
A Review on Extrusion Additive Manufacturing of Pure Copper



Abstract
1. Introduction
2. Feedstocks for Extrusion AM of Pure Copper
2.1. Feedstocks Used in PFSP
2.2. Feedstocks Used in FFRP
2.3. Feedstocks Used in DIWP
3. Manufacturing of Pure Cu Parts
3.1. 3D Printing Processes
3.1.1. PFSP Process
3.1.2. FFRP Process
3.1.3. DIWP Process
3.2. De-Binding and Sintering
3.2.1. For Parts Printed by PFSP
3.2.2. For Parts Printed by FFRP
3.2.3. For Parts Printed by DIWP
4. Performance Characterization of Pure Copper Parts
4.1. Electrical Properties
4.2. Mechanical Properties
4.2.1. Tensile Strength
4.2.2. Density
4.2.3. Surface Roughness
4.2.4. Mechanical Hardness
4.2.5. Flexural Strength
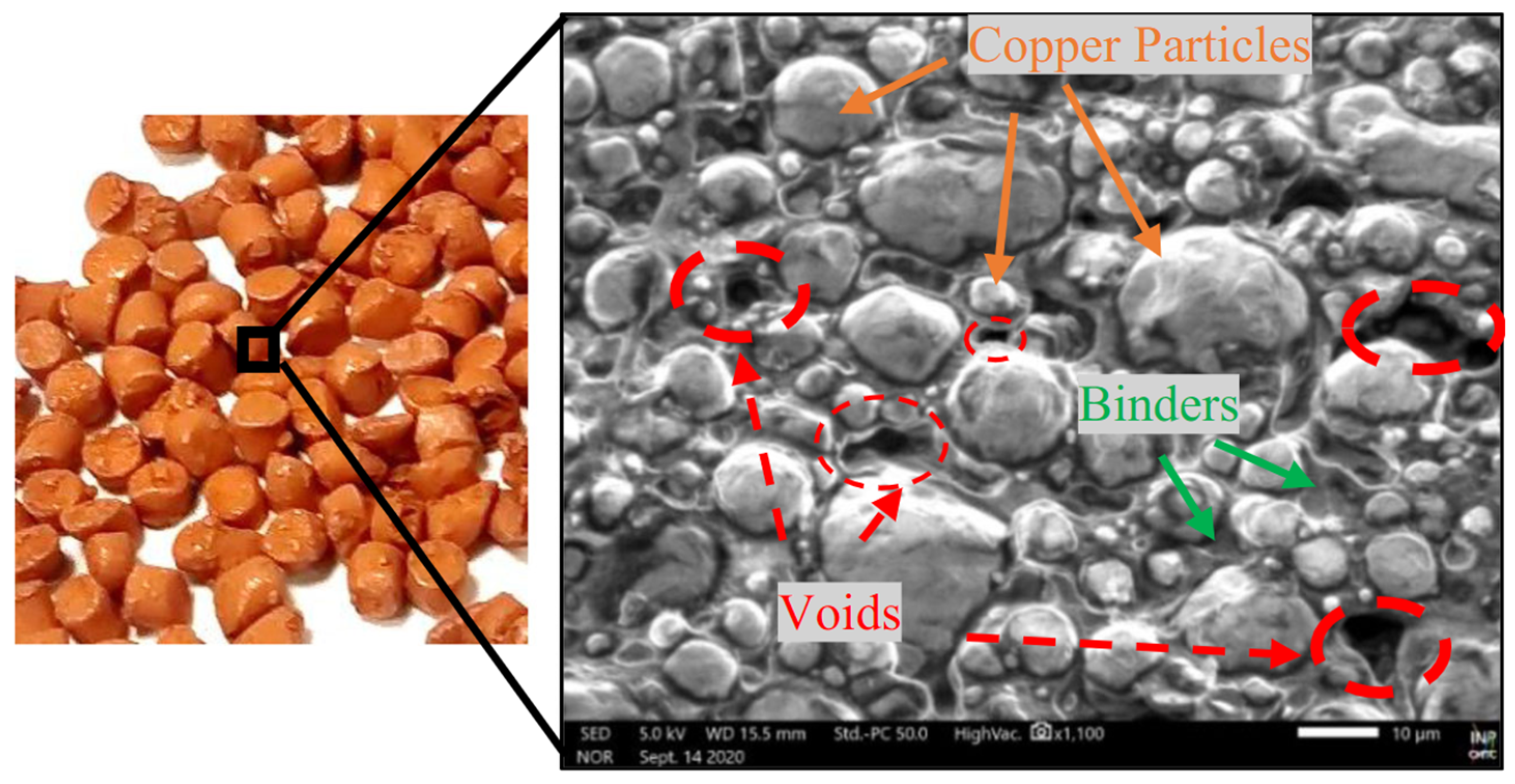
4.2.6. Microstructural Analysis
5. Challenges and Future Prospects Associated with Extrusion AM
6. Conclusions
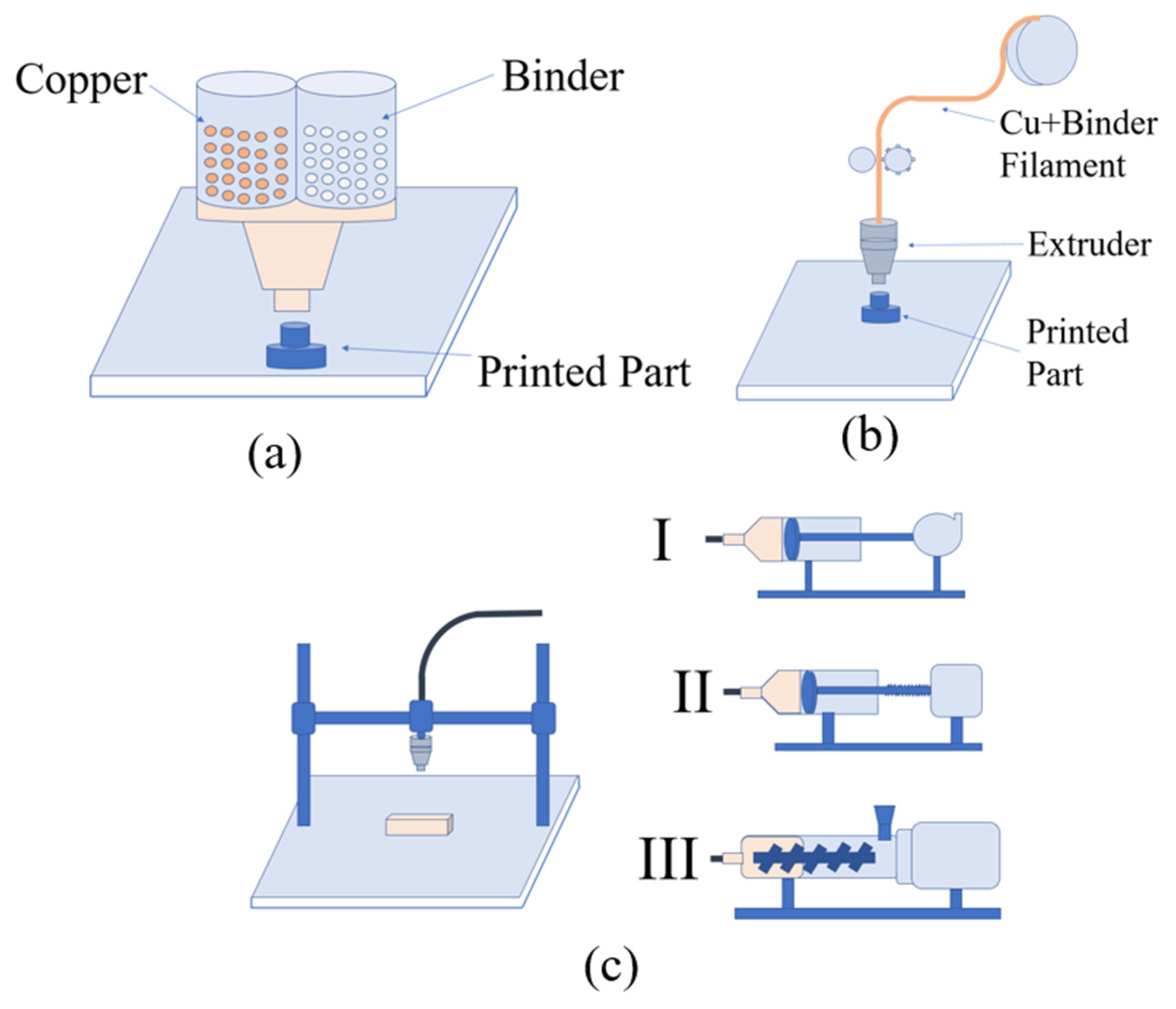
- The printing processes are classified into three categories: PFSP, FFRP and DIWP, based on the feedstock materials and their feeding mechanisms.
- The binder systems used with copper consist of one polymeric binder component that facilitates the extrusion process and a backbone binder that helps maintain the 3D shape during sintering.
- Depending on the category of the technique, binders may include PEG, TPE, wax, polyolefin, PW–LDPE–SA, or PVA.
- The ranges of the commonly used printing parameters included the following: printing speed: 2–100 mm/s; layer thickness: 0.05–2 mm; bed temperature: 60–90 °C; extrusion temperature: 180–240 °C.
- While PFSP and FFRP required a solvent de-binding step, in DIWP, solvent evaporation at ambient temperature was the only step required to remove the polymeric binder component.
- While most researchers applied a maximum sintering temperature of 1000–1050 °C, only one study used a temperature of 1083 °C.
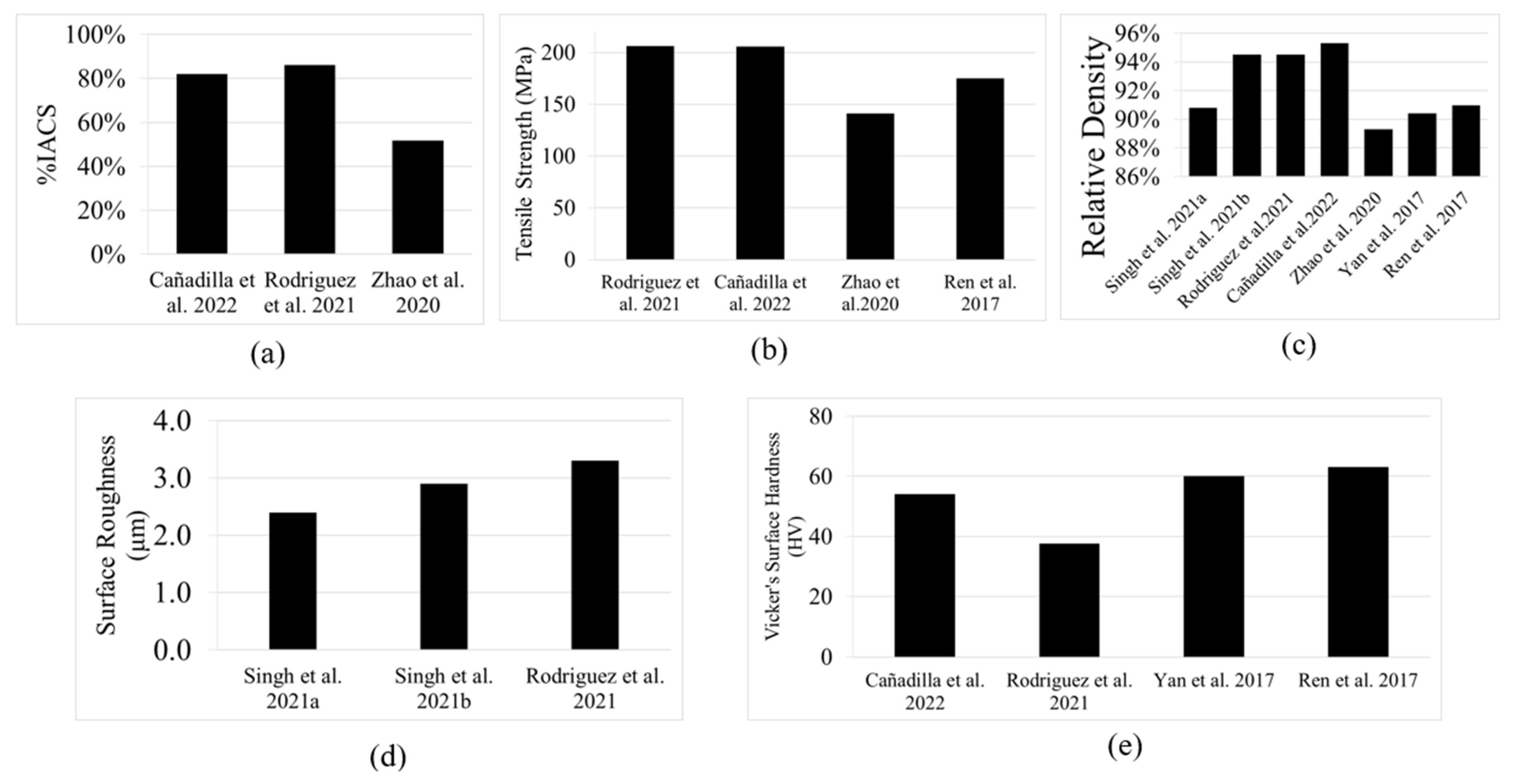
- The relative density of the final sintered part varied from 89.5% to 95.4% of that of pure copper. Electrical conductivity varied from 51.7% of the IACS to 86.1% of the IACS
- The tensile strength, hardness and surface roughness ranged from 141 MPa to 205 MPa, 54.8 HV to 63 HV, and 2.4 µm to 3.3 µm, respectively.
- Shrinkage was identified as the major challenge for this technology, which was reported to be from 13.1% to as high as 23%.
- However, the studies did not perform any form of fatigue testing on the sintered parts.
- Surface treatment can improve surface roughness and eliminate defects. In addition, CT scans can be used to identify and analyze internal voids and defects.
- The electrical conductivity, tensile strength, and relative density of the parts produced by the DIWP method were found to be lower than those of the parts produced by the other two methods. PFSP and FFRP are preferred when parts with higher electrical conductivity and tensile strength are required.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Silvain, J.F.; Heintz, J.M.; Veillere, A.; Constantin, L.; Lu, Y.F. A Review of Processing of Cu/C Base Plate Composites for Interfacial Control and Improved Properties. Int. J. Extrem. Manuf. 2020, 2, 012002. [Google Scholar] [CrossRef]
- Vasiliev, L.L. Heat Pipes in Modern Heat Exchangers. Appl. Therm. Eng. 2005, 25, 1–19. [Google Scholar] [CrossRef]
- Jiang, P.-X.; Fan, M.-H.; Si, G.-S.; Ren, Z.-P. Thermal-Hydraulic Performance of Small Scale Micro-Channel and Porous-Media Heat-Exchangers. Int. J. Heat Mass Transf. 2001, 5, 1039–1051. [Google Scholar] [CrossRef]
- Lee, J.; Mudawar, I. Two-Phase Flow in High-Heat-Flux Micro-Channel Heat Sink for Refrigeration Cooling Applications: Part I—Pressure Drop Characteristics. Int. J. Heat Mass Transf. 2005, 48, 928–940. [Google Scholar] [CrossRef]
- Cañadilla, A.; Romero, A.; Rodríguez, G.P.; Caminero, M.Á.; Dura, Ó.J. Mechanical, Electrical, and Thermal Characterization of Pure Copper Parts Manufactured via Material Extrusion Additive Manufacturing. Materials 2022, 15, 4644. [Google Scholar] [CrossRef]
- Wong, K.v.; Hernandez, A. A Review of Additive Manufacturing. ISRN Mech. Eng. 2012, 2012, 1–10. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Zhang, Y.; Wu, L.; Guo, X.; Kane, S.; Deng, Y.; Jung, Y.G.; Lee, J.H.; Zhang, J. Additive Manufacturing of Metallic Materials: A Review. J. Mater. Eng. Perform. 2018, 27, 1–13. [Google Scholar] [CrossRef]
- Rodriguez, J.; Vicente, J.I.; Ezeiza, J.C.; Zuriarrain, A.; Arrazola, P.J.; Badiola, X.; Dominguez, E.; Soler, D. Mechanical and Electrical Properties of Additively Manufactured Copper. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1193, 012034. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Traxel, K.D. Invited Review Article: Metal-Additive Manufacturing—Modeling Strategies for Application-Optimized Designs. Addit. Manuf. 2018, 22, 758–774. [Google Scholar] [CrossRef]
- Singh, S.; Ramakrishna, S.; Singh, R. Material Issues in Additive Manufacturing: A Review. J. Manuf. Process 2017, 25, 185–200. [Google Scholar] [CrossRef]
- El-Wardany, T.; She, Y.; Jagdale, V.; Garofano, J.K.; Liou, J.; Schmidt, W. Challenges in 3D Printing of High Conductivity Copper. In Proceedings of the ASME 2017 International Technical Conference and Exhibition on Packaging and Integration of Electronic and Photonic Microsystems, InterPACK 2017, Collocated with the ASME 2017 Conference on Information Storage and Processing Systems, San Francisco, CA, USA, 29 August–1 September 2017. [Google Scholar] [CrossRef]
- Kruth, J.P.; Wang, X.; Laoui, T.; Froyen, L. Lasers and Materials in Selective Laser Sintering. Assem. Autom. 2003, 23, 357–371. [Google Scholar] [CrossRef]
- Pogson, S.R.; Fox, P.; Sutcliffe, C.J.; O’Neill, W. The Production of Copper Parts Using DMLR. Rapid Prototyp. J. 2003, 9, 334–343. [Google Scholar] [CrossRef]
- Zhu, H.H.; Fuh, J.Y.H.; Lu, L. Microstructural Evolution in Direct Laser Sintering of Cu-Based Metal Powder. Rapid Prototyp. J. 2005, 11, 74–81. [Google Scholar] [CrossRef]
- Silbernagel, C.; Gargalis, L.; Ashcroft, I.; Hague, R.; Galea, M.; Dickens, P. Electrical Resistivity of Pure Copper Processed by Medium-Powered Laser Powder Bed Fusion Additive Manufacturing for Use in Electromagnetic Applications. Addit. Manuf. 2019, 29, 100831. [Google Scholar] [CrossRef]
- Ramirez, D.A.; Murr, L.E.; Li, S.J.; Tian, Y.X.; Martinez, E.; Martinez, J.L.; Machado, B.I.; Gaytan, S.M.; Medina, F.; Wicker, R.B. Open-Cellular Copper Structures Fabricated by Additive Manufacturing Using Electron Beam Melting. Mater. Sci. Eng. A 2011, 528, 5379–5386. [Google Scholar] [CrossRef]
- Lodes, M.A.; Guschlbauer, R.; Körner, C. Process Development for the Manufacturing of 99.94% Pure Copper via Selective Electron Beam Melting. Mater. Lett. 2015, 143, 298–301. [Google Scholar] [CrossRef]
- Raab, S.J.; Guschlbauer, R.; Lodes, M.A.; Körner, C. Thermal and Electrical Conductivity of 99.9% Pure Copper Processed via Selective Electron Beam Melting. Adv. Eng. Mater. 2016, 18, 1661–1666. [Google Scholar] [CrossRef]
- Guschlbauer, R.; Momeni, S.; Osmanlic, F.; Körner, C. Process Development of 99.95% Pure Copper Processed via Selective Electron Beam Melting and Its Mechanical and Physical Properties. Mater. Charact. 2018, 143, 163–170. [Google Scholar] [CrossRef]
- Ramirez, D.A.; Murr, L.E.; Martinez, E.; Hernandez, D.H.; Martinez, J.L.; MacHado, B.I.; Medina, F.; Frigola, P.; Wicker, R.B. Novel Precipitate–Microstructural Architecture Developed in the Fabrication of Solid Copper Components by Additive Manufacturing Using Electron Beam Melting. Acta Mater. 2011, 59, 4088–4099. [Google Scholar] [CrossRef]
- Singh, G.; Missiaen, J.M.; Bouvard, D.; Chaix, J.M. Copper Extrusion 3D Printing Using Metal Injection Moulding Feedstock: Analysis of Process Parameters for Green Density and Surface Roughness Optimization. Addit. Manuf. 2021, 38, 1778. [Google Scholar] [CrossRef]
- Khondoker, M.A.H.; Asad, A.; Sameoto, D. Printing with Mechanically Interlocked Extrudates Using a Custom Bi-Extruder for Fused Deposition Modelling. Rapid Prototyp. J. 2018, 24, 921–934. [Google Scholar] [CrossRef]
- Khondoker, M.A.H.; Baheri, N.; Sameoto, D. Tendon-Driven Functionally Gradient Soft Robotic Gripper 3D Printed with Intermixed Extrudate of Hard and Soft Thermoplastics. 3D Print. Addit. Manuf. 2019, 6, 191–203. [Google Scholar] [CrossRef]
- Ligon, S.C.; Liska, R.; Stampfl, J.; Gurr, M.; Mülhaupt, R. Polymers for 3D Printing and Customized Additive Manufacturing. Chem. Rev. 2017, 117, 10212–10290. [Google Scholar] [CrossRef] [PubMed]
- Brenken, B.; Barocio, E.; Favaloro, A.; Kunc, V.; Pipes, R.B. Fused Filament Fabrication of Fiber-Reinforced Polymers: A Review. Addit. Manuf. 2018, 21, 1–16. [Google Scholar] [CrossRef]
- Gibson, M.A.; Mykulowycz, N.M.; Shim, J.; Fontana, R.; Schmitt, P.; Roberts, A.; Ketkaew, J.; Shao, L.; Chen, W.; Bordeenithikasem, P.; et al. 3D Printing Metals like Thermoplastics: Fused Filament Fabrication of Metallic Glasses. Mater. Today 2018, 21, 697–702. [Google Scholar] [CrossRef]
- Ebrahimi, N.D.; Ju, Y.S. Thermal Conductivity of Sintered Copper Samples Prepared Using 3D Printing-Compatible Polymer Composite Filaments. Addit. Manuf. 2018, 24, 479–485. [Google Scholar] [CrossRef]
- Wu, G.; Langrana, N.A.; Sadanji, R.; Danforth, S. Solid Freeform Fabrication of Metal Components Using Fused Deposition of Metals. Mater. Des. 2002, 23, 97–105. [Google Scholar] [CrossRef]
- Bose, A.; Schuh, C.A.; Tobia, J.C.; Tuncer, N.; Mykulowycz, N.M.; Preston, A.; Barbati, A.C.; Kernan, B.; Gibson, M.A.; Krause, D.; et al. Traditional and Additive Manufacturing of a New Tungsten Heavy Alloy Alternative. Int. J. Refract. Met. Hard Mater. 2018, 73, 22–28. [Google Scholar] [CrossRef]
- Singh, P.; Shaikh, Q.; Balla, V.K.; Atre, S.V.; Kate, K.H. Estimating Powder-Polymer Material Properties Used in Design for Metal Fused Filament Fabrication (DfMF3). JOM 2019, 72, 485–495. [Google Scholar] [CrossRef]
- European Powder Metallurgy Association (EPMA). Properties of Additive Manufactured Hardmetal Components Produced by Fused Filament Fabrication (FFF). Available online: https://www.epma.com/publications/euro-pm-proceedings/product/ep18-3991543 (accessed on 30 September 2022).
- Lengauer, W.; Duretek, I.; Fürst, M.; Schwarz, V.; Gonzalez-Gutierrez, J.; Schuschnigg, S.; Kukla, C.; Kitzmantel, M.; Neubauer, E.; Lieberwirth, C.; et al. Fabrication and Properties of Extrusion-Based 3D-Printed Hardmetal and Cermet Components. Int. J. Refract. Met. Hard Mater. 2019, 82, 141–149. [Google Scholar] [CrossRef]
- Jafari, M.A.; Han, W.; Mohammadi, F.; Safari, A.; Danforth, S.C.; Langrana, N. A Novel System for Fused Deposition of Advanced Multiple Ceramics. Rapid Prototyp. J. 2000, 6, 161–174. [Google Scholar] [CrossRef]
- Jisa, R.; Laumann, S.; Cihak-Bayr, U.; Tomastik, C.; Eberle, R.; Keppeler, M.; Hofmann, U.; Franek, F. Tribological Properties of MIM Manufactured Copper Alloys. Tribol. Mater. Surf. Interfaces 2014, 8, 27–34. [Google Scholar] [CrossRef]
- Muhsan, A.S.; Ahmad, F.; Mohamed, N.M.; Yusoff, P.S.M.M.; Raza, M.R. Uniform Dispersion of Multiwalled Carbon Nanotubes in Copper Matrix Nanocomposites Using Metal Injection Molding Technique. Int. J. Manuf. Eng. 2013, 2013, 1–9. [Google Scholar] [CrossRef]
- Singh, G.; Missiaen, J.-M.; Bouvard, D.; Chaix, J.-M. Copper Additive Manufacturing Using MIM Feedstock: Adjustment of Printing, Debinding, and Sintering Parameters for Processing Dense and Defectless Parts. Int. J. Adv. Manuf. Technol. 2021, 115, 449–462. [Google Scholar] [CrossRef]
- Kim, F.; Kwon, B.; Eom, Y.; Lee, J.E.; Park, S.; Jo, S.; Park, S.H.; Kim, B.S.; Im, H.J.; Lee, M.H.; et al. 3D Printing of Shape-Conformable Thermoelectric Materials Using All-Inorganic Bi2Te3-Based Inks. Nat. Energy 2018, 3, 301–309. [Google Scholar] [CrossRef]
- Wang, L.; Liu, J. Compatible Hybrid 3D Printing of Metal and Nonmetal Inks for Direct Manufacture of End Functional Devices. Sci. China Technol. Sci. 2014, 57, 2089–2095. [Google Scholar] [CrossRef]
- Lewis, J.A. Direct Ink Writing of 3D Functional Materials. Adv. Funct. Mater. 2006, 16, 2193–2204. [Google Scholar] [CrossRef]
- Xu, C.; Quinn, B.; Lebel, L.L.; Therriault, D.; L’espérance, G. Multi-Material Direct Ink Writing (DIW) for Complex 3D Metallic Structures with Removable Supports. ACS Appl. Mater. Interfaces 2019, 11, 8499–8506. [Google Scholar] [CrossRef]
- Jakus, A.E.; Taylor, S.L.; Geisendorfer, N.R.; Dunand, D.C.; Shah, R.N. Metallic Architectures from 3D-Printed Powder-Based Liquid Inks. Adv. Funct. Mater. 2015, 25, 6985–6995. [Google Scholar] [CrossRef]
- Zhao, Y.; Li, H.; Gao, W.; Ren, F. Biopolymer-Assisted Manufacturing of Aluminum-Copper Nanoparticle Composites with Enhanced Sinterability. ACS Appl. Nano Mater. 2019, 2, 5688–5694. [Google Scholar] [CrossRef]
- Franchin, G.; Maden, H.S.; Wahl, L.; Baliello, A.; Pasetto, M.; Colombo, P. Optimization and Characterization of Preceramic Inks for Direct Ink Writing of Ceramic Matrix Composite Structures. Materials 2018, 11, 515. [Google Scholar] [CrossRef] [PubMed]
- Liu, S.; Li, Y.; Xing, S.; Liu, L.; Zou, G.; Zhang, P. Structure Inheritance in Nanoparticle Ink Direct-Writing Processes and Crack-Free Nano-Copper Interconnects Printed by a Single-Run Approach. Materials 2019, 12, 1559. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Q.; Zheng, Y.; Liu, J. Direct Writing of Electronics Based on Alloy and Metal (DREAM) Ink: A Newly Emerging Area and Its Impact on Energy, Environment and Health Sciences. Front. Energy 2012, 6, 311–340. [Google Scholar] [CrossRef]
- Gonzalez-Gutierrez, J.; Cano, S.; Ecker, J.V.; Kitzmantel, M.; Arbeiter, F.; Kukla, C.; Holzer, C. Bending Properties of Lightweight Copper Specimens with Different Infill Patterns Produced by Material Extrusion Additive Manufacturing, Solvent Debinding and Sintering. Appl. Sci. 2021, 11, 7262. [Google Scholar] [CrossRef]
- Zhao, Y.; Gao, W.; Xi, J.; Li, H.; Ren, F. Development of Copper Powder Paste for Direct Printing and Soft Mold Casting. Addit. Manuf. 2020, 31, 992. [Google Scholar] [CrossRef]
- Yan, X.; Hao, L.; Xiong, W.; Tang, D. Research on Influencing Factors and Its Optimization of Metal Powder Injection Molding without Mold via an Innovative 3D Printing Method. RSC Adv. 2017, 7, 55232–55239. [Google Scholar] [CrossRef]
- Ren, L.; Zhou, X.; Song, Z.; Zhao, C.; Liu, Q.; Xue, J.; Li, X. Process Parameter Optimization of Extrusion-Based 3D Metal Printing Utilizing PW-LDPE-SA Binder System. Materials 2017, 10, 305. [Google Scholar] [CrossRef]
- Hong, S.; Sanchez, C.; Du, H.; Kim, N. Fabrication of 3D Printed Metal Structures by Use of High-Viscosity Cu Paste and a Screw Extruder. J. Electron. Mater. 2015, 44, 836–841. [Google Scholar] [CrossRef]
- Bai, Y.; Williams, C.B. An Exploration of Binder Jetting of Copper. Rapid Prototyp. J. 2015, 21, 177–185. [Google Scholar] [CrossRef]
- Jadhav, S.D.; Dadbakhsh, S.; Goossens, L.; Kruth, J.-P.; van Humbeeck, J.; Vanmeensel, K. Influence of Selective Laser Melting Process Parameters on Texture Evolution in Pure Copper. J. Mater. Process. Technol. 2019, 270, 47–58. [Google Scholar] [CrossRef]
- Ikeshoji, T.T.; Nakamura, K.; Yonehara, M.; Imai, K.; Kyogoku, H. Selective Laser Melting of Pure Copper. JOM 2018, 70, 396–400. [Google Scholar] [CrossRef]
- Yan, X.; Chang, C.; Dong, D.; Gao, S.; Ma, W.; Liu, M.; Liao, H.; Yin, S. Microstructure and Mechanical Properties of Pure Copper Manufactured by Selective Laser Melting. Mater. Sci. Eng. A 2020, 789, 139615. [Google Scholar] [CrossRef]
- Davis, J.R. ASM Specialty Handbook, Copper and Copper Alloys. In ASM Handbook; ASM International: Almere, The Netherlands, 2001; p. 133. [Google Scholar]
- Schneller, W.; Leitner, M.; Pomberger, S.; Grün, F.; Leuders, S.; Pfeifer, T.; Jantschner, O. Fatigue Strength Assessment of Additively Manufactured Metallic Structures Considering Bulk and Surface Layer Characteristics. Addit. Manuf. 2021, 40, 101930. [Google Scholar] [CrossRef]
- Jirandehi, A.P.; Khonsari, M.M.; Guo, S.; Gradl, P. Fatigue Assessment of Additively-Manufactured C-18150 Copper Alloy at Room and Elevated Temperatures via a Microstructure-Sensitive Algorithm. Int. J. Fatigue 2022, 159, 106777. [Google Scholar] [CrossRef]
- Maleki, E.; Bagherifard, S.; Bandini, M.; Guagliano, M. Surface Post-Treatments for Metal Additive Manufacturing: Progress, Challenges, and Opportunities. Addit. Manuf. 2021, 37, 101619. [Google Scholar] [CrossRef]
- Cunico, M.W.M.; Cunico, M.M.; Cavalheiro, P.M.; De Carvalho, J. Investigation of Additive Manufacturing Surface Smoothing Process. Rapid Prototyp. J. 2017, 23, 201–208. [Google Scholar] [CrossRef]
- Peitsch, C.M.; Ramsey, A. The Role of Computed Tomography in Additive Manufacturing. In Proceedings of the 2018 ASPE and Euspen Summer Topical Meeting: Advancing Precision in Additive Manufacturing, Berkeley, CA, USA, 22–25 July 2018; pp. 201–209. [Google Scholar]
- Du Plessis, A.; Yadroitsava, I.; Yadroitsev, I. Effects of Defects on Mechanical Properties in Metal Additive Manufacturing: A Review Focusing on X-Ray Tomography Insights. Mater. Des. 2020, 187, 108385. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Printing Method | Printing Parameters | Binder System | Solvent De-Binding | Thermal De-Binding | Sintering | Properties of Final Parts | Ref. |
|---|---|---|---|---|---|---|---|
| PFSP | PS: 20–100 mm/s LT: 0.05–0.25 mm BT: 60 °C ET: 180–220 °C EM: 90–150% | PEG and wax | Placed under water for 14 h, then dried in oven for 2 h at 100 °C | Heated to 500 °C at 1 °C/min and held for 1 h | Heated to 950 °C at 4 °C/min and held for 3 h; heated to 1030 °C at 4 °C/min, held for 3 h, and cooled at 6 °C/min | RD: 90.8% SR: 2.42 ± 0.92 μm | [22] |
| PS: 20 mm/s LT: 0.05 mm BT: 60 °C ET: 196 °C EM: 120% | Placed under water for 12 h with stirring at 40 °C and 60 °C, then dried in over at 100 °C for 2 h | Heated to 500 °C at 1 °C/min and held for 1 h, then cooled to RT at 4 °C/min | Heated to 950 °C–1050 °C at 4 °C/min with 96% He and 4% H2 and held for 3 h, then cooled to RT at 4 °C/min | RD: 94.5% SR: ~2.9 μm | [37] | ||
| FFRP | LT: 0.129 mm | Thermoplastic polymer and wax | Washed in proprietary solvent Opteon SF-79 | Placed in proprietary furnace filled with H2 and Ar | Parameters set per manufacturer’s specifications | RD: 94.51 ± 0.4% SR: 3.3 ± 0.02 μm EC: 86.11 ± 6.92% of IACS TS: 205.87 ± 0.07 MPa | [9] |
| LT: 0.129 mm ET: 220 °C | Paraffin wax and high-molecular-weight (HMW) polymer | Immersed in OpteonSF-79 solvent to remove the paraffin wax using the washing equipment for 10 h | 30 h long thermal cycle in presence of 2.8% H2 and 97.8% Ar | RD: 95.3 ± 0.5% EC: 48 ± 1 × 106 S/m (82% of IACS) TS: 205.8 ± 5.0 MPa SH: 54.8 ± 2.1 HV | [5] | ||
| PS: 30 mm/s LT: 0.3 mm BT: 90 °C ET: 240 °C EM: 120% ND: 0.6 mm | TPE and grafted polyolefin | Submerged in cyclohexane at 60 °C for a fixed period of time, and dried at room temperature in a fume hood for at least 4 h | Heated up to 450 °C for about 8 h in H2 atmosphere at 2 K/min with 1 h holding at 250 and 450 °C | Heated up to 1050 °C in H2 atmosphere. Heating rate: 2 K/min; 1 h de-binding plateau at 1050 °C | Flexural strength and modulus increased with increase in mass | [47] | |
| DIWP | 1 gm of acrylic dissolved in 10 mL of acetone | Evaporation | Heating and cooling cycle at 5 °C/min in presence of flowing forming gas (95% N2 and 5% H2). Held for 2 h at peak temperatures. Highest temp.: 1000 °C. | RD: 89.28% EC: 30 × 106 S/m (51.7% of IACS) TS: 141 ± 19 MPa. | [48] | ||
| LT: 0.35, 0.45, 0.55, 0.65, 0.75 mm | Paraffin wax | Heated up to 750 °C, 800 °C, 850 °C, 900 °C, 950 °C, 1000 °C and 1050 °C at 10 °C/min. Holding time for 30 min (best temperature at 950 °C with holding time of 120 min) | RD: 90.4% SH: 60 HV | [49] | |||
| PS: 2–10 mm/s LT: 0.4 mm Tip Size: 0.5 mm Fill density: 50–90% Screw Extruder RPM: 45 RPM | Polyvinyl carboxy polymer and PVA | Dried in air at room temperature. Later, heat treatment conducted in a box furnace with charcoal at 950 °C for 2 h | With the increase in Cu content, viscosity increased but volumetric flow rate decreased | [51] | |||
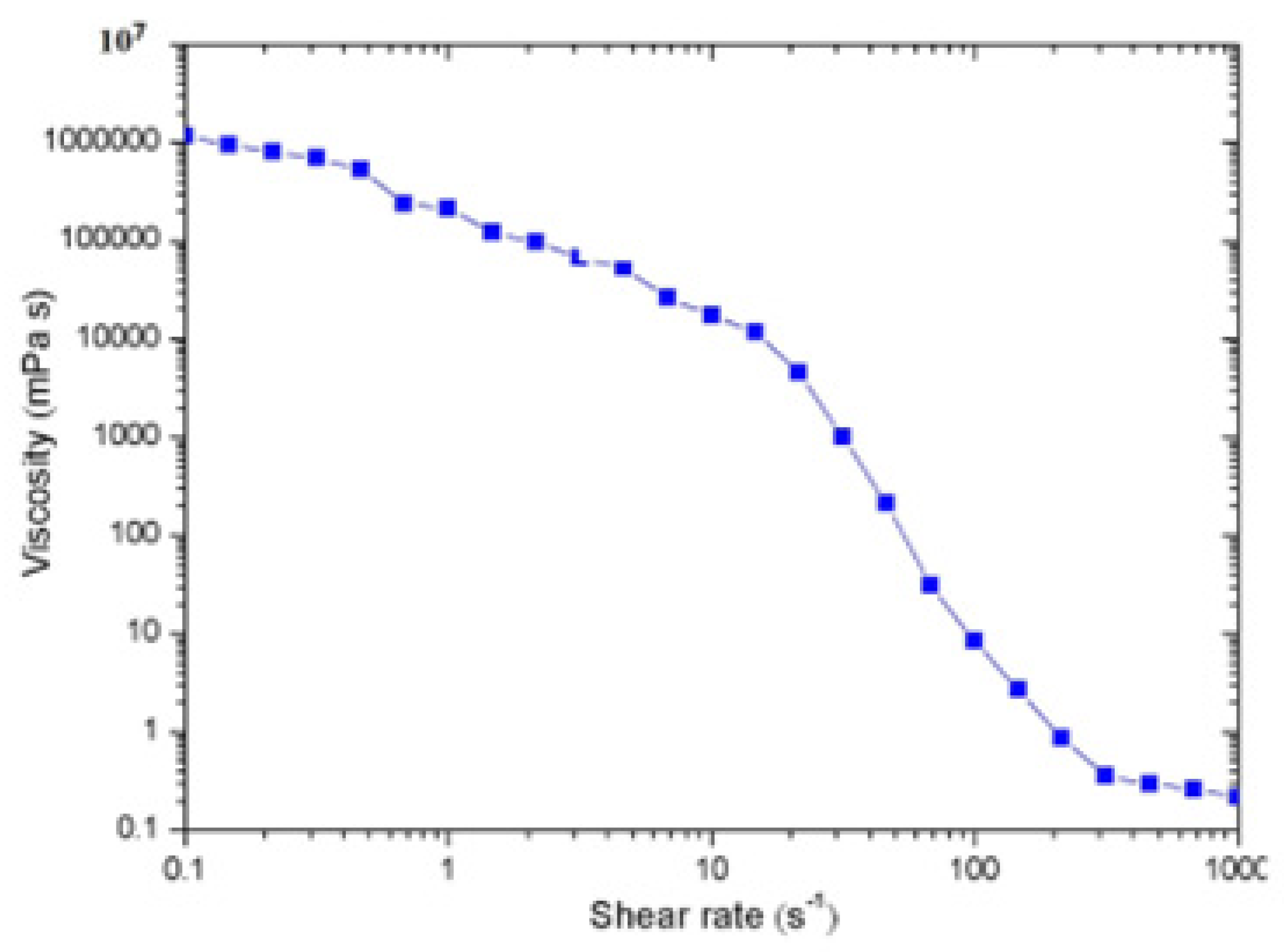
| PS: 6 mm/s LT: 2 mm ET: 160 °C Piston Speed: 0.047 mm/s | Paraffin wax, polyethylene, and stearic acid | No solvent de-binding | Heated up to 500 °C in a vacuum atmosphere furnace at 2 °C/min with holding period of 150 min | Heated up to 1083 °C; heating rate: 3 °C/min, holding time: 3 h (optimal combination from nine samples) | RD: 90.95% EC: 0.114940 Ω mm2/m TS: 175 MPa SH: 63 HV Decrease of viscosity with the increase of shear rate | [50] | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sakib-Uz-Zaman, C.; Khondoker, M.A.H. A Review on Extrusion Additive Manufacturing of Pure Copper. Metals 2023, 13, 859. https://doi.org/10.3390/met13050859
Sakib-Uz-Zaman C, Khondoker MAH. A Review on Extrusion Additive Manufacturing of Pure Copper. Metals. 2023; 13(5):859. https://doi.org/10.3390/met13050859
Chicago/Turabian StyleSakib-Uz-Zaman, Chowdhury, and Mohammad Abu Hasan Khondoker. 2023. "A Review on Extrusion Additive Manufacturing of Pure Copper" Metals 13, no. 5: 859. https://doi.org/10.3390/met13050859
APA StyleSakib-Uz-Zaman, C., & Khondoker, M. A. H. (2023). A Review on Extrusion Additive Manufacturing of Pure Copper. Metals, 13(5), 859. https://doi.org/10.3390/met13050859