
Achieving High Strength and Good Ductility in a Nb-Containing CoCrNi-Based High-Entropy Alloy by Grain Boundary and Precipitates Strengthening
Abstract
1. Introduction
2. Materials and Methods
3. Results
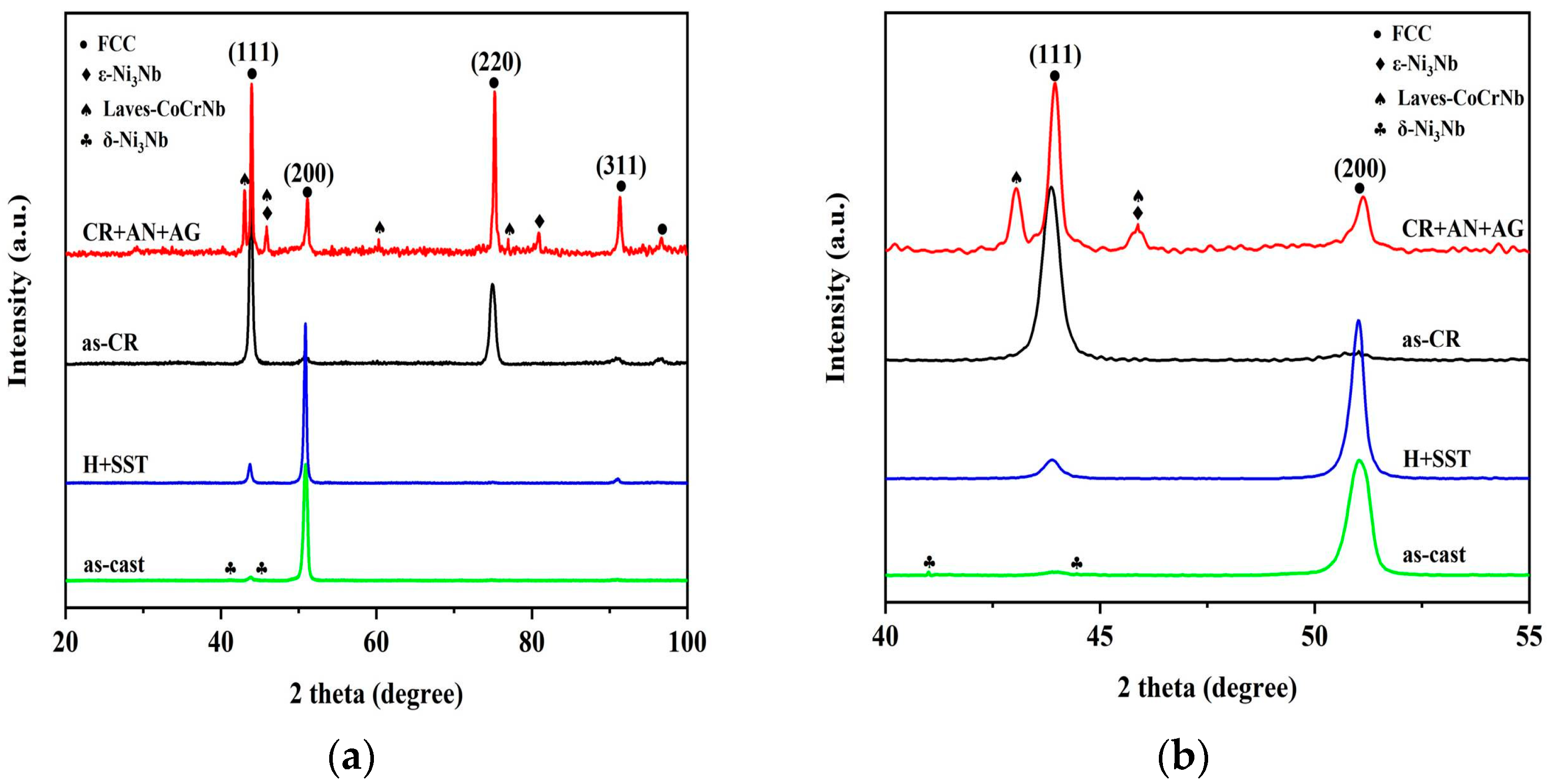
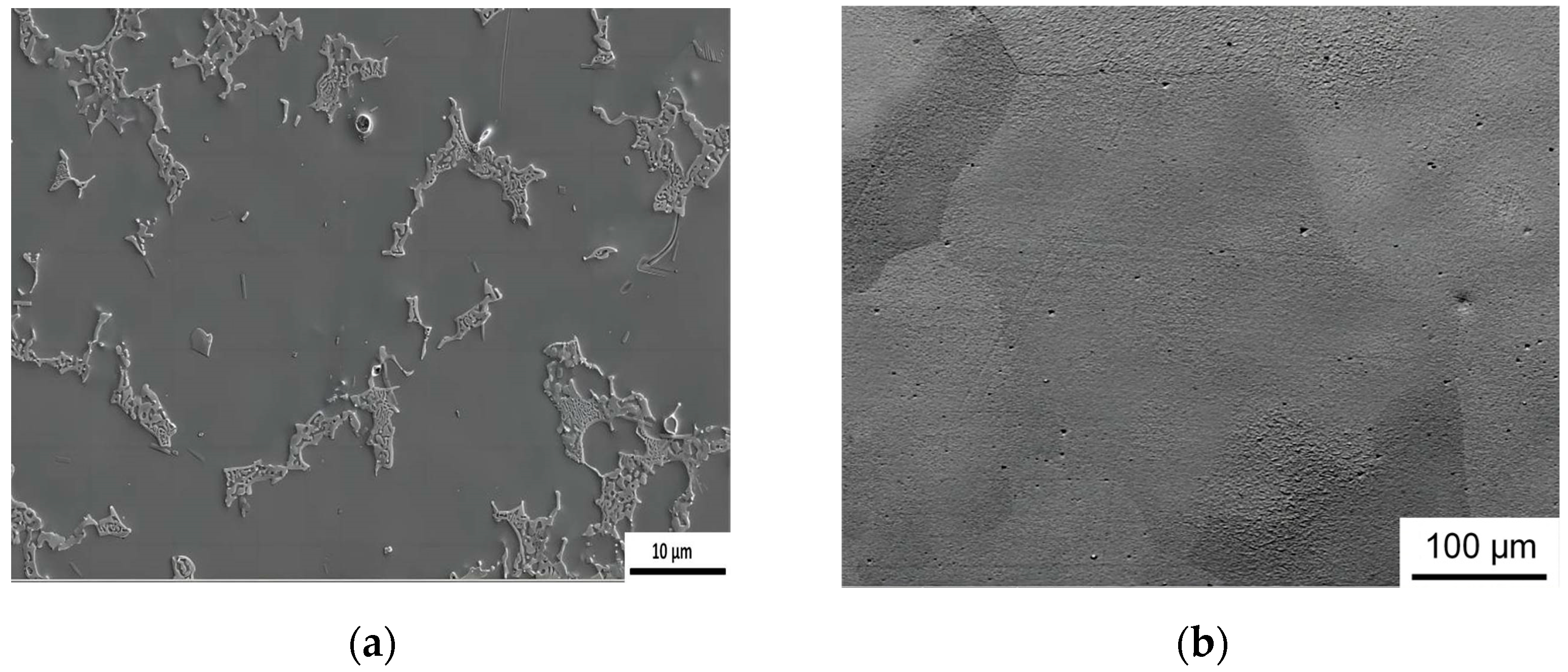
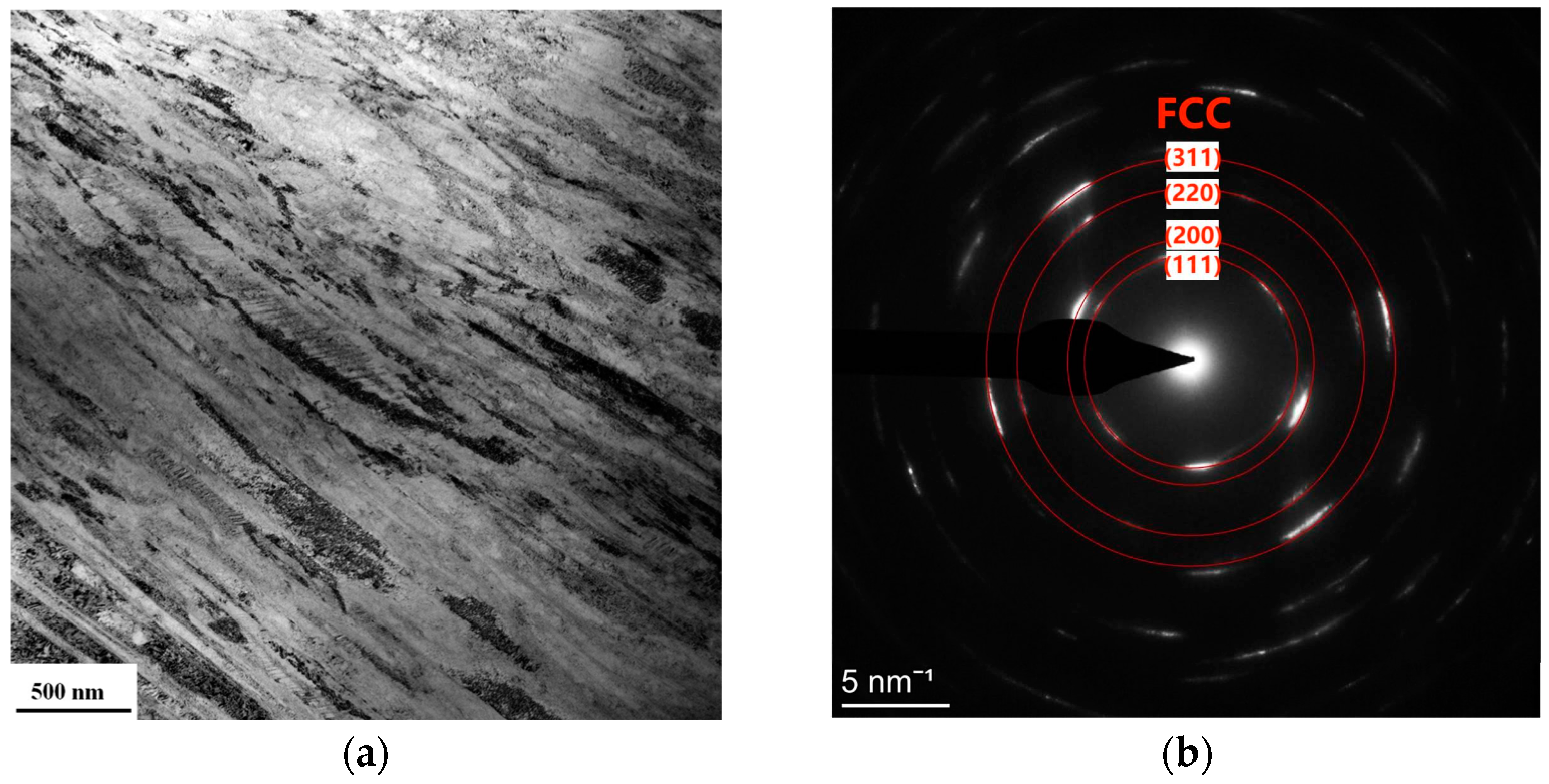
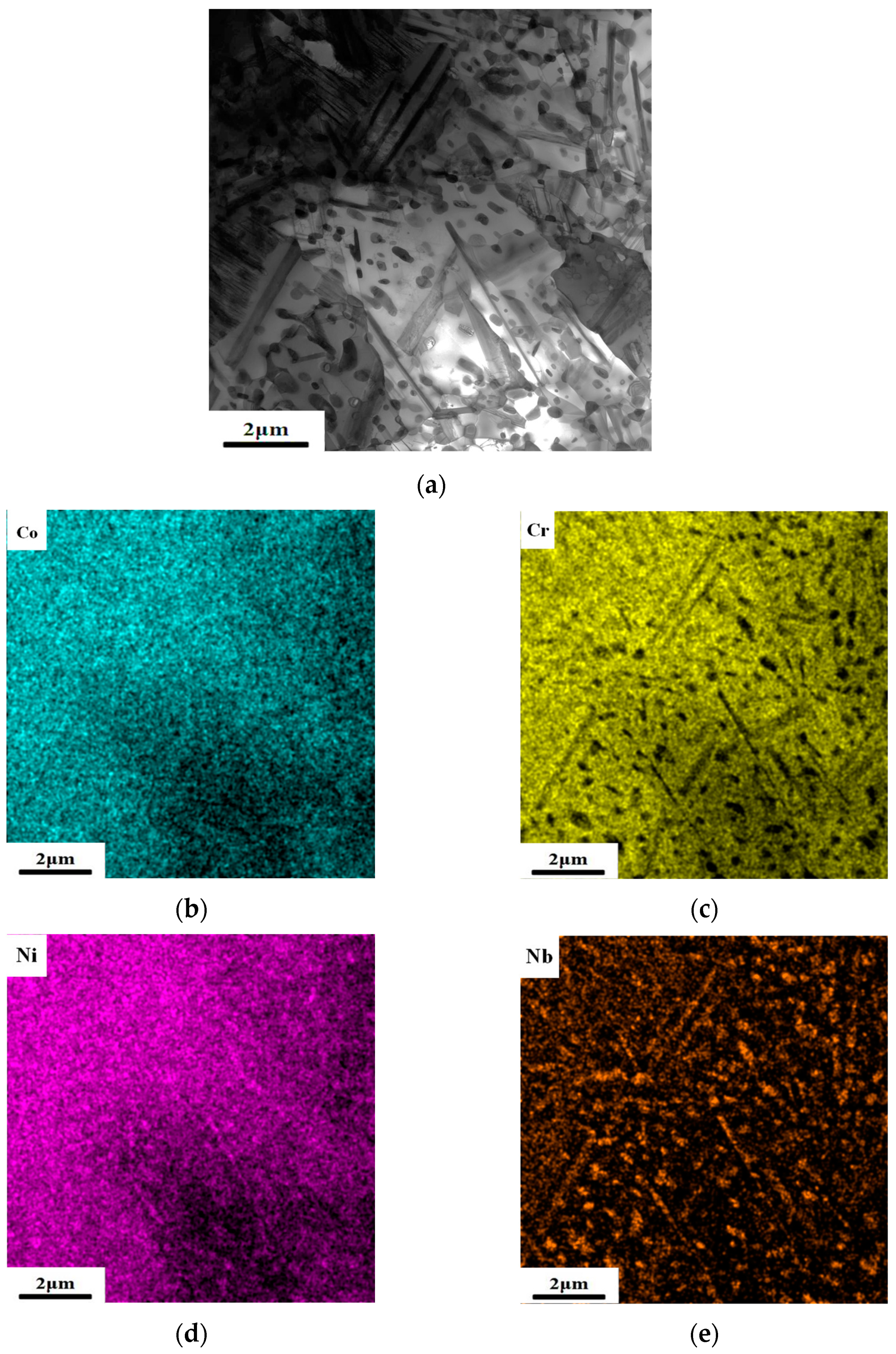
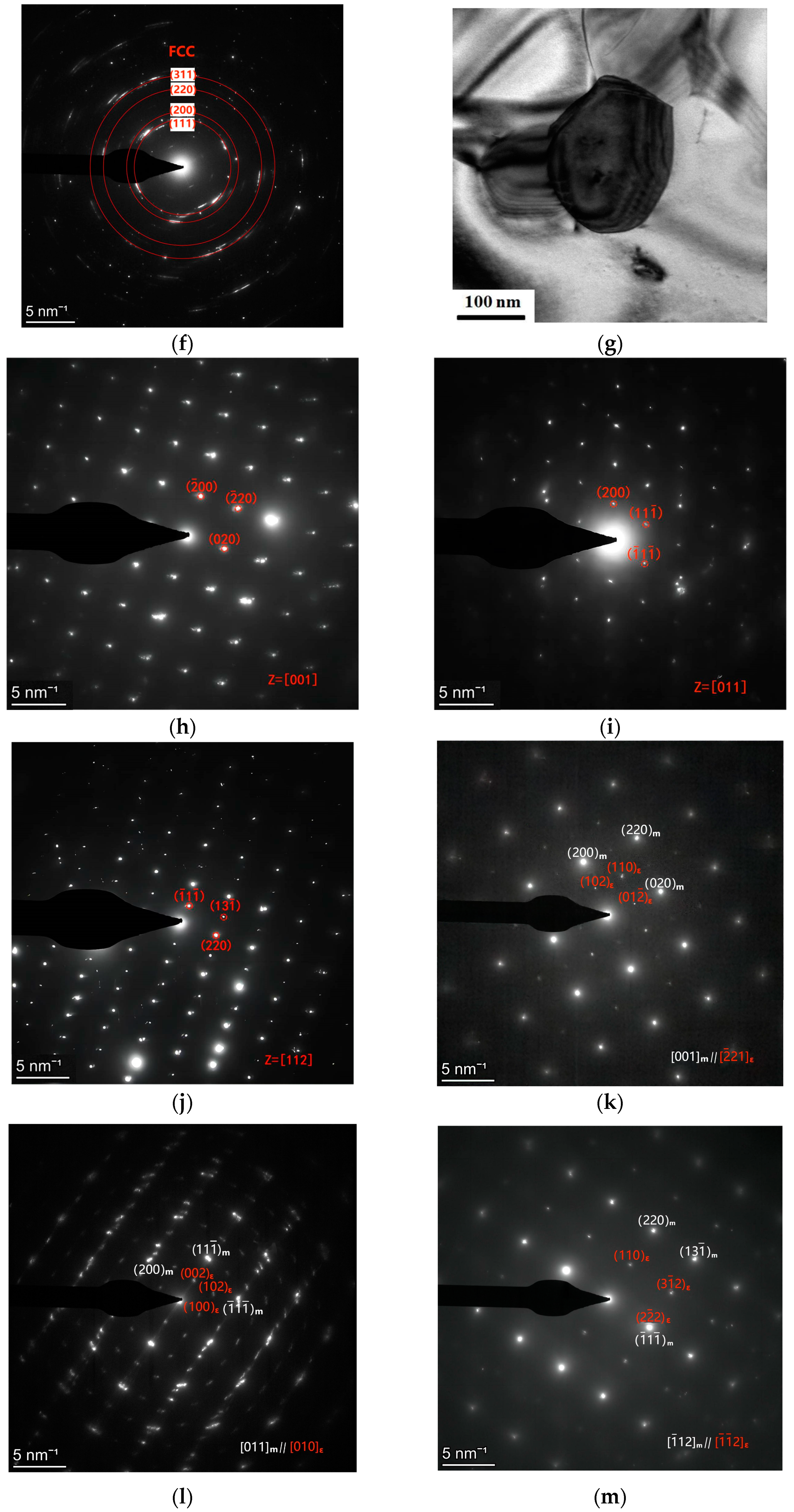
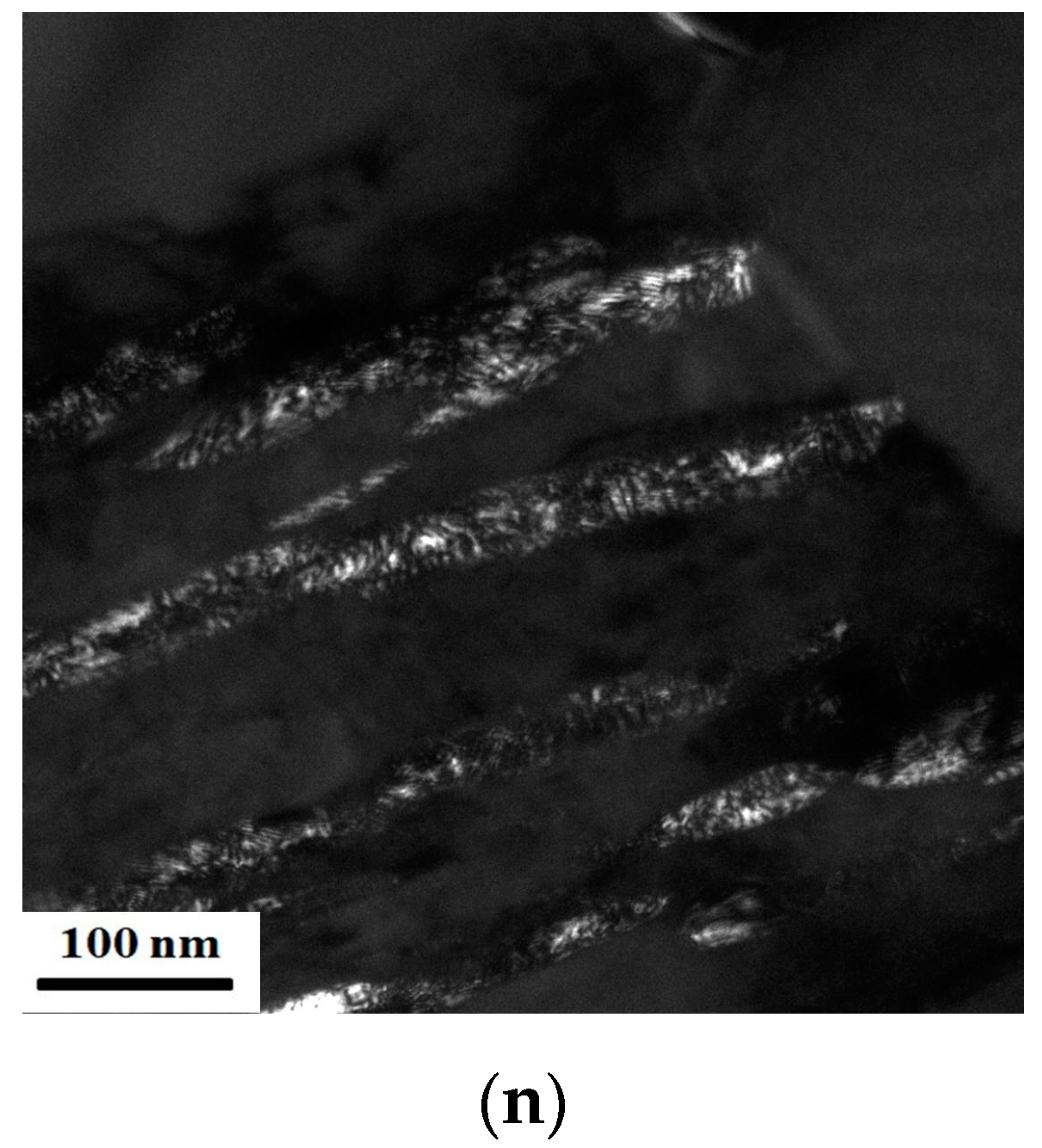
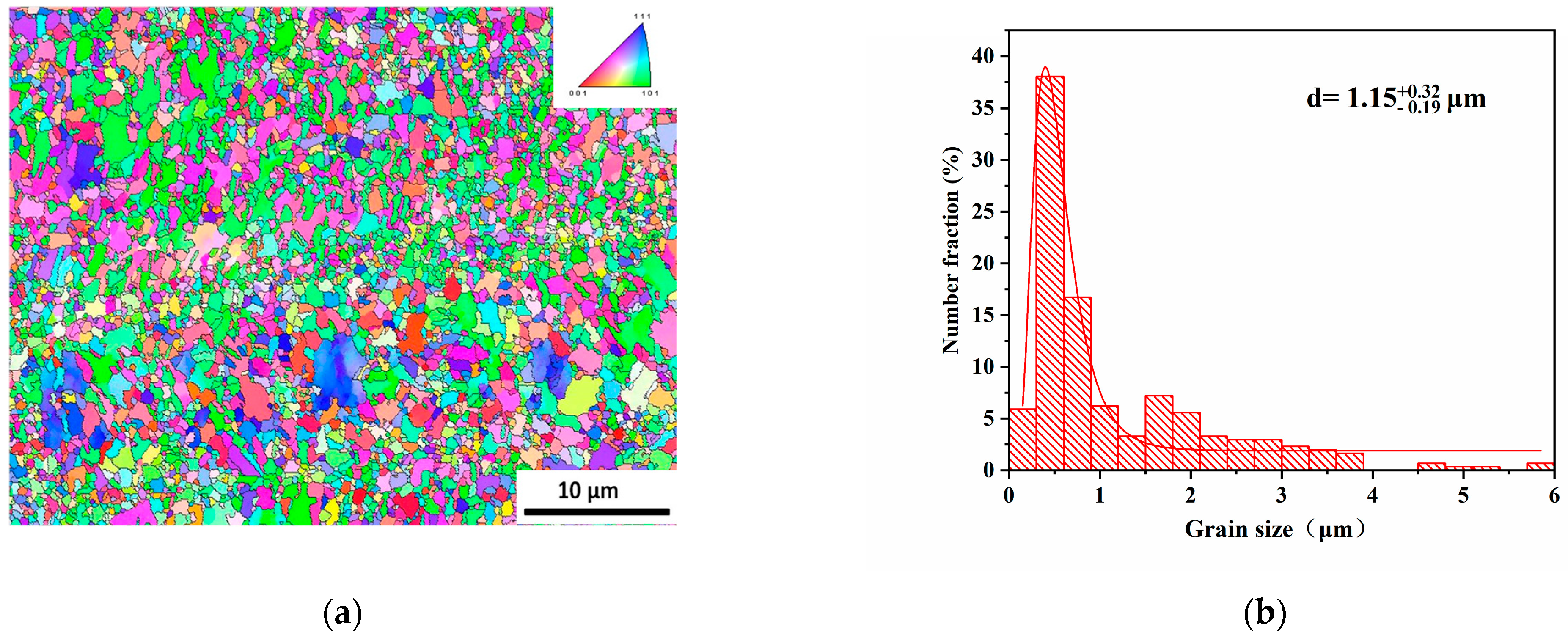
3.1. Microstructural Characterization
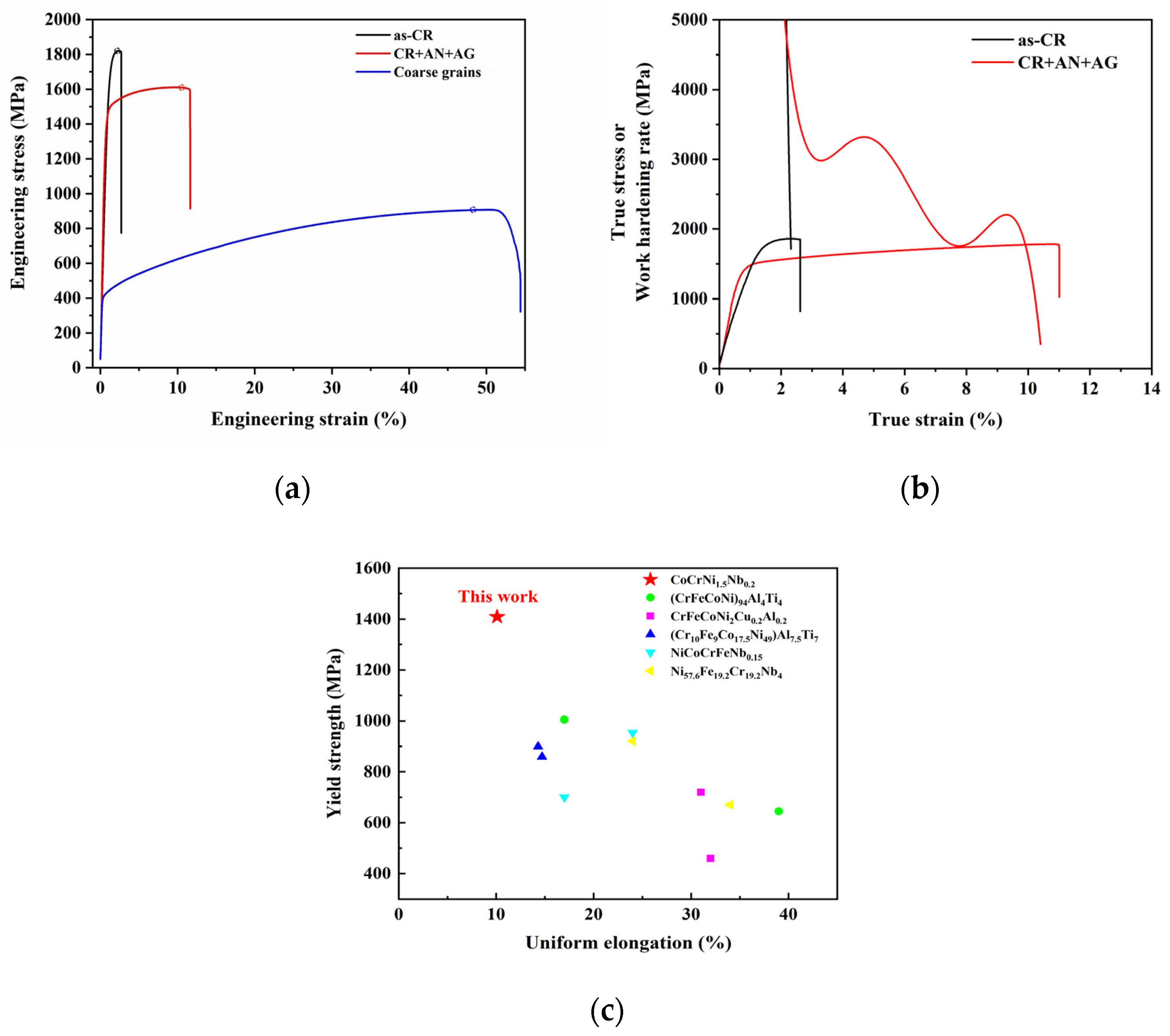
3.2. Mechanical Properties
4. Discussion
4.1. Strengthening Mechanisms
4.2. Ductility
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured high-entropy alloys with multiple principal elements: Novel alloy design concepts and outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Rajendrachari, S. An overview of high-entropy alloys prepared by mechanical alloying followed by the characterization of their microstructure and various properties. Alloys 2022, 1, 116–132. [Google Scholar] [CrossRef]
- Pickering, E.J.; Jones, N.G. High-entropy alloys: A critical assessment of their founding principles and future prospects. Int. Mater. Rev. 2016, 61, 183–202. [Google Scholar] [CrossRef]
- Miracle, D.B.; Senkov, O.N. A critical review of high entropy alloys and related concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef]
- Zhang, J.; Xin, S.; Zhang, Y.; Guo, P.; Sun, H.; Li, T.; Qin, C. Effects of Elements on the Microstructure and Mechanical Properties of AlCoCrFeNiTi High-Entropy Alloys. Metals 2023, 13, 178. [Google Scholar] [CrossRef]
- Rajendrachari, S.; Adimule, V.; Gulen, M.; Khosravi, F.; Somashekharappa, K.K. Synthesis and Characterization of High Entropy Alloy 23Fe-21Cr-18Ni-20Ti-18Mn for Electrochemical Sensor Applications. Materials 2022, 15, 7591. [Google Scholar] [CrossRef]
- Senkov, O.N.; Wilks, G.B.; Scott, J.M.; Miracle, D.B. Mechanical properties of Nb25Mo25Ta25W25 and V20Nb20Mo20Ta20W20 refractory high entropy alloys. Intermetallics 2011, 19, 698–706. [Google Scholar] [CrossRef]
- Liu, Q.; Liu, X.; Fan, X.; Li, R.; Tong, X.; Yu, P.; Li, G. Designing novel AlCoCrNi eutectic high entropy alloys. J. Alloys Compd. 2022, 904, 163775. [Google Scholar] [CrossRef]
- Yao, H.W.; Qiao, J.W.; Gao, M.C.; Hawk, J.A.; Ma, S.G.; Zhou, H.F.; Zhang, Y. NbTaV-(Ti,W) refractory high-entropy alloys: Experiments and modeling. Mater. Sci. Eng. A 2016, 674, 203–211. [Google Scholar] [CrossRef]
- Lin, Q.; Liu, J.; An, X.; Wang, H.; Zhang, Y.; Liao, X. Cryogenic-deformation-induced phase transformation in an FeCoCrNi high-entropy alloy. Mater. Res. Lett. 2018, 6, 236–243. [Google Scholar] [CrossRef]
- Wu, P.; Gan, K.; Yan, D.; Fu, Z.; Li, Z. A non-equiatomic FeNiCoCr high-entropy alloy with excellent anti-corrosion performance and strength-ductility synergy. Corros. Sci. 2021, 183, 109341. [Google Scholar] [CrossRef]
- Yang, Z.; Yan, D.; Lu, W.; Li, Z. A TWIP-TRIP quinary high-entropy alloy: Tuning phase stability and microstructure for enhanced mechanical properties. Mater. Sci. Eng. A 2021, 801, 140441. [Google Scholar] [CrossRef]
- Tracy, C.L.; Park, S.; Rittman, D.R.; Zinkle, S.G.; Bei, H.; Lang, M.; Ewing, R.C.; Mao, W.L. High pressure synthesis of a hexagonal close-packed phase of the high-entropy alloy CrMnFeCoNi. Nat. Commun. 2017, 8, 15634. [Google Scholar] [CrossRef] [PubMed]
- Hu, G.W.; Zeng, L.C.; Du, H.; Wang, Q.; Fan, Z.T.; Liu, X.W. Combined effects of solute drag and Zener pinning on grain growth of a NiCoCr medium-entropy alloy. Intermetallics 2021, 136, 107271. [Google Scholar] [CrossRef]
- Miao, J.; Guo, T.; Ren, J.; Zhang, A.; Su, B.; Meng, J. Optimization of mechanical and tribological properties of FCC CrCoNi multi-principal element alloy with Mo addition. Vacuum 2018, 149, 324–330. [Google Scholar] [CrossRef]
- Zhao, Y.L.; Yang, T.; Tong, Y.; Wang, J.; Luan, J.H.; Jiao, Z.B.; Chen, D.; Yang, Y.; Hu, A.; Liu, C.T.; et al. Heterogeneous precipitation behavior and stacking-fault-mediated deformation in a CoCrNi-based medium-entropy alloy. Acta Mater. 2017, 138, 72–82. [Google Scholar] [CrossRef]
- Zhang, L.; Du, X.; Zhang, L.; Li, W.; Liang, Y. Achieving ultra-high strength in a precipitation-hardened CoCrNi-based medium-entropy alloy with partially recrystallized microstructure and heterogeneous grains. Vacuum 2021, 188, 110169. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, M.; Ma, Y.; Dong, W.; Li, R.; Lu, Y.; Zhang, Y.; Yu, P.; Gao, Y.; Li, G. Achieving ultrahigh strength in CoCrNi-based medium-entropy alloys with synergistic strengthening effect. Mater. Sci. Eng. A 2020, 776, 139028. [Google Scholar] [CrossRef]
- Li, N.; Gu, J.; Gan, B.; Qiao, Q.; Ni, S.; Song, M. Effects of Mo-doping on the microstructure and mechanical properties of CoCrNi medium entropy alloy. J. Mater. Res. 2020, 35, 2726–2736. [Google Scholar] [CrossRef]
- Murty, B.S.; Yeh, J.W.; Ranganathan, S. High-Entropy Alloys; Elsevier: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Zhang, Y.; Zuo, T.T.; Tang, Z.; Gao, M.C.; Dahmen, K.A.; Liaw, P.K. Microstructures and properties of high-entropy alloys. Prog. Mater. Sci. 2014, 61, 1–93. [Google Scholar] [CrossRef]
- Chen, J.; Zhou, X.; Wang, W.; Liu, B.; Lv, Y.; Yang, W.; Xu, D.; Liu, Y. A review on fundamental of high entropy alloys with promising high–temperature properties. J. Alloys Compd. 2018, 760, 15–30. [Google Scholar] [CrossRef]
- Li, Z.; Zhao, S.; Ritchie, R.O.; Meyers, M.A. Mechanical properties of high-entropy alloys with emphasis on face-centered cubic alloys. Prog. Mater. Sci. 2019, 102, 296–345. [Google Scholar] [CrossRef]
- Naeem, M.; He, H.; Harjo, S.; Kawasaki, T.; Zhang, F.; Wang, B. Extremely high dislocation density and deformation pathway of CrMnFeCoNi high entropy alloy at ultralow temperature. Scripta Mater. 2020, 188, 21–25. [Google Scholar] [CrossRef]
- Zhao, Y.J.; Qiao, J.W.; Ma, S.G.; Gao, M.C.; Yang, H.J.; Chen, M.W.; Zhang, Y. A hexagonal close-packed high-entropy alloy: The effect of entropy. Mater. Design. 2016, 96, 10–15. [Google Scholar] [CrossRef]
- Hung, P.T.; Kawasaki, M.; Han, J.K.; Lábár, J.L.; Gubicza, J. Thermal stability of a nanocrystalline HfNbTiZr multi-principal element alloy processed by high-pressure torsion. Mater. Charact. 2020, 168, 110550. [Google Scholar] [CrossRef]
- Zhang, T.W.; Ma, S.G.; Zhao, D.; Wu, Y.C.; Zhang, Y.; Wang, Z.H.; Qiao, J.W. Simultaneous enhancement of strength and ductility in a NiCoCrFe high-entropy alloy upon dynamic tension: Micromechanism and constitutive modeling. Int. J. Plast. 2020, 124, 226–246. [Google Scholar] [CrossRef]
- Gludovatz, B.; Hohenwarter, A.; Catoor, D.; Chang, E.H.; George, E.P.; Ritchie, R.O. A fracture-resistant high-entropy alloy for cryogenic applications. Science 2014, 345, 1153–1158. [Google Scholar] [CrossRef]
- Xia, S.Q.; Zhen, W.; Yang, T.F.; Zhang, Y. Irradiation in high entropy alloys. J. Iron Steel Res. Int. 2015, 22, 879–884. [Google Scholar] [CrossRef]
- Lin, Y.S.; Lu, Y.C.; Hsueh, C.H. Strengthening of CoCrNi medium entropy alloy with gadolinium additions. Vacuum 2023, 211, 111969. [Google Scholar] [CrossRef]
- Chang, R.; Fang, W.; Bai, X.; Xia, C.; Zhang, X.; Yu, H.; Liu, B.; Yin, F. Effects of tungsten additions on the microstructure and mechanical properties of CoCrNi medium entropy alloys. J. Alloys Compd. 2019, 790, 732–743. [Google Scholar] [CrossRef]
- Sun, S.J.; Tian, Y.Z.; An, X.H.; Lin, H.R.; Wang, J.W.; Zhang, Z.F. Ultrahigh cryogenic strength and exceptional ductility in ultrafine-grained CoCrFeMnNi high-entropy alloy with fully recrystallized structure. Mater. Today Nano 2018, 4, 46–53. [Google Scholar] [CrossRef]
- Moon, J.; Jang, M.J.; Bae, J.W.; Yim, D.; Park, J.M.; Lee, J.; Kim, H.S. Mechanical behavior and solid solution strengthening model for face-centered cubic single crystalline and polycrystalline high-entropy alloys. Intermetallics 2018, 98, 89–94. [Google Scholar] [CrossRef]
- Agustianingrum, M.P.; Yoshida, S.; Tsuji, N.; Park, N. Effect of aluminum addition on solid solution strengthening in CoCrNi medium-entropy alloy. J. Alloys Compd. 2019, 781, 866–872. [Google Scholar] [CrossRef]
- Wang, Z.; Gao, M.C.; Ma, S.G.; Yang, H.J.; Wang, Z.H.; Ziomek, M.; Qiao, J.W. Effect of cold rolling on the microstructure and mechanical properties of Al0. 25CoCrFe1. 25Ni1. 25 high-entropy alloy. Mater. Sci. Eng. A 2015, 645, 163–169. [Google Scholar] [CrossRef]
- Sathiyamoorthi, P.; Basu, J.; Kashyap, S.; Pradeep, K.G.; Kottada, R.S. Thermal stability and grain boundary strengthening in ultrafine-grained CoCrFeNi high entropy alloy composite. Mater. Des. 2017, 134, 426–433. [Google Scholar] [CrossRef]
- Yoshida, S.; Bhattacharjee, T.; Bai, Y.; Tsuji, N. Friction stress and Hall-Petch relationship in CoCrNi equi-atomic medium entropy alloy processed by severe plastic deformation and subsequent annealing. Scr. Mater. 2017, 134, 33–36. [Google Scholar] [CrossRef]
- Yang, M.; Yan, D.; Yuan, F.; Jiang, P.; Ma, E.; Wu, X. Dynamically reinforced heterogeneous grain structure prolongs ductility in a medium-entropy alloy with gigapascal yield strength. Proc. Natl. Acad. Sci. USA 2018, 115, 7224–7229. [Google Scholar] [CrossRef]
- Tong, Y.; Chen, D.; Han, B.; Wang, J.; Feng, R.; Yang, T.; Zhao, C.; Zhao, Y.L.; Guo, W.; Shimizu, Y.; et al. Outstanding tensile properties of a precipitation-strengthened FeCoNiCrTi0.2 high-entropy alloy at room and cryogenic temperatures. Acta Mater. 2019, 165, 228–240. [Google Scholar] [CrossRef]
- Pan, Y.; Dong, A.; Zhou, Y.; Du, D.; Wang, D.; Zhu, G.; Sun, B. Enhanced strength-ductility synergy in a novel V-containing γ″-strengthened CoCrNi-based multi-component alloy. Mater. Sci. Eng. A 2021, 816, 141289. [Google Scholar] [CrossRef]
- Zhou, H.; Lin, Y.; Chen, F.; Shen, Q. Effect of Precipitation Behavior on Mechanical Properties of a Nb-Containing CoCrNi-Based High-Entropy Alloy. Met. Mater. Int. 2023, 29, 674–692. [Google Scholar] [CrossRef]
- He, F.; Chen, D.; Han, B.; Wu, Q.; Wang, Z.; Wei, S.; Wei, D.; Wang, J.; Liu, C.T.; Kai, J. Design of D022 superlattice with superior strengthening effect in high entropy alloys. Acta Mater. 2019, 167, 275–286. [Google Scholar] [CrossRef]
- Lu, W.; Luo, X.; Yang, Y.; Le, W.; Huang, B.; Li, P. Co-free non-equilibrium medium-entropy alloy with outstanding tensile properties. J. Alloys Compd. 2020, 833, 155074. [Google Scholar] [CrossRef]
- Xia, G.H.; Ma, Z.L.; Xu, Z.Q.; Wang, M.; Cheng, X.W.; Cai, H.N. Novel high-entropy alloys with high-density ε-D019 and abnormal phase transformation. Scripta Mater. 2021, 199, 113893. [Google Scholar] [CrossRef]
- Hu, G.W.; Zeng, L.C.; Du, H.; Liu, X.W.; Wu, Y.; Gong, P.; Fan, Z.T.; Hu, Q.; George, E.P. Tailoring grain growth and solid solution strengthening of single-phase CrCoNi medium-entropy alloys by solute selection. J. Mater. Sci. Technol. 2020, 54, 196–205. [Google Scholar] [CrossRef]
- Freudenberger, J.; Thiel, F.; Utt, D.; Albe, K.; Kauffmann, A.; Seils, S.; Heilmaier, M. Solid solution strengthening in medium-to high-entropy alloys. Mater. Sci. Eng. A 2022, 861, 144271. [Google Scholar] [CrossRef]
- Liang, Y.J.; Wang, L.; Wen, Y.; Cheng, B.; Wu, Q.; Cao, T.; Xiao, Q.; Xue, Y.; Sha, G.; Wang, Y.; et al. High-content ductile coherent nanoprecipitates achieve ultrastrong high-entropy alloys. Nat. Commun. 2018, 9, 4063. [Google Scholar] [CrossRef]
- Klimova, M.; Shaysultanov, D.; Semenyuk, A.; Zherebtsov, S.; Stepanov, N. Effect of carbon on recrystallised microstructures and properties of CoCrFeMnNi-type high-entropy alloys. J. Alloys Compd. 2021, 851, 156839. [Google Scholar] [CrossRef]
- Semenyuk, A.; Klimova, M.; Shaysultanov, D.; Salishchev, G.; Zherebtsov, S.; Stepanov, N. Effect of nitrogen on microstructure and mechanical properties of the CoCrFeMnNi high-entropy alloy after cold rolling and subsequent annealing. J. Alloys Compd. 2021, 888, 161452. [Google Scholar] [CrossRef]
- Cullity, B.D.; Stock, S.R. Elements of X-ray Diffraction, 3rd ed.; Pearson: London, UK, 2001. [Google Scholar]
- Gale, W.F.; Totemeier, T.C. Smithells Metals Reference Book, 8th ed.; Elsevier: Amsterdam, The Netherlands, 2004. [Google Scholar]
- No.15-0101; Jonit Committee on Power Diffracction Standards (JCPDS): Swarthmore, PA, USA, 1990.
- No.15-0498; Jonit Committee on Power Diffracction Standards (JCPDS): Swarthmore, PA, USA, 1990.
- Jiang, H.; Han, K.; Qiao, D.; Lu, Y.; Cao, Z.; Li, T. Effects of Ta addition on the microstructures and mechanical properties of CoCrFeNi high entropy alloy. Mater. Chem. Phys. 2018, 210, 43–48. [Google Scholar] [CrossRef]
- No.33-0391; Jonit Committee on Power Diffracction Standards (JCPDS): Swarthmore, PA, USA, 1990.
- De Hoff, R.T.; Rhines, F.N. Quantitative Microscopy; Springer: Berlin/Heidelberg, Germany, 1968. [Google Scholar]
- He, J.Y.; Liu, W.H.; Wang, H.; Wu, Y.; Liu, X.; Nieh, T.G.; Lu, Z. Effects of Al addition on structural evolution and tensile properties of the FeCoNiCrMn high-entropy alloy system. Acta Mater. 2014, 62, 105–113. [Google Scholar] [CrossRef]
- Wang, Z.G.; Zhou, W.; Fu, L.; Wang, J.; Luo, R.; Han, X.; Chen, B.; Wang, X.D. Effect of coherent L12 nanoprecipitates on the tensile behavior of a fcc-based high-entropy alloy. Mater. Sci. Eng. A 2017, 696, 503–510. [Google Scholar] [CrossRef]
- Zhang, L.; Zhou, Y.; Jin, X.; Du, X.; Li, B. Precipitation-hardened high entropy alloys with excellent tensile properties. Mater. Sci. Eng. A 2018, 732, 186–191. [Google Scholar] [CrossRef]
- Courtney, T.H. Mechanical Behavior of Materials; Waveland Press: Long Grove, IL, USA, 2005. [Google Scholar]
- Argon, A. Strengthening Mechanisms in Crystal Plasticity; OUP Oxford: Oxford, UK, 2007. [Google Scholar]
- Juan, C.C.; Tseng, K.K.; Hsu, W.L.; Tsai, M.H.; Tsai, C.W.; Lin, C.M.; Chen, S.K.; Lin, S.J.; Yeh, J.W. Solution strengthening of ductile refractory HfMoxNbTaTiZr high-entropy alloys. Mater. Lett. 2016, 175, 284–287. [Google Scholar] [CrossRef]
- Nardone, V.C.; Prewo, K.M. On the strength of discontinuous silicon carbide reinforced aluminum composites. Scripta Metall. 1986, 20, 43–48. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Precipitates | Size (nm) | Width (nm) | Length (μm) | Volume Fraction (%) |
|---|---|---|---|---|
| Granular Precipitates | 90–420 | ------ | ------ | 17.4 |
| Lath-shaped Precipitates | ------ | 50–170 | 1.0–4.4 | 7.6 |
| Phase | Co | Cr | Ni | Nb |
|---|---|---|---|---|
| Matrix | 26.46 ± 0.31 | 31.02 ± 0.41 | 40.24 ± 0.44 | 2.28 ± 0.26 |
| Granular precipitates | 32.54 ± 0.41 | 6.68 ± 0.29 | 42.27 ± 0.61 | 18.51 ± 0.42 |
| Lath-shaped precipitates | 26.09 ± 0.29 | 7.23 ± 0.62 | 49.29 ± 0.32 | 17.39 ± 0.54 |
| Alloys | YS (MPa) | UTS (MPa) | UE (%) | s at dσ/ds = σ (%) |
|---|---|---|---|---|
| As-CR | 1548 ± 6 | 1862 ± 7 | 2.2 ± 0.1 | 2.2 ± 0.2 |
| CR+AN+AG | 1409 ± 11 | 1611 ± 13 | 10.1 ± 0.4 | 9.6 ± 0.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, Z.; Lin, Y. Achieving High Strength and Good Ductility in a Nb-Containing CoCrNi-Based High-Entropy Alloy by Grain Boundary and Precipitates Strengthening. Metals 2023, 13, 936. https://doi.org/10.3390/met13050936
Yu Z, Lin Y. Achieving High Strength and Good Ductility in a Nb-Containing CoCrNi-Based High-Entropy Alloy by Grain Boundary and Precipitates Strengthening. Metals. 2023; 13(5):936. https://doi.org/10.3390/met13050936
Chicago/Turabian StyleYu, Zewen, and Yaojun Lin. 2023. "Achieving High Strength and Good Ductility in a Nb-Containing CoCrNi-Based High-Entropy Alloy by Grain Boundary and Precipitates Strengthening" Metals 13, no. 5: 936. https://doi.org/10.3390/met13050936
APA StyleYu, Z., & Lin, Y. (2023). Achieving High Strength and Good Ductility in a Nb-Containing CoCrNi-Based High-Entropy Alloy by Grain Boundary and Precipitates Strengthening. Metals, 13(5), 936. https://doi.org/10.3390/met13050936