
Process Technology for Diffusion Welding with Cyclically Pulsative Joining Forces


Abstract
1. Introduction
2. State of the Art
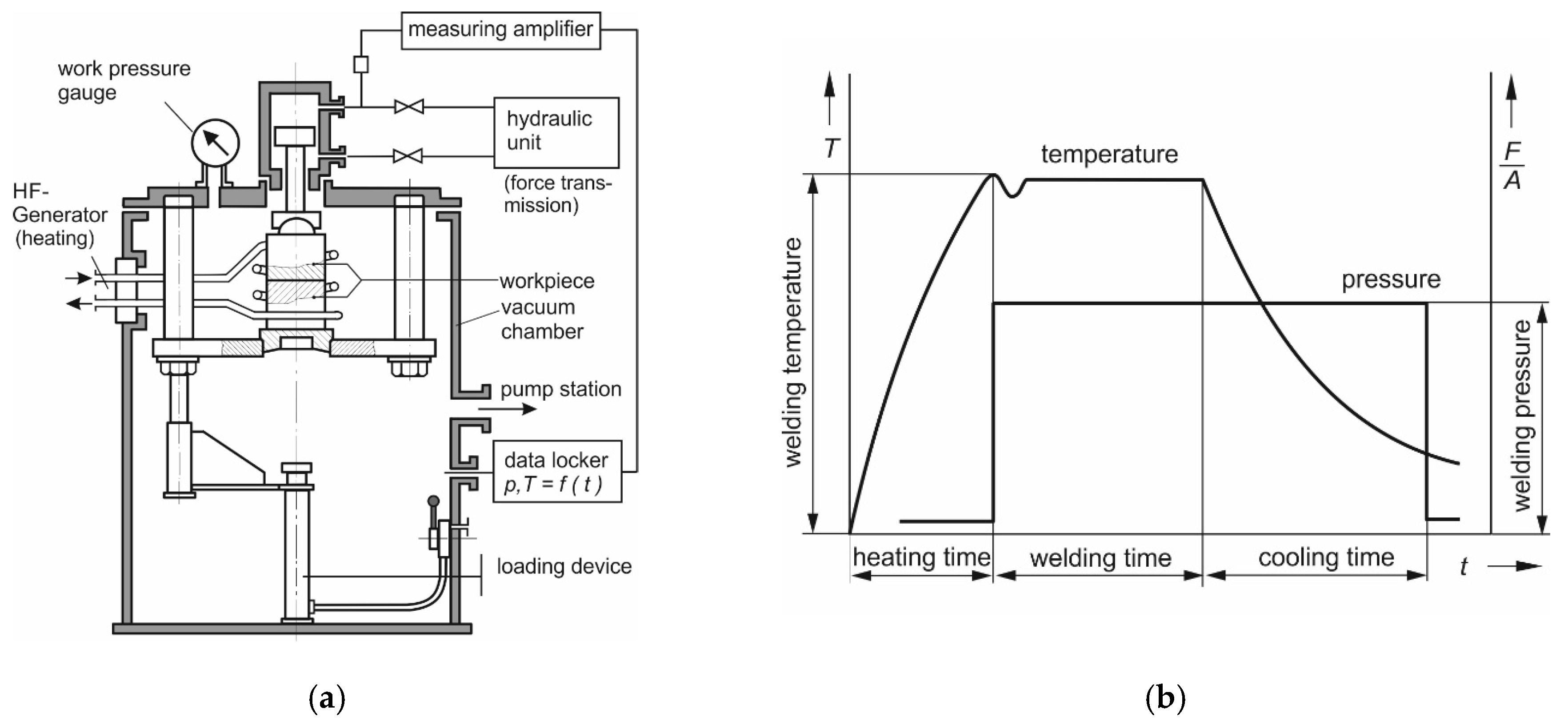
2.1. Fundamentals of Diffusion Welding
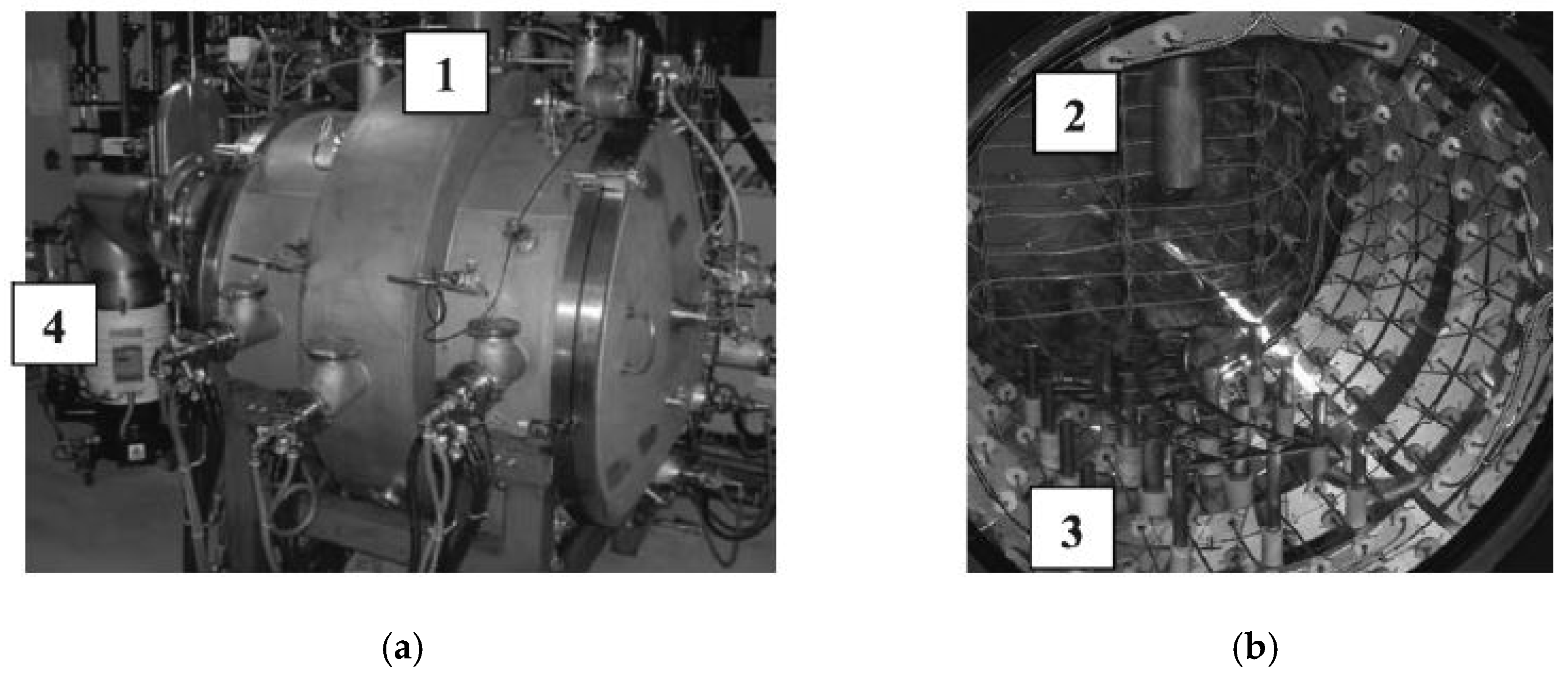
2.2. Recipient Design
2.3. Conclusions from the State of the Art and Objectives
- Reduction of the machining effort of joining the surfaces in advance.
- 2.
- Reduction of the welding time up to the replacement of the welding time by a frequency-based test criterion.
- 3.
- Adjustment of more favourable material properties through the frequency-superimposed application of force, and reduction of the phase thicknesses.
- Testing of materials and compounds in reactive environments through inert atmosphere or vacuum;
- Material and component testing under operating conditions, including temperature up to approx. 1000 °C, mechanical load in the compression and tensile range (static and dynamic), various inert ambient media;
- Reduction of the required measures for joining surface preparation by facilitated approximation of the surfaces to each other on an atomic level;
- Joining of materials in the pressure threshold range (welding pressure) up to 100 kN at characteristic frequencies up to 150 Hz and a variable number of load cycles;
- Enhancement of the factor frequency shift or frequency monitoring for non-destructive characterisation of the welded joint during the joining process and qualification of a joining time adapted to the process condition.
3. Experimental Methods
3.1. Concept of Technical Implementation
3.2. Construction
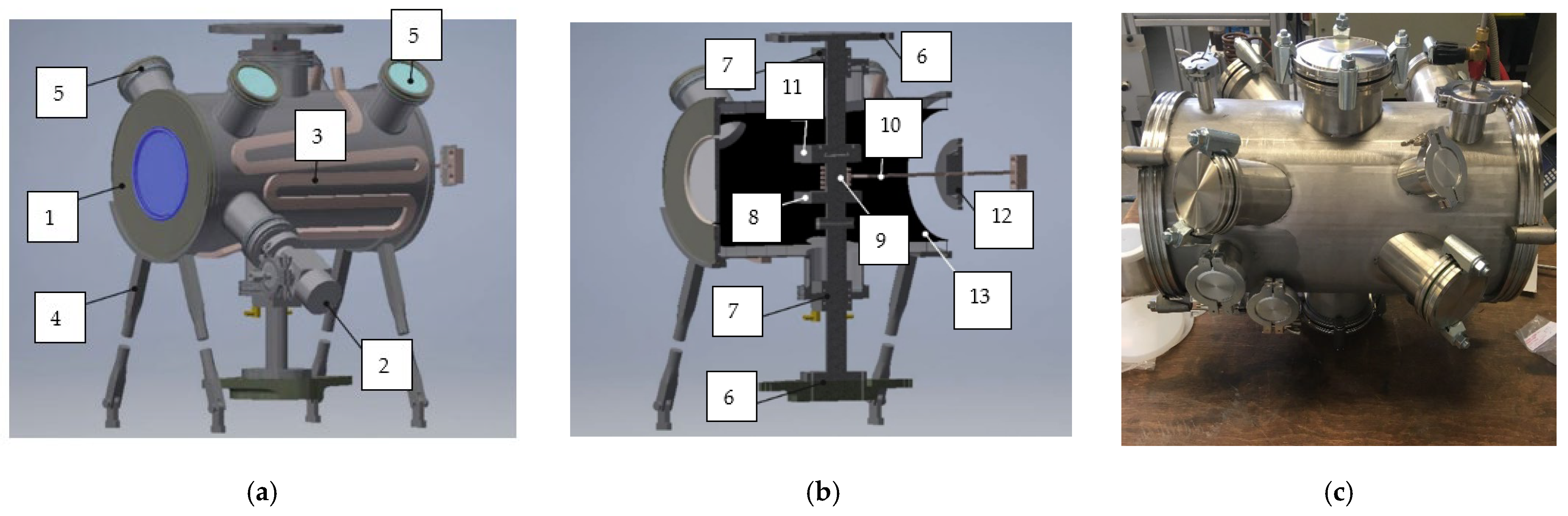
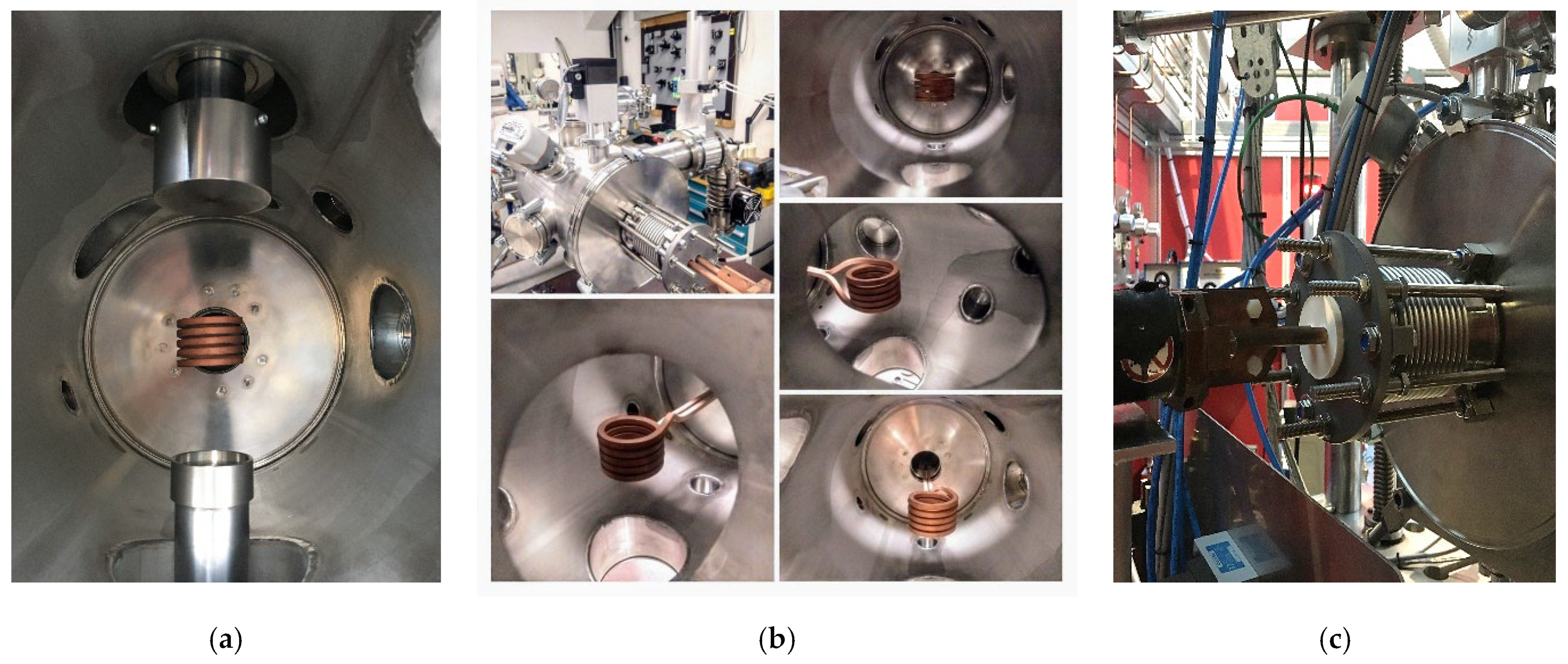
3.2.1. Vacuum Chamber—The Recipient
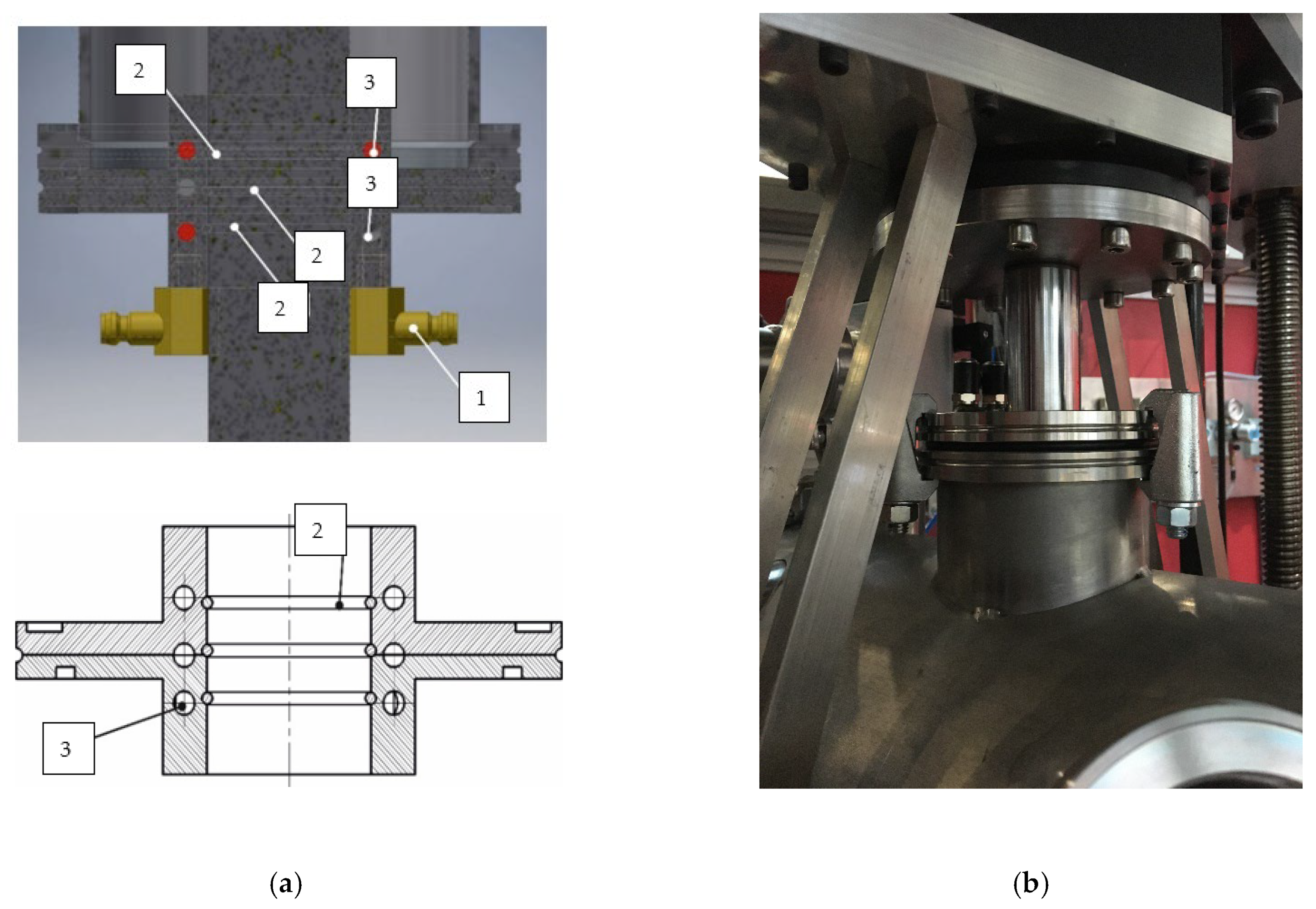
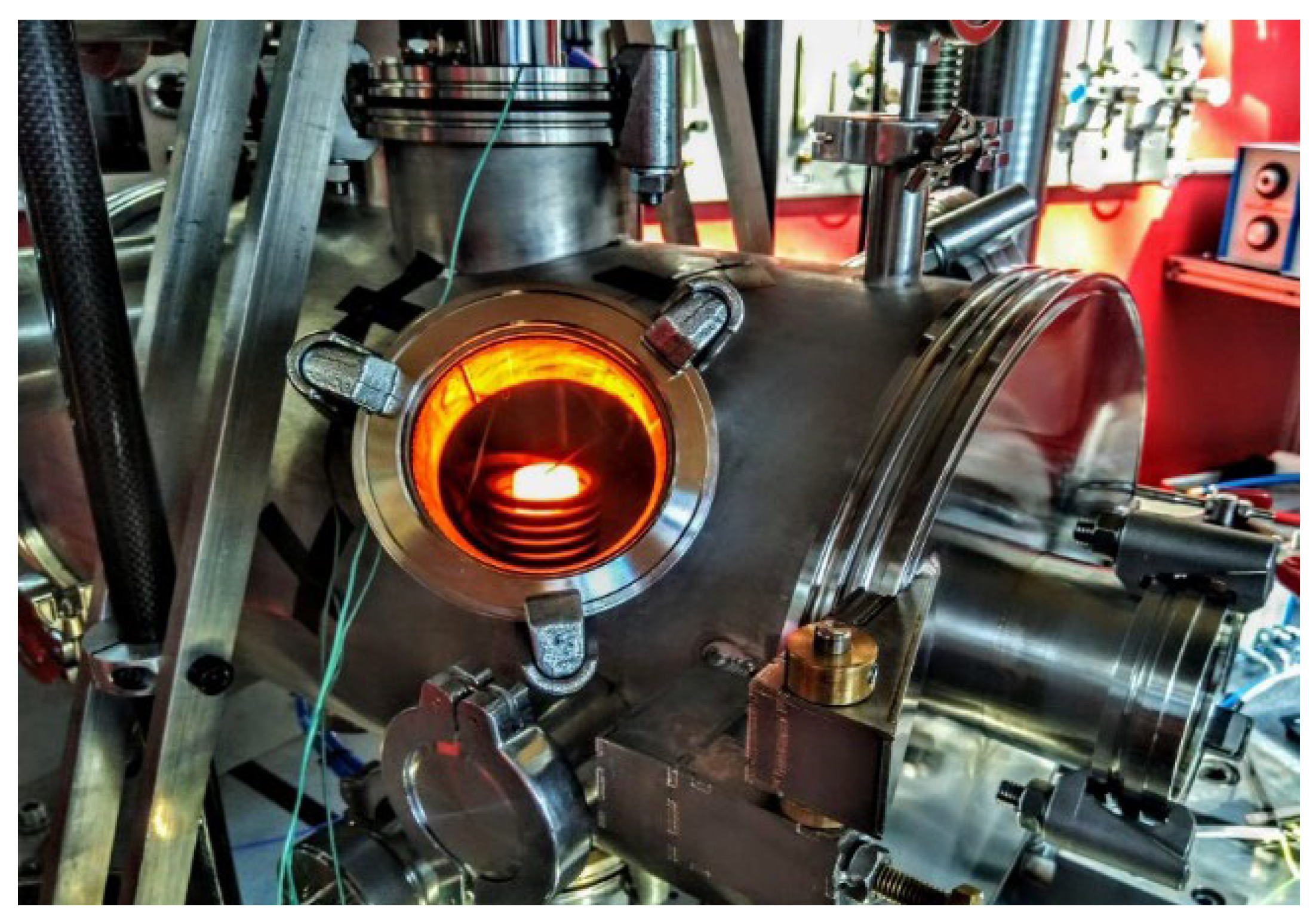
3.2.2. Sample Heating System
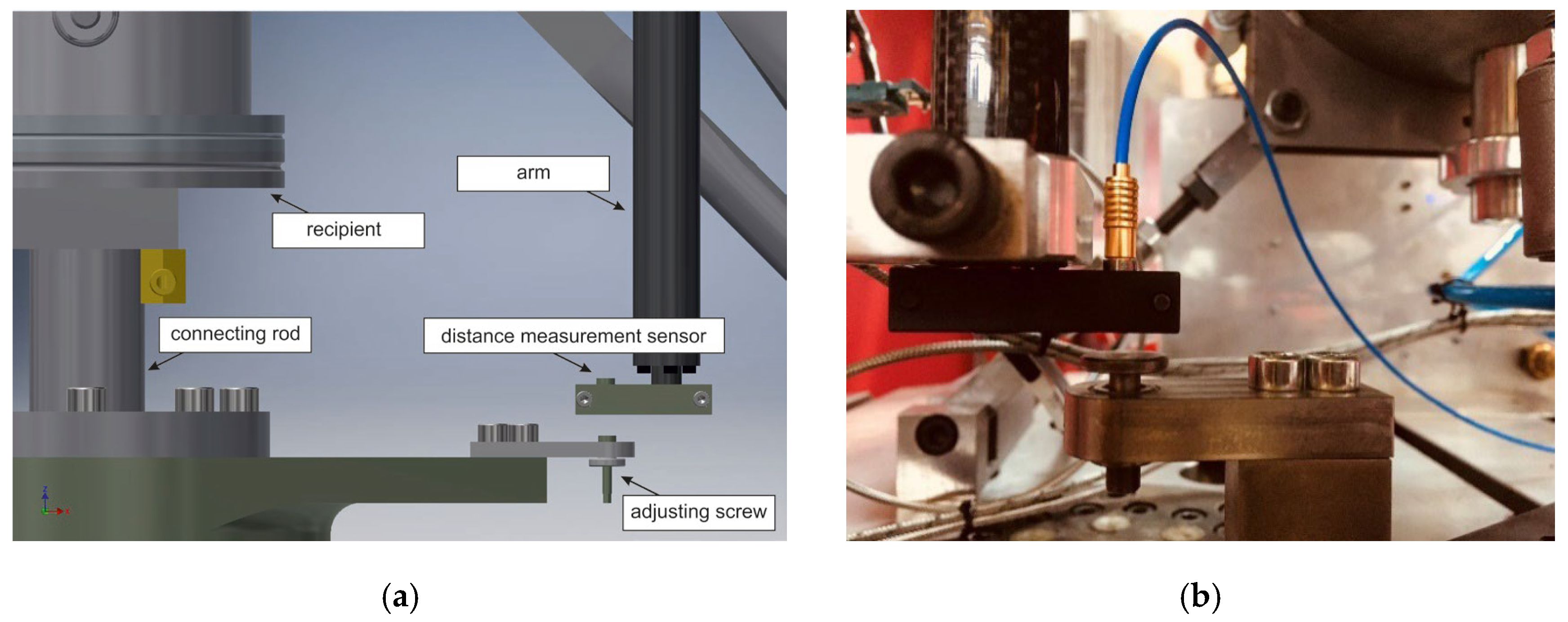
3.2.3. Control of the System
- With and without heating;
- Under vacuum or inert gas atmosphere;
- According to the type of pressure control (force- or distance-controlled).
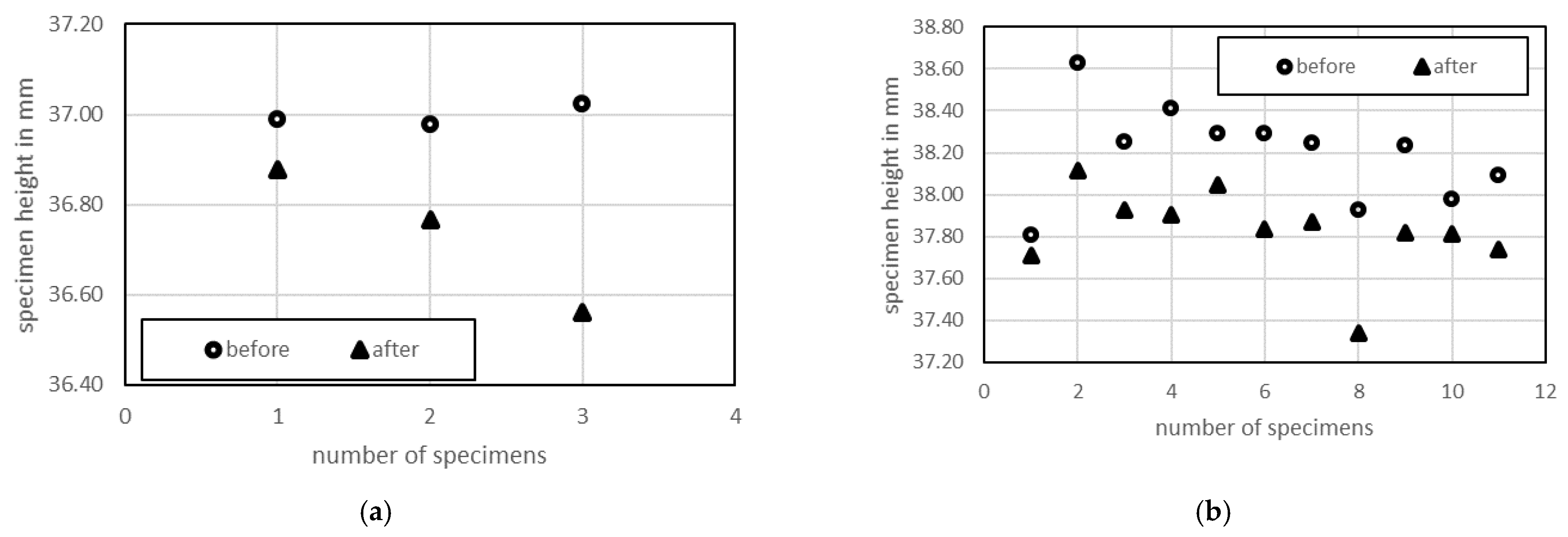
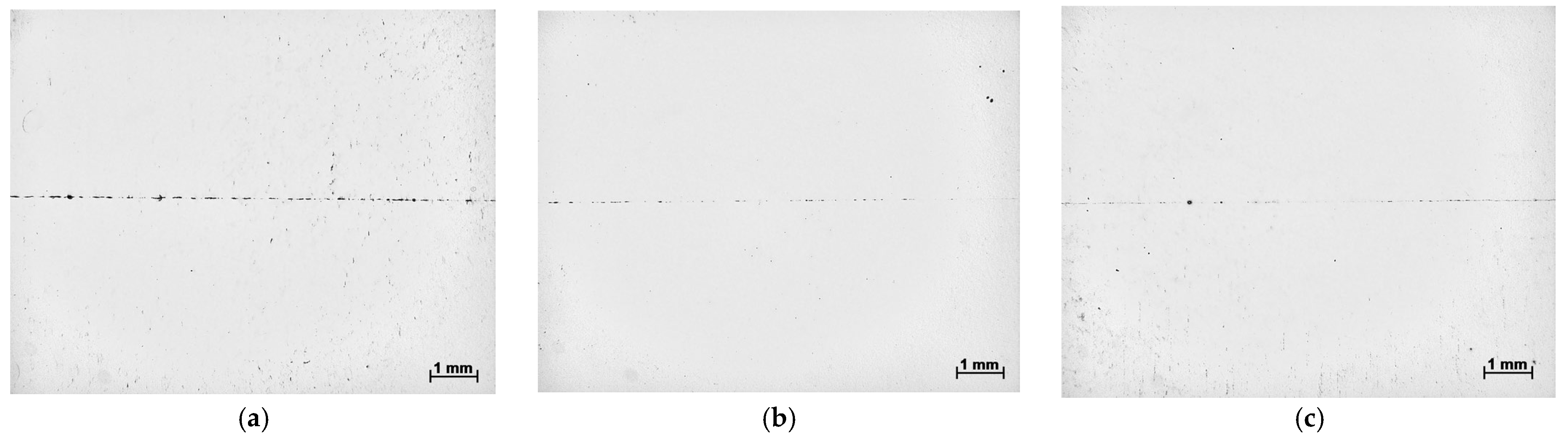
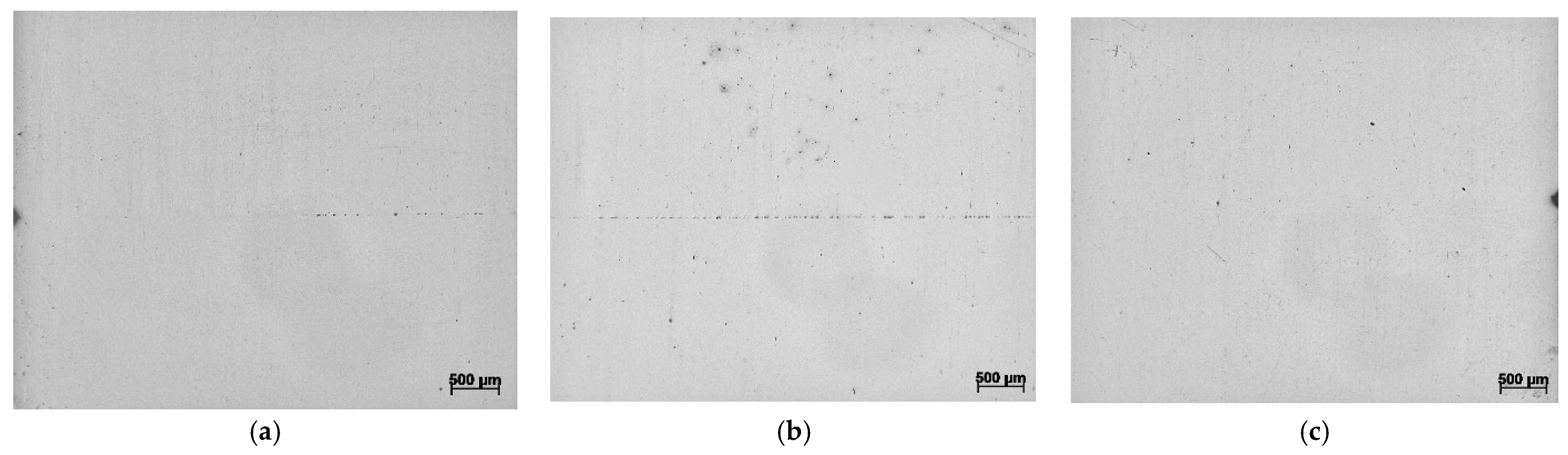
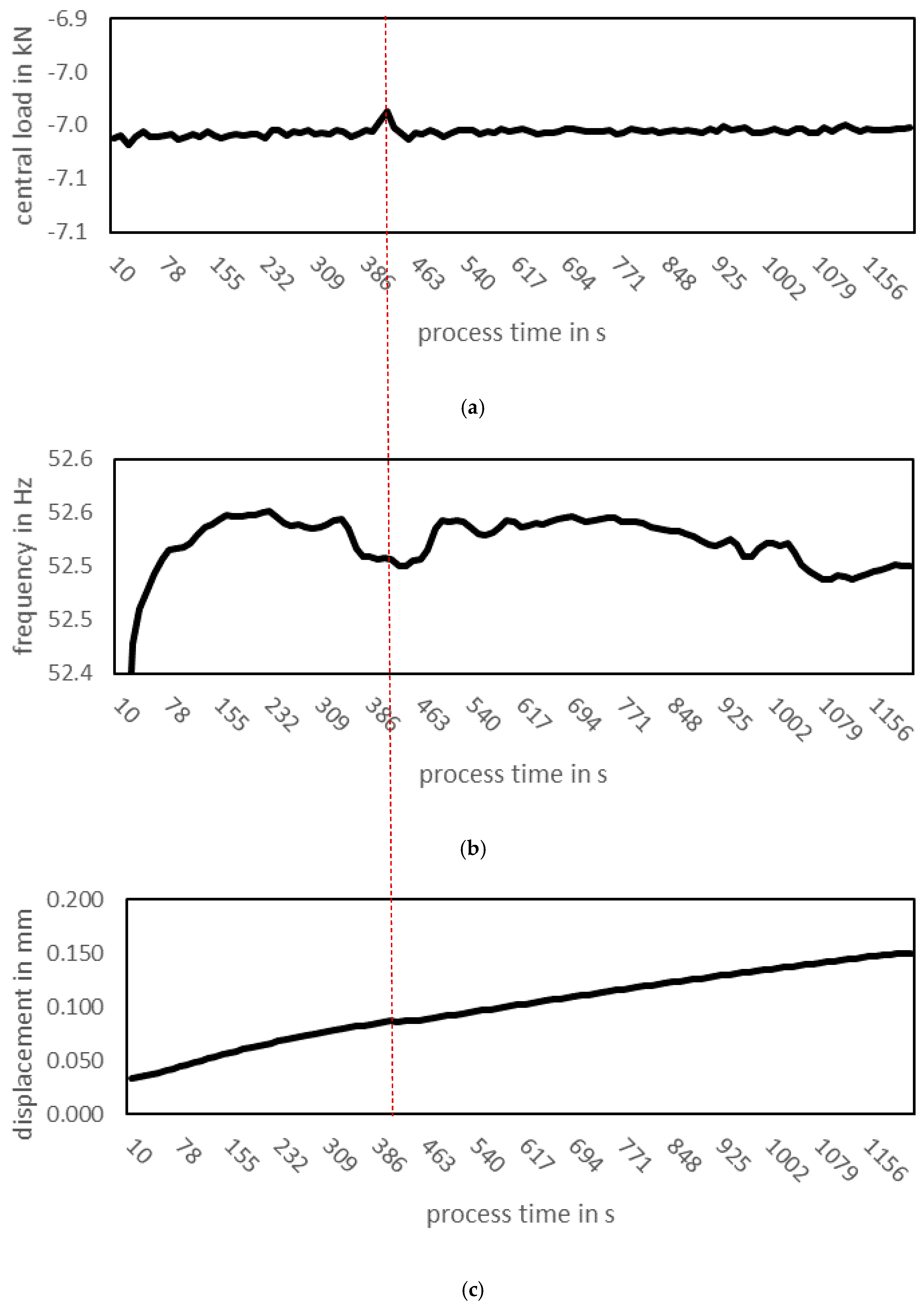
4. Results—Benchmarking Samples
5. Conclusions
Author Contributions
Funding

Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Matthes, K.-J.; Richter, E. (Eds.) Schweißtechnik–Schweißen von Metallischen Konstruktionswerkstoffen; Fachbuchverlag Leipzig: Leipzig, Germany, 2002. [Google Scholar]
- Akca, E.; Gürsel, A. The importance of interlayers in diffusion welding-A review. Period. Eng. Nat. Sci. (PEN) 2015, 3, 2. [Google Scholar] [CrossRef]
- Günther, W.-D.; Mehlhorn, H.; Wiesner, P. Diffusionsschweißen; Verlag Technik Berlin: Berlin, Germany, 1978. [Google Scholar]
- Basuki, W.W. Optimierung der Diffusionsschweißparameter von Hastelloy® C-22® zur Herstellung von Mikrowärmetauschern; Forschungszentrum Karlsruhe GmbH: Karlsruhe, Germany, 2008. [Google Scholar]
- Kolukisa, S. The effect of the welding temperature on the weldability in diffusion welding of martensitic (AISI 420) stainless steel with ductile (spheroidal graphite-nodular) cast iron. J. Mater. Process. Technol. 2007, 186, 33–36. [Google Scholar] [CrossRef]
- Ben-Haroush, M.; Mittelman, B.; Priel, R.S.E. The Influence of Time, Atmosphere and Surface Roughness on the Interface Strength and Microstructure of AA6061–AA1050 Diffusion Bonded Components. Materials 2023, 16, 769. [Google Scholar] [CrossRef] [PubMed]
- DIN EN ISO 21920-2; Geometrische Produktspezifikation (GPS)–Oberflächenbeschaffenheit: Profile–Teil 2: Begriffe und Kenngrößen für die Oberflächenbeschaffenheit. Deutsches Institut für Normung e. V.: Berlin, Germany, 2022.
- Dwivedi, G.S.D.K. Effect of pressure pulsation on bond interface characteristics of 409 ferritic stainless steel diffusion bonds. Vacuum 2017, 146, 152–158. [Google Scholar]
- Dwivedi, G.S.D.K. Diffusion bonding of 304 austenitic stainless-steel using pressure pulses. Mater. Today Proc. 2021, 44, 2135–2141. [Google Scholar]
- Dahms, S. Diffusionsschweißen von Werkstoffen Mit Unterschiedlichen Eigenschaften. Ph.D. Thesis, Tallin University of Technology, Tallin, Estonia, 2011. [Google Scholar]
- Jafarian, M.; Khodabandeh, A.; Manafi, S. Evaluation of diffusion welding of 6061 aluminum and AZ31 magnesium alloys without using an interlayer. Mater. Des. 2015, 65, 160–164. [Google Scholar] [CrossRef]
- Hafizi, M.; Kasiri-Asgarani, M.; Naalchian, M.; Bakhsheshi-Rad, H.R.; Berto, F. The Effect of Holding Time on Dissimilar Transient Liquid-Phase-Bonded Properties of Super-Ferritic Stainless Steel 446 to Martensitic Stainless Steel 410 Using a Nickel-Based Interlayer. Micromachines 2022, 13, 1801. [Google Scholar] [CrossRef] [PubMed]
- Shi, H.; Qiao, S.; Qui, R.; Yu, X.Z.H. Effect of Welding Time on the Joining Phenomena of Diffusion Welded Joint between Aluminum Alloy and Stainless Steel. Mater. Manuf. Process. 2012, 27, 1366–1369. [Google Scholar] [CrossRef]
- Chisabas, R.S.S.; Zabala, J.P.O.; Cantor, D.F.; Loureiro, G.; Lino, C.O. Development of a Thermal-Vacuum Chamber for testing in Small Satellites. In Proceedings of the 47th International Conference on Environmental Systems, Charleston, SC, USA, 16–20 July 2017. [Google Scholar]
- Eisfelder, J.E. Konstruktive Betrachtungen zum Diffusionsschweißen Mit Dynamisch Modulierter Prozesskraft. Ph.D. Thesis, Fakultät für Maschinenbau TU Chemnitz, Chemnitz, Germany, 2021. [Google Scholar]
- Awiszus, B.; Bast, J.; Dürr, H.; Matthes, K.-J. (Eds.) Grundlagen der Fertigungstechnik, 2nd ed.; Fachbuchverlag Leipzig: München, Germany, 2005. [Google Scholar]
- Zhu, L.; Wu, J.; Liu, Z.; Ma, J. Design of Electron Beam Welding Vacuum Chamber for Collar Rings in CFETR Windows. J. Fusion Energy 2017, 36, 127–133. [Google Scholar] [CrossRef]
- Cooper, N.; Coles, L.A.; Everton, S.; Maskey, I.; Campion, R.P.; Madkhaly, S.; Morley, C.; O’Shea, J.; Evans, W.; Saint, R.; et al. Additively manufactured ultra-high vacuum chamber for portable quantum technologies. Addit. Manuf. 2021, 40, 101898. [Google Scholar] [CrossRef]
- Jayaram, S.G.E. Design and construction of a low-cost economical thermal vacuum chamber for spacecraft environmental testing. J. Eng. Des. Technol. 2011, 9, 47–62. [Google Scholar] [CrossRef]
- Jeon, J.; Lee, S.; Yoon, S.; Seon, J.; Jin, H.; Lee, D.; Lin, R.P. Construction of a Thermal Vacuum Chamber for Environment Test of Triple CubeSat Mission TRIO-CINEMA. J. Astron. Space Sci. 2013, 30, 335–344. [Google Scholar] [CrossRef]
- “3.2.2 Dichtungswerkstoffe,” Pfeiffer Vacuum GmbH. Available online: https://www.pfeiffer-vacuum.com/de/know-how/mechanische-komponenten-im-vakuum/werkstoffe/dichtungswerkstoffe/elastomerdichtungen/ (accessed on 1 September 2022).
- DIN 28404; Vakuumtechnik, Flansche-Maße. Deutsches Institut für Normung e.V.: Berlin, Germany, 1986.
- Yang, J.; Chen, R.D.H.; Guo, J.; Han, J.; Fu, H. Thermal characteristics of induction heating in cold crucible used for directional solidification. Appl. Therm. Eng. 2013, 59, 69–76. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, X.L.S. Thermal characteristics of induction heating with stepped diameter mold during two-phase zone continuous casting high-strength aluminum alloys. Int. J. Heat Mass Transf. 2020, 152, 119479. [Google Scholar] [CrossRef]
- DIN EN 1593; Dichtheitsprüfung–Blasenprüfverfahren. Deutsches Institut für Normung e.V.: Berlin, Germany, 1999.
- Stahlhandel Gröditz GmbH. 1.7225 (42CrMo4 vergütet)|1.7227 (42CrMoS4) Werkstoffdatenblatt. Available online: https://www.stahlportal.com/lagervorrat/17225-42crmo4-verguetet-17227-42crmos4/ (accessed on 30 September 2022).
- Stahlhandel Gröditz GmbH. 1.0503 (C45)|1.1730 C45U Werkstoffdatenblatt. Available online: https://www.stahlportal.com/lagervorrat/10503-c45-11730-c45u/ (accessed on 30 September 2022).
- Yuan, X.J.; Sheng, G.M.; Qin, B.; Zhou, W.Z.H.B. Impulse pressuring diffusion bonding of titanium alloy to stainless steel. Mater. Charact. 2008, 59, 930–936. [Google Scholar] [CrossRef]
- Guangmin, L.J.S. Diffusion Bonding of TiC Cermet to Stainless Steel Using Impulse Pressuring with Ti-Nb Interlayer. Rare Met. Mater. Eng. 2017, 46, 882–887. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Description 0 = 1 = | Heating without with | Atmosphere Vacuum Shield Gas | Pressure Control Strength-Regulated Travel-Regulated |
|---|---|---|---|
| scenario A 1 scenario A 2 | 1 | 0 | 0 |
| 1 | 0 | 1 | |
| scenario B 1 scenario B 2 | 0 | 0 | 0 |
| 0 | 0 | 1 | |
| scenario C 1 scenario C 2 | 1 | 1 | 0 |
| 1 | 1 | 1 | |
| scenario D 1 scenario D 2 | 0 | 1 | 0 |
| 0 | 1 | 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
John, B.; Letsch, H.; Wölck, J.; Hess, M.; Hensel, J. Process Technology for Diffusion Welding with Cyclically Pulsative Joining Forces. Metals 2023, 13, 547. https://doi.org/10.3390/met13030547
John B, Letsch H, Wölck J, Hess M, Hensel J. Process Technology for Diffusion Welding with Cyclically Pulsative Joining Forces. Metals. 2023; 13(3):547. https://doi.org/10.3390/met13030547
Chicago/Turabian StyleJohn, Björn, Holger Letsch, Johannes Wölck, Marcel Hess, and Jonas Hensel. 2023. "Process Technology for Diffusion Welding with Cyclically Pulsative Joining Forces" Metals 13, no. 3: 547. https://doi.org/10.3390/met13030547
APA StyleJohn, B., Letsch, H., Wölck, J., Hess, M., & Hensel, J. (2023). Process Technology for Diffusion Welding with Cyclically Pulsative Joining Forces. Metals, 13(3), 547. https://doi.org/10.3390/met13030547