
Enhanced Productivity of Bottom-Blowing Copper-Smelting Process Using Plume Eye



Abstract
1. Introduction
2. Research Methods
2.1. Sampling and Analysis of Industrial Samples
2.2. Water Model Experiment
3. Results
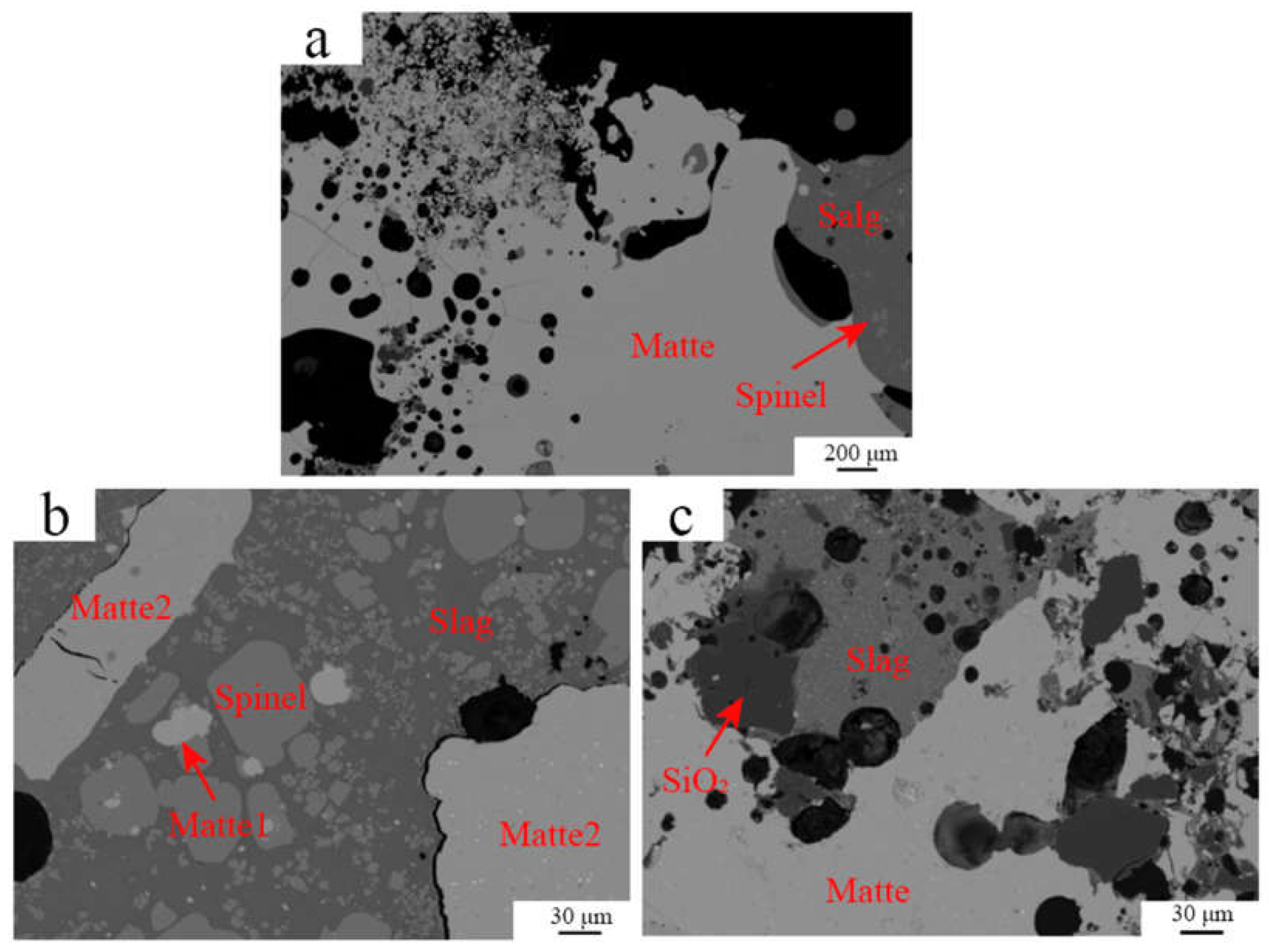
3.1. Analysis of Industrial Samples
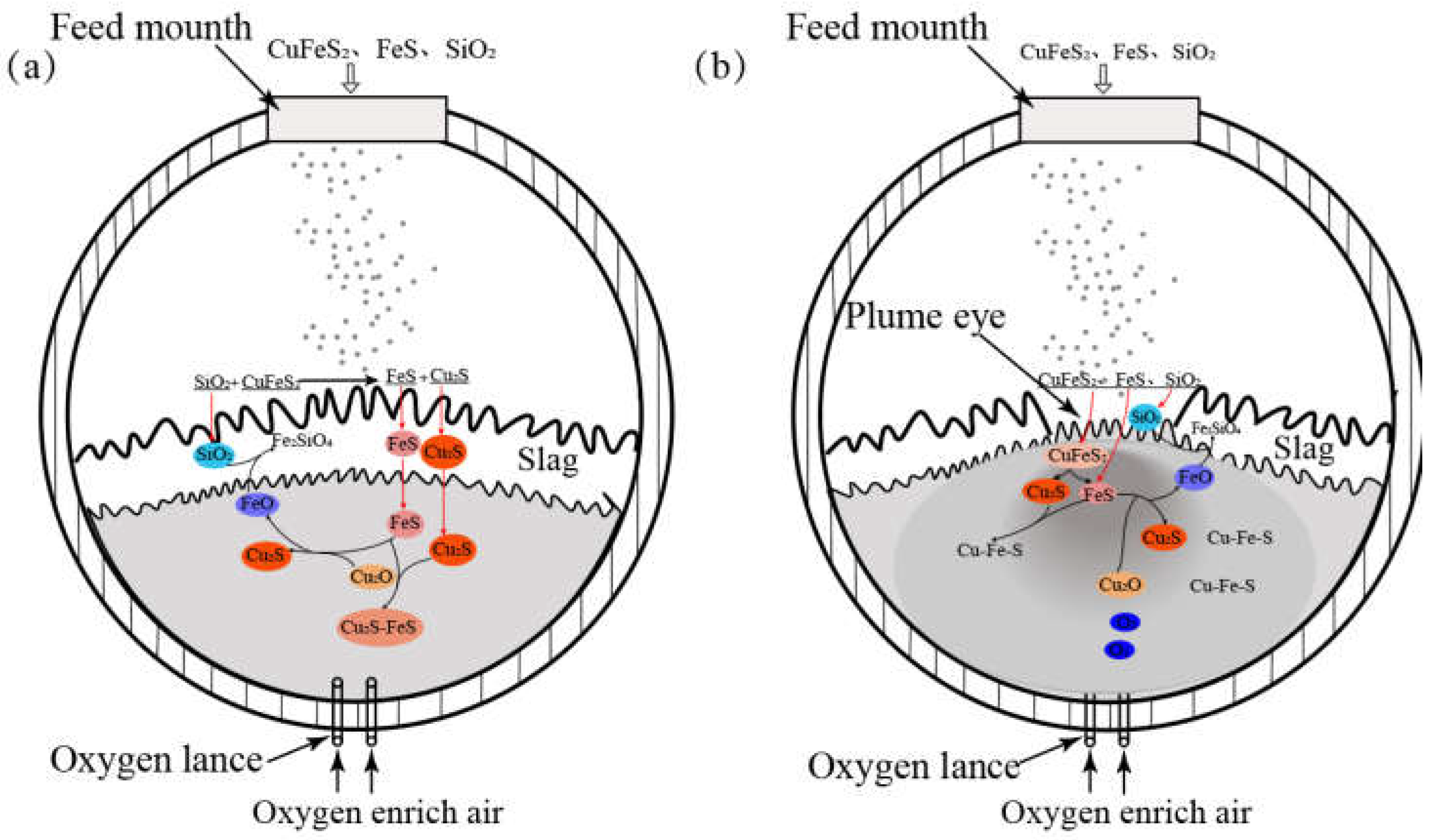
3.2. The Role of Plume Eye in Copper Bottom-Blowing Smelting
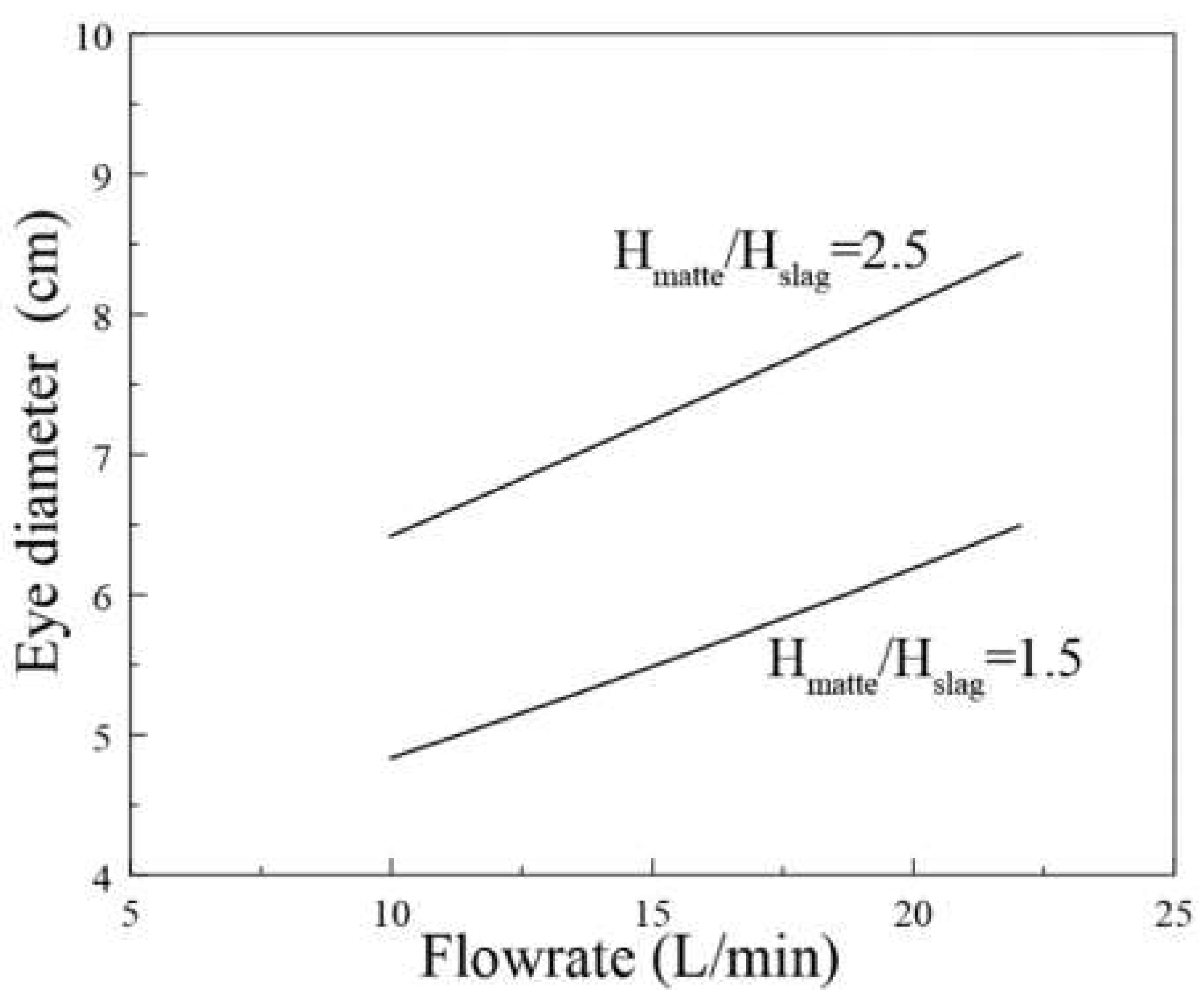
3.3. Effects of Operating Conditions on the Plume Eye Diameter
4. Discussions
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Conejo, A.N.; Feng, W. Ladle Eye Formation Due to Bottom Gas Injection: A Reassessment of Experimental Data. Metall. Mater. Trans. B 2022, 53, 999–1017. [Google Scholar] [CrossRef]
- Iguchi, M.; Miyamoto, K.; Yamashita, S.; Iguchi, D.; Zeze, M. Spout eye area in ladle refining process. ISIJ Int. 2004, 44, 636–638. [Google Scholar] [CrossRef]
- Krishnapisharody, K.; Irons, G. Modeling of slag eye formation over a metal bath due to gas bubbling. Metall. Trans. B 2006, 37, 763–772. [Google Scholar] [CrossRef]
- Chatterjee, S.; Chattopadhyay, K. Formation of slag ‘eye’ in an inert gas shrouded tundish. ISIJ Int. 2015, 55, 1416–1424. [Google Scholar] [CrossRef]
- Yonezawa, K.; Schwerdtfeger, K. Spout eyes formed by an emerging gas plume at the surface of a slag-covered metal melt. Metall. Trans. B 1999, 30, 411–418. [Google Scholar] [CrossRef]
- Peranandhanthan, M.; Mazumdar, D. Modeling of slag eye area in argon stirred ladles. ISIJ Int. 2010, 50, 1622–1631. [Google Scholar] [CrossRef]
- Lv, N.; Wu, L.; Wang, H.; Dong, Y.; Su, C. Size analysis of slag eye formed by gas blowing in ladle refining. JISR Int. 2017, 24, 243–250. [Google Scholar] [CrossRef]
- Han, J.; Heo, S.; Kam, D.; You, B.; Pak, J.; Song, H. Transient fluid flow phenomena in a gas stirred liquid bath with top oil layer—Approach by numerical simulation and water model Experiments. ISIJ Int. 2001, 41, 1165–1172. [Google Scholar] [CrossRef]
- Mazumdar, D.; Evans, J. Communications: A model for estimating exposed plume eye area in steel refining ladles covered with thin slag. Metall. Trans. B 2004, 35, 400–404. [Google Scholar] [CrossRef]
- Zhao, B.; Liao, J. Development of bottom-blowing copper smelting technology: A review. Metals 2022, 12, 190. [Google Scholar] [CrossRef]
- Kapusta, J.P.T. Submerged gas jet penetration: A study of bubbling versus jetting and side versus bottom blowing in copper bath smelting. JOM 2017, 69, 970–979. [Google Scholar] [CrossRef]
- Chen, M.; Jiang, Y.; Cui, Z.; Wei, C.; Zhao, B. Chemical degradation mechanisms of magnesia–chromite refractories in the copper smelting furnace. JOM 2018, 70, 2443–2448. [Google Scholar] [CrossRef]
- Xu, L.; Chen, M.; Wang, N.; Gao, S. Chemical wear mechanism of magnesia-chromite refractory for an oxygen bottom-blowing copper-smelting furnace: A post-mortem analysis. Ceram. Int. 2021, 47, 2908–2915. [Google Scholar] [CrossRef]
- Chen, M.; Cui, Z.; Zhao, B. Slag Chemistry of Bottom Blowing Copper Smelting Furnace at Dongying Fangyuan. In Proceedings of the 6th International Symposium on High-Temperature Metallurgical Processing, Orlando, FL, USA, 15–19 March 2015; pp. 257–264. [Google Scholar]
- Liang, S. A review of oxygen bottom blowing process for copper smelting and converting. In Proceedings of the 9th International Copper Conference (Copper 2016), Kobe, Japan, 13–16 November 2016; pp. 1008–1014. [Google Scholar]
- He, S.; Li, D. Discussion on issues related to Shuikoushan Copper Smelting process. China Nonferrous Metall. 2005, 34, 19–22. (In Chinese) [Google Scholar]
- Chen, Z. The application of oxygen bottom-blowing bath smelting of copper. China Nonferrous Metall. 2009, 5, 16–22. (In Chinese) [Google Scholar]
- Liang, S.; Chen, Z. Application and development of oxygen enriched bottom-blowing copper smelting technology furnace. Energy Sav. Nonferr. Metall. 2013, 4, 16–19. (In Chinese) [Google Scholar]
- Cui, Z.; Wang, Z.; Zhao, B. Features of the bottom blowing oxygen copper smelting technology. In Proceedings of the 4th International Symposium on High-Temperature Metallurgical Processing, San Antonio, TX, USA, 3–7 March 2013; pp. 351–360. [Google Scholar]
- Zhao, B.; Cui, Z.; Wang, Z. A new copper smelting technology—Bottom blowing oxygen furnace developed at Dongying Fangyuan Nonferrous Metals. In Proceedings of the 4th International Symposium on High-Temperature Metallurgical Processing, San Antonio, TX, USA, 3–7 March 2013; pp. 3–10. [Google Scholar]
- Qu, S.; Li, T.; Dong, Z.; Luan, H. Plant practice of and design discussion on oxygen enriched bottom blowing smelting. Nonferrous Met. Extr. Metall. 2012, 3, 10–13. (In Chinese) [Google Scholar]
- Du, X.; Zhao, G.; Wang, H. Industrial application of oxygen bottom-blowing copper smelting technology. China Nonferrous Metall. 2018, 4, 4–6. (In Chinese) [Google Scholar]
- Wang, H.; Yuan, J.; He, R.; Wang, X. Plant practice of copper oxygen enrichment bottom blowing smelting. Nonferrous Met. Extr. Metall. 2013, 10, 15–19. (In Chinese) [Google Scholar]
- Yan, J. Recent operation of the oxygen bottom-blowing copper smelting and continuous copper converting technologies. In Proceedings of the 9th International Copper Conference (Copper 2016), Kobe, Japan, 13–16 November 2016; pp. 13–16. [Google Scholar]
- Song, K.; Jokilaakso, A. Transport phenomena in copper bath smelting and converting processes–A review of experimental and modeling studies. Miner. Process. Extr. Metall. Rev. 2020, 42, 107–121. [Google Scholar]
- Wang, Q.; Guo, X.; Tian, Q. Copper smelting mechanism in oxygen bottom-blowing furnace. Trans. Nonferrous Met. Soc. China 2017, 27, 946–953. [Google Scholar] [CrossRef]
- Jiang, X.; Cui, Z.; Chen, M.; Zhao, B. Study of plume eye in the copper bottom blowing smelting furnace. Metall. Trans. B 2019, 50, 782–789. [Google Scholar] [CrossRef]
- Shui, L.; Cui, Z.; Ma, X.; Rhamdhani, M.A.; Nguyen, A.; Zhao, B. Mixing phenomena in a bottom blowing copper smelter: A water model study. Metall. Trans. B 2015, 46, 1218–1225. [Google Scholar] [CrossRef]
- Liao, J.; Liao, C.; Zhao, B. Comparison of copper smelting slags between flash smelting furnace and bottom-Blowing furnace. In 12th International Symposium on High-Temperature Metallurgical Processing; Springer: Cham, Switzerland, 2022; pp. 249–259. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Phase | “FeO” | Cu2O | CaO | SiO2 | Al2O3 | As2O3 | MgO | S | PbO | ZnO | MoO3 | K2O | Fe/SiO2 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Spinel | 94.5 | 0.0 | 0.0 | 0.4 | 2.8 | 0.0 | 0.3 | 0.0 | 0.0 | 1.5 | 0.1 | 0.0 | |
| Slag | 56.9 | 0.2 | 1.1 | 32.1 | 4.1 | 0.1 | 0.8 | 0.0 | 0.6 | 2.5 | 0.2 | 1.4 | 1.38 |
| Phase | Fe | Cu | S | As2O3 | PbO | ZnO | MoO3 | ||||||
| Matte | 2.4 | 70.1 | 21.7 | 0.1 | 0.1 | 0.1 | 0.5 | ||||||
| Sample | Phase | Composition (wt.%) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| FeO | Cu2O | CaO | SiO2 | Al2O3 | As2O3 | MgO | S | PbO | ZnO | MoO3 | K2O | Fe/SiO2 | ||
| 1# | spinel | 92.8 | 0.1 | 0 | 0.5 | 4.1 | 0 | 0.3 | 0 | 0 | 1.3 | 0.2 | 0 | - |
| liquid | 57.2 | 0.4 | 1.2 | 31.3 | 4.2 | 0.1 | 0.7 | 0.1 | 0.4 | 2.5 | 0.3 | 1.3 | 1.42 | |
| 2# | spinel | 92.9 | 0.1 | 0 | 0.5 | 3.9 | 0 | 0.3 | 0 | 0.1 | 1.5 | 0 | 0 | - |
| liquid | 48.6 | 1.6 | 1.4 | 38.1 | 4.1 | 0.2 | 1 | 0.3 | 0.5 | 2.5 | 0.2 | 1.5 | 0.99 | |
| 3# | SiO2 | 4.8 | 0.5 | 0.2 | 93.2 | 0.4 | 0 | 0.2 | 0 | 0.1 | 0.2 | 0.1 | 0.3 | - |
| liquid | 47.5 | 0.4 | 1.7 | 40 | 4.1 | 0.2 | 1.1 | 0.1 | 0.5 | 2.8 | 0.2 | 1.3 | 0.92 | |
| Sample | Phase | Composition (wt.%) | ||||||
|---|---|---|---|---|---|---|---|---|
| Fe | Cu | S | As | Pb | Zn | Mo | ||
| 1# | matte | 2.2 | 70.4 | 22.5 | 0.0 | 0.1 | 0.1 | 0.2 |
| 2# | matte 1 | 2.2 | 70.6 | 21.9 | 0.0 | 0 | 0.0 | 0.2 |
| matte 2 | 5.9 | 64.2 | 21.4 | 0.2 | 0.7 | 0.1 | 0.1 | |
| 3# | matte | 4.5 | 66.6 | 24.2 | 0 | 0.0 | 0.1 | 0.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liao, J.; Tan, K.; Zhao, B. Enhanced Productivity of Bottom-Blowing Copper-Smelting Process Using Plume Eye. Metals 2023, 13, 217. https://doi.org/10.3390/met13020217
Liao J, Tan K, Zhao B. Enhanced Productivity of Bottom-Blowing Copper-Smelting Process Using Plume Eye. Metals. 2023; 13(2):217. https://doi.org/10.3390/met13020217
Chicago/Turabian StyleLiao, Jinfa, Keqin Tan, and Baojun Zhao. 2023. "Enhanced Productivity of Bottom-Blowing Copper-Smelting Process Using Plume Eye" Metals 13, no. 2: 217. https://doi.org/10.3390/met13020217
APA StyleLiao, J., Tan, K., & Zhao, B. (2023). Enhanced Productivity of Bottom-Blowing Copper-Smelting Process Using Plume Eye. Metals, 13(2), 217. https://doi.org/10.3390/met13020217