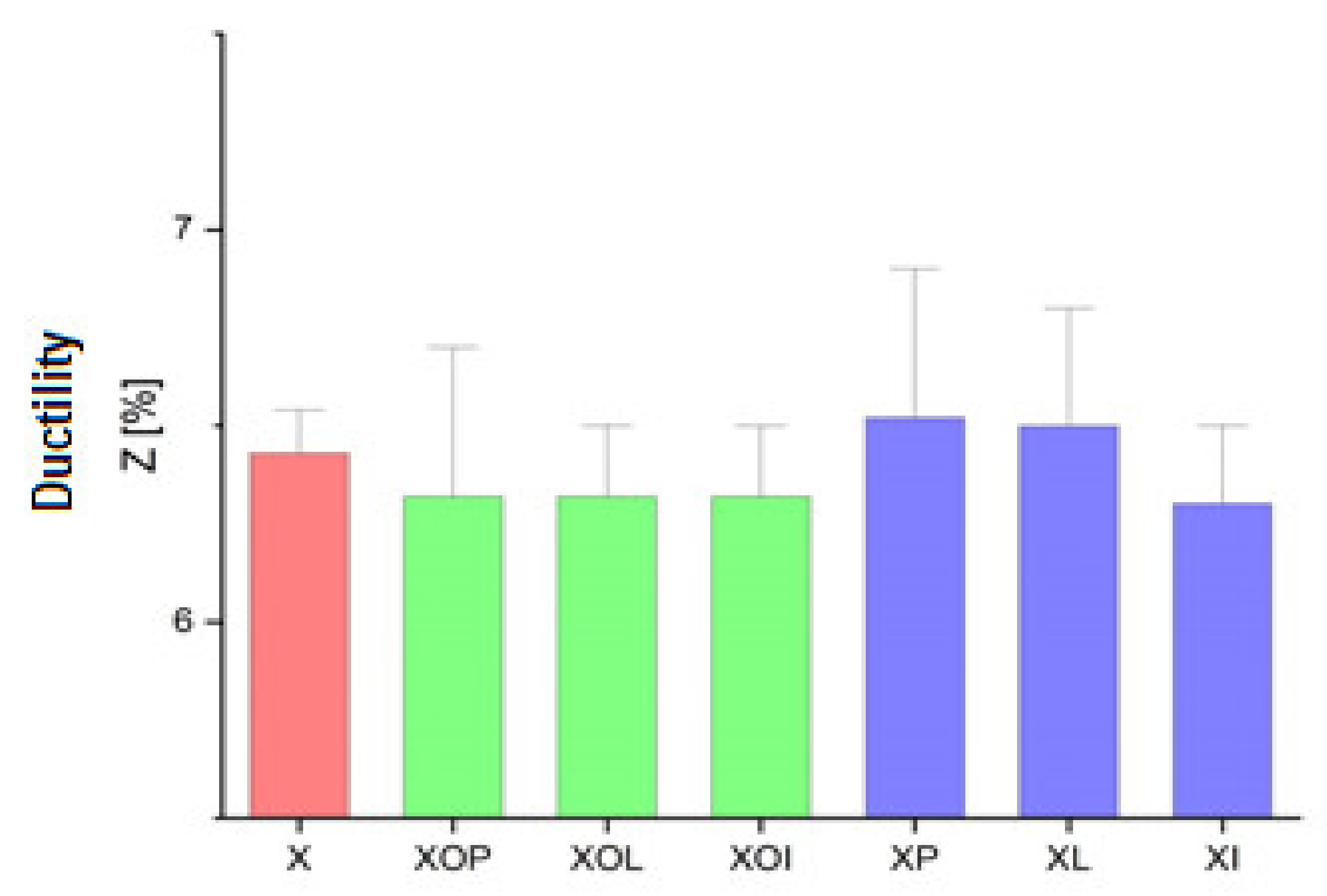
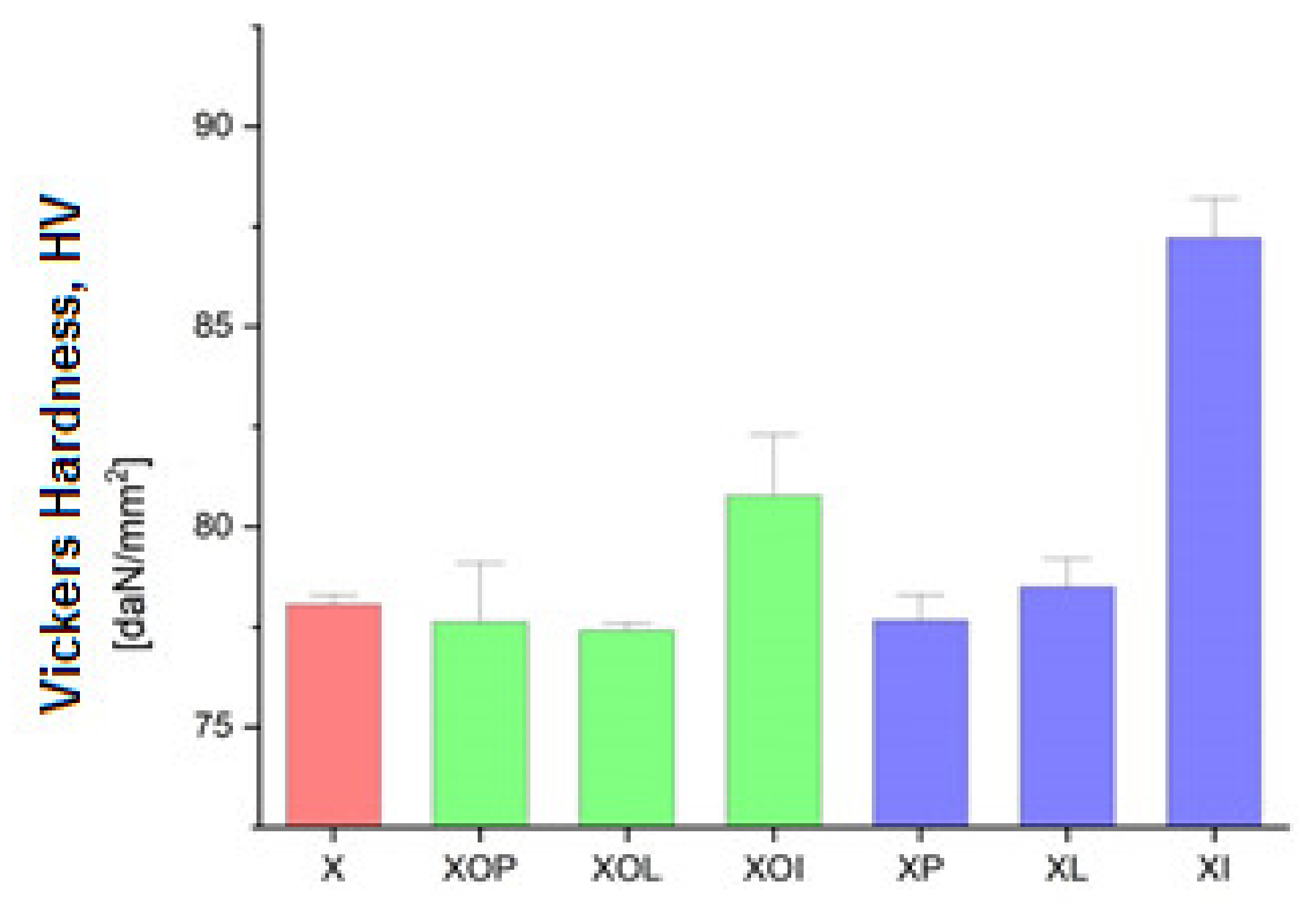
3.1. Results Regarding the Mechanical Behavior of the Experimental Samples
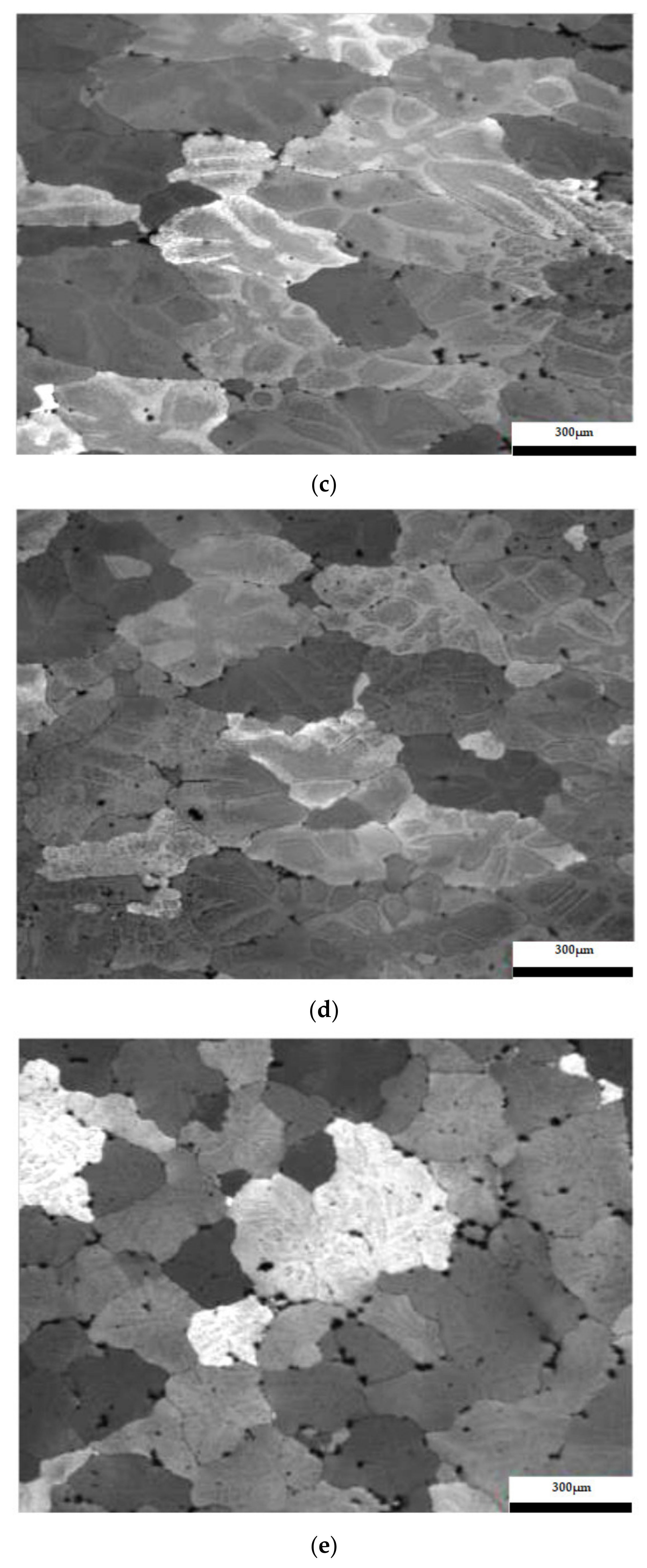
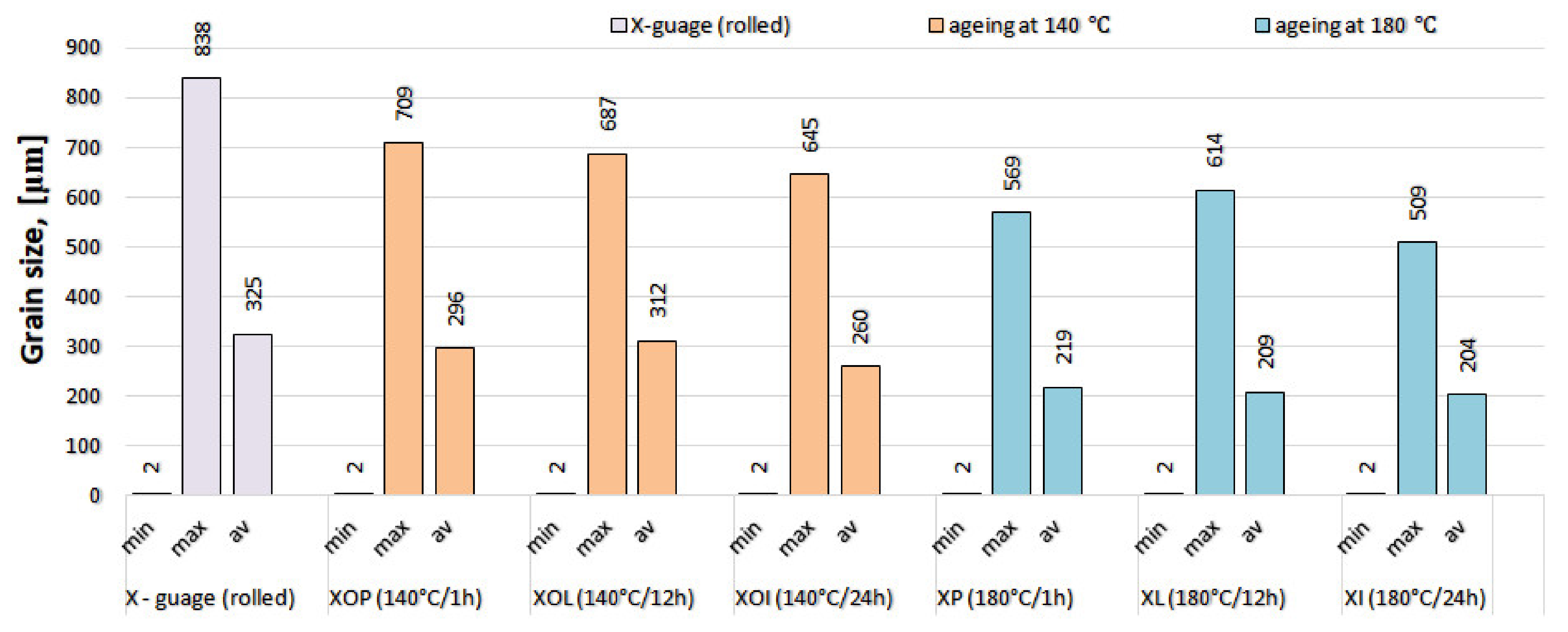
3.2. Results Regarding the Structural Characterization of the Experimental Samples
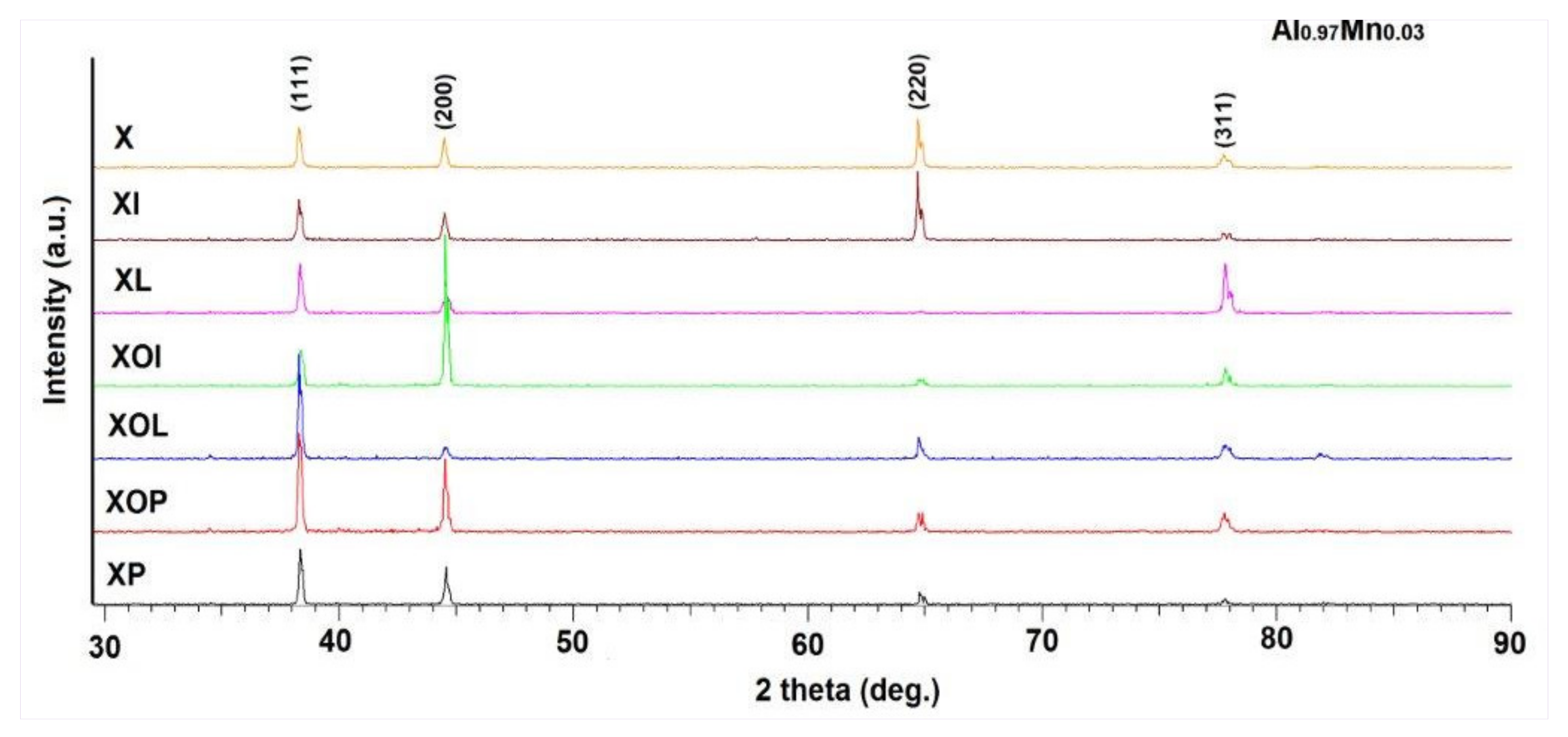
3.3. X-ray Diffraction Analysis
3.4. Determination of the Behavior of the Experimental Samples in Cavitation Erosion
3.4.1. Analysis of Cavitation Resistance Based on Curves and Specific Parameters vs. Penetration Depth
MDER(t) = A · (1 − e−B·t) + A · B · t · e−B·t
- -
- for each sample, regardless of whether it is blank or heat treated, during the first 30 min of vibratory cavitation, the erosive mechanism specific to it is observed; in the attacked surface, more elasto-plastic deformations and crack networks are produced and the roughness tips and dust are removed abrasively. Material ejections, with the creation of pitting, are significantly reduced in the mass values recorded by weighing. For this reason, the appearance of the surface resembles a polished/brushed one;
- -
- with the exception of samples XOP (Figure 10c) and XOL (Figure 10e), in the rest of the samples there is a time interval in which material losses are high and the differences between the values of velocities are also high. This aspect shows a low resistance to cavitation and, as a result, the number of cavities created by the expulsion of material increases, and those already created increase in area and depth (see images in Figure 11, Figure 12 and Figure 13);
- -
- in all samples, starting from the 105th (120th) min and until the end of the test, the losses are of close order, which is why the MDE(t) curve becomes linear, the differences between the experimental values of the speeds are small and the MDER(t) curve decreases asymptotically towards the value of stabilization of MDERs;
- -
- the evolutions of the MDER(t) mediation curves—with the exception of the one for sample XP (Figure 10j), where the curve asymptotically tends to stabilize at the maximum value (MDERmax,m)—tend to decrease asymptotically towards the value of MDERs. Based on previous experience [16,17,18,19,20,21,22,23,24,28,29,30,31] we believe that this way of evolution is the effect of the mechanical properties, the hardening over time, the applied layer and the reduction of the stress/impact force, as a result of the damping effect of the air penetrating into formed caverns;
- -
- although the cavitation erosion of the surface is initiated as early as 15–30 min, substantial large losses—with the creation of deep caverns in the form of trenches, which greatly increase in geometric dimensions—occur in the 60–120 min interval. Starting with the 135th min, the caverns develop less, for the reasons mentioned (the air entering the caverns dump the impact pressure);
- -
- from the point of view of the influence of the holding time at the artificial ageing temperature at 140 °C, the structure with the highest resistance to cavitation erosion is obtained for the duration of 24 h (XOI), of close order to that for the duration of 12 h (XOL), and the lowest for 1 h durations (XOP);
- -
- from the point of view of the influence of the holding time at the artificial ageing temperature at 180 °C, the structure with the highest resistance to cavitation erosion is obtained for the duration of 24 h (sample XI), and the lowest for the duration of one hour (XP).
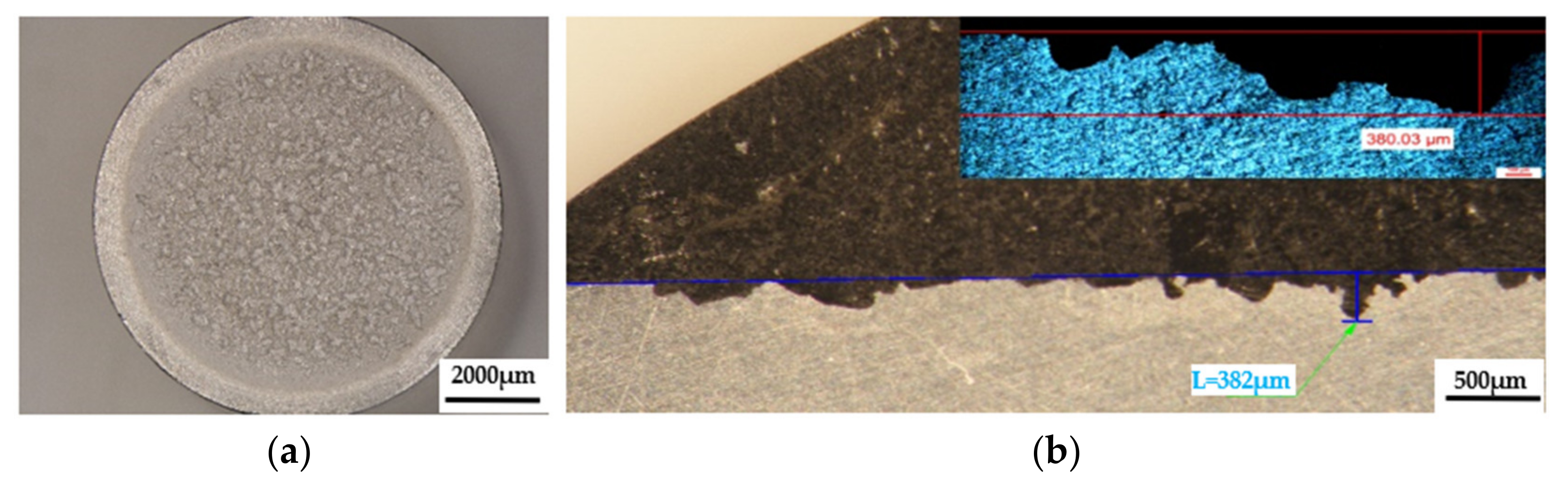
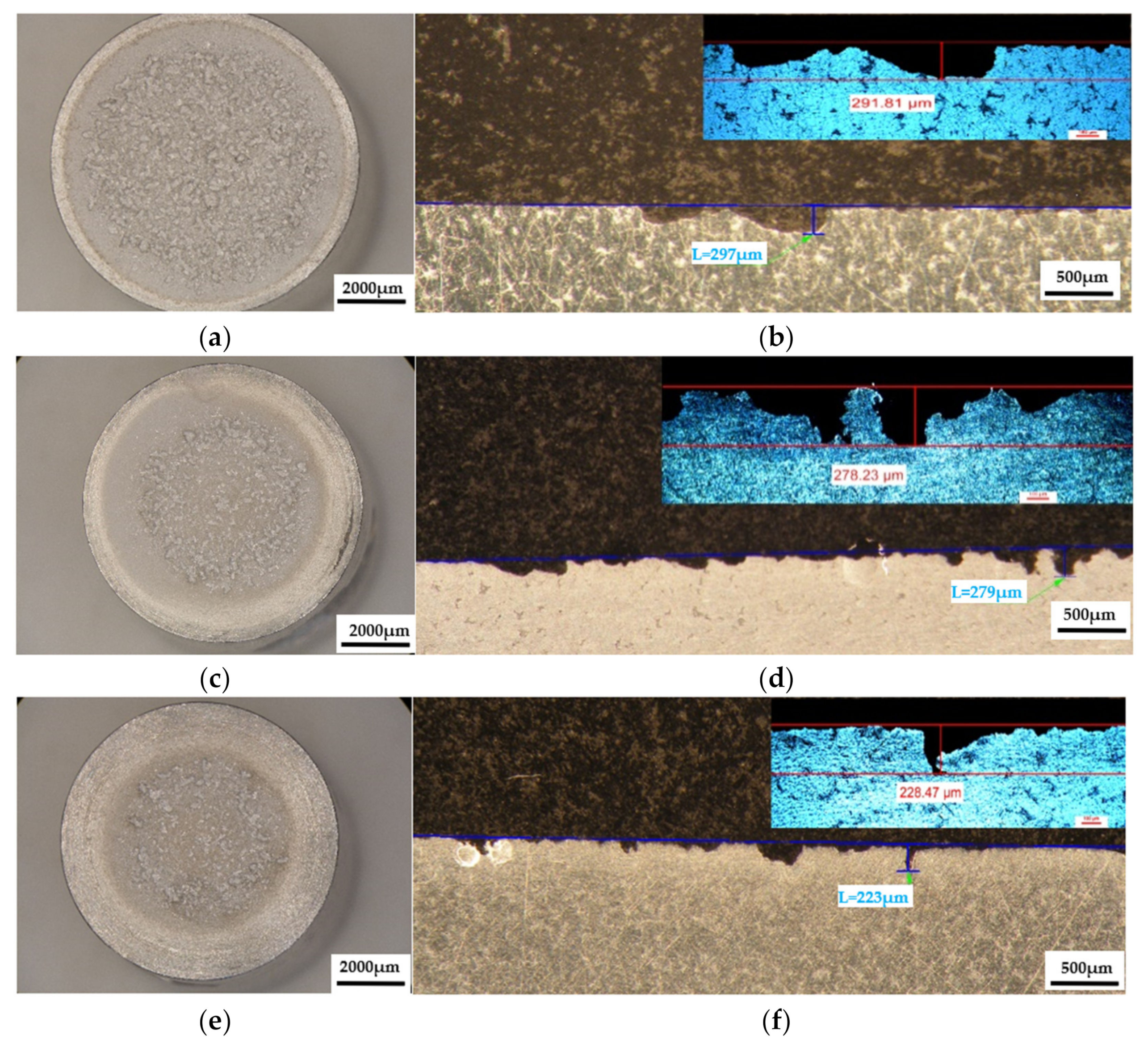
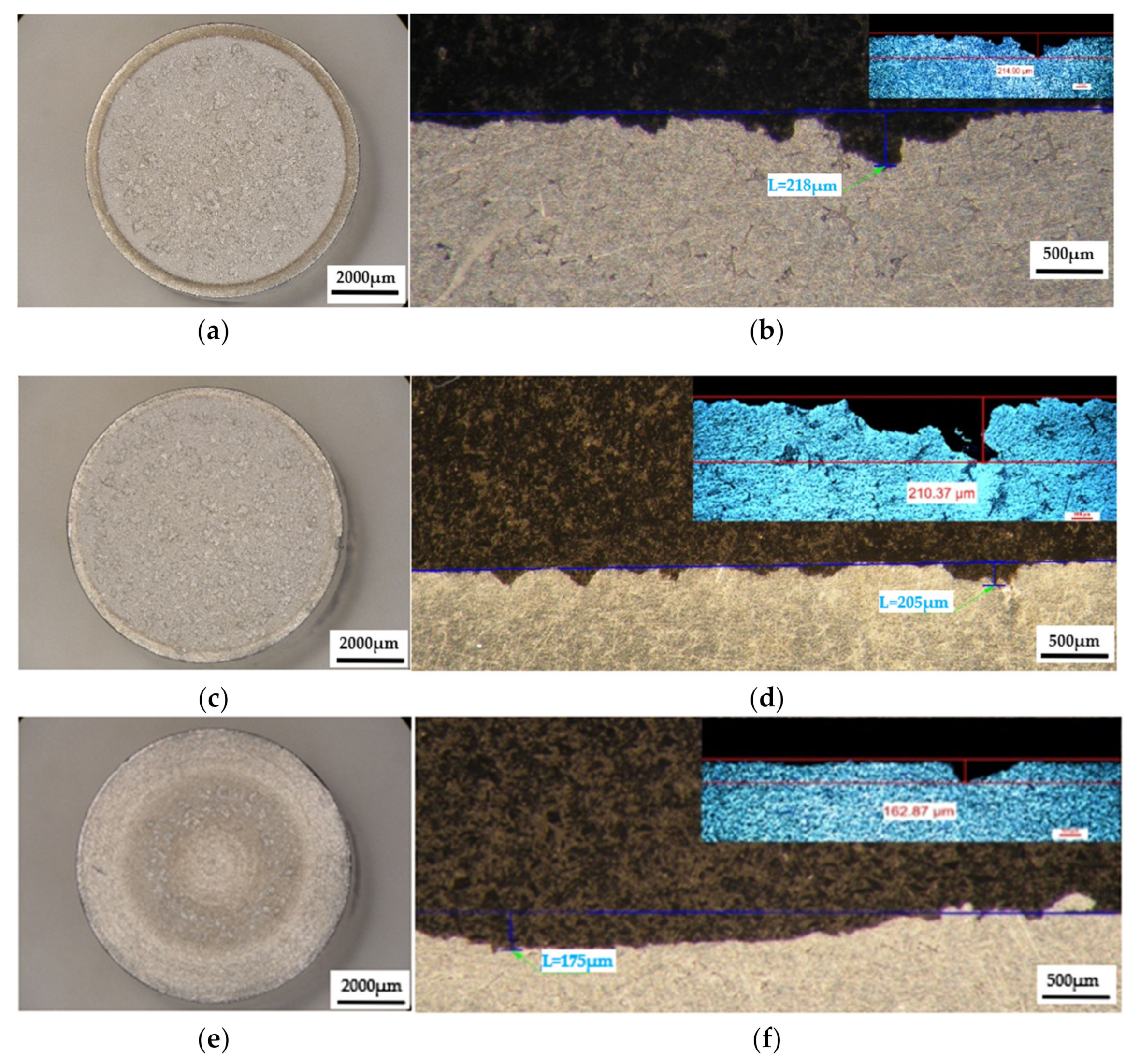
3.4.2. Determination of Resistance to Cavitation Erosion by Stereomacrostructural Analysis
- stereomacrostructural image in section parallel to the eroded surface,
- cross-section images (background—stereomicroscope image, upper left detail—optical microscope image).
- -
- by applying thermal ageing treatments, the ratio between the surface most affected by cavitation erosion and the initial surface of the sample decreases from the average value of the control sample (about 85%), to an average value of about 80% after ageing at 140 °C, reaching a much lower value of 55–60%, for the samples subjected to ageing at 180 °C;
- -
- within the same ageing temperature, there is a significant decrease in the ratio between the surface most affected by cavitation erosion and the initial surface of the specimen. Thus, after ageing at 140 °C and holding for 1 h the ratio is 81%; after holding for 12 h the ratio drops to 80%, and after 24 h the ratio becomes 78%. After ageing at 180 °C, the ratio is 61% after holding for 1 h; this decreases to 57% after holding for 12 h, and reaches 56% after holding for 24 h.
3.5. Scanning Electron Microscope Analysis
4. Conclusions
- -
- The application of the artificial ageing heat treatments at 140 °C (1 h, 12 h, 24 h) and 180 °C (1 h, 12 h, 24 h) can lead to changes in the mechanical and structural characteristics of the rolled aluminum alloy type 5083 products, in different proportions, in comparison with gauge sample, such as: the ultimate strength values increasing up to 30%, yielding strength values increasing up to 21%, ductility values being located in the narrow range of (6.3–6.5)%, without modification of resilience values [only in the range of 5.2–5.3], and slightly increased the hardness values. The resistance to cavitation corrosion can be increased, in the sense of decreasing penetration depths and erosion penetration speed, obtaining after ageing at 180 °C, the maximum penetration depth of the MDEmax cavity is 22.204 µm (at 1 h maintenance), 12.406 µm (at 12 h maintenance), and 5.062 µm (at 24 h maintenance).
- -
- The differences between the maximum values of the maximum depths measured in the axial plane of sectioning and the approximation curves, after the completion of the test (165 min), are of the order of 4–6 times. This observation reconfirms that the maximum depth measured in an axial section (dependent on the place of sectioning) is not an indicator that serves to compare the strength of the surface after the applied treatment.
- -
- The attack times at which the highest values are recorded for the experimentally determined velocity and that defined by the averaging curve MDER(t) are different. The explanation is related to the mass of grains (intermetallic compounds) expelled in certain phases of cavitation stress.
- -
- The shapes of the caverns, from pinched to united caverns, with different depths, are mainly determined by the shape of the microstructure resulting from the heat treatment regime applied.
- -
- Considering a quantitative parameter obtained during the stereomacrostructural analysis, the value of the ratio between the diameter of the area most affected by cavitation erosion and the initial diameter, it is observed that the value of this parameter is very high in the control sample, about 85%; it is lower after artificial ageing at 140 °C, at about 80%, reaching much lower values after applying an artificial ageing at 180 °C (up to 56%).
- -
- The best results regarding heat treatment of ageing applied to type 5083 aluminum rolled products are obtained after artificial ageing at 180 °C/24 h hold, with the best mechanical characteristics: ultimate strength 324.53 [MPa], yielding strength 155.43 [MPa], Brinell hardness of 87.4 [daN/mm2], an average grain size of 203.85 µm, a maximum depth of cavitation erosion MDEmax of 5 µm and the smallest ratio between the diameter of the most affected area and the initial diameter of the test sample, of approximately 55%.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Huang, K.; Lui, T.; Chen, L. Effect of microstructural feature on the tensile properties and vibration fracture resistance of friction stirred 5083 Alloy. J. Alloys Compd. 2011, 509, 7466–7472. [Google Scholar] [CrossRef]
- Bauri, R.; Yadav, D.; Kumar, C.N.S.; Balaji, B. Tungsten particle reinforced Al 5083 composite with high strength and ductility. Mater. Sci. Eng. A 2015, 620, 67–75. [Google Scholar] [CrossRef]
- Newbery, A.P.; Nutt, S.R.; Lavernia, E.J. Multi-scale Al 5083 for military vehicles with improved performance. Jom 2006, 58, 56–61. [Google Scholar] [CrossRef]
- Ke, W.; Bu, X.; Oliveira, J.; Xu, W.; Wang, Z.; Zeng, Z. Modeling and numerical study of keyhole-induced porosity formation in laser beam oscillating welding of 5A06 aluminum alloy. Opt. Laser Technol. 2021, 133, 106540. [Google Scholar] [CrossRef]
- Pereira, D.; Oliveira, J.; Santos, T.; Miranda, R.; Lourenço, F.; Gumpinger, J.; Bellarosa, R. Aluminium to Carbon Fibre Reinforced Polymer tubes joints produced by magnetic pulse welding. Compos. Struct. 2019, 230, 111512. [Google Scholar] [CrossRef]
- Torzewski, J.; Grzelak, K.; Wachowski, M.; Kosturek, R. Microstructure and Low Cycle Fatigue Properties of AA5083 H111 Friction Stir Welded Joint. Materials 2020, 13, 2381. [Google Scholar] [CrossRef] [PubMed]
- Bordeasu, D.; Proștean, O.; Hatiegan, C. Contributions to Modeling, Simulation and Controlling of a Pumping System Powered by a Wind Energy Conversion System. Energies 2021, 14, 7696. [Google Scholar] [CrossRef]
- Bordeasu, I.; Popoviciu, M.O.; Mitelea, I.; Salcianu, L.; Bordeasu, D.; Duma, S.T.; Iosif, A. Researches upon the cavitation erosion behaviour of austenite steels. IOP Conf. Ser. Mater. Sci. Eng. 2016, 106, 012001. [Google Scholar] [CrossRef]
- Istrate, I.; Sarcea, B.G.; Demian, A.M.; Buzatu, A.D.; Salcianu, L.; Bordeasu, I.; Micu, L.M.; Chera, C.; Florea, B.; Ghiban, B. Correlation between Mechanical Properties—Structural Characteristics and Cavitation Resistance of Cast Aluminum Alloy type 5083. Crystals 2022, 12, 1538. [Google Scholar] [CrossRef]
- Tian, N.; Wang, G.; Zhou, Y.; Liu, K.; Zhao, G.; Zuo, L. Study of the Portevin-Le Chatelier (PLC) Characteristics of a 5083 Aluminum Alloy Sheet in Two Heat Treatment States. Materials 2018, 11, 1533. [Google Scholar] [CrossRef] [PubMed]
- Nakamura, T.; Obikawa, T.; Nishizaki, I.; Enomoto, M.; Fang, Z. Friction Stir Welding of Non-Heat-Treatable High-Strength Alloy 5083-O. Metals 2018, 8, 208. [Google Scholar] [CrossRef]
- Tamasgavabari, R.; Ebrahimi, A.; Abbasi, S.; Yazdipour, A. The effect of harmonic vibration with a frequency below the resonant range on the mechanical properties of AA-5083-H321 aluminum alloy GMAW welded parts. Mater. Sci. Eng. A 2018, 736, 248. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, W.; Xie, J.; Sun, S.; Wang, L.; Qian, Y.; Meng, Y.; Wei, Y. Microstructure and mechanical properties of aluminum 5083 weldments by gas tungsten arc and gas metal arc welding. Mater. Sci. 2012, 549, 7–13. [Google Scholar] [CrossRef]
- Ma, M.; Lai, R.; Qin, J.; Wang, B.; Liu, H.; Yi, D. Effect of weld reinforcement on tensile and fatigue properties of 5083 aluminum metal inert gas (MIG) welded joint: Experiments and numerical simulations. Int. J. Fatigue 2021, 144, 106046. [Google Scholar] [CrossRef]
- Corigliano, P.; Crupi, V.; Pei, X.; Dong, P. DIC-based structural strain approach for low-cycle fatigue assessment of AA 5083 welded joints. Theor. Appl. Fract. Mech. 2021, 116, 103090. [Google Scholar] [CrossRef]
- Ma, R.; Truster, T.J.; Puplampu, S.B.; Penumadu, D. Investigating mechanical degradation due to fire exposure of aluminum alloy 5083 using crystal plasticity finite element method. Int. J. Solids Struct. 2018, 134, 151–160. [Google Scholar] [CrossRef]
- Li, J.; Liu, W.C.; Zhai, T.; Kenik, W.A. Comparison of recrystallization texture in cold-rolled continuous cast AA5083 and 5182 aluminum alloys. Scr. Mater. 2005, 52, 163–168. [Google Scholar] [CrossRef]
- Mânzână, M.E. Experimental Studies and Investigations Regarding the Structural Modifications Produced through Cavitation-Erosion in Different Metallic Materials. Ph.D. Thesis, Universitatea Politehnica Bucuresti, București, Romania, 2012. (In Romanian). [Google Scholar]
- Guragata, M.C. Studies and Experimental Researches Concerning Plastic Forming and Erosion-Cavitation Behavior of Superalloy Type INCONEL 718. Ph.D. Thesis, University Politehnica Bucharest, București, Romania, 2021. (In Romanian). [Google Scholar]
- Bordeasu, I. Monografia Laboratorului de Cercetare a Eroziunii prin Cavitatie al Universitatii Polirehnica Timisoara (1960–2020); Editura Politehnica: Timişoara, Romania, 2020. [Google Scholar]
- Man, H.C.; Kwok, C.T.; Yue, T.M. Cavitation erosion and corrosion behaviour of laser surface alloyed MMC of SiC and Si3N4 on Al alloy AA6061. Surf. Coat. Technol. 2000, 132, 11–20. [Google Scholar] [CrossRef]
- Oanca, V.O. Techniques for Optimizing the Resistance to Cavitation Erosion of Some CuAlNiFeMn Alloys Intended for the Execution of Naval Propellers. Ph.D. Thesis, University Politehnica of Timisoara, Timisoara, Romania, 2014. (In Romanian). [Google Scholar]
- Garcia, R. Comprehensive Cavitation Damage Data for Water and Various Liquid Metals Including Correlation with Material and Fluid Properties; Technical Report No. 6; University of Michigan: Ann Arbor, MI, USA, 1966. [Google Scholar]
- Hobbs, J.M. Experience with a 20-kc Cavitation Erosion Test. In Erosion by Cavitation or Impingement; ASTM International: West Conshohocken, PA, USA, 1967; pp. 159–185. [Google Scholar]
- Jean-Pierre, F.; Jean-Louis, K.; Karimi, A.; Fruman, D.-H.; Fréchou, D.; Briançon-Marjollet, L.; Billard, J.-Y.; Belahadji, B.; Avellan, F.; Michel, J.M. Physical Mechanisms and Industrial Aspects; Presses Universitaires de Grenoble: Grenoble, France, 1995. [Google Scholar]
- Steller, K.; Reymann, Z.; Krzysztoowicz, T. Evaluation of the resistance of materials to cavitational erosion. In Proceedings of the Fifth Conference on Fluid Machinery, Akad Kiado, Budapest, 15–20 September 1975; Volume 2. [Google Scholar]
- Sakai, I.; Shima, A. On a New Representative Equation for Cavitation Damage Resistance of Materials; Report, No. 385; Magazine of Hydraulics, Pneumatics, Tribology, Ecology, Sensorics, Mechatronics 24: Tokyo, Japan, 1987. [Google Scholar]
- Bordeaşu, I.; Patrascoiu, C.; Badarau, R.; Sucitu, L.; Popoviciu, M.O.; Balasoiu, V. New contributions to cavitation erosion curves modeling. FME Trans. 2006, 34, 39–43. [Google Scholar]
- Micu, L.M.; Bordeasu, I.; Popoviciu, M.O. A New Model for the Equation Describing the Cavitation Mean Depth Erosion Rate Curve. Rev. Chim. 2017, 68, 894–898. [Google Scholar] [CrossRef]
- Tomlinson, W.J.; Matthews, S.J. Cavitation erosion of aluminium alloys. J. Mater. Sci. 1994, 29, 1101–1108. [Google Scholar] [CrossRef]
- Istrate, D.; Ghera, C.; Salcianu, L.; Bordeasu, I.; Ghiban, B.; Bazavan, D.V.; Micu, L.M.; Stroita, D.-C.; Ostoia, D. Heat Treatment Influence of Alloy 5083 on Cavitational Erosion Resistance. Hydraulica 2021, 3, 15–25. [Google Scholar]
- Bordeasu, I.; Ghera, C.; Istrate, D.; Salcianu, L.; Ghiban, B.; Bazavan, D.V.; Micu, L.M.; Stroita, D.-C.; Suta, A.; Tomoiaga, I.; et al. Resistance and Behavior to Cavitation Erosion of Semi-Finished Aluminum Alloy 5083. Hidraulica 2021, 4, 17–24. [Google Scholar]
- Tong, Z.; Jiao, J.; Zhou, W.; Yang, Y.; Chen, L.; Liu, H.; Sun, Y.; Ren, X. Improvement in cavitation erosion resistance of AA5083 aluminum alloy by laser shock processing. Surf. Coat. Technol. 2019, 377, 124799. [Google Scholar] [CrossRef]
- Bordeasu, I.; Popoviciu, M.O.; Mitelea, I.; Balasoiu, V.; Ghiban, B.; Tucu, D. Chemical and mechanical aspects of the cavitation phenomena. Rev. Chim. 2007, 58, 1300–1304. [Google Scholar]
- Bordeasu, D.; Proștean, O.; Filip, I.; Drăgan, F.; Vașar, C. Modelling, Simulation and Controlling of a Multi-Pump System with Water Storage Powered by a Fluctuating and Intermittent Power Source. Mathematics 2022, 10, 4019. [Google Scholar] [CrossRef]
- Geru, N.; Bane, M. Analiza Structurii Materialelor Metalice; Editura Tehnică: București, Romania, 1991. [Google Scholar]
- Bojin, D.; Miculescu, F.; Miculescu, M. Microscopie Electronică de Baleiaj și Aplicații; Editura Agir: București, Romania, 2005. [Google Scholar]
- Michette, A.; Pfauntsch, S. X-Ray: The First Hundred Years; John Wiley & Sons Inc.: New York, NY, USA, 1996. [Google Scholar]
- Szala, M.; Łatka, L.; Walczak, M.; Winnicki, M. Comparative Study on the Cavitation Erosion and Sliding Wear of Cold-Sprayed Al/Al2O3 and Cu/Al2O3 Coatings, and Stainless Steel, Aluminium Alloy, Copper and Brass. Metals 2020, 10, 856. [Google Scholar] [CrossRef]
- Tocci, M.; Pola, A.; Girelli, L.; Lollio, F.; Montesano, L.; Gelfi, M. Wear and Cavitation Erosion Resistance of an AlMgSc Alloy Produced by DMLS. Metals 2019, 9, 308. [Google Scholar] [CrossRef]
- ASTM-G32-16; Standard Method of Vibratory Cavitation Erosion Test. ASTM International: West Conshohocken, PA, USA, 2016.
- He, J.; Liu, X.; Li, B.; Zhai, J.; Song, J. Cavitation Erosion Characteristics for Different Metal Surface and Influencing Factors in Water Flowing System. Appl. Sci. 2022, 12, 5840. [Google Scholar] [CrossRef]
- Lv, Z.; Hou, R.; Zhang, Z.; Fan, Z. Effect of ultrasonic vibration on cavitation erosion of aluminum oxide in fluid jet machining. Int. J. Adv. Manuf. Technol. 2020, 111, 2911–2918. [Google Scholar] [CrossRef]
- Hegde, M.; Kavanagh, Y.; Duffy, B.; Tobin, E.F. Abrasion and Cavitation Erosion Resistance of Multi-Layer Dip Coated Sol-Gel Coatings on AA2024-T3. Corros. Mater. Degrad. 2022, 3, 661–671. [Google Scholar] [CrossRef]
- Mitelea, I.; Bordeasu, I.; Frant, F.; Utu, I.D.; Craciunescu, C.M.; Ghera, C. Cavitation Erosion Characteristics of the EN AW-6082 Aluminum Alloy by TIG Surface Remelting. Materials 2023, 16, 2563. [Google Scholar] [CrossRef] [PubMed]
- Mitelea, I.; Bordeasu, I.; Cosma, D.; Utu, I.D.; Craciunescu, C.M. Microstructure and Cavitation Damage Characteristics of GX40CrNiSi25-20 Cast Stainless Steel by TIG Surface Remelting. Materials 2023, 16, 1423. [Google Scholar] [CrossRef] [PubMed]
- Wu, L.; Yang, B.; Han, X.; Ma, G.; Xu, B.; Liu, Y.; Song, X.; Tan, C. The Microstructure and Mechanical Properties of 5083, 6005A and 7N01 Aluminum Alloy Gas Metal Arc-Welded Joints for High-Speed Train: A Comparative Study. Metals 2022, 12, 213. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Chemical Composition, % wt | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al | |
| Experimental | 0.38 | 0.36 | 0.052 | 0.49 | 4.59 | 0.06 | 0.045 | 0.01 | Rest |
| SR EN 573-3 | Max 0.40 | Max 0.40 | Max 0.10 | 0.4–1.0 | 4.0–4.9 | 0.05–0.25 | Max 0.25 | Max 0.15 | Rest |
| Test Sample Symbol | Heat Treatment Condition |
|---|---|
| X | Gauge sample |
| XOP | 140 °C/1 h |
| XOL | 140 °C/12 h |
| XOI | 140 °C/24 h |
| XP | 180 °C/1 h |
| XL | 180 °C/12 h |
| XI | 180 °C/24 h |
| Sample Symbol | State | Mechanical Characteristics | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ultimate Strength [UTS] | Yielding Strength | Ductility | Brinell Hardness | Vickers Hardness | Impact Toughness | ||||||||
| [MPa] | Std Dev | [MPa] | Std Dev | [%] | Std Dev | [daN] | Std Dev | HV | Std Dev | [J] | Std Dev | ||
| X | Gauge sample | 229.65 | ±1.16 | 122.68 | ±0.81 | 6.3 | ±0.16 | 79.0 | ±0.56 | 78.11 | ±0.60 | 4.8 | ±0.19 |
| XOP | 140 °C/1 h | 235.37 | ±1.49 | 135.78 | ±1.11 | 6.4 | ±0.30 | 79.0 | ±0.74 | 77.44 | ±1.01 | 5.2 | ±0.19 |
| XOL | 140 °C/12 h | 249.52 | ±0.80 | 142.19 | ±0.83 | 6.3 | ±0.13 | 80.1 | ±0.51 | 77.92 | ±0.57 | 5.3 | ±0.19 |
| XOI | 140 °C/24 h | 252.35 | ±0.95 | 153.34 | ±1.20 | 6.3 | ±0.13 | 81.9 | ±0.86 | 81.30 | ±1.32 | 5.2 | ±0.08 |
| XP | 180 °C/1 h | 276.14 | ±0.89 | 146.60 | ±1.48 | 6.5 | ±0.31 | 82.5 | ±0.70 | 77.38 | ±0.53 | 5.3 | ±0.11 |
| XL | 180 °C/12 h | 317.09 | ±1.08 | 147.51 | ±0.77 | 6.5 | ±0.22 | 86.1 | ±0.77 | 81.10 | ±0.21 | 5.3 | ±0.21 |
| XI | 180 °C/24 h | 324.53 | ±1.03 | 155.43 | ±1.69 | 6.5 | ±0.12 | 87.4 | ±1.09 | 87.10 | ±0.74 | 5.3 | ±0.24 |
| Code | State | Parameters of the Statistical Analysis | ||||
|---|---|---|---|---|---|---|
| Grain Size Minimum | Grain Size Maximum | Grain Size Medium | Standard Deviation | 95% Confidence Interval | ||
| [μm] | [μm] | [μm] | [μm] | [μm] | ||
| X | Guage sample | 2.18 | 838 | 325 | 166 | 37.81 |
| XOP | 140 °C/1 h | 2.18 | 709 | 296 | 192 | 40.54 |
| XOL | 140 °C/12 h | 2.16 | 687 | 312 | 131 | 32.09 |
| XOI | 140 °C/24 h | 2.15 | 645 | 260 | 140 | 10.78 |
| XP | 180 °C/1 h | 2.15 | 569 | 219 | 117 | 19.37 |
| XL | 180 °C/12 h | 2.17 | 614 | 209 | 115 | 15.49 |
| XI | 180 °C/24 h | 2.09 | 509 | 204 | 98 | 12.83 |
| Test Code | Crystallographic Phase | Elementary Cell Parameters, a [Å] | Crystallite Size |
|---|---|---|---|
| D (nm) | |||
| X | Al0.97Mn0.03 | 4.071 | 141.4 |
| XOP | 4.079 | 138.9 | |
| XOL | 4.074 | 148.8 | |
| XOI | 4.073 | 172.6 | |
| XP | 4.073 | 104.5 | |
| XL | 4.076 | 162.2 | |
| XI | 4.079 | 155.9 |
| Sample | |||||||
|---|---|---|---|---|---|---|---|
| % | % | ||||||
| X | 0.457 | 0.649 | 0.419 | 0.192 | 45.82 | 0.038 | 9.07 |
| XOP | 0.465 | 0.470 | 0.453 | 0.005 | 1.10 | 0.012 | 2.65 |
| XOL | 0.426 | 0.504 | 0.388 | 0.078 | 20.10 | 0.038 | 9.79 |
| XOI | 0.417 | 0.556 | 0.375 | 0.139 | 37.07 | 0.042 | 11.20 |
| XP | 0.170 | 0.241 | 0.170 | 0.071 | 41.76 | 0 | - |
| XL | 0.081 | 0.095 | 0.079 | 0.014 | 17.72 | 0.002 | 2.53 |
| XI | 0.035 | 0.061 | 0.032 | 0.026 | 81.25 | 0.003 | 9.38 |
| Sample | Maximum Penetration Depth of the Cavitation Attack | ||
|---|---|---|---|
| X | 65.058 | 382 | 6 |
| XOP | 63.869 | 297 | 5 |
| XOL | 61.721 | 279 | 5 |
| XOI | 61.069 | 223 | 4 |
| XP | 22.204 | 218 | 10 |
| XL | 12.406 | 205 | 17 |
| XI | 5.062 | 175 | 35 |
| Sample | State | Total Diameter (D initially) | Total Affected Erosion Diameter (D erosion) | Most Affected Erosion Diameter, (D inside) | ||||
|---|---|---|---|---|---|---|---|---|
| µm | Std Dev | µm | Std Dev | µm | Std Dev | [%] | ||
| X | Gauge sample | 14,293 | ±7.7 | 13,252 | ±8.7 | 12,257 | ±8.7 | 85 |
| XOP | 140 °C/1 h | 14,224 | ±8.1 | 12,908 | ±8.2 | 11,611 | ±8.5 | 81 |
| XOL | 140 °C/12 h | 14,234 | ±7.5 | 13,062 | ±8.6 | 11,486 | ±8.2 | 80 |
| XOI | 140 °C/24 h | 14,316 | ±7.2 | 12,327 | ±8.0 | 11,172 | ±7.9 | 78 |
| XP | 180 °C/1 h | 14,241 | ±8.4 | 11,358 | ±8.4 | 8725 | ±7.4 | 61 |
| XL | 180 °C/12 h | 14,281 | ±7.9 | 9600 | ±7.9 | 8105 | ±7.8 | 57 |
| XI | 180 °C/24 h | 14,179 | ±7.3 | 9466 | ±7.4 | 7969 | ±7.9 | 56 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Istrate, D.; Bordeasu, I.; Ghiban, B.; Istrate, B.; Sbarcea, B.-G.; Ghera, C.; Luca, A.N.; Odagiu, P.O.; Florea, B.; Gubencu, D. Correlation between Mechanical Properties—Structural Characteristics and Cavitation Resistance of Rolled Aluminum Alloy Type 5083. Metals 2023, 13, 1067. https://doi.org/10.3390/met13061067
Istrate D, Bordeasu I, Ghiban B, Istrate B, Sbarcea B-G, Ghera C, Luca AN, Odagiu PO, Florea B, Gubencu D. Correlation between Mechanical Properties—Structural Characteristics and Cavitation Resistance of Rolled Aluminum Alloy Type 5083. Metals. 2023; 13(6):1067. https://doi.org/10.3390/met13061067
Chicago/Turabian StyleIstrate, Dionisie, Ilare Bordeasu, Brândușa Ghiban, Bogdan Istrate, Beatrice-Gabriela Sbarcea, Cristian Ghera, Alexandru Nicolae Luca, Petrisor Ovidiu Odagiu, Bogdan Florea, and Dinu Gubencu. 2023. "Correlation between Mechanical Properties—Structural Characteristics and Cavitation Resistance of Rolled Aluminum Alloy Type 5083" Metals 13, no. 6: 1067. https://doi.org/10.3390/met13061067
APA StyleIstrate, D., Bordeasu, I., Ghiban, B., Istrate, B., Sbarcea, B.-G., Ghera, C., Luca, A. N., Odagiu, P. O., Florea, B., & Gubencu, D. (2023). Correlation between Mechanical Properties—Structural Characteristics and Cavitation Resistance of Rolled Aluminum Alloy Type 5083. Metals, 13(6), 1067. https://doi.org/10.3390/met13061067