Abstract
The necessity for biomedical components is increasing every year. However, Ti6Al4V, the most widely utilized titanium alloy for biomedical implants are very costly owing to the high price of V alloying element. Furthermore, both alloying elements Al and V, have adverse effects in human body which is not desirable. This review paper highlights significant findings on alloy design using low-cost alloying elements, their processing routes, and their relationship to microstructural, mechanical, and biological properties. Mo, Fe, Mn, Zr, and Cu were identified as low-cost alloying elements and fabrication of titanium alloys with these elements are usually carried out using arc melting, investment casting, powder metallurgy, additive manufacturing, diffusion couple, and thermomechanical processing. Several processing routes can be chosen to obtain optimum properties such as β-phase titanium alloy structure, low elastic modulus, and high strength. Alloy design, post-heat treatment process, and fatigue test for newly developed alloys are research that can be carried out in the future for the development of new titanium materials that are safe for human use and at a more affordable price.
1. Introduction
The increasing global population, rising economic conditions, and human life expectancy indirectly impact the growing demand for orthopedic implants [1]. The need for orthopedic implants is currently estimated at $55 billion, covering the categories of joint replacements (hip and knee), spinal components, and trauma care. In 2026, the need for orthopedic implants is predicted to reach $64 billion as the geriatric population around the world increases [2]. Figure 1 shows the annual total knee replacement (TKR) procedures carried out in Australia alone over the past couple of decades. The number of TKR surgeries continues to increase annually, even in 2030 the need for the TKR is projected to be 65,569 procedures [3].
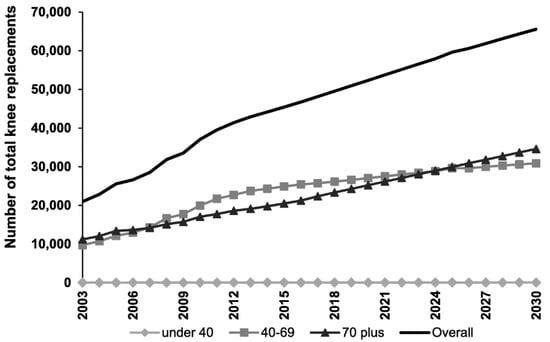
Figure 1.
Total knee replacement procedures performed in Australia [3].
Based on World Health Organization data, about 12% of the total human population are elderly people aged over 60 years, and this figure is predicted to double by 2050. However, by 2050 it is estimated that 80% of the elderly will live in lower and middle-class countries [4]. Therefore, easy and affordable access to health is needed now so that it can be availed by vulnerable people of the global societies, including aged people with lower-to-middle income who will need affordable orthopedic implant facilities. Therefore, it is essential to develop low-cost materials and/or fabrication techniques for biomedical implants that can render the current and next generation of implants accessible to low-middle income countries.
Among modern metallic implants such as cobalt, magnesium, and medical grade stainless steel alloys, titanium and their alloys are the most favoured biomaterials and accounts for more than 70% of the orthopedic implants owing to their admirable mechanical properties, excellent corrosion resistance, and biocompatibility [5]. At present, Ti6Al4V (Grade 23) is the most widely used titanium alloy for orthopedic implant applications. However, the price of vanadium (V) is expensive, adding to the increase in fabrication costs of this titanium alloy [6]. Therefore, titanium alloys with V content are much more expensive than those without V. Ti6Al4V the most commonly used titanium alloy with only 4 wt.% V has a price of 26.568 USD/kg, compared to non-vanadium titanium alloys which usually cost less than 18 USD/kg [7]. Table 1 shows a comparison of some titanium alloys in terms of mechanical properties, price, and density. In addition to being costly, V also harms the human body when subjected to long-term exposure [8].

Table 1.
The comparison of several titanium alloys, density, ultimate tensile strength (UTS), phase structures, and their cost.
The material cost is influenced by the cost of raw materials and processing. The different material processing methods also influence the microstructure, mechanical, and biological properties required to suit their applications. Many studies have been conducted on the production process of inexpensive titanium alloys for various applications [9,10,11]. Arc melting, injection molding, and levitation melting are some processes to produce inexpensive titanium alloys using low-priced alloying elements such as Zr, Mn, Al, and Cr. However, there is no compilation of information on the use of low-cost elements in titanium alloys and the effect of the processing routes carried out specifically for biomedical applications. Detailed discussion on the properties of various alloying elements is presented in Section 3. It is possible that the alternate low-cost biocompatible alloying elements within the titanium alloy system presents unique set of physical and mechanical properties that can be suited for biomedical applications, nonetheless, the fabrication techniques for these alloys might result in a range of properties which is not clearly understood. Alternate fabrication processes using low-cost alloying elements will be discussed in Section 4.
This review aims to provide researchers and industry with an understanding of the opportunities for developing new titanium alloys using low-cost alloying elements and inexpensive manufacturing processes. This will enable biomedical companies to discover new titanium alloy systems with low prices but excellent properties such as high strength, low elastic modulus, corrosion resistant, and biocompatible, such that a broader community can utilize titanium alloy implants.
2. Titanium Alloys—A Highly Desirable Biomaterial for Implants
Titanium and its alloys have been used in various engineering fields, such as the petrochemical, aerospace, defence, energy and power generation, and biomedical industries [12,13,14,15]. Titanium and its alloy have combination properties of high specific strength (high strength-to-weight ratio), high corrosion resistance even in extreme environments, and high fracture toughness [16,17]. Titanium was considered for medical implants in 1950’s because it has better properties than stainless steel and cobalt alloys, such as corrosion resistance, density, and elastic modulus closest to that of the human bone [18].
Implant material is used to replace the function of human organs [19]. One of the essential requirements of an implant is its mechanical functions such as supporting, clamping, and resisting friction. For example, a bone plate (Figure 2a) is used temporarily to support a broken bone during bone healing. The bone plate must be able to support the bone until the fracture heals and not fail during this healing time. An aneurysm clip implant (Figure 2b) is used to clamp the ruptured nerve, so there is no bleeding in the brain. Tiny clips must be able to connect the nerve for a certain period. Total knee replacement implants (Figure 2c) used to replace the human knee must withstand the friction between the upper and lower joints without failure. Table 2 compares the implants’ tensile strength, yield strength, and elastic modulus with that of the human bone, which has a tensile strength ranging between 70–150 MPa with an elastic modulus of 15–30 GPa. Metals with elastic modulus values closest to bone are magnesium and titanium. However, magnesium alloys have a very high corrosion rate of 0.16–12.56 mm/year in comparison with 0.0001778 mm/year of titanium alloys, and therefore, are usually applied as biodegradable implant materials [20]. Titanium has a lower elastic modulus than stainless steel and cobalt alloys (Table 2). The value of elastic modulus is very important for biomedical applications because it is related to the phenomenon of stress shielding. The difference in the elastic moduli between the implant material and human bone can cause the stress shielding phenomenon [21,22]. Stress shielding describes a sufficiently large difference in the elastic modulus between the implant and the bone tissue [23]. The implant material will support all the stresses received by the bone tissue and this results in bone lost around an implant [24]. Stress shielding that occurs for a long time has the potential to cause implant failure.
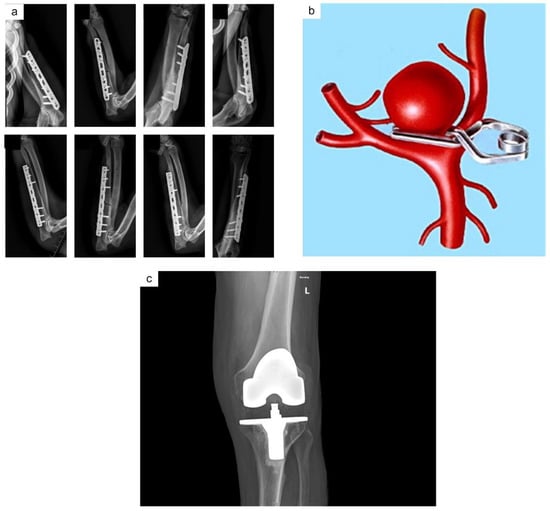
Figure 2.
(a) Radiographic images of fractures fixed with bone plates [25]; (b) an aneurysm clip made from NiTi [26]; and (c) total knee replacement implants [27].
Table 2.
Comparison of tensile strength, yield strength, and elastic modulus of the human bone with various implant materials.
Furthermore, an implant material must not be toxic or harmful to the human body or have adverse effects after application, such as allergic reactions, inflammation, pain, eczema, and even bone loss [29,30]. When an implant material is placed in the human body, the body will naturally react to the material that is considered foreign. There are various kinds of reactions that can occur such as allergies and acute inflammation [31]. Moreover, metal implants can corrode in the human body through mechanical wear, biological activity, and mechanically accelerated electrochemical processes [32].
Unlike iron, titanium is not found in the human body and does not play a role in the biological processes of the human body. Nonetheless, titanium is also non-toxic, and when found in quantities more than 0.8 mg in the bodily fluids, it is naturally removed from the body without being digested and absorbed. Therefore, titanium are highly desirable implant materials as they are not rejected by the body and can bond well to the host bone [26].
Titanium is allotropic; it has two crystal structures, hexagonal close-packed (HCP) structure at room temperature which corresponds to the α-phase, and body centered cubic (BCC) structure, with a transformation temperature of 882 °C which corresponds to the β-phase [33]. The alloying elements added to titanium alloys have different effects on the β transus temperature. The α-stabilizing elements, such as oxygen, aluminium, and lanthanum generally increase the β transus temperature; at the same time, β-stabilizing elements, such as vanadium, molybdenum, and niobium lowers the β transus temperature. Another transformation that may occur in β titanium alloys is β to ω. The ω phase has a hexagonal crystal structure that can appear in pure titanium at high pressures. In β titanium, thermodynamically, the ω phase can occur at a pressure of 1 atm. The ω phase is often associated with increased hardness and elastic modulus of titanium alloy [34]. The effect of added alloying elements on the phase transformation of titanium alloys can be seen in the pseudobinary diagram in Figure 3.
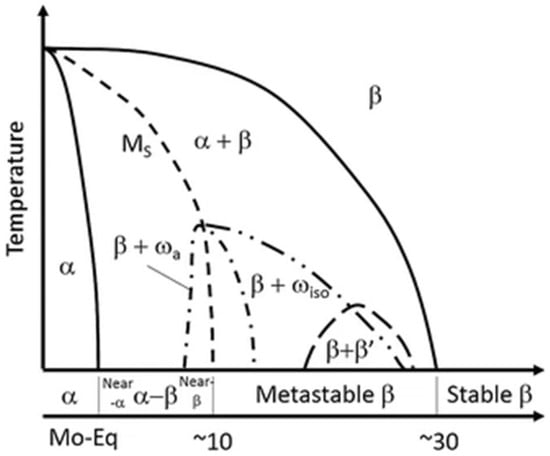
Figure 3.
Pseudobinary diagram for titanium alloys [35].
Titanium alloys can be classified into three groups, namely α, α + β, and β alloys. This classification is based on the phases that are predominantly formed due to the phase-stabilizing effects of various alloying elements. In addition, each alloying element also has a different effect on the strength, elastic modulus, and biocompatibility of titanium alloys [36].
2.1. α-Alloy
The α-stabilizing element when added to titanium will increase the α-β transformation temperature and dissolve in the α phase [37]. Some elements included in the α phase stabilizer group are aluminium (Al), oxygen (O), nitrogen (N), and carbon (C). Bolzoni et al. [38] reported that the addition of Al to Ti alloys affects the formation of the α phase and reduces the tendency to form the β phase. Xu et al. [39] also reported that Al addition led to increasing transformation temperature of β to α. In biomedical applications, the addition of Al to Ti can improve the mechanical properties due to solid solution strengthening and corrosion resistance owing to the presence of Al2O3 layer on the Ti alloy surface [40,41].
Titanium is very difficult to process because it is very reactive to O at high temperatures. Therefore, O is always found in Ti alloys, even in small amounts. Similar to Al, O is an α phase stabilizer that can increase the α to β transformation temperature and tends to dissolve in the α phase. Martins et al. [42] reported that O affects changes in mechanical and microstructural properties where the higher the O content, the higher the hardness and elastic modulus of the Ti alloys. Moreover, the addition of O does not affect the biocompatibility of Ti alloys.
Like O, N and C have an effect on increasing the strength of the Ti alloys. The higher N content causes embrittlement. Zhao et al. [43] reported that TiN and TiC have positive impact on cellular response. The cellular response comprises a chain of complex biological reactions including protein adsorption, receptor—ligand binding, and signal transduction. TiN can encourage cells to synthesize, secrete, and assemble the extracellular matrix on the material surfaces effectively. Moreover, Cui et al. [44] also reported that Ti6Al4V alloy coated with nitrogen has good cytotoxicity test result. After 72 h, optical density values of cell show greater than 90%, which indicates that TiN has good biocompatibility.
2.2. β-Alloy
The β-stabilizing elements lower the α-β transition temperature when added to titanium. Many elements are included as β stabilizers, such as chromium (Cr), manganese (Mn), molybdenum (Mo), vanadium (V), niobium (Nb), and tantalum (Ta) [37]. Ti-13V-11Cr-3Al is a β-phase titanium alloy first developed by Rem-Cru Titanium Inc. in the mid-1950s [45]. β-phase titanium has a lower elastic modulus value than α + β and α phase Ti alloys [46]. Figure 4 shows various types of Ti alloys and their elastic moduli. The Ti-29Nb-13Ta-4.6Zr (TNTZ) is a β titanium alloy with an elastic modulus value closest to the cortical bone (10–30 GPa) [46]. Majumdar et al. [47] evaluated the elastic modulus of pure Ti (α alloy) and β TNTZ Ti alloy by nano-indentation and ultrasonic technique. The elastic modulus of β TNTZ was 57–60 GPa and the elastic modulus of α Ti was 119–121 GPa. The elastic modulus value of titanium alloys can be ordered β < α < ω [48].
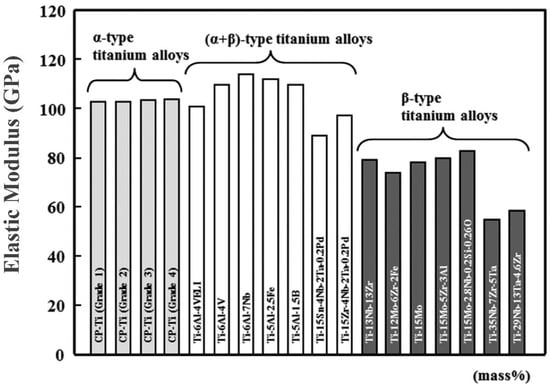
Figure 4.
Elastic modulus of representative α-type, (α + β)-type, and β-type Ti alloys [46].
The combination of tantalum and niobium in TNTZ β alloy yields a very low elastic modulus, but the metal is very heavy, and the price is relatively costly. Alternatives to other alloying elements that are safe to use have a low price and a limited number of uses are needed to reduce the cost of implants so that more people can use them.
2.3. α + β. Ti Alloy
Ti6Al4V alloy is the most widely used Ti alloy for implant material applications. However, several studies have shown that the content of Al and V in Ti6Al4V have a negative impact on the human body [49]. Elemental Al can cause neurological damage and other disorders such as brain damage, digestive disorders, neurotoxicity, dermatitis, breast cancer, osteomalacia, anaemia, and encephalopathy [50]. Al also causes some neurological malfunctions such as Parkinson’s and Alzheimer’s when the amount of Al accumulated in the brain exceeds the limit. Al brain concentration should be less than 2µg/g [51]. Several studies have reported that Al can also affect sperm maturation and production. In addition, excess V in the body can cause diarrhea, vomiting, and weight loss. V also exhibits hepatotoxic and nephrotoxic properties containing both glomerulonephritis and pyelonephritis [52]. Byrne and Kosta [53] have estimated that the V pool in the human body is 106 µg. This value is estimated from different human organs such as bone (3 ng/g), blood (0.2 µg/g), muscle (0.5 ng/g), fat (0.7 ng/g), liver (10 ng/g), brain (0.7 nb/g), lung (30 ng/g), and kidney (5 ng/g). However, this value may vary among individuals.
The use of Ti6Al4V for biomedical applications will need to be restricted owing to the deleterious effects of its alloying elements as well as the high price of this alloy. Additionally, Ti6Al4V still has several problems, including a large gap in elastic modulus value that can cause several problems for the human body. As a result, using biocompatible and low-cost alloying elements are needed so that the use of titanium alloys for biomedical applications can be affordable to the wider communities and low socio-economic societies. Therefore, significant attention is needed to explore and develop alternative titanium alloys with low-cost alloying elements that do not have harmful effects on the human body.
Among the three types of titanium alloys discussed in this section, β titanium offers a combination of high strength, low elastic modulus, and better corrosion resistance compared to alpha and alpha-beta alloys. TNTZ alloy is a β-titanium alloy that has the lowest elastic modulus (57–60 GPa) compared to other β-titanium alloys. However, niobium and tantalum addition in large quantities causes this alloy to be expensive and the density is also high. The development of a new beta titanium alloy that uses affordable alloying elements but has high strength and low elastic modulus is a future research challenge. The following section discusses affordable alloying elements that can be added to develop β-titanium alloys.
3. Low-Cost Alloying Elements
As previously discussed, the price of the raw materials for the alloying elements determines the price of the titanium alloy produced. The use of vanadium in Ti6Al4V causes the price of this alloy to be expensive because vanadium is the most expensive alloying element among β-stabilizing elements. In addition, the use of vanadium also has the potential to harm the human body if used for a long time. Therefore, several research studies have used alloying elements from common and inexpensive materials in an effort to reduce the price of titanium alloys, especially for medical implant applications while still paying attention to the properties required as medical implants such as mechanical properties, corrosion resistance, and biocompatibility [46].
Table 3 shows the price of titanium and the alloying elements that are often used. The prices for these elements were obtained from Nilaco Japan on 11 October 2022. Mo, Fe, Mn, Zr, and Cu are metals that can be added as alloying elements at a lower price than Ta, V, and Nb [54]. V is the most expensive alloying element which acts as a β phase stabilizer in titanium alloys. Apart from Ti6Al4V, the α-β alloy widely used today, several other titanium alloys use V, such as Ti-3Al-2.5V (ASTM F2146) and Ti–10V–3Fe–3Al alloy [55]. Ti6Al4V is widely used today because it has a high specific strength (240 MPa cm3/g) compared to other metals used in biomedical applications such as stainless steel (70 MPa cm3/g) [56]. However, because vanadium can have adverse effects on the human body, the use of Vanadium has been reduced or not even used at all in the development of titanium in the last few decades [57]. Nb and Ta are the most expensive element after V which also acts as a β stabilizer in a titanium alloy system. TNTZ and TNZ are β-phase titanium alloys with lower elastic modulus (50–80 GPa) than Ti6AL4V (110 GPa). TNTZ has better electrochemical performance than Ti6Al4V after 1 h immersion in Ringer solution [58]. The corrosion resistant of titanium alloy is mainly influenced by the phase constituent.
Table 3.
Price of pure titanium and some alloying elements [54].
From this list of alloying elements, several candidate elements can be identified as potential cheaper substitutes, including copper, manganese, iron, molybdenum, and zirconium. Although Al is also a cheaper alloying element, it has certain side effects in human body as discussed in Section 2.3. Therefore, the following sub-sections will provide more detailed information on the effects of the identified alloying elements on the properties of Ti alloys.
3.1. Molybdenum (Mo)
Mo was first reported to be used in Ti alloys in 1956 by Holden et al. [59]. In its development, many Ti alloys use Mo as an alloying element in various forms of alloys such as binary, ternary, quaternary, and even multi-element alloys. Table 4 shows the typical mechanical properties of several Ti alloys with Mo as an alloying element. Ho [60] reported that Ti-7.5Mo and Ti-15Mo have tensile strength higher than CP-Ti but slightly lower than Ti6Al4V, while their elastic moduli is lower than both CP-Ti and Ti6Al4V. Hashmi and Wadood [61], in their study, also reported that the addition of Mo to Ti-Mo-Sn can have a shape memory effect (SME) because of the martensite phase. The SME properties are required in biomedical for some implant materials such as orthodontics and stents [62].
Mo also affects the corrosion resistance of Ti alloys, wherein they have better corrosion resistance than CP-Ti, which is very beneficial for implant materials [63]. Mo effect on cell viability of Ti-Mo-Mn alloy in fibroblast cell has been reported by Lourenco et al. [64]. The percentage of viable cell of Ti-10Mo-5Mn was 90%. With further increasing the Mo concentration to 15 wt.%, the percentage of viable cell increased to 100%, which means that the addition of Mo was not cytotoxic for fibroblast cell.
Table 4.
Typical mechanical properties of Ti alloys with Mo alloying element compared with Ti6Al4V.
3.2. Iron (Fe)
Fe is an essential element needed by the human body in cell activity. Iron can undergo reduction and oxidation, so it plays a role in metabolic reactions in cells [71]. The first study of Ti-Fe alloys was carried out by Polonis and Parr [72] in 1955. The element Fe is added because it is a strong β phase stabilizer, and the presence of Fe is very abundant, so the price is low. Iron is used as a β phase stabilizer in Ti-7Fe, Ti-Mo-Fe, Ti-5Fe, Ti-5C-5Fe [73,74,75,76]. Table 5 shows several studies using Fe as a β stabilizer for their mechanical properties. The addition of 1% Fe to Ti-7.5 Mo was able to form a β phase with smaller grain size [74]. Transition metal elements disperse rapidly in β-titanium [77]. The addition of Fe elements can slow down the diffusion process because Fe atoms need time to redistribute along with the addition of Fe in β-Ti [78].
Table 5.
Typical mechanical properties of Ti alloys with Fe alloying element compared with Ti6Al4V.
Qi et al. [80] investigated the electrochemical behavior of Ti-6Zr-xFe in NaCl 0.9% solution. The corrosion rate and current density (Icorr) of Ti-6Zr-xFe decreased with an increase in Fe content due to passivation mechanism on the alloys. Niu et al. [81] reported the addition of Fe to Ti could improve corrosion resistance. The current density of Ti-xFe were 0.085–0.140 µA/cm2 lower than CP Ti 0.150 µA/cm2. This is due to fine grain size of Ti-xFe induced the increasing growth of kinetic oxide film with higher boundary fraction. Furthermore, Ti-xFe have similar cell response compared to CP Ti, which indicates that Ti-xFe have good biocompatibility in human osteoblast cell.
3.3. Manganese (Mn)
Mn is a β titanium stabilizer available in large quantities which makes it less expensive. Several studies have reported the use of Mn in Ti alloys and found that Mn enhances the tensile strength and corrosion resistance and has a lower elastic modulus than CP-Ti and Ti6Al4V [10,82,83]. Table 6 shows the mechanical properties of several Ti alloys using Mn as an alloying addition. Kim et al. [83] studied the effect of Mn on hardness of Ti-Mn alloys. The addition of 5 wt.% Mn significantly increases the hardness of Ti-Mn alloys; however above 10 wt.%, the hardness decreases due to the formation of bainite phase. Sutowo et al. [14] also reported the increasing hardness value of Ti-6Mo-6Nb after 8 wt.% Mn addition, owing to solid solution strengthening mechanism.
Table 6.
Typical mechanical properties of Ti alloys with Mn alloying element compared with Ti6Al4V.
Furthermore, Santos et al. [86] reported that Ti with Mn content up to 13% has cytotoxicity similar to CP Ti; however, too much Mn ions are harmful to the human body. In another study, Laurenco et al. [64] reported that the addition of Mn to Ti-Mo alloy did not have a negative effect on the fibroblast cells after 48 h.
Mn can be found in several organs in the human body, such as the liver, pancreas, and kidneys [71]. Mn is a cofactor for enzymes that play a role in the metabolism of carbohydrates, lipids, and amino acids. Moreover, Mn is contained in metalloenzymes that can help in the bone formation and the conversion of pyruvate totricarboxylic acid (TCA) cycle compounds.
3.4. Zirconium (Zr)
Zr is also allotropic like titanium. The transus temperature of the HCP structure transformation to the BCC structure occurs at a temperature of 862 °C [87]. Zr is used as an alloying element in titanium alloys because it can improve their mechanical properties [88]. Table 7 presents the mechanical properties of several Ti-Zr alloys. Lin et al. [11] reported that an increase in Zr content of Ti-Mo-Zr alloys results in an increase of both tensile strength and elastic modulus. After the addition of Zr, the strength of the Ti-Mo-Zr alloy increased due to the strengthening mechanism of dissolved Zr. It is theorized that Zr will induce the lattice to be distorted and inhibit the movement of the dislocations, thereby resulting in an increase in strength. Moreover, Zr has good solubility in Ti matrix due to similar chemical properties [89].
Table 7.
Typical mechanical properties of Ti alloys with Zr alloying element compared with Ti6Al4V.
The addition of Zr can also improve the electrochemical performance of Ti alloys. As reported by Gouda et al. [9] as Zr increases in Ti-Mn-Zr, the corrosion rate and current density decreases. This indicates that the addition of Zr to Ti-Mn improves the passive protective layer formation on the alloy surface. Based on the investigation carried out by Akimoto et al. [92], ion release in pure Ti is much higher than Ti-Zr, which indicated that ZrO2 layer is more stable than TiO2. Pinghua et al. [93] reported that the cytocompatibility of Ti-Zr alloy was very good and comparable to that of CP Ti.
3.5. Copper (Cu)
Cu was added to Ti alloys because of its antibacterial properties [94,95]. At the time of implant placement, there is a risk of bacterial infection after surgery. Some bacteria can cause diseases, such as Staphylococcus aureus (S. aureus) and Staphylococcus epidermidis (S. epidermidis) [96]. These bacteria lives in the biofilm formed between the implant material and body fluids which can cause infection and, over time, causes implant failure [97]. However, it should be noted that Cu can reduce the corrosion resistance of Ti alloys [98,99]. To increase the corrosion resistance of the Ti-Cu alloy, Zhang et al. [100] carried out heat treatment in the form of solution treatment and aging, and found that the corrosion resistance of Ti-Cu was better than CP Ti even with a low Cu content.
Table 8 shows the mechanical properties of several Ti alloys using Cu as an alloying addition. Alshammari et al. [101] reported Cu addition in Ti alloys could improve tensile strength both in sintered and forged condition due to the formation of higher β-phase content. Likewise, the hardness of Ti-xCu also show similar result to that of the tensile performance. The Ti2Cu intermetallic compound also has contribution to the increasing of tensile strength and hardness of Ti-xCu alloys.
Table 8.
Typical mechanical properties of Ti alloys with Cu alloying element compared with Ti6Al4V.
Several low-cost alloying elements, such as molybdenum, iron, zirconium, manganese, and copper, have been specifically discussed in this section. Titanium alloys with low alloying element content can compete and even exceed the mechanical properties of commercial Ti-6Al-4V alloys with high strength and lower elastic modulus. Some alloys have a relatively low elastic modulus, such as Ti-7.5Mo (55 GPa) and Ti-15Mo-10Cu (67 GPa). However, what is interesting here is that a decrease in the elastic modulus value does not always accompany an increase in the β phase. The Ti-7.5Mo alloy is composed of an alpha phase but has a lower modulus than Ti-15Mo (75 GPa), which is composed of a β phase. This needs to be reviewed due to the different methods used to analyze the mechanical properties of titanium alloys.
Based on the data in Table 3, six elements can be identified as low-cost alloying elements for titanium alloys, namely manganese, molybdenum, zirconium, aluminum, iron and copper. Most of these alloying elements are β-phase stabilizers that can be potentially developed into economical biomedical alloys. However, the fabrication techniques are to be carefully developed for these evolving titanium alloys to obtain the optimum properties for biomedical applications. Therefore, to better understand the implications of alloying Ti with cheaper readily available elements on fabricability of the alloys, it is important to develop an understanding of various fabrication techniques that are available to process β Ti alloys, which is discussed in detail in the following section.
4. Processing Routes to Fabricate β Ti Alloy Biomedical Components
There are three critical things in developing β titanium alloy, as shown in Figure 5; (i) alloy design, (ii) processing, and (iii) their effect on final part performance [105]. Ti can be alloyed with various elements to change its properties so that high-performance alloys are manufactured tailored to the needs of the application [36]. Recently, β titanium alloys have been widely developed for medical applications because it has high strength, good formability, and low elastic modulus. After alloy design, the processing route has a vital role in tailoring the performance of a β titanium alloy. The common process to make the alloy is by melting or casting. However, the as-cast alloy has poor mechanical properties due to heterogeneity of the microstructure and solidification defects. Further processing, such as thermo-mechanical and heat treatment processes, are required to improve their mechanical properties. Lastly, the desired properties for the intended application of the β Ti alloys are evaluated and benchmarked against counterpart materials.
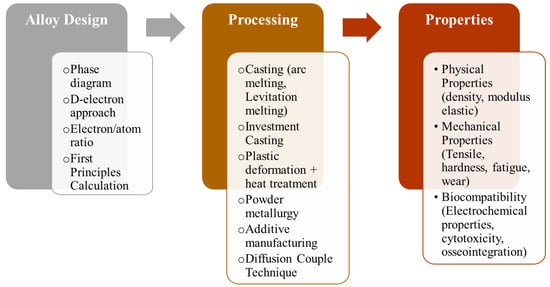
Figure 5.
Three stages of alloy development: alloy design, processing, and performance evaluation.
Phase diagram is fundamental for understanding the phases that can be formed in an alloy based on composition, temperature, and pressure in alloy design [106]. The state of the phase with the least amount of free energy at each temperature and composition can be illustrated from the phase diagram. The alloy phase diagram can show the equilibrium composition and even the quantitative ratio of the equilibrium phase.
Several new approaches can be taken to design alloy composition besides phase diagrams, such as the D-electron approach, electron/atom ratio, and first principle calculation [105]. D-electron-based theory uses two parameters to design alloy composition, bond order (Bo) and metal d-orbital level (Md). Bo shows the overlap between the atomic orbital ϕM for alloying element (M) and ϕX for the mother metal (X), and indicates the strength of the covalent bond. The higher the Bo value, the higher is the bonding force between atoms. Md value correlates with atomic radius, and thus, the Md value becomes high with increasing atomic radius [107]. The e/a ratio theory calculates the compositional average of the valence electrons of individual atoms. The higher e/a value indicates the higher elastic modulus [108]. First principle is an alloy design method based on electronic structure theory. Using the Schrödinger’s equation, this method can produce electronic wavefunctions and related physical quantities such as a system’s total energy and interatomic forces [109].
Apart from understanding and formulating the alloy design techniques for developing novel functional β titanium alloys, more emphasis should be placed on the processing routes available for these alloys, which determines the price of the biomedical implants and other such products. In addition to conventional manufacturing processes such as casting, forging, and machining, other manufacturing processes such as arc melting, investment casting and additive manufacturing are viable options for developing low-cost titanium alloys. A brief discussion on these fabrication techniques and their state-of-the-art research on titanium biomedical components is presented in this section.
4.1. Arc Melting
Arc melting is the most widely used technique for the preparation of metallic materials, from laboratory to industrial scale. Arc melting with non-consumable electrodes is a type of lab-scale arc melting that is commonly used to prepare metal alloys, solid solutions, intermetallic compounds and metal-based composites [110,111,112,113,114]. This technique is very useful especially for the development of new materials because it is relatively a fast and economical process (in terms of energy) to produce metal alloys. Moreover, owing to the rapid melting and solidification involved in the process, the generation of sample contamination from impurities (argon or crucible) is minimum [115]. The material to be smelted can be rapidly heated to temperatures in excess of 3027 °C (3300 K) within a few seconds. Rapid melting can occur due to the presence of an electric arc generated between the cathode (usually tungsten) and the anode (usually copper). Copper is used as anode because it has high thermal conductivity (>400 W m−1 K−1 at 298 K) and high melting temperature (1358 K). The copper used as a smelting vessel is also cooled with water so that the surface in contact with the molten metal remains close to the ambient temperature, which also avoids undesirable contamination [115]. After the material to be melted is put into the chamber, the air in the chamber is sucked in by a vacuum pump to remove free air that can contaminate the material during smelting. After reaching a certain vacuum level, high purity argon is blown into the chamber. Argon has a specific gravity greater than air so that the argon will be at the bottom of the chamber, while the air will be at the top so that the material will be protected from free air during the smelting process. In addition, argon also functions as a medium for electrons to jump from the electrode to the sample. The schematic design of single chamber arc melting furnace is shown in Figure 6.
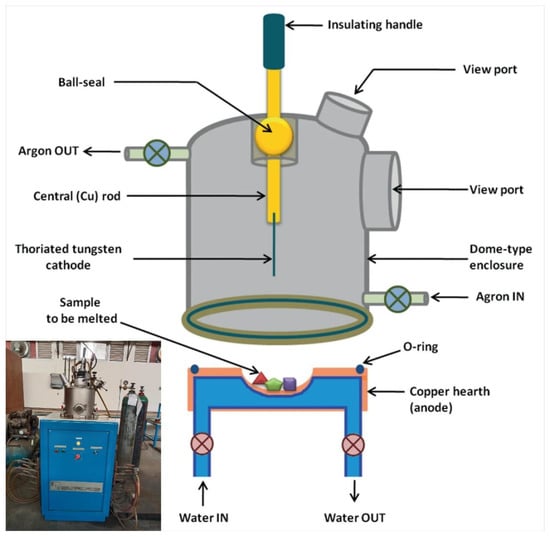
Figure 6.
Schematic design of a single chamber arc melting furnace [115].
In the development of low-cost β titanium, arc melting is one of the most widely used fabrication methods. Lourenco et al. [64] developed novel β Ti-Mo-Mn alloy by arc melting method. The vacuum, argon purged, and melting were performed five times, respectively, to ensure the homogeneity of the sample. The chemical composition of Ti-Mo-Mn alloy shows each major element like Mo and Mn were found to meet the target weightage with deviation value of 1 wt.%. The maximum oxygen value obtained was 0.206 wt.%.
Nishiyama et al. [116] studied the arc melting process of SUS 304 with complex interaction by simulation method. The argon gas, thermofluid field, induction magnetic field, surface tension on molten pool, temperature dependent, viscosity in the solid-liquid mushy zone were considered for calculation. Each parameter has different effect on the process, large-applied current gives large molten pool area. The longer electrode gap results the shallow of pool due to smaller velocity of the arc jet.
4.2. Thermomechanical Processing
The thermomechanical process is an important step in the manufacturing of engineering materials as it can optimize the mechanical properties of the fabricated parts. The general process is casting, thermomechanical treatment (forming and heat treating), followed by machining to produce implant products. The thermomechanical process aims to obtain a shape according to the target shape and obtain optimum mechanical properties by controlling the microstructure during a series of process stages [117]. The formation process can be carried out in hot, cold, or warm conditions. Heat treatment can be in the form of solution treatment, aging, or both [118]. In metastable titanium, thermal deformation such as forging or rolling deformation can affect the precipitate’s size, spatial distribution, and morphology, ultimately affecting its mechanical properties [119].
After casting, homogenization thermomechanical treatment is carried out to reduce the imperfections of the casting process and eliminate elemental segregation that may occur [120]. It has been reported by Nunes et al. that cold rolling followed by annealing could improve the hardness value and lower the elastic modulus of the Ti-29Nb-2Mo-3Zr metastable β titanium alloy [121]. Ozan et al. [122] also reported similar results where cold rolling with a large percentage of deformation followed by the annealing process yielded lower elastic modulus value compared to the cold rolled coupons without annealing post-treatment. This is because the content of Zr and Nb in these β titanium alloys can suppress the ω-phase after the cold rolling and annealing process, and the ω-phase is known to contribute to an increase in elastic modulus in Ti alloys.
Figure 7 shows the difference in elastic modulus values for Ti-5Mn-10Mo and Ti-5Mn-15Mo alloys under various processing conditions and were found to be significantly lower than the values of existing commercial alloys such as CP Ti and Ti6Al4V [123]. Kuroda et al. [124] reported that solution heat treatment yields lowest modulus due to the influence of the fast-cooling process and the decreased interatomic strength, whereas the aging heat treatment improves the modulus due to slow cooling, the atoms will have time to rearrange so that the interatomic strength will be stronger.
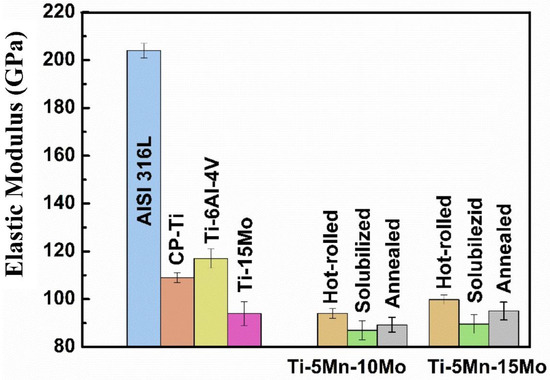
Figure 7.
Comparison of elastic modulus of the Ti-5Mn-10Mo and Ti-5Mn-15Mo alloys with various commercial alloys under all three different processing conditions [123].
Nunes et al. [121] studied the effect of cold rolling reduction on mechanical properties of new metastable Ti-29Nb-2Mo-6Zr alloy. Upon increasing the reduction percentage from 30 to 70%, the orthorhombic α″ phase was observed in all samples. However, after 90% reduction the fraction of α″ phase reduced, which contributed to low elastic modulus. Ozan et al. [125] have also reported similar result, that is with increase in cold rolling reduction of the metastable Ti-40.7Nb-24.8Zr (20–86% reduction), the yield strength increased gradually from 865–1061 MPa while the elastic modulus remained constant around 71–72 GPa. Recrystallization annealing after cold rolling affected the deformation behaviour, owing to the presence of fine-grained microstructure consisting of completely transformed β-phase. This also resulted in high toughness of the Ti alloy.
Rajabi et al. [126] investigated the corrosion behaviour of β Ti-29Nb-13Ta-4.6Zr at different compression temperatures. They reported that the lower compression temperature of 300 and 400 °C showed better corrosion resistance than 900 °C. This is due to the uniform martensitic phase formed on the surface. Lu et al. [127] also studied the effect of microstructure of Ti-1300 (5.15 Al, 2.96 Zr, 3.96 Cr, 3.79 Mo, 3.95 V wt.%) β titanium alloy on its corrosion behaviour. The different thermomechanical process led to different microstructures; (i) Bimodal structure obtained after solution treatment below β transus (750 °C) followed by aging at 500 °C, (ii) lamellar structure obtained after solution treatment above β transus (870 °C) followed by aging at 500 °C, and (iii) equiaxed structure obtained after solution treatment at 870 °C without aging treatment. The corrosion behaviour of equiaxed structure was reported to exhibit best corrosion resistance due to passivation film containing TiO2, Al2O3, and other β stabilizing elemental oxides.
4.3. Investment Casting
Investment casting is a traditional casting process to produce parts with intricate geometry and a high degree of dimensional accuracy [128]. The advantage of this technique is its ability to fabricate components with good dimensional accuracy and complex geometries, thereby significantly reducing machining costs [129]. The investment casting process consists of several stages, starting from preparing the pattern for the object to be printed, making ceramic shells, dewaxing, pouring and finishing [130]. Figure 8 shows the schematic of investment casting process. At the initial stage a pattern of the product needs to be prepared. The pattern can be made of wax, plastic, or polystyrene. Some things that need to be considered in making patterns are the influence of additives, the mixing process, and injection. The next stage after the pattern is finished is making a ceramic shell. Ceramic shells are also made up of a variety of different materials. The ceramic materials used are adapted to the material to be fabricated, for example ferrous or non-ferrous/superalloy materials. Super alloy materials are usually more reactive to oxide refractory materials so that they can affect the quality of the casting results. The pattern made in the first stage of the process is then dipped in a mixture of ceramics and binders. This mixing process can be done several times so that several different layers are formed between the inner and outer layers. The next step in the investment casting process is wax removal. The pattern that has been coated with the ceramic cell is then heated to remove the wax in the ceramic cell. The space left in the ceramic cell is what will be filled by molten metal during the casting process. After the molten metal is poured into the ceramic cell, the cell is broken, and the cast metal part is released from the mould. The last stage of this process is to finish machine the parts and heat treat is required.
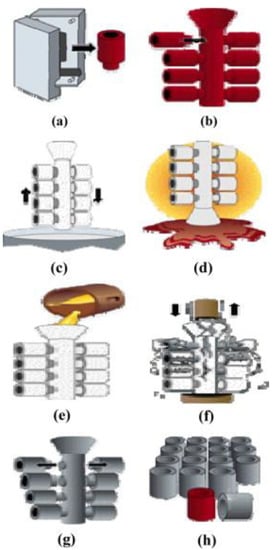
Figure 8.
Schematic of the investment casting process representing the various stages of part production: (a) pattern preparation, (b) pattern assembly, (c) investment, (d) dewaxing, (e) casting, (f) knock-out, (g) cut-off, and (h) finishing [130].
Figure 9 shows the femoral knee prostheses produced by investment casting method using CP Ti as raw material [131]. The femoral stem is one type of implant for knee joint replacement. Elder people who have osteoarthritis will require knee joint replacement surgery.
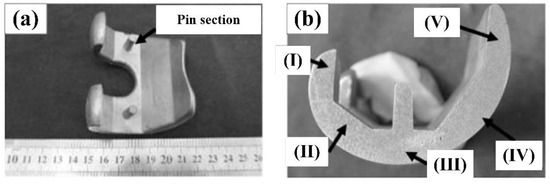
Figure 9.
Titanium femoral knee prostheses produced by the investment casting method; (a) As-cast femoral knee prostheses and (b) cross-section part for characterization [131].
Titanium investment casting is cheaper than forged titanium because it does not require post machining to be carried out on parts. However, the fatigue strength of cast titanium is lower (300–400 MPa) than forged titanium (600–700 MPa) at 107 cycles [132,133]. Compared to the forging method, the microstructure of the coupons fabricated using investment casting is coarser and has the tendency to form typical casting defects. However, adding grain refiner elements such as boron and silicon and a good gating system design can overcome these problems [131]. In addition, heat treatment processes such as solution treatment and aging can also help to improve the mechanical properties of investment casted titanium parts [134].
Reda and Adel [134] developed a low cost Ti-4.5Fe-7Cr alloy produced by investment casting and post heat treated the samples to enhance their mechanical properties. They found that the rose solution treatment at higher temperatures resulted in a larger grain size and resulted in a decrease in tensile strength of about 13.87%. At a solution treatment temperature of 900 °C, the compressive strength of Ti-4.5Fe-7Cr was 1870.5 MPa, while at 750 °C, the compressive strength increased to 1913 MPa. This was due to the difference in grain size of Ti-4.5Fe-7Cr where the average grain size after solution treatment at 900 °C was 324 µm while after solution treatment at a temperature of 750 °C, the average grain size was 279 µm.
4.4. Powder Metallurgy
Titanium powder metallurgy (PM) technology is a near-net-shape manufacturing technology that has been developed over the past couple of decades. The powder metallurgical process consists of several stages, from the powder production process, compaction and green product formation, sintering, and post heat treatment until the components are ready for use. Compared to other manufacturing processes such as casting, the PM process has several advantages. PM can produce a near-net-shape component, so that very little material is wasted in the machining process. In addition, powder metallurgy can also be used for processing porous materials [105]. However, there is still limitation of PM process compared to wrought alloy due to its lower mechanical properties and cost of raw materials (feedstock is in powder form). Figure 10 compares the processing routes of melt-wrought and PM processes when fabricating Ti parts. There two different types of processing routes within PM, viz. pre-alloyed and blended elemental. In pre-alloyed PM, atomized alloy powders of the desired composition are prepared via vacuum arc remelting (VAR) melt process and then directly compacted into the shape of the final product, followed by post-processing. In blended elemental PM, the raw material comes from Ti sponge which is melted in a vacuum arc melting and then gas atomization is carried out to change the alloy from bulk to powder. This is then compacted and shaped into the final product, followed by sintering and post-processing.
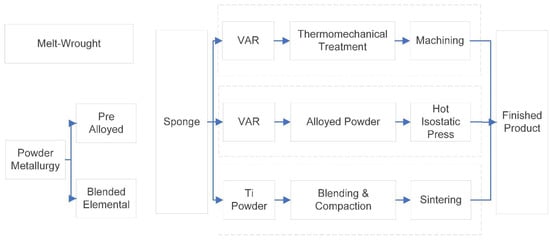
Figure 10.
Flowchart of conventional melt-wrought and powder metallurgy approaches for manufacturing Ti products.
In recent years, PM derived methods have been widely used for producing Ti alloys for biomedical applications, including Space Holder Metallurgy (SHM) and Spark Plasma Sintering (SPS). Xu et al. [135] studied the influence of NH4HCO3 volume on Ti-10Mo produced by SHM-PM method. The different volume (63%, 67%, 71%, and 75%) have different effect on the total porosity of Ti-8Mo. The stress-strain curve shows similar behaviour for all samples with different porosity where all porous sample have excellent strain compared to bulk Ti-10Mo. However, the compression strength of porous Ti-10Mo were much lower (76.9–248.2 MPa) compared to bulk Ti-10Mo (908.1 MPa).
One of the advantages of SPS method is the formation of fine-grained structure with excellent mechanical properties and lower sintering temperatures [136]. Zou et al. [137] studied the mechanical properties of Ti-35Nb-7Zr-7Ta prepared by SPS method. The hardness value of Ti-35Nb-7Zr-7Ta were 531–659 HV, much higher than conventional PM Ti of about 350 HV. Moreover, the elastic modulus of the SPS-fabricated Ti-35Nb-7Zr-7Ta was higher (72–83 GPa) compared to that prepared by casting method (50 GPa), which was attributed to the α phase observed after the SPS process.
4.5. Additive Manufacturing
Additive manufacturing is a three-dimensional (3D) product development process that deposits material layer by layer to produce near net shape components [138,139]. Additive manufacturing offers component complexity and low material waste than conventional manufacturing processes such as casting, metal forming, and machining. There are various types of metal additive manufacturing processes, such as electron beam melting (EBM), selective laser melting (SLM), and directed energy deposition (DED) [140]. It is known that different metal AM processes produce different microstructural and phase features in Ti alloys [141]. Figure 11 shows the schematic diagrams of the various metal AM processes.
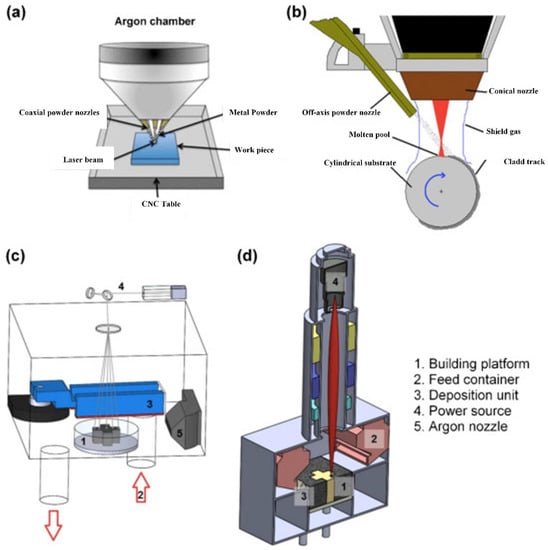
Figure 11.
Schematic of the working principles of (a) directed energy deposition, (b) directed energy deposition on a tube substrate (laser cladding), (c) selective laser melting, and (d) electron beam melting [140].
Schwab et al. [142] successfully printed the β type titanium alloy, Ti5Al5V5Mo3Cr (Ti5553) by the SLM method. They used gas atomized powders with particle size ranging from 25 to 45 µm. The XRD of the printed specimens showed a full β phase microstructure. The tensile strength of 800 MPa with 14% elongation was obtained. Zhou et al. [143] also studied three (Ti, Ti6Al4V, and Ti13Nb13Zr) different types of titanium alloys, viz. CP-Ti, Ti6Al4V, and Ti13Nb13Zr, processed by SLM. The XRD pattern of all alloys shows the α phase was observed in Ti, Ti6Al4V, and in Ti13Nb13Zr. The diffraction pattern of CP Ti shows only α phase consist in the microstructure, while the α and β phase were observed in Ti6AL4V and Ti13Nb13Zr alloys. Ti6Al4V exhibited the highest tensile strength of 1334 MPa, then Ti13Nb13Zr with 1020 MPa, and CP-Ti softest with 990 MPa. This was attributed to the fact that the Al and V alloying elements in Ti6Al4V act as a strong solid solution strengthener.
Maimaitiyili et al. [144] compared the EBM and SLM process of near β Ti5Al5Mo5V1Cr1Fe (Ti55511). Gas atomized powders with an average particle size of 71 µm were used for the EBM process and of 43 µm for the SLM process. The diffraction pattern of EBM processed Ti55511 consisted of both α and β phases, whereas the SLM processed counterpart had only β phase, owing to which the EBM sample was harder (348 HV) than the SLM sample (315 HV).
Nartu et al. [145] studied the Ti35Nb7Zr5Ta (TNTZ) processed by the DED technique. This study deposited the TNTZ on the Ti6Al4V substrate plate with three different powers (400, 500, and 600 W). The XRD pattern consisted of only the β phase for all three processing power. The yield strength of Ti35Nb7Zr5Ta was 520 MPa, comparable with the conventionally processed TNTZ (530 MPa). In this study, there is no breakdown of the protective oxide film exhibited on the surface, even the potential reached 9 V compared to the stainless steel and cobalt alloy cased that the protective film was breakdown at 300–5000 mV (Ebp). The corrosion properties of TNTZ showed promising results with breakdown potential (Ebp) value of all three power conditions being above 9 V.
4.6. Diffusion Couple
Diffusion mechanisms play a key role in metallurgy processes, such as homogenization, precipitation, and sintering. Chen et al. [146] studied the diffusion couple of two titanium alloys, Ti/Ti-7.58Al-4.97Mo and Ti-5.04Al/Ti-1.52Mo. The well-contacted diffusion couple samples were placed in a vacuum furnace at 900 °C for 90 min with a pressure of 10 MPa. The hardness values increased from the Ti or Ti-5.04Al to Ti-7.58Al-4.97Mo or Ti-1.52Mo, respectively. This was attributed to solid solution and precipitation strengthening mechanisms in both pairs.
Duygulu et al. [147] have studied the diffusion couple of Mg, Zr, and Ti for biomedical applications. The three material plates were placed in a vacuum hot press (VHP) device, the schematic of the machine is shown in Figure 12. The pressure applied was 30 MPa at 400 °C for 2 h under vacuum conditions (10−5 torr). The SEM image shows there is no separation between each plate, which indicates the diffusion bonding of Mg, Zr, and Ti were good.
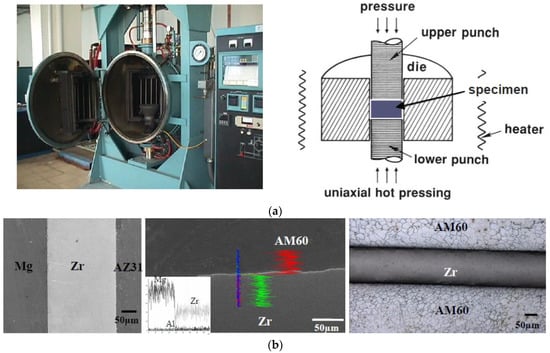
Figure 12.
(a) Schematic process of Diffusion couple bounding by vacuum hot press method (b) SEM image of magnesium-zirconium diffusion couples [147].
The manufacturing process routes discussed in this section offer β titanium manufacturing processes using low-cost raw materials. The Ti5Al5V5Mo3Cr [144] alloy, which is composed of cheap elements such as Al, Mo, and Cr with less vanadium, can be processed by making additives, but the manufacturing process with this method has limitations in the development of new alloys due to the limited availability of powder. To develop new alloys using the additive manufacturing method, it is necessary to make powdered alloys using methods such as gas atomization [148], which will add to the longer production cost. In addition, the low mechanical properties of materials produced by additive manufacturing have become a challenge that needs to be improved [149].
Conventional powder metallurgy processes are also widely used to develop low-cost β titanium, such Ti-Cu [101], Ti-Fe [79], and Ti-Mo-Fe [150] alloys. However, the difference in melting points is a big challenge during the sintering process and the price of the powder raw material used is also higher when compared to the raw material for the casting or melting process. Moreover, the high oxygen content (0.263 wt.%) during the sintering process can potentially negatively affect the mechanical properties of the β titanium alloy [101].
5. Properties of Ti Alloys with Low-Cost Alloying Elements
The mechanical properties of Ti alloys are strongly influenced by the constituent elements and the fabrication treatment experienced by the alloys. Table 9 shows various properties of low-cost Ti alloys processed using different techniques and generally applied for biomedical components. Some of the alloys shown in Table 9 are low-cost alloys, where the definition of low cost can be interpreted using cheap materials such as Al, Fe, Mn, Cu, etc. But it can also use expensive ingredients but in small quantities. For example, Alshammari et al. [104] used Al and Cu as alloying elements considering the relatively low price of these elements, while Lee et al. [151] developed a Ti-Nb-Zr alloy where Nb is known to be quite expensive but is added in small quantities. In addition to the low-cost alloy composition, different process routes such as powder metallurgy, casting combined with thermomechanical treatment injection molding, and additive manufacturing, will also produce different properties.
Table 9.
Different processing route of various Low-Cost Titanium Alloys and their achieved properties.
Nocivin et al. [155] investigated the microstructural characteristic and mechanical properties of low-cost β Ti-34Nb-7.6Zr-0.9Fe-0.16O alloy obtained by severe plastic deformation/multipass cold rolling and solution treatment. Combining alloy and process design can produce an alloy with high mechanical strength and low elastic modulus. The mechanical properties of the Ti-Nb-Zr-Fe-O alloy can reach 1140 MPa (UTS) and 770 MPa (YS) with a low elastic modulus (48.6 GPa). The Ti-34Nb-7.6Zr-0.9Fe-0.16O had a similar e/a value (4.24–4.26) with Ti-35Nb-8Zr and Ti-35.3Nb-7.1Zr-5.1Ta but with much lower elastic modulus and higher tensile strength. The severe plastic deformation (SPD) and solution treatment processes changed the highest intensity of the diffraction pattern from (110) plane to (211). No α and ω phases were observed from the XRD or TEM analysis. Each plane in the cubic crystal structure has a different elastic modulus value. Zhang et al. [164] reported that (100) plane has the low elastic modulus (27.1 GPa) compared to (110) and (111) which has elastic modulus (56.3) and (88.1) GPa respectively.
Abdelrahman et al. [75] reported thermomechanical treated low-cost Ti-Mo-Fe to have high corrosion resistance compared to conventional Ti6Al4V ELI (extra low interstitial). TMF 6 and TMF 8 have lower corrosion current density (0.589 and 1.037 nA/cm2) compared to Ti6Al4V ELI (1.361 nA/cm2). Furthermore, the cytotoxicity test result show thermomechanical treated Ti-Mo-Fe exhibited high viability. The size, shape, and proliferation rate of osteoblast cells on TMF 6 (Ti-2Mo-0.5Fe at%) and TMF 8 (Ti-3Mo-0.5Fe at.%) were higher than Ti6Al4V ELI. Gouda et al. [9] also reported that thermomechanical treatment (homogenization, solution treatment, and cold rolling) of Ti-Mo-Zr positively impacts it’s corrosion resistance. The current density of Ti-Mo-Zr increased with an increase in the cold rolling reduction ratio. A high cold rolling reduction ratio produces fine-grained microstructure and high dislocation density, generating more nucleation passivation and increasing corrosion resistance.
Thermomechanical processes (combination of plastic deformation and heat treatment), conventional powder metallurgy, investment casting, injection moulding, additive manufacturing, and FAST-forge were some available processes for manufacturing low-cost titanium alloy for biomedical applications. Among several routes for processing low-cost titanium alloy, the thermomechanical process offers a combination of superior properties with high strength and low elastic modulus [151,155]. In the future, the powder metallurgy process can also be combined with thermomechanical treatment to improve its mechanical properties [79,165].Compared to commercial available and high cost Ti6Al4V some beta titanium alloys offer higher strength properties, lower elastic modulus and better corrosion resistance. However, until now there is no low-cost alloy that has a lower elastic modulus than high cost TNTZ alloy (55 GPa) with the same strength as Ti6Al4V (900 MPa). Some low-cost alloys such as TNZ and Ti-Nb-Zr-Sn have elastic modulus of up to 50 GPa but their strength is only around 600 MPa. The development of titanium alloys that use low-cost alloying elements in small amounts so that they are inexpensive and still have low density is a challenge that still needs to be solved.
6. Summary and Future Works
This work presents the key alloying elements and processing routes for biocompatible titanium alloys. Based on the literature survey, there is a need for development of low-cost titanium alloys which are needed to replace costly implant parts and to make them affordable to various segments of the society. Several methods can be used to produce low-cost titanium alloys, such as using alloying elements that are commonly used and readily available. Mo, Fe, Zr, Mn, and Cu are low-cost alloying elements that can be selected in developing low-cost β titanium alloys with promising mechanical properties and biocompatibility. Several studies of low-cost titanium alloys have been carried out using various manufacturing methods, such as casting, powder metallurgy, and additive manufacturing. Among various processing routes such as powder metallurgy, investment casting, and additive manufacturing, the conventional process routes including casting and metal forming techniques are most favourable because they produce products with superior mechanical properties and with relatively low production costs for mass production. In general, failure of implant materials can be caused by several things, such as low wear and corrosion resistance, residual stresses, low surface quality, differences in elastic modulus, low toughness, and inflammation. However, not much literature is available on this aspect.
This review provides a closer understanding of the low-cost alloying elements that can be added to titanium alloys along with their manufacturing methods, to produce a titanium alloy that is more affordable than the conventional titanium alloy Ti6AL4V, but still considers the properties required in the biomedical application. There are several possible future research opportunities as follows:
- In previous studies, most alloy designs were based on the calculation of Mo equivalent. A high Mo equivalent does not necessarily produce titanium alloys with high mechanical strength and low elastic modulus. Titanium alloy design studies with different approaches, such as density functional theory, can be carried out to complement existing alloy design methods, such as the Mo equivalent and the Bo and Md methods and compare the results with experiments to give a better understanding of the relationship between alloying elements, processing, and final properties.
- Additive manufacturing is the most advanced manufacturing process today. However, the resulting mechanical properties can still not compete with conventional thermomechanical treatment processes that offer flexibility for tailoring microstructure and mechanical properties. Combining the additive manufacturing process and the heat treatment process can be an interesting idea to optimize the microstructure of the additive manufacturing results to produce better mechanical properties.
- Each alloying element added to a titanium alloy has its characteristics, for example, melting point. The large gap in melting point between titanium and its alloying element will affect the alloying process and manufacturing method. The difference in atomic size between Ti and its alloying elements will also affect the final crystal structure formed. Studying the effect of alloying elements with different characteristics on the manufacturing process is necessary to understand further what process is most appropriate for a particular type of alloy.
- Most previous studies only focused on mechanical properties in the form of tensile or compressive strength and elastic modulus. A fatigue test is required for permanent bone implants because the implant material will be used for a very long time, up to many years. Thus, future studies on fatigue tests on low-cost titanium materials are needed to understand the relationship between microstructure, processing, tensile strength, elastic modulus, and fatigue properties of biomedical implant material.
- Titanium for biomaterial applications will be used in the body environment. Mechanical testing such as fatigue in a system that simulates body conditions with the addition of simulated body fluid and temperature suitable for the human body can provide an overview of the mechanical properties of biomaterials when applied within the human body.
- Additional research is to be conducted to develop surface modification processes which can improve biocompatibility and osseointegration between implants and bone.
- Most in-vitro studies on cells are only carried out over a few days, making it difficult to understand the interactions between implants and cells. It is necessary to add an immersion test for a more extended period of up to several months to determine whether ions are released from the implant surface and how far this affects the toxicity of the implant material.
- Further studies on the bioactivity of cells formed after in-vitro tests are required. Observations of genetic changes in cells can be carried out to find out whether there is an interaction between cells and implant material.
Author Contributions
Conceptualization, G.S., R.A.R.R., I.K. and S.P.; methodology, G.S.; formal analysis, G.S.; investigation, G.S.; resources, I.K., R.A.R.R. and S.P.; data curation, G.S.; writing—original draft preparation, G.S. and R.A.R.R.; writing—review and editing, I.K., R.A.R.R. and S.P.; supervision, I.K., R.A.R.R. and S.P.; project administration, I.K. and S.P.; funding acquisition, I.K. and S.P. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
Not applicable.
Acknowledgments
The author would like to thank the National Research and Innovation Agency and Swinburne University of Technology for the support through by Research Degree Program.
Conflicts of Interest
The authors declare no conflict of interest.
Nomenclature
| TKR | Total knee replacement |
| UTS | Ultimate tensile strength |
| HCP | Hexagonal closed-packed |
| BCC | Body centred cubic |
| PM | Powder metallurgy |
| ELI | Extra low interstitial |
| EBM | Electron beam melting |
| SLM | Selective laser melting |
| DED | Direct energy deposition |
| SME | Shape memory effect |
| TNTZ | Ti-29Nb-13Ta-4.6Zr |
| VAR | Vacuum arc remelting |
| CP | Commercially pure |
| V | Vanadium |
| Al | Aluminium |
| Ti | Titanium |
References
- Gepreel, M.A.H.; Niinomi, M. Biocompatibility of Ti-alloys for long-term implantation. J. Mech. Behav. Biomed. Mater. 2013, 20, 407–415. [Google Scholar] [CrossRef] [PubMed]
- Simpson, J. Titanium Today: Medical Edition. In Titanium Today; International Titanium Association: Northglenn, CO, USA, 2020. [Google Scholar]
- Ackerman, I.N.; Bohensky, M.A.; Zomer, E.; Tacey, M.; Gorelik, A.; Brand, C.A.; de Steiger, R. The projected burden of primary total knee and hip replacement for osteoarthritis in Australia to the year 2030. BMC Musculoskelet. Disord. 2019, 20, 90. [Google Scholar] [CrossRef] [PubMed]
- WHO. Available online: https://www.who.int/news-room/fact-sheets/detail/ageing-and-health (accessed on 20 October 2022).
- Ronoh, F.M.K.; Dabees, S.; Sobola, D. Advances in Sustainable Grinding of Different Types of the Titanium biomaterials for Medical Applications: A Review. Biomed. Eng. Adv. 2022, 4, 100047. [Google Scholar] [CrossRef]
- Zheng, B.W.; Dong, F.Y.; Zhang, Y.; Huang, H.J.; Yuan, X.G.; Zuo, X.J.; Luo, L.S.; Su, Y.Q.; Wang, L.; Han, B.S.; et al. Microstructure, mechanical properties and deformation behavior of new V-free low-cost Ti-6Al-xFe-yCr alloys. Mater. Res. Express 2019, 6, 026551. [Google Scholar] [CrossRef]
- Sidhu, S.S.; Singh, H.; Gepreel, M.A.H. A review on alloy design, biological response, and strengthening of beta-titanium alloys as biomaterials. Mater. Sci. Eng. C-Mater. Biol. Appl. 2021, 121, 16. [Google Scholar] [CrossRef]
- Costa, B.C.; Tokuhara, C.K.; Rocha, L.A.; Oliveira, R.C.; Lisboa, P.N.; Pessoa, J.C. Vanadium ionic species from degradation of Ti-6Al-4V metallic implants: In vitro cytotoxicity and speciation evaluation. Mater. Sci. Eng. C-Mater. Biol. Appl. 2019, 96, 730–739. [Google Scholar] [CrossRef]
- Gouda, M.K.; Salman, S.A.; Ebied, S.; Ashmawy, A.M.; Gepreel, M.A.H.; Chiba, A. Biocompatibility and corrosion resistance of low-cost Ti-14Mn-Zr alloys. J. Mater. Res. 2021, 36, 4883–4893. [Google Scholar] [CrossRef]
- Santos, P.F.; Niinomi, M.; Liu, H.H.; Cho, K.; Nakai, M.; Itoh, Y.; Narushima, T.; Ikeda, M. Fabrication of low-cost beta-type Ti-Mn alloys for biomedical applications by metal injection molding process and their mechanical properties. J. Mech. Behav. Biomed. Mater. 2016, 59, 497–507. [Google Scholar] [CrossRef]
- Lin, J.H.C.; Fu, Y.H.; Chen, Y.C.; Peng, Y.P.; Ju, C.P. Solution treatment-delayed zirconium-strengthening behavior in Ti-7.5Mo-xZr alloy system. Mater. Res. Express 2018, 5, 9. [Google Scholar] [CrossRef]
- Santhosh, R.; Geetha, M.; Rao, M.N. Recent Developments in Heat Treatment of Beta Titanium Alloys for Aerospace Applications. Trans. Indian Inst. Met. 2017, 70, 1681–1688. [Google Scholar] [CrossRef]
- Williams, J.C.; Boyer, R.R. Opportunities and Issues in the Application of Titanium Alloys for Aerospace Components. Metals 2020, 10, 705. [Google Scholar] [CrossRef]
- Sutowo, C.; Senopati, G.; Pramono, A.W.; Supriadi, S.; Suharno, B. Microstructures, mechanical properties, and corrosion behavior of novel multi-component Ti-6Mo-6Nb-xSn-xMn alloys for biomedical applications. Aims Mater. Sci. 2020, 7, 192–202. [Google Scholar] [CrossRef]
- Pope, J.J.; Calvert, E.L.; Weston, N.S.; Jackson, M. FAST-DB: A novel solid-state approach for diffusion bonding dissimilar titanium alloy powders for next generation critical components. J. Mater. Process. Technol. 2019, 269, 200–207. [Google Scholar] [CrossRef]
- Rashid, R.A.R.; Palanisamy, S.; Attar, H.; Bermingham, M.; Dargusch, M.S. Metallurgical features of direct laser-deposited Ti6Al4V with trace boron. J. Manuf. Process. 2018, 35, 651–656. [Google Scholar] [CrossRef]
- Liang, S.X. Review of the Design of Titanium Alloys with Low Elastic Modulus as Implant Materials. Adv. Eng. Mater. 2020, 22, 2000555. [Google Scholar] [CrossRef]
- Sarraf, M.; Ghomi, E.R.; Alipour, S.; Ramakrishna, S.; Sukiman, N.L. A state-of-the-art review of the fabrication and characteristics of titanium and its alloys for biomedical applications. Bio-Des. Manuf. 2022, 5, 371–395. [Google Scholar] [CrossRef]
- Geetha, M.; Singh, A.K.; Asokamani, R.; Gogia, A.K. Ti based biomaterials, the ultimate choice for orthopaedic implants—A review. Prog. Mater. Sci. 2009, 54, 397–425. [Google Scholar] [CrossRef]
- Gurappa, I. Characterization of different materials for corrosion resistance under simulated body fluid conditions. Mater. Charact. 2002, 49, 73–79. [Google Scholar] [CrossRef]
- Behrens, B.A.; Wirth, C.J.; Windhagen, H.; Nolte, I.; Meyer-Lindenberg, A.; Bouguecha, A. Numerical investigations of stress shielding in total hip prostheses. Proc. Inst. Mech. Eng. Part H-J. Eng. Med. 2008, 222, 593–600. [Google Scholar] [CrossRef]
- Cristofolini, L.; Juszczyk, M.; Taddei, F.; Field, R.E.; Rushton, N.; Viceconti, M. Stress shielding and stress concentration of contemporary epiphyseal hip prostheses. Proc. Inst. Mech. Eng. Part H-J. Eng. Med. 2009, 223, 27–44. [Google Scholar] [CrossRef]
- Noyama, Y.; Miura, T.; Ishimoto, T.; Itaya, T.; Niinomi, M.; Nakano, T. Bone Loss and Reduced Bone Quality of the Human Femur after Total Hip Arthroplasty under Stress-Shielding Effects by Titanium-Based Implant. Mater. Trans. 2012, 53, 565–570. [Google Scholar] [CrossRef]
- Chanlalit, C.; Shukla, D.R.; Fitzsimmons, J.S.; An, K.N.; O’Driscoll, S.W. Stress Shielding Around Radial Head Prostheses. J. Hand Surg. 2012, 37, 2118–2125. [Google Scholar] [CrossRef] [PubMed]
- Xue, Z.C.; Xu, H.T.; Ding, H.L.; Qin, H.; An, Z.Q. Comparison of the effect on bone healing process of different implants used in minimally invasive plate osteosynthesis: Limited contact dynamic compression plate versus locking compression plate. Sci. Rep. 2016, 6, 37902. [Google Scholar] [CrossRef] [PubMed]
- Chen, Q.Z.; Thouas, G.A. Metallic implant biomaterials. Mater. Sci. Eng. R Rep. 2015, 87, 1–57. [Google Scholar] [CrossRef]
- Barry, M.; Akkielah, L.; Askar, M.A.; Bin Nasser, A.S. Miliary tuberculosis with delayed-onset total knee arthroplasty Mycobacteria tuberculosis infection successfully treated with medical therapy alone: A case report and literature review. Knee 2019, 26, 1152–1158. [Google Scholar] [CrossRef]
- Kaur, M.; Singh, K. Review on titanium and titanium based alloys as biomaterials for orthopaedic applications. Mater. Sci. Eng. C-Mater. Biol. Appl. 2019, 102, 844–862. [Google Scholar] [CrossRef]
- Matusiewicz, H. Potential release of in vivo trace metals from metallic medical implants in the human body: From ions to nanoparticles—A systematic analytical review. Acta Biomater. 2014, 10, 2379–2403. [Google Scholar] [CrossRef]
- Kim, K.T.; Eo, M.Y.; Nguyen, T.T.H.; Kim, S.M. General review of titanium toxicity. Int. J. Implant. Dent. 2019, 5, 10. [Google Scholar] [CrossRef]
- Albrektsson, B.C.T.; Mölne, J.; Wennerberg, A. Foreign body reactions, marginal bone loss and allergies in relation to titanium implants. Eur. J. Oral Implantol. 2018, 11, 37–46. [Google Scholar]
- Asri, R.I.M.; Harun, W.S.W.; Samykano, M.; Lah, N.A.C.; Ghani, S.A.C.; Tarlochan, F.; Raza, M.R. Corrosion and surface modification on biocompatible metals: A review. Mater. Sci. Eng. C-Mater. Biol. Appl. 2017, 77, 1261–1274. [Google Scholar] [CrossRef]
- Leyens, M.P.C. Titanium and Titanium Alloys; WILEY-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2003. [Google Scholar]
- Bailor, J.; Li, T.; Prima, F.; Boehlert, C.J.; Devaraj, A. A review of the metastable omega phase in beta titanium alloys: The phase transformation mechanisms and its effect on mechanical properties. Int. Mater. Rev. 2022, 67, 1–20. [Google Scholar] [CrossRef]
- Cotton, J.D.; Briggs, R.D.; Boyer, R.R.; Tamirisakandala, S.; Russo, P.; Shchetnikov, N.; Fanning, J.C. State of the Art in Beta Titanium Alloys for Airframe Applications. Jom 2015, 67, 1281–1303. [Google Scholar] [CrossRef]
- Lu, J.W.; Ge, P.; Zhao, Y.Q. Recent Development of Effect Mechanism of Alloying Elements in Titanium Alloy Design. Rare Metal Mat. Eng. 2014, 43, 775–779. [Google Scholar] [CrossRef]
- Froes, F.H. Titanium—Physical Metallurgy, Processing, and Applications; ASM International: Materials Park, OH, USA, 2015. [Google Scholar]
- Bolzoni, L.; Raynova, S.; Yang, F. Strengthening mechanisms of Ti via Al addition. J. Alloys Compd. 2020, 820, 153447. [Google Scholar] [CrossRef]
- Xu, X.J.; Lin, J.P.; Han, D.D. Effect of Al on Microstructures and Properties of Ti-45Al-8.5Nb-0.2B-0.2W Alloy. In Proceedings of Chinese Materials Congress (CMC 2012), Taiyuan, China, 13–18 July 2012; pp. 44–49. [Google Scholar]
- Najafizadeh, M.; Bozorg, M.; Bahadoran, A.; Liang, J.M.; Zhang, D.L. Compressive and biocorrosion properties of Ti-XAl-2Fe-3Cu alloys fabricated by powder metallurgy. J. Alloys Compd. 2021, 884, 161079. [Google Scholar] [CrossRef]
- Alshammari, Y.; Manogar, B.; Raynova, S.; Yang, F.; Bolzoni, L. Behaviour of novel low-cost blended elemental Ti-5Fe-xAl alloys fabricated via powder metallurgy. J. Mech. Behav. Biomed. Mater. 2020, 110, 103865. [Google Scholar] [CrossRef] [PubMed]
- Martins, J.R.S.; Araujo, R.O.; Donato, T.A.G.; Arana-Chavez, V.E.; Buzalaf, M.A.R.; Grandini, C.R. Influence of Oxygen Content and Microstructure on the Mechanical Properties and Biocompatibility of Ti-15 wt%Mo Alloy Used for Biomedical Applications. Materials 2014, 7, 232–243. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Y.; Wong, S.M.; Wong, H.M.; Wu, S.L.; Hu, T.; Yeung, K.W.K.; Chu, P.K. Effects of Carbon and Nitrogen Plasma Immersion Ion Implantation on In vitro and In vivo Biocompatibility of Titanium Alloy. ACS Appl. Mater. Interfaces 2013, 5, 1510–1516. [Google Scholar] [CrossRef]
- Cui, W.F.; Qin, G.W.; Duan, J.Z.; Wang, H. A graded nano-TiN coating on biomedical Ti alloy: Low friction coefficient, good bonding and biocompatibility. Mater. Sci. Eng. C-Mater. Biol. Appl. 2017, 71, 520–528. [Google Scholar] [CrossRef]
- Mat-Baharin, N.H.; Razali, M.; Mohd-Said, S.; Syarif, J.; Muchtar, A. Influence of alloying elements on cellular response and in-vitro corrosion behavior of titanium-molybdenum-chromium alloys for implant materials. J. Prosthodont. Res. 2020, 64, 490–497. [Google Scholar] [CrossRef]
- Niinomi, M.; Liu, Y.; Nakai, M.; Liu, H.H.; Li, H. Biomedical titanium alloys with Young’s moduli close to that of cortical bone. Regen. Biomater. 2016, 3, 173–185. [Google Scholar] [CrossRef] [PubMed]
- Majumdar, P.; Singh, S.B.; Chakraborty, M. Elastic modulus of biomedical titanium alloys by nano-indentation and ultrasonic techniques—A comparative study. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2008, 489, 419–425. [Google Scholar] [CrossRef]
- Hon, Y.H.; Wang, J.Y.; Pan, Y.N. Composition/phase structure and properties of titanium-niobium alloys. Mater. Trans. 2003, 44, 2384–2390. [Google Scholar] [CrossRef]
- Anene, F.A.; Jaafar, C.N.A.; Zainol, I.; Hanim, M.A.A.; Suraya, M.T. Biomedical materials: A review of titanium based alloys. Proc. Inst. Mech. Eng. Part C-J. Mech. Eng. Sci. 2021, 235, 3792–3805. [Google Scholar] [CrossRef]
- Bondy, S.C. The neurotoxicity of environmental aluminum is still an issue. Neurotoxicology 2010, 31, 575–581. [Google Scholar] [CrossRef]
- Verstraeten, S.; Aimo, L.; Oteiza, P. Aluminium and lead: Molecular mechanisms of brain toxicity. Arch. Toxicol. 2008, 82, 789–802. [Google Scholar] [CrossRef]
- Domingo, J.L. Vanadium and tungsten derivatives as antidiabetic agents—A review of their toxic effects. Biol. Trace Elem. Res. 2002, 88, 97–112. [Google Scholar] [CrossRef]
- Byrne, A.R.; Kosta, L. Vanadium in Foods and in Human-Body Fluids and Tissues. Sci. Total Environ. 1978, 10, 17–30. [Google Scholar] [CrossRef]
- Nilaco. Pure Metals. Available online: https://shop.nilaco.jp/en/order/?large_category=1 (accessed on 11 October 2022).
- Ahmed, M.; Wexler, D.; Casillas, G.; Ivasishin, O.M.; Pereloma, E.V. The influence of beta phase stability on deformation mode and compressive mechanical properties of Ti-10V-3Fe-3Al alloy. Acta Mater. 2015, 84, 124–135. [Google Scholar] [CrossRef]
- Guo, S.F.; Liu, Z.; Chan, K.C.; Chen, W.; Zhang, H.; Wang, J.F.; Yu, P. A plastic Ni-free Zr-based bulk metallic glass with high specific strength and good corrosion properties in simulated body fluid. Mater. Lett. 2012, 84, 81–84. [Google Scholar] [CrossRef]
- Hezil, N.; Aissani, L.; Fellah, M.; Samad, M.A.; Obrosov, A.; Timofei, C.; Marchenko, E. Structural, and tribological properties of nanostructured alpha plus beta type titanium alloys for total hip. J. Mater. Res. Technol.-JMRT 2022, 19, 3568–3578. [Google Scholar] [CrossRef]
- Chen, L.Y.; Cui, Y.W.; Zhang, L.C. Recent Development in Beta Titanium Alloys for Biomedical Applications. Metals 2020, 10, 1139. [Google Scholar] [CrossRef]
- Holden, F.C.; Ogden, H.R.; Jaffee, R.I. Heat Treatment and Mechanical Properties of Ti-Mo Alloys. Trans. Am. Inst. Min. Metall. Eng. 1956, 206, 1388–1393. [Google Scholar] [CrossRef]
- Ho, W.F. A comparison of tensile properties and corrosion behavior of cast Ti-7.5Mo with c.p. Ti, Ti-15Mo and Ti-6Al-4V alloys. J. Alloys Compd. 2008, 464, 580–583. [Google Scholar] [CrossRef]
- Hashmi, M.L.; Wadood, A. Microstructural, mechanical and shape memory characterizations of Ti-Mo-Sn alloys. Trans. Nonferrous Met. Soc. China 2020, 30, 688–700. [Google Scholar] [CrossRef]
- Biesiekierski, J.W.A.; Gepreel, M.A.-H.; Wen, C. A new look at biomedical Ti-based shape memory alloys. Acta Biomater. 2012, 8, 1661–1669. [Google Scholar] [CrossRef]
- Lee, E.B.; Han, M.K.; Kim, B.J.; Song, H.J.; Park, Y.J. Effect of molybdenum on the microstructure, mechanical properties and corrosion behavior of Ti alloys. Int. J. Mater. Res. 2014, 105, 847–853. [Google Scholar] [CrossRef]
- Lourenco, M.L.; Cardoso, G.C.; Sousa, K.D.J.; Donato, T.A.G.; Pontes, F.M.L.; Grandini, C.R. Development of novel Ti-Mo-Mn alloys for biomedical applications. Sci. Rep. 2020, 10, 6298. [Google Scholar] [CrossRef]
- ASTM F1472; Standard Specification for Wrought Titanium-6Aluminum-4Vanadium Alloy for Surgical Implant Applications. ASTM: West Conshohocken, PA, USA, 2020.
- Ho, W.F.; Ju, C.P.; Lin, J.H.C. Structure and properties of cast binary Ti-Mo alloys. Biomaterials 1999, 20, 2115–2122. [Google Scholar] [CrossRef]
- Gabriel, S.B.; Panaino, J.V.P.; Santos, I.D.; Araujo, L.S.; Mei, P.R.; de Almeida, L.H.; Nunes, A. Characterization of a new beta titanium alloy, Ti-12Mo-3Nb, for biomedical applications. J. Alloys Compd. 2012, 536, S208–S210. [Google Scholar] [CrossRef]
- Gordin, D.M.; Gloriant, T.; Nemtoi, G.; Chelariu, R.; Aelenei, N.; Guillou, A.; Ansel, D. Synthesis, structure and electrochemical behavior of a beta Ti-12Mo-5Ta alloy as new biomaterial. Mater. Lett. 2005, 59, 2936–2941. [Google Scholar] [CrossRef]
- Qi, M.X.; Chen, B.H.; Xia, C.Q.; Liu, Y.; Liu, S.G.; Zhong, H.; Zou, X.R.; Yang, T.; Li, Q. Microstructure, mechanical properties and biocompatibility of novel Ti-20Zr-xMo alloys. J. Alloys Compd. 2021, 888, 161478. [Google Scholar] [CrossRef]
- Verestiuc, L.; Spataru, M.C.; Baltatu, M.S.; Butnaru, M.; Solcan, C.; Sandu, A.V.; Voiculescu, I.; Geanta, V.; Vizureanu, P. New Ti-Mo-Si materials for bone prosthesis applications. J. Mech. Behav. Biomed. Mater. 2021, 113, 104198. [Google Scholar] [CrossRef]
- Eleanor Whitney, S.R.R.; Crowe, T.; Cameron-Smith, D.; Walsh, A. Understanding Nutrition; Cengage Learning: Victoria, Australia, 2013. [Google Scholar]
- Polonis, D.H.; Parr, J.G. Martensite Formation in Powders and Lump Specimens of Ti-Fe Alloys. Trans. Am. Inst. Min. Metall. Eng. 1955, 203, 64–72. [Google Scholar] [CrossRef]
- Chen, B.Y.; Hwang, K.S.; Ng, K.L. Effect of cooling process on the alpha phase formation and mechanical properties of sintered Ti-Fe alloys. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2011, 528, 4556–4563. [Google Scholar] [CrossRef]
- Lin, D.J.; Lin, J.H.C.; Ju, C.P. Structure and properties of Ti-7.5Mo-xFe alloys. Biomaterials 2002, 23, 1723–1730. [Google Scholar] [CrossRef] [PubMed]
- Abdelrhman, Y.; Gepreel, M.A.H.; Kobayashi, S.; Okano, S.; Okamoto, T. Biocompatibility of new low-cost (alpha plus beta)-type Ti-Mo-Fe alloys for long-term implantation. Mater. Sci. Eng. C-Mater. Biol. Appl. 2019, 99, 552–562. [Google Scholar] [CrossRef]
- Ho, W.F.; Pan, C.H.; Wu, S.C.; Hsu, H.C. Mechanical properties and deformation behavior of Ti-5Cr-xFe alloys. J. Alloys Compd. 2009, 472, 546–550. [Google Scholar] [CrossRef]
- Nakajima, H.; Ohshida, S.; Nonaka, K.; Yoshida, Y.; Fujita, F.E. Diffusion of iron in beta Ti-Fe alloys. Scr. Mater. 1996, 34, 949–953. [Google Scholar] [CrossRef]
- Bak, G.R.; Won, J.W.; Choe, H.J.; Park, C.H.; Hyun, Y.T. Effect of iron content on beta -> alpha phase transformation behavior of Ti-5Al-xFe (x=1, 2.5, 4) alloys during continuous cooling. J. Mater. Res. Technol.-JMRT 2019, 8, 2887–2897. [Google Scholar] [CrossRef]
- Raynova, S.; Yang, F.; Bolzoni, L. The effect of thermomechanical treatments on the properties of powder metallurgy Ti-5Fe alloy. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2021, 801, 140389. [Google Scholar] [CrossRef]
- Qi, P.; Li, B.L.; Wang, T.B.; Zhou, L.; Nie, Z.R. Microstructure and properties of a novel ternary Ti-6Zr-xFe alloy for biomedical applications. J. Alloys Compd. 2021, 854, 157119. [Google Scholar] [CrossRef]
- Niu, J.Z.; Guo, Y.H.; Li, K.; Liu, W.J.; Dan, Z.H.; Sun, Z.G.; Chang, H.; Zhou, L. Improved mechanical, bio-corrosion properties and in vitro cell responses of Ti-Fe alloys as candidate dental implants. Mater. Sci. Eng. C-Mater. Biol. Appl. 2021, 122, 111917. [Google Scholar] [CrossRef] [PubMed]
- Cho, K.; Niinomi, M.; Nakai, M.; Liu, H.H.; Santos, P.F.; Itoh, Y.; Ikeda, M.; Gepreel, M.A.H.; Narushima, T. Improvement in mechanical strength of low-cost beta-type Ti-Mn alloys fabricated by metal injection molding through cold rolling. J. Alloys Compd. 2016, 664, 272–283. [Google Scholar] [CrossRef]
- Kim, J.W.; Hwang, M.J.; Han, M.K.; Kim, Y.G.; Song, H.J.; Park, Y.J. Effect of manganese on the microstructure, mechanical properties and corrosion behavior of titanium alloys. Mater. Chem. Phys. 2016, 180, 341–348. [Google Scholar] [CrossRef]
- Alshammari, Y.; Yang, F.; Bolzoni, L. Mechanical properties and microstructure of Ti-Mn alloys produced via powder metallurgy for biomedical applications. J. Mech. Behav. Biomed. Mater. 2019, 91, 391–397. [Google Scholar] [CrossRef]
- Chen, Z.; Liu, Y.; Jiang, H.; Liu, M.; Wang, C.H.; Cao, G.H. Microstructures and mechanical properties of Mn modified, Ti-Nb-based alloys. J. Alloys Compd. 2017, 723, 1091–1097. [Google Scholar] [CrossRef]
- Santos, P.F.; Niinomi, M.; Cho, K.; Nakai, M.; Liu, H.H.; Ohtsu, N.; Hirano, M.; Ikeda, M.; Narushima, T. Microstructures, mechanical properties and cytotoxicity of low cost beta Ti-Mn alloys for biomedical applications. Acta Biomater. 2015, 26, 366–376. [Google Scholar] [CrossRef]
- Nomura, N. Zirconium Alloys for Orthopedic Applications. In Advances in Metallic Biomaterials: Tissues, Materials and Biological Reactions; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar]
- Mehjabeen, A.; Song, T.T.; Xu, W.; Tang, H.P.; Qian, M. Zirconium Alloys for Orthopaedic and Dental Applications. Adv. Eng. Mater. 2018, 20, 1800207. [Google Scholar] [CrossRef]
- Awad, A.H.; Gepreel, M.A.H. Basic characterization of new Ti-Mn-Zr alloys. In Proceedings of 10th International Conference on Key Engineering Materials (ICKEM), Univ Complutense Madrid, Electr Network, Madrid, Spain, 26–29 March 2020; pp. 1904–1908. [Google Scholar]
- Kuroda, P.A.B.; Quadros, F.D.; Afonso, C.R.M.; Grandini, C.R. The Effect of Solution Heat Treatment Temperature on Phase Transformations, Microstructure and Properties of Ti-25Ta-xZr Alloys Used as a Biomaterial. J. Mater. Eng. Perform. 2020, 29, 2410–2417. [Google Scholar] [CrossRef]
- Jiang, B.B.; Wang, Q.; Wen, D.H.; Xu, F.; Chen, G.Q.; Dong, C.; Sun, L.X.; Liaw, P.K. Effects of Nb and Zr on structural stabilities of Ti-Mo-Sn-based alloys with low modulus. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2017, 687, 1–7. [Google Scholar] [CrossRef]
- Akimoto, T.U.T.; Tsutsumi, Y.; Doi, H.; Hanawa, T.; Wakabayashi, N. Evaluation of corrosion resistance of implant-use Ti-Zr binary alloys with a range of compositions. Rep. Biomed. Mater. Res. B Appl. Biomater. 2018, 106, 73–79. [Google Scholar] [CrossRef]
- Ou, P.; Hao, C.; Liu, J.; He, R.; Wang, B.; Ruan, J. Cytocompatibility of Ti-xZr alloys as dental implant materials. J. Mater. Sci.-Mater. Med. 2021, 32, 50. [Google Scholar] [CrossRef] [PubMed]
- Bolzoni, L.; Alqattan, M.; Peters, L.; Alshammari, Y.; Yang, F. Ternary Ti alloys functionalised with antibacterial activity. Sci. Rep. 2020, 10, 22201. [Google Scholar] [CrossRef] [PubMed]
- Ren, L.; Ma, Z.; Li, M.; Zhang, Y.; Liu, W.Q.; Liao, Z.H.; Yang, K. Antibacterial Properties of Ti-6Al-4V-xCu Alloys. J. Mater. Sci. Technol. 2014, 30, 699–705. [Google Scholar] [CrossRef]
- Liu, J.; Li, F.B.; Liu, C.; Wang, H.Y.; Ren, B.R.; Yang, K.; Zhang, E.L. Effect of Cu content on the antibacterial activity of titanium-copper sintered alloys. Mater. Sci. Eng. C-Mater. Biol. Appl. 2014, 35, 392–400. [Google Scholar] [CrossRef]
- Liu, R.; Memarzadeh, K.; Chang, B.; Zhang, Y.M.; Ma, Z.; Allaker, R.P.; Ren, L.; Yang, K. Antibacterial effect of copper-bearing titanium alloy (Ti-Cu) against Streptococcus mutans and Porphyromonas gingivalis. Sci. Rep. 2016, 6, 29985. [Google Scholar] [CrossRef]
- Ma, Z.; Ren, L.; Liu, R.; Yang, K.; Zhang, Y.; Liao, Z.H.; Liu, W.Q.; Qi, M.; Misra, R.D.K. Effect of Heat Treatment on Cu Distribution, Antibacterial Performance and Cytotoxicity of Ti-6Al-4V-5Cu Alloy. J. Mater. Sci. Technol. 2015, 31, 723–732. [Google Scholar] [CrossRef]
- Osorio, W.R.; Cremasco, A.; Andrade, P.N.; Garcia, A.; Caram, R. Electrochemical behavior of centrifuged cast and heat treated Ti-Cu alloys for medical applications. Electrochim. Acta 2010, 55, 759–770. [Google Scholar] [CrossRef]
- Zhang, E.L.; Ren, J.; Li, S.Y.; Yang, L.; Qin, G.W. Optimization of mechanical properties, biocorrosion properties and antibacterial properties of as-cast Ti-Cu alloys. Biomed. Mater. 2016, 11, 065001. [Google Scholar] [CrossRef]
- Alshammari, Y.; Yang, F.; Bolzoni, L. Low-cost powder metallurgy Ti-Cu alloys as a potential antibacterial material. J. Mech. Behav. Biomed. Mater. 2019, 95, 232–239. [Google Scholar] [CrossRef]
- Yuan, Y.X.; Luo, R.D.; Ren, J.K.; Zhang, L.; Jiang, Y.H.; He, Z.Y. Design of a new Ti-Mo-Cu alloy with excellent mechanical and antibacterial properties as implant materials. Mater. Lett. 2022, 306, 130875. [Google Scholar] [CrossRef]
- Xu, W.; Hou, C.J.; Mao, Y.X.; Yang, L.; Tamaddon, M.; Zhang, J.L.; Qu, X.H.; Liu, C.Z.; Su, B.; Lu, X. Characteristics of novel Ti-10Mo-xCu alloy by powder metallurgy for potential biomedical implant applications. Bioact. Mater. 2020, 5, 659–666. [Google Scholar] [CrossRef] [PubMed]
- Alshammari, Y.; Yang, F.; Bolzoni, L. Fabrication and characterisation of low-cost powder metallurgy Ti-xCu-2.5Al alloys produced for biomedical applications. J. Mech. Behav. Biomed. Mater. 2022, 126, 105022. [Google Scholar] [CrossRef] [PubMed]
- Bahl, S.; Suwas, S.; Chatterjee, K. Comprehensive review on alloy design, processing, and performance of beta Titanium alloys as biomedical materials. Int. Mater. Rev. 2021, 66, 114–139. [Google Scholar] [CrossRef]
- Nakano, T. Physical and mechanical properties of metallic biomaterials. In Metals for Biomedical Devices, 2nd ed.; Niinomi, M., Ed.; ELsevier: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Morinaga, M. The molecular orbital approach and its application to biomedical titanium alloy design. In Titanium in Medical and Dental Applications; Froes, F.H.S., Ed.; Elsevier: Amsterdam, The Netherlands, 2018. [Google Scholar]
- Tane, M.; Akita, S.; Nakano, T.; Hagihara, K.; Umakoshi, Y.; Niinomi, M.; Nakajima, H. Peculiar elastic behavior of Ti-Nb-Ta-Zr single crystals. Acta Mater. 2008, 56, 2856–2863. [Google Scholar] [CrossRef]
- Hu, Q.M.; Yang, R. Mechanical properties of structural materials from first-principles. Curr. Opin. Solid State Mater. Sci. 2006, 10, 19–25. [Google Scholar] [CrossRef]
- Fang, H.Z.; Chen, R.R.; Yang, Y.; Su, Y.Q.; Ding, H.S.; Guo, J.J.; Fu, H.Z. Role of graphite on microstructural evolution and mechanical properties of ternary TiAl alloy prepared by arc melting method. Mater. Des. 2018, 156, 300–310. [Google Scholar] [CrossRef]
- Saidi, M.; Walha, S.; Hlil, E.K.; Bessais, L.; Jemmali, M. Effect of chromium substitution on structural, magnetic and magnetocaloric properties of GdFe12-xCrx intermetallic compounds, Mossbauer spectrometry and ab initio calculations. J. Solid State Chem. 2021, 297, 122019. [Google Scholar] [CrossRef]
- Litzbarski, L.S.; Winiarski, M.J.; Skokowski, P.; Klimczuk, T.; Andrzejewski, B. Investigation of magnetic order in a new intermetallic compound Nd2PtGe3. J. Magn. Magn. Mater. 2021, 521, 167494. [Google Scholar] [CrossRef]
- Supriadi, S.; Immanuel, T.; Sutowo, C.; Lucky, G.; Senopati, G.; Suharno, B. Effect of Mn in New beta Titanium Alloy Ti-6Nb-6Mo on Corrosion Behavior and Mechanical Properties. In Proceedings of 3rd International Seminar on Metallurgy and Materials (ISMM)—Exploring New Innovation in Metallurgy and Materials, Tangerang Selatan, Indonesia, 23–24 October 2020. [Google Scholar]
- Senopati, G.; Sutowo, C.; Kartika, I.; Suharno, B. The Effect of Solution Treatment on Microstructure and Mechanical Properties of Ti-6Mo-6Nb-8Sn Alloy. In Proceedings of 6th International Conference on Advanced Materials Science and Technology (ICAMST), Semarang, Indonesia, 9–10 October 2015; pp. 224–228. [Google Scholar]
- Jain, D.; Sudarsan, V.; Tyagi, A.K. Synthesis of Metallic Materials by Arc Melting Technique. In Handbook on Synthesis Strategies for Advanced Materials; Springer: Berlin/Heidelberg, Germany, 2021. [Google Scholar]
- Nishiyama, H.; Sawada, T.; Takana, H.; Tanaka, M.; Ushio, M. Computational simulation of arc melting process with complex interactions. ISIJ Int. 2006, 46, 705–711. [Google Scholar] [CrossRef]
- Kolli, R.P.; Devaraj, A. A Review of Metastable Beta Titanium Alloys. Metals 2018, 8, 506. [Google Scholar] [CrossRef]
- Furuhara, T.; Maki, T.; Makino, T. Microstructure control by thermomechanical processing in beta-Ti-15-3 alloy. J. Mater. Process. Technol. 2001, 117, 318–323. [Google Scholar] [CrossRef]
- Hua, K.; Zhang, Y.; Tong, Y.; Zhang, F.; Kou, H.; Li, X.; Wang, H.; Li, J. Enhanced mechanical properties of a metastable β titanium alloy via optimized thermomechanical processing. Mater. Sci. Eng. A 2022, 840, 142997. [Google Scholar] [CrossRef]
- Nag, S.; Banerjee, R.; Stechschulte, J.; Fraser, H.L. Comparison of microstructural evolution in Ti-Mo-Zr-Fe and Ti-15Mo biocompatible alloys. J. Mater. Sci.-Mater. Med. 2005, 16, 679–685. [Google Scholar] [CrossRef] [PubMed]
- Nunes, A.R.V.; Borborema, S.; Araújo, L.S.; Malet, L.; Dille, J.; Almeida, L.H.d. Influence of thermo-mechanical processing on structure and mechanical properties of a new metastable beta Ti-29Nb-2Mo-6Zr alloy with low Young’s modulus. J. Alloys Compd. 2020, 820, 153078. [Google Scholar] [CrossRef]
- Ozan, S.; Lin, J.X.; Li, Y.C.; Zhang, Y.W.; Munir, K.; Jiang, H.W.; Wen, C.E. Deformation mechanism and mechanical properties of a thermomechanically processed beta Ti-28Nb-35.4Zr alloy. J. Mech. Behav. Biomed. Mater. 2018, 78, 224–234. [Google Scholar] [CrossRef] [PubMed]
- Lourenço, M.L.; Pontes, F.M.L.; Grandini, C.R. The Influence of Thermomechanical Treatments on the Structure, Microstructure, and Mechanical Properties of Ti-5Mn-Mo Alloys. Metals 2022, 12, 527. [Google Scholar] [CrossRef]
- Kuroda, P.A.B.; Quadros, F.D.; de Araujo, R.O.; Afonso, C.R.M.; Grandini, C.R. Effect of Thermomechanical Treatments on the Phases, Microstructure, Microhardness and Young’s Modulus of Ti-25Ta-Zr Alloys. Materials 2019, 12, 3210. [Google Scholar] [CrossRef]
- Ozan, S.; Lin, J.X.; Weng, W.J.; Zhang, Y.W.; Li, Y.C.; Wen, C.E. Effect of thermomechanical treatment on the mechanical and microstructural evolution of a beta-type Ti-40.7Zr-24.8Nb alloy. Bioact. Mater. 2019, 4, 303–311. [Google Scholar] [CrossRef]
- Rajabi, F.; Hanzaki, A.Z.; Abedi, H.R.; Farghadany, E. Corrosion behavior of thermo-mechanically processed biomedical Ti-29Nb-13Ta-4.6Zr. J. Alloys Compd. 2017, 725, 23–31. [Google Scholar] [CrossRef]
- Lu, J.W.; Ge, P.; Li, Q.; Zhang, W.; Huo, W.T.; Hu, J.J.; Zhang, Y.S.; Zhao, Y.Q. Effect of microstructure characteristic on mechanical properties and corrosion behavior of new high strength Ti-1300 beta titanium alloy. J. Alloys Compd. 2017, 727, 1126–1135. [Google Scholar] [CrossRef]
- Liu, C.H.; Jin, S.; Lai, X.M.; He, B.; Li, F. Influence of complex structure on the shrinkage of part in investment casting process. Int. J. Adv. Manuf. Technol. 2015, 77, 1191–1203. [Google Scholar] [CrossRef]
- Yuan, C.; Cheng, X.; Holt, G.S.; Shevchenko, D.; Withey, P.A. Investment casting of Ti-46Al-8Nb-1B alloy using moulds with CaO-stabilized zirconia face coat at various mould pre-heat temperatures. Ceram. Int. 2015, 41, 4129–4139. [Google Scholar] [CrossRef]
- Pattnaik, S.; Karunakar, D.B.; Jha, P.K. Developments in investment casting process-A review. J. Mater. Process. Technol. 2012, 212, 2332–2348. [Google Scholar] [CrossRef]
- Prayoga, B.T.; Dharmastiti, R.; Akbar, F.; Suyitno. Microstructural characterization, defect and hardness of titanium femoral knee joint produced using vertical centrifugal investment casting. J. Mech. Sci. Technol. 2018, 32, 149–156. [Google Scholar] [CrossRef]
- Nastac, L.; Gungor, M.N.; Ucok, I.; Klug, K.L.; Tack, W.T. Advances in investment casting of Ti-6Al-4V alloy: A review. Int. J. Cast Met. Res. 2006, 19, 73–93. [Google Scholar] [CrossRef]
- Niinomi, M. Mechanical properties of biomedical titanium alloys. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 1998, 243, 231–236. [Google Scholar] [CrossRef]
- Reda, R.; Adel, A. Heat Treatment of Low Cost Beta Titanium Alloy Produced by Investment Casting. J. Pet. Min. Eng. 2020, 22, 35–41. [Google Scholar] [CrossRef]
- Xu, W.; Lu, X.; Zhang, B.; Liu, C.C.; Lv, S.M.; Yang, S.D.; Qu, X.H. Effects of Porosity on Mechanical Properties and Corrosion Resistances of PM-Fabricated Porous Ti-10Mo Alloy. Metals 2018, 8, 188. [Google Scholar] [CrossRef]
- Annur, D.; Kartika, I.; Supriadi, S.; Suharno, B. Titanium and titanium based alloy prepared by spark plasma sintering method for biomedical implant applications-a review. Mater. Res. Express 2021, 8, 012001. [Google Scholar] [CrossRef]
- Zou, L.M.; Yang, C.; Long, Y.; Xiao, Z.Y.; Li, Y.Y. Fabrication of biomedical Ti-35Nb-7Zr-5Ta alloys by mechanical alloying and spark plasma sintering. Powder Metall. 2012, 55, 65–70. [Google Scholar] [CrossRef]
- Zhang, D.Y.; Qiu, D.; Gibson, M.A.; Zheng, Y.F.; Fraser, H.L.; StJohn, D.H.; Easton, M.A. Additive manufacturing of ultrafine-grained high-strength titanium alloys. Nature 2019, 576, 91–95. [Google Scholar] [CrossRef] [PubMed]
- Ponnusamy, P.; Rashid, R.A.R.; Masood, S.H.; Ruan, D.; Palanisamy, S. Mechanical Properties of SLM-Printed Aluminium Alloys: A Review. Materials 2020, 13, 4301. [Google Scholar] [CrossRef]
- Liu, S.Y.; Shin, Y.C. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Cottam, R.; Palanisamy, S.; Avdeev, M.; Jarvis, T.; Henry, C.; Cuiuri, D.; Balogh, L.; Rashid, R.A.R. Diffraction Line Profile Analysis of 3D Wedge Samples of Ti-6Al-4V Fabricated Using Four Different Additive Manufacturing Processes. Metals 2019, 9, 60. [Google Scholar] [CrossRef]
- Schwab, H.; Palm, F.; Kuhn, U.; Eckert, J. Microstructure and mechanical properties of the near-beta titanium alloy Ti-5553 processed by selective laser melting. Mater. Des. 2016, 105, 75–80. [Google Scholar] [CrossRef]
- Zhou, L.B.; Yuan, T.C.; Tang, J.Z.; He, J.J.; Li, R.D. Mechanical and corrosion behavior of titanium alloys additively manufactured by selective laser melting—A comparison between nearly beta titanium, alpha titanium and alpha plus beta titanium. Opt. Laser Technol. 2019, 119, 105625. [Google Scholar] [CrossRef]
- Maimaitiyili, T.; Mosur, K.; Kurzynowski, T.; Casati, N.; Van Swygenhoven, H. Phase Studies of Additively Manufactured Near Beta Titanium Alloy-Ti55511. Materials 2020, 13, 1723. [Google Scholar] [CrossRef]
- Nartu, M.; Flannery, D.; Mazumder, S.; Mantri, S.A.; Joshi, S.S.; Ayyagari, A.V.; McWilliams, B.; Cho, K.; Dahotre, N.B.; Banerjee, R. Influence of Process Parameters on Mechanical and Corrosion Behavior of DED-Processed Biomedical Ti-35Nb-7Zr-5Ta Alloy. Jom 2021, 73, 1819–1827. [Google Scholar] [CrossRef]
- Chen, Y.; Kou, H.C.; Cheng, L.; Zhang, Y.L.; Yu, Y.; Lu, Y.L. Kinetic Diffusion Couple for Mapping Microstructural and Mechanical Data on Ti-Al-Mo Titanium Alloys. Materials 2018, 11, 1112. [Google Scholar] [CrossRef] [PubMed]
- Hu, L.; Xue, Y.; Shi, F. Intermetallic Formation and Mechanical Properties of Ni-Ti Diffusion Couples. Mater. Des. 2017, 130, 175–182. [Google Scholar] [CrossRef]
- Fang, Z.G.Z.; Paramore, J.D.; Sun, P.; Chandran, K.S.R.; Zhang, Y.; Xia, Y.; Cao, F.; Koopman, M.; Free, M. Powder metallurgy of titanium—Past, present, and future. Int. Mater. Rev. 2018, 63, 407–459. [Google Scholar] [CrossRef]
- Wang, H.; Luo, H.L.; Chen, J.Q.; Tang, J.C.; Yao, X.Y.; Zhou, Y.H.; Yan, M. Cost-affordable, biomedical Ti-5Fe alloy developed using elemental powders and laser in-situ alloying additive manufacturing. Mater. Charact. 2021, 182, 111526. [Google Scholar] [CrossRef]
- Ehtemam-Haghighi, S.; Attar, H.; Okulov, I.V.; Dargusch, M.S.; Kent, D. Microstructural evolution and mechanical properties of bulk and porous low-cost Ti-Mo-Fe alloys produced by powder metallurgy. J. Alloys Compd. 2021, 853, 11. [Google Scholar] [CrossRef]
- Lee, T.; Lee, S.; Kim, I.S.; Moon, Y.H.; Kim, H.S.; Park, C.H. Breaking the limit of Young’s modulus in low-cost Ti-Nb-Zr alloy for biomedical implant applications. J. Alloys Compd. 2020, 828, 154401. [Google Scholar] [CrossRef]
- Xu, Y.D.; Gao, J.H.; Huang, Y.H.; Rainforth, W.M. A low-cost metastable beta Ti alloy with high elastic admissible strain and enhanced ductility for orthopaedic application. J. Alloys Compd. 2020, 835, 155391. [Google Scholar] [CrossRef]
- Tsao, L.C.; Hsieh, M.J.; Yu, Y.C. Effects of Sn additions on microstructure and corrosion resistance of heat-treated Ti-Cu-Sn titanium alloys. Corros. Eng. Sci. Technol. 2018, 53, 252–258. [Google Scholar] [CrossRef]
- Gunawarman, B.; Niinomi, M.; Akahori, T.; Souma, T.; Ikeda, M.; Toda, H. Mechanical properties and microstructures of low cost beta titanium alloys for healthcare applications. Mater. Sci. Eng. C-Biomim. Supramol. Syst. 2005, 25, 304–311. [Google Scholar] [CrossRef]
- Nocivin, A.; Raducanu, D.; Vasile, B.; Trisca-Rusu, C.; Cojocaru, E.M.; Dan, A.D.; Irimescu, R.; Cojocaru, V.D. Tailoring a Low Young Modulus for a Beta Titanium Alloy by Combining Severe Plastic Deformation with Solution Treatment. Materials 2021, 14, 3467. [Google Scholar] [CrossRef]
- Zhang, L.C.; Klemm, D.; Eckert, J.; Hao, Y.L.; Sercombe, T.B. Manufacture by selective laser melting and mechanical behavior of a biomedical Ti-24Nb-4Zr-8Sn alloy. Scr. Mater. 2011, 65, 21–24. [Google Scholar] [CrossRef]
- Ehtemam-Haghighi, S.; Attar, H.; Dargusch, M.S.; Kent, D. Microstructure, phase composition and mechanical properties of new, low cost Ti-Mn-Nb alloys for biomedical applications. J. Alloys Compd. 2019, 787, 570–577. [Google Scholar] [CrossRef]
- Azizi, H.; Zurob, H.; Bose, B.; Ghiaasiaan, S.R.; Wang, X.; Coulson, S.; Duz, V.; Phillion, A.B. Additive manufacturing of a novel Ti-Al-V-Fe alloy using selective laser melting. Addit. Manuf. 2018, 21, 529–535. [Google Scholar] [CrossRef]
- Alshammari, Y.; Jia, M.; Yang, F.; Bolzoni, L. The effect of alpha plus beta forging on the mechanical properties and microstructure of binary titanium alloys produced via a cost-effective powder metallurgy route. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2020, 769, 138496. [Google Scholar] [CrossRef]
- Xu, R.J.; Liu, B.; Yan, Z.Q.; Chen, F.; Guo, W.M.; Liu, Y. Low-cost and high-strength powder metallurgy Ti-Al-Mo-Fe alloy and its application. J. Mater. Sci. 2019, 54, 12049–12060. [Google Scholar] [CrossRef]
- Dong, Y.P.; Tang, J.C.; Wang, D.W.; Wang, N.; He, Z.D.; Li, J.; Zhao, D.P.; Yan, M. Additive manufacturing of pure Ti with superior mechanical performance, low cost, and biocompatibility for potential replacement of Ti-6Al-4V. Mater. Des. 2020, 196, 109142. [Google Scholar] [CrossRef]
- Li, G.C.; Li, J.; Tian, X.J.; Cheng, X.; He, B.; Wang, H.M. Microstructure and properties of a novel titanium alloy Ti-6Al-2V-1.5Mo-0.5Zr-0.3Si manufactured by laser additive manufacturing. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2017, 684, 233–238. [Google Scholar] [CrossRef]
- Calvert, E.; Wynne, B.; Weston, N.; Tudball, A.; Jackson, M. Thermomechanical processing of a high strength metastable beta titanium alloy powder, consolidated using the low-cost FAST-forge process. J. Mater. Process. Technol. 2018, 254, 158–170. [Google Scholar] [CrossRef]
- Zhang, Y.W.; Li, S.J.; Obbard, E.G.; Wang, H.; Wang, S.C.; Hao, Y.L.; Yang, R. Elastic properties of Ti-24Nb-4Zr-8Sn single crystals with bcc crystal structure. Acta Mater. 2011, 59, 3081–3090. [Google Scholar] [CrossRef]
- Ahmed, M.; Savvakin, D.G.; Ivasishin, O.M.; Pereloma, E.V. The effect of thermo-mechanical processing and ageing time on microstructure and mechanical properties of powder metallurgy near beta titanium alloys. J. Alloys Compd. 2017, 714, 610–618. [Google Scholar] [CrossRef]












Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).