
Control of Copper Content in Flash Smelting Slag and the Recovery of Valuable Metals from Slag—A Thermodynamic Consideration



Abstract
1. Introduction
2. Research Methodology
2.1. Materials
2.2. Thermodynamic Predictions
3. Results and Discussion
3.1. Characterization of Slags
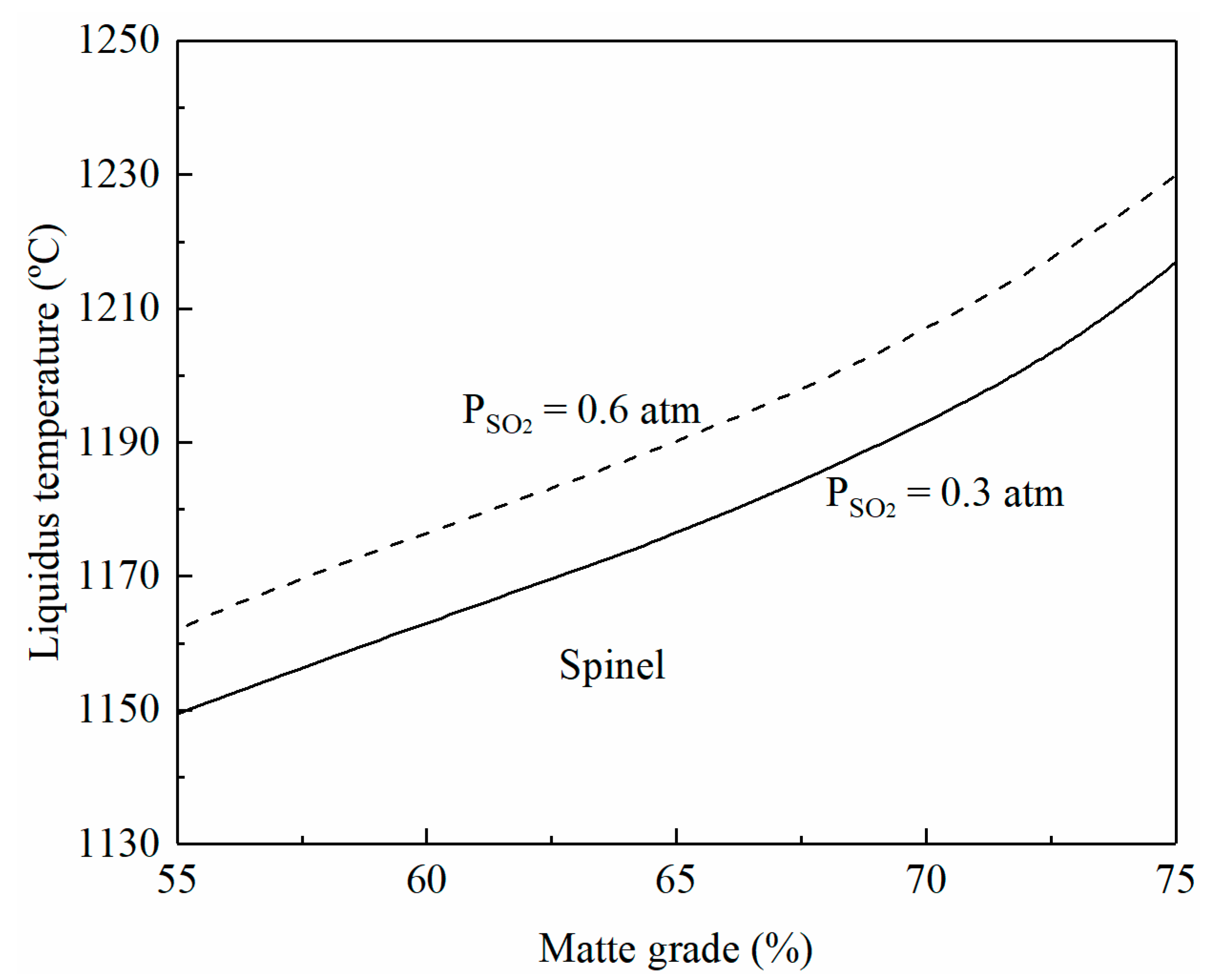
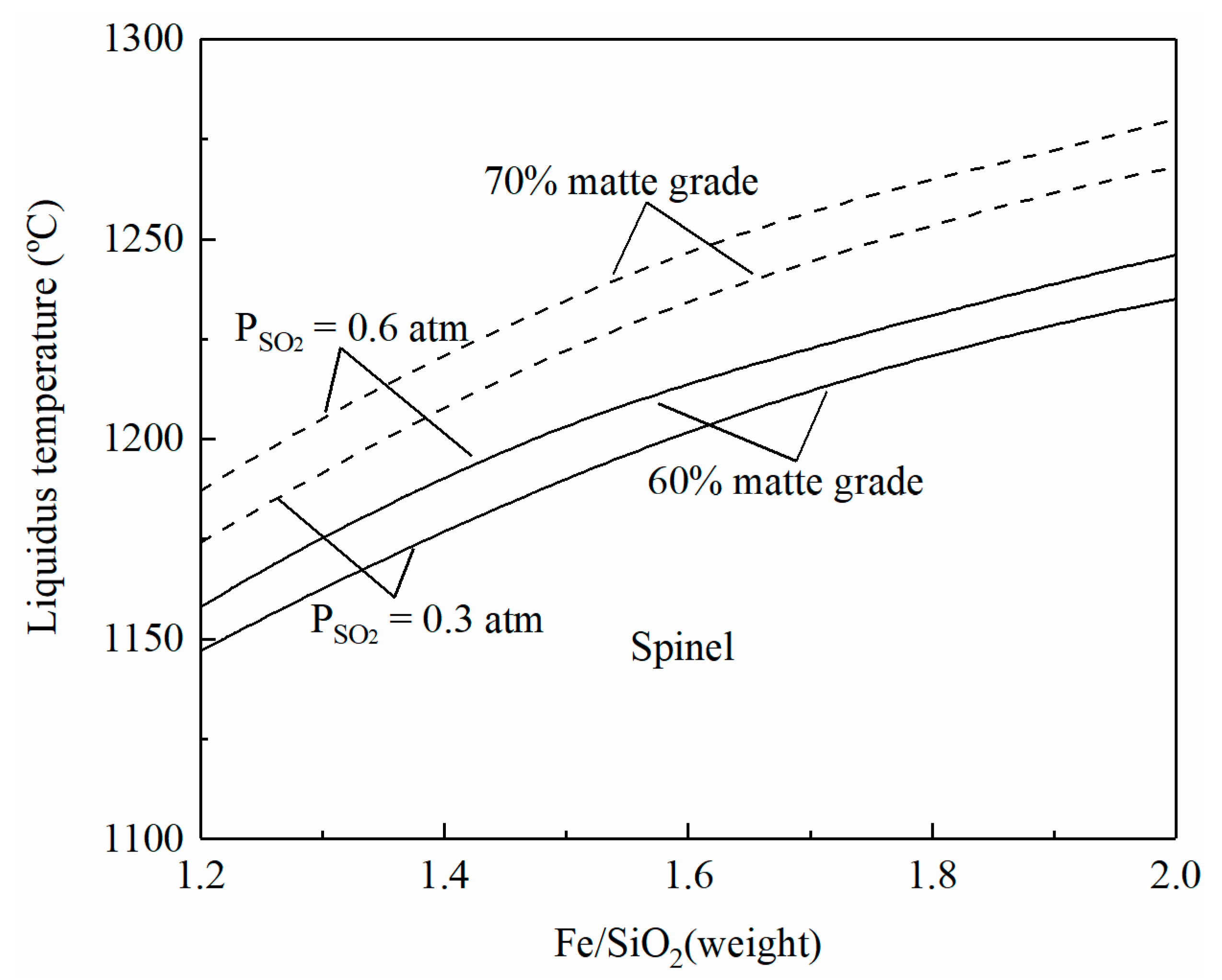
3.2. Control of Liquidus Temperature of Flash Smelting Slag
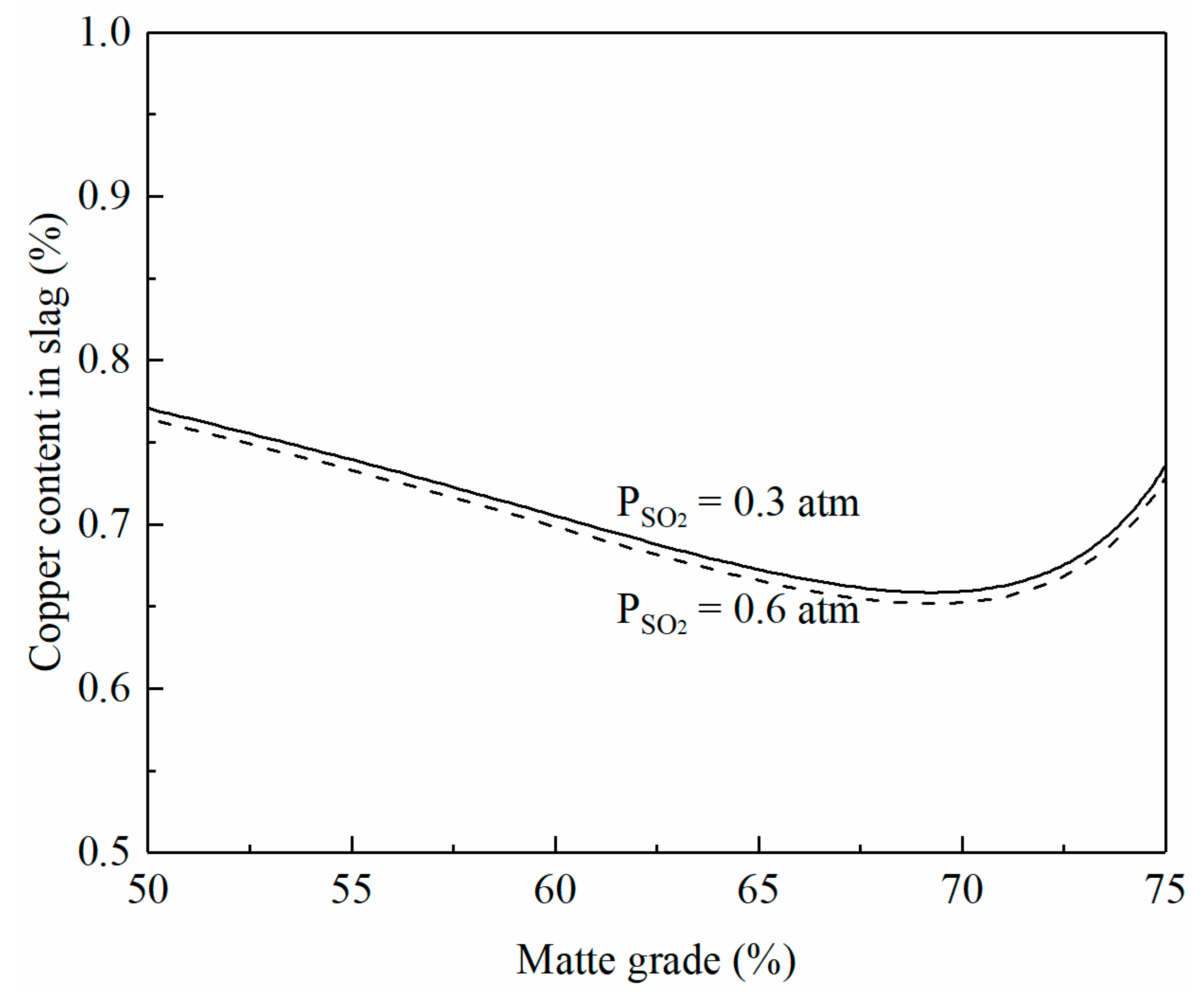
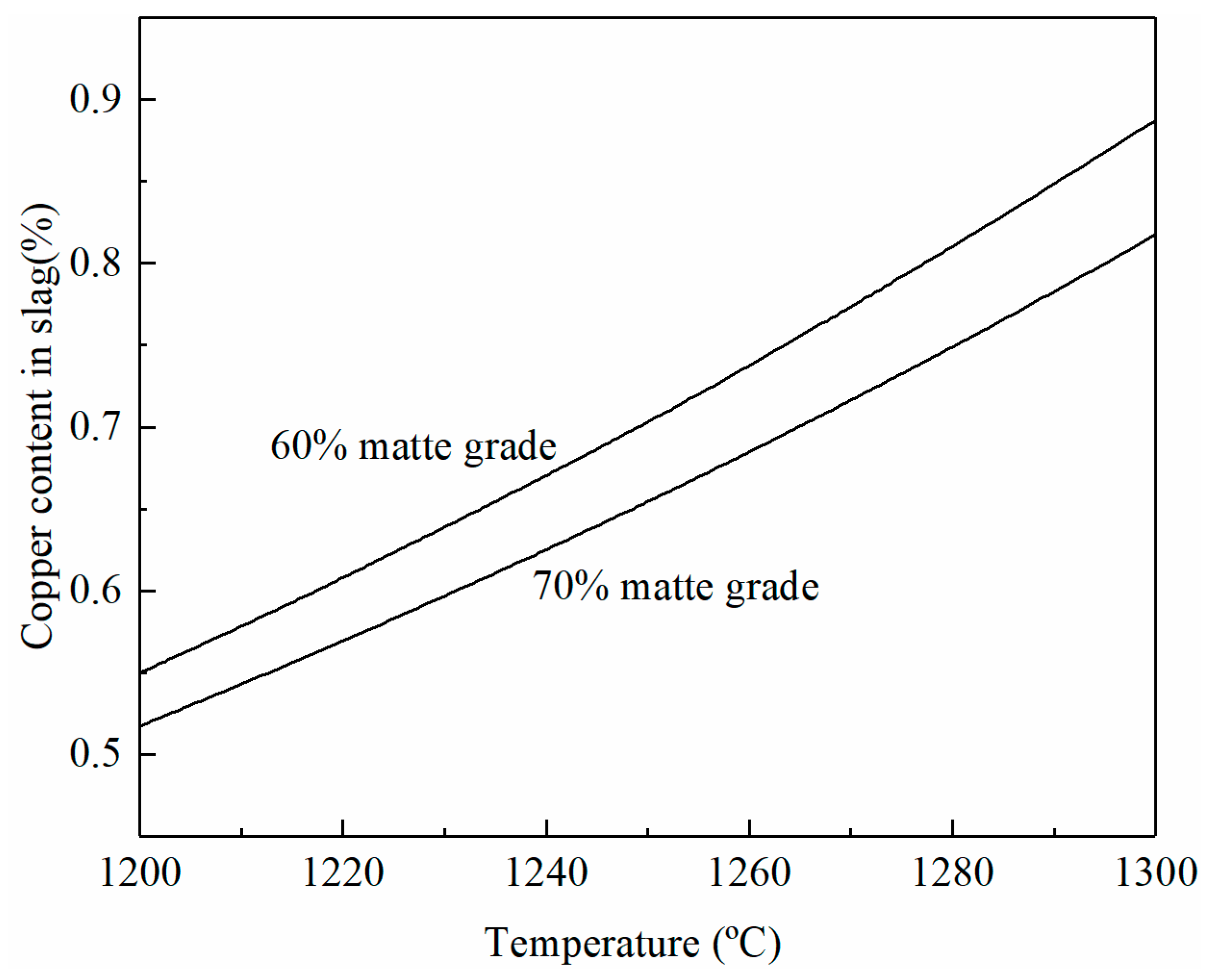
3.3. Control of Copper Content in Copper Smelting Slag
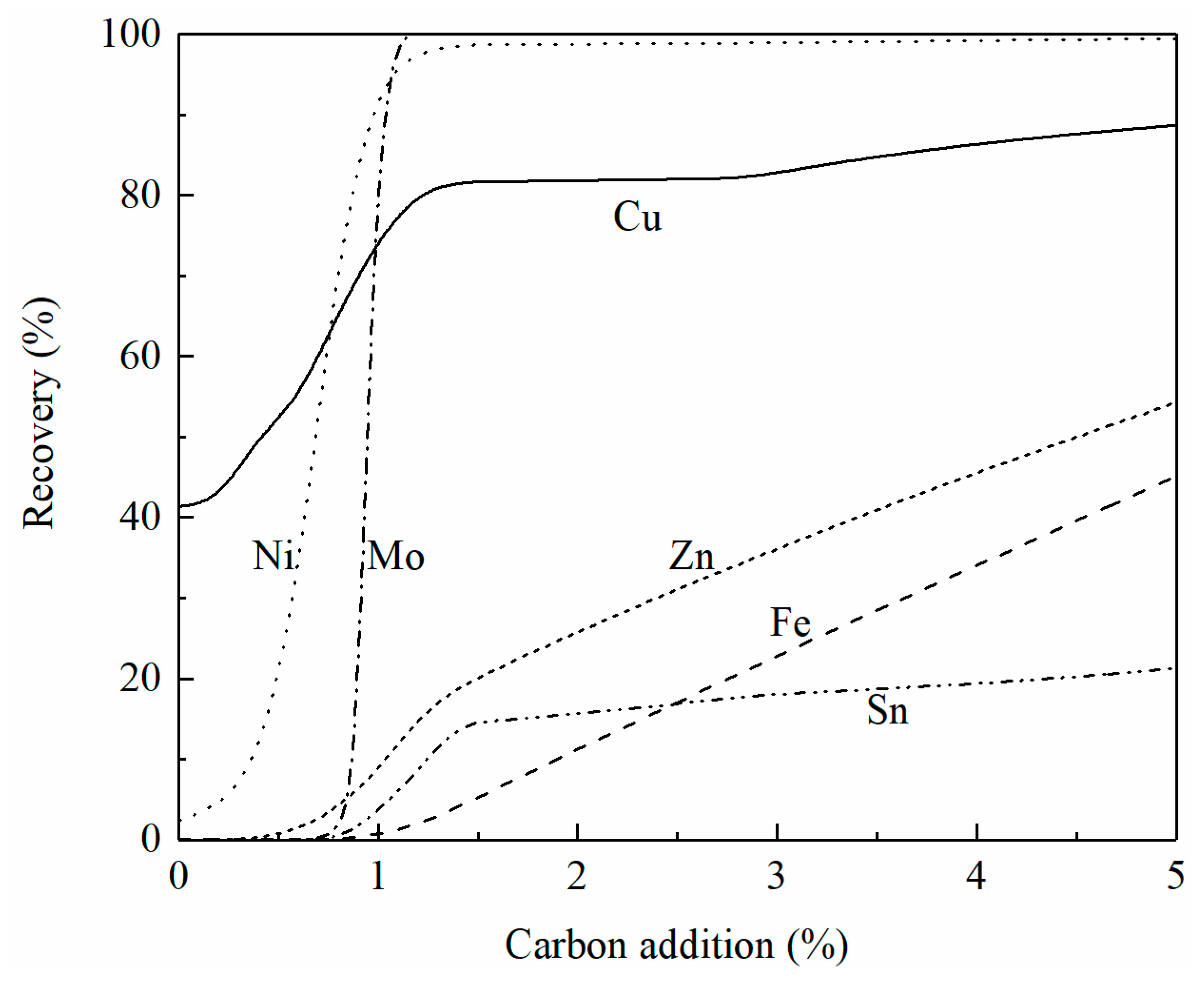
3.4. Recovery of Valuable Metals from Smelting and Converting Slags
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Potysz, A.; Hullebusch, E.; Kierczak, J.; Grybos, M.; Lens, P.; Guibaud, G. Copper metallurgical slags–current knowledge and fate: A review. Crit. Rev. Environ. Sci. Technol. 2015, 45, 2424–2488. [Google Scholar] [CrossRef]
- Moskalyk, R.; Alfantazi, A. Review of copper pyrometallurgical practice: Today and tomorrow. Miner. Eng. 2003, 16, 893–919. [Google Scholar] [CrossRef]
- Zhao, B.; Liao, J. Development of Bottom-blowing copper smelting technology: A review. Metals 2022, 12, 190. [Google Scholar] [CrossRef]
- Wan, X.; Shen, L.; Jokilaakso, A.; Eriç, H.; Taskinen, P. Experimental Approach to Matte-Slag Reactions in the Flash Smelting Process. Miner. Process. Extr. Metall. Rev. 2021, 42, 231–241. [Google Scholar] [CrossRef]
- Kojo, I.; Jokilaakso, A.; Hanniala, P. Flash smelting and converting furnaces: A 50 year retrospect. JOM 2000, 52, 57–61. [Google Scholar] [CrossRef]
- Fagerlund, K.; Jalkanen, H. Microscale simulation of settler processes in copper matte smelting. Metall. Mater. Trans. B 2000, 31, 439–451. [Google Scholar] [CrossRef]
- Liao, J.; Liao, C.; Zhao, B. Comparison of Copper Smelting Slags Between Flash Smelting Furnace and Bottom-Blowing Furnace. In Proceedings of the 12th International Symposium on High-Temperature Metallurgical Processing, Orlando, FL, USA, 15–18 March 2021. [Google Scholar]
- Zhou, J.; Chen, Z.; Zhou, P.; Yu, J.; Liu, A. Numerical simulation of flow characteristics in settler of flash furnace. Trans. Nonferrous Met. Soc. China 2012, 22, 1517–1525. [Google Scholar] [CrossRef]
- Zhao, B.; Xie, S.; Zhou, L. Study on slag-matte-gas equilibrium in copper flash smelting process. Nonferrous Met. (Extr. Metall.) 2022, 3, 38–43. (In Chinese) [Google Scholar]
- Sridhar, R.; Toguri, J.; Simeonov, S. Copper losses and thermodynamic considerations in copper smelting. Metall. Mater. Trans. B 1997, 28, 191–200. [Google Scholar] [CrossRef]
- Bacedoni, M.; Moreno-Ventas, I.; Ríos, G. Copper flash smelting process balance modelling. Metals 2020, 10, 1229. [Google Scholar] [CrossRef]
- Cornejo, K.; Chen, M.; Zhao, B. Control of Copper Loss in Flash Smelting Slag. In Materials Engineering—From Ideas to Practice: An EPD Symposium in Honor of Jiann-Yang Hwang; Springer: Orlando, FL, USA, 2021. [Google Scholar]
- Zhang, H.; Wang, Y.; He, Y.; Xu, S.; Hu, B.; Cao, H.; Zhou, J.; Zheng, G. Efficient and safe disposition of arsenic by incorporation in smelting slag through copper flash smelting process. Miner. Eng. 2021, 160, 106661. [Google Scholar] [CrossRef]
- Tian, H.; Guo, Z.; Pan, J.; Zhu, D.; Yang, C.; Xue, Y.; Li, S.; Wang, D. Comprehensive review on metallurgical recycling and cleaning of copper slag. Resour. Conserv. Recy. 2021, 168, 105366. [Google Scholar] [CrossRef]
- Qu, G.; Wei, Y.; Li, B.; Wang, H.; Yang, Y.; McLean, A. Distribution of copper and iron components with hydrogen reduction of copper slag. J. Alloy Compd. 2020, 824, 153910. [Google Scholar] [CrossRef]
- Zhang, B.; Zhang, T.; Zheng, C. Reduction Kinetics of Copper Slag by H2. Minerals 2022, 12, 548. [Google Scholar] [CrossRef]
- Xu, F.; Weng, T.; Tan, K.; Liao, J.; Zhao, B.; Xie, S. Distribution and Control of Arsenic during Copper Converting and Refining. Metals 2023, 13, 85. [Google Scholar] [CrossRef]
- Yu, Y.; Wang, H.; Hu, J. Co-treatment of electroplating sludge, copper slag, and spent cathode carbon for recovering and solidifying heavy metals. J. Hazard. Mater. 2021, 417, 126020. [Google Scholar]
- Bale, C.; Bélisle, E.; Chartrand, P.; Decterov, S.; Eriksson, G.; Gheribi, A.; Hack, K.; Jung, I.; Kang, Y.; Melançon, J.; et al. FactSage thermochemical software and databases, 2010–2016. Calphad 2016, 54, 35–53. [Google Scholar] [CrossRef]
- Bale, C.; Chartrand, P.; Degterov, S.; Eriksson, G.; Hack, K.; Ben Mahfoud, R.; Melançon, J.; Pelton, A.; Petersen, S. FactSage thermochemical software and databases. Calphad 2002, 26, 189–228. [Google Scholar] [CrossRef]
- Zhao, B.; Hayes, P.; Jak, E. Effects of CaO, Al2O3 and MgO on liquidus temperatures of copper smelting and converting slags under controlled oxygen partial pressures. J. Min. Metall. B 2013, 49, 153. [Google Scholar] [CrossRef]
- Jak, E. Integrated experimental and thermodynamic modelling research methodology for metallurgical slags with examples in the copper production field. In Proceedings of the IX International Conference on Molten Slags, Fluxes and Salts, Beijing, China, 27–30 May 2012. [Google Scholar]
- Yazawa, A. Thermodynamic evaluations of extractive metallurgical processes. Metall. Mater. Trans. B 1979, 10, 307–321. [Google Scholar] [CrossRef]
- Fallah-Mehrjardi, A.; Hidayat, T.; Hayes, P.; Jak, E. Experimental investigation of gas/slag/matte/tridymite equilibria in the Cu-Fe-O-S-Si system in controlled gas atmospheres: Experimental results at 1473 K (1200 °C) and P(SO2) = 0.25 atm. Metall. Mater. Trans. B 2017, 48, 3017–3026. [Google Scholar] [CrossRef]
- Fallah-Mehrjardi, A.; Hayes, P.; Jak, E. The effect of CaO on gas/slag/matte/tridymite equilibria in fayalite-based copper smelting slags at 1473 K (1200 °C) and P(SO2) =0.25 atm. Metall. Mater. Trans. B 2018, 49, 602–609. [Google Scholar] [CrossRef]
- Shimpo, R.; Goto, S.; Ogawa, O.; Asakura, L. A study on the equilibrium between copper matte and slag. Can. Metall. Quart. 1986, 25, 113–121. [Google Scholar] [CrossRef]
- Furuta, S.; Tanaka, S.; Hamamoto, M.; Inada, H. Analysis of copper loss in slag in Tamano type flash smelting furnace. In Sohn International Symposium: International Symposium of Sulfide Smelting; Wiley-TMS: San Diego, CA, USA.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Processes | “FeO” | SiO2 | Al2O3 | CaO | MgO | Cu2O | S | PbO | ZnO | As2O3 | Na2O | K2O | MoO3 | NiO | SnO | TiO2 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Smelting | 53.2 | 31.8 | 4.9 | 2.0 | 1.2 | 1.3 | 0.5 | 0.3 | 1.5 | 0.6 | 0.5 | 1.2 | 0.4 | 0.0 | 0.0 | 0.5 |
| Converting | 64.0 | 24.9 | 1.1 | 0.2 | 0.3 | 5.2 | 0.2 | 0.6 | 2.2 | 0.1 | 0.2 | 0.2 | 0.1 | 0.3 | 0.2 | 0.1 |
| Processes | Temperature (°C) | PO2 (atm) | FeO (wt%) | Fe2O3 (wt%) | Fe2+/Fe3+ |
|---|---|---|---|---|---|
| Smelting | 1300 | 10−7 | 47.9 | 5.6 | 9.55 |
| Converting | 1250 | 10−5 | 26.18 | 39.24 | 0.74 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xie, S.; Yuan, X.; Liu, F.; Zhao, B. Control of Copper Content in Flash Smelting Slag and the Recovery of Valuable Metals from Slag—A Thermodynamic Consideration. Metals 2023, 13, 153. https://doi.org/10.3390/met13010153
Xie S, Yuan X, Liu F, Zhao B. Control of Copper Content in Flash Smelting Slag and the Recovery of Valuable Metals from Slag—A Thermodynamic Consideration. Metals. 2023; 13(1):153. https://doi.org/10.3390/met13010153
Chicago/Turabian StyleXie, Sui, Xinhua Yuan, Fupeng Liu, and Baojun Zhao. 2023. "Control of Copper Content in Flash Smelting Slag and the Recovery of Valuable Metals from Slag—A Thermodynamic Consideration" Metals 13, no. 1: 153. https://doi.org/10.3390/met13010153
APA StyleXie, S., Yuan, X., Liu, F., & Zhao, B. (2023). Control of Copper Content in Flash Smelting Slag and the Recovery of Valuable Metals from Slag—A Thermodynamic Consideration. Metals, 13(1), 153. https://doi.org/10.3390/met13010153