3. Results and Discussions
Using the L-PBF technique, a typical microstructure, due to local laser melting and layer by layer process, causes higher strength and lower ductility in final products. The basic properties of the CP-Ti samples were investigated first to ensure that traditional techniques such as sheet forming could be substituted with the L-PBF process without the need for any heat treatment. The batches of tensile bars and mechanical behavior of an as-built CP-Ti sample are shown in
Figure 2a,b, respectively. The as-built CP-Ti part showed high relative density (99.58
0.06%) with a higher ultimate tensile strength and elongation-to-failure values than those manufactured by conventional techniques [
22], such as sheet forming as listed in
Table 5. There is no significant difference in ductility between sheet-formed and AMed samples. Thus, an additional annealing process after AM is not introduced in this work.
Since PBF and DED-type AM methods are typically conducted in a build chamber with limited volume, there can be difficulties in printing large-sized products. In our AM system, some bipolar plates are bigger than the bottom base plate (280 280 mm), thus allowing for construction along the height direction. The effect of build direction (width or height) on building behavior and the resultant dimension variation were addressed in this study. Building along the width or height direction is subsequently denoted as WDB or HDB, respectively.
Figure 4 shows the bipolar plates with two different thicknesses (herein t refers to thickness of 1.8 mm or 2.2 mm, respectively): 1.8 and 2.2 t, manufactured along both height and width directions. In the case of WDB or HDB, the long side (
x-axis) or short side (
y-axis) of bipolar plates adjoin a bottom base plate, respectively. WDB was apparently successful at both 1.8 t and 2.2 t thicknesses as shown in
Figure 4a. In contrast, distortion similar to buckling was observed during HDB of the 1.8 t parts in
Figure 4b. It is thought that initiation stress of buckling (σ
b) decreases at thin plate thickness, and residual stress (σ
R) could therefore be larger than σ
b [
17].
The actual dimension deviation from the original design was checked with the plates prepared by the PBF process, as presented in
Table 6. The maximum deviation in WDB manifested at
x length (long side) as minus values (−0.386 mm:1.8 t, −0.460 mm:2.2 t), whereas the that in HDB was observed at
y length (short side) as minus values (−0.258 mm:1.8 t, −0.281 mm:2.2 t). The minus maximum values were always found parallel with a direction of the side edge attached on the bottom base plate. Considering the percentage ratio of the deviation per the side length, the highest relative difference (−0.38%:1.8 t, −0.41%:2.2 t) occurred at the condition of HDB and y length. On the other hand, because the deviation was comparatively negligible and at
z (or thickness) direction, there was no tendency of deviation by the plate thickness and the building directions.
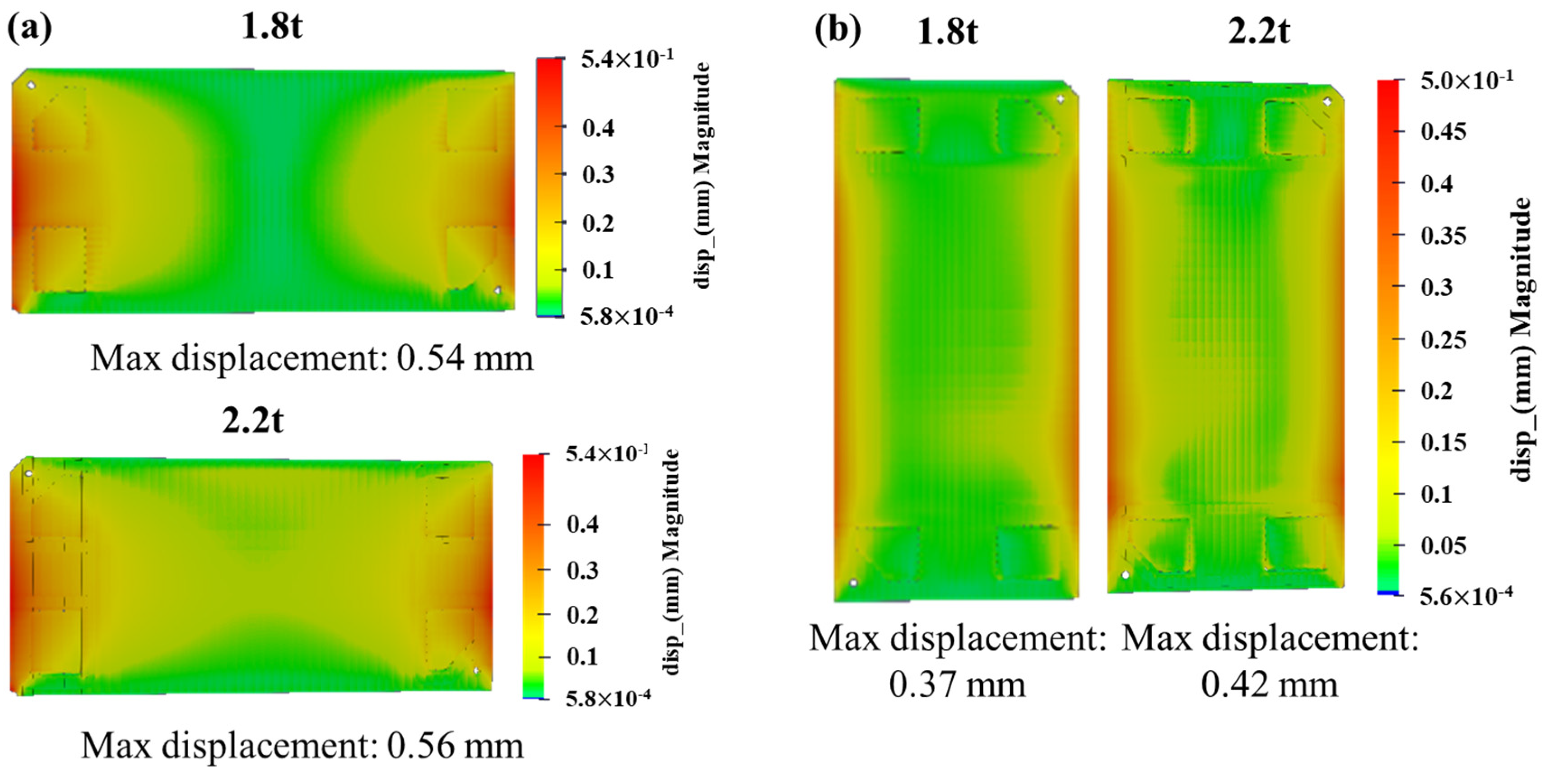
To examine the deviation distribution in detail, 2D displacement distribution of the bipolar plates obtained using a 3D scanner is shown in
Figure 5 according to the thickness and the build direction. WDB exhibits most distortion at the edge of the middle region of both 1.8 t and 2.2 t parts in
Figure 5a. As the thickness of the parts increased from 1.8 t to 2.2 t, an overall distorted region increased (see a yellow area). The maximum displacement, however, increased a little (3.6%) from 0.54 mm to 0.56 mm. In the case of HDB (
Figure 5b), the most distortion occurred at the edge of middle region, similarly with WDB. It expands the distorted region to increase the plate thickness, and the maximum displacement also increased from 0.37 mm to 0.42 mm (13.5%), larger than in WDB, in
Figure 4b.
It has been reported that as the thickness increases, the material mass and heat capacity also increase, as does the strain [
33]. In this study, since not only the thickness but also the building direction changes, such a thickness effect necessitates incorporation into the consideration of a building volume per layer (BVPL,
), which encapsulate both the thickness and build direction.. To examine the relation between dimension deviation and BVPL, the displacement which happened under some BVPL values was predicted using FE model simulation.
Figure 6 shows the 2D displacement distribution and maximum displacement at different BVPL values. The simulated displacement distribution is generally coincidental with the previous experiment results at various BVPL values. The maximum displacement was marked at the upper edge for BVPL values of 3.105, 4.14, and 5.175 mm
3 (
Figure 6a), whereas, for BVPL values of 6.57, 8.76, 10.95, and 19.32 mm
3, the maximum displacement occurred at the middle edge (
Figure 6b).
The finite element (FE) model and experimental results were compiled and summarized in
Table 7, taking into account the BVPL.
Figure 7 indicates the relation of the FE model and experimental results as a plot. As a result of the fitting, both the FE model and the experimental value have a linear relationship between maximum displacement and BVPL. The correlation coefficients between BVPL and maximum displacement for FE model and experimental results are 0.9989 and 0.9981. The predicted results of the maximum displacement of the FE model were larger than the experimental results, most probably because the heated powder bed factor during building was ignored in the FE model. To analyze the relationship between BVPL and maximum displacement in more detail, design factors of part thickness, width, and height were considered, as summarized in
Table 8. A thermal deformation simulation was conducted, with the axis of displacement being normal to the surface of each component. The results demonstrated that an increase in BVPL corresponded to an increase in the maximum displacement, as illustrated in
Figure 7.
Chen et al. [
34] suggests that during the building of thin plates, the direction of stress is a critical factor in determining structural stability. As the thickness of these plates decreases, it is predominantly longitudinal stress that becomes increasingly influential [
35]. Hence, it was undertaken to compare and analyze longitudinal stress in relation to building direction (
z-direction). As a result of the residual stress distribution (
Figure 8), the largest tensile stress was observed in the
z-direction (building direction) from the edge of the bottom (the connection area between the parts and the substrate) in all parts. As the BVPL increased from 3.105 mm
3 to 4.14 mm
3, a maximum residual tensile stress in
z-direction was observed to be 600 MPa, but as the BVPL increased by 5.175 mm
3 or more, the maximum residual tensile stress in the
z-direction increased to 710 MPa. The stress distribution according to the height of the part, based on the point where the maximum residual tensile stress occurs at the end of the part, was analyzed according to the BVPL, and the results are shown in
Figure 8c. During the initial building, the melt pool shrinks during solidification due to a rapid cooling rate, but this shrinkage is suppressed by the base plate, resulting in the highest tensile residual stress [
36]. As the BVPL increased from 3.105 mm
3 to 10.95 mm
3, the maximum residual tensile stress increased from 600 MPa to 680 MPa. Subsequently, as the building continues, a constant tensile residual stress along the building direction is maintained and then converted to compressive residual stress, completing the building process. In other words, as the BVPL increases, a high initial tensile residual stress occurs in the building direction, followed by observed similar residual stress behavior. These results suggest that, in the small BVPL range, the maximum displacement and BVPL have a linear relationship, likely attributed to higher residual stress. It can be supported by the works of Parry et al. [
37], in which they state that the magnitude of residual stress during the manufacturing process of rectangular forms is determined by the scan vector length.
Meanwhile, Chen et al. [
34] reported that the maximum displacement of a Ti-6Al-4V thin-walled part decreased as the thickness increased during the building process, due to a reduction in the thermal accumulation effect and an increase in constraint strength in the building area. However, in this study, a significant increase in maximum displacement was observed in thick CP-Ti plates with increasing BVPL. This can be attributed to the reduction in thermal accumulation due to the higher thermal conductivity of CP-Ti (16.4 W/m·K) compared to the Ti-6Al-4V alloy (6.7 W/m·K). The result implies that the temperature gradient between the bottom baseplate and the top layer during the building process does not play a significant role to the distortion of CP-Ti thin plate. However, as the BVPL increases, the heat conduction and distribution to the base plate increase, suggesting an increase in maximum displacement. In addition, it can explain why low residual stress and small deviation take place at HDB, having small BVPL value (or heat transfer area) and a long heat transfer length.
For validation of the above assumption, more specific design cases of the bipolar plates are presented with a series of analysis sequences in
Figure 9. It includes (i) the drawing of the designed plates (
Figure 9a), (ii) the 3D scan results (
Figure 9b), (iii) the finite element analysis of the previously designed thin plate (taking into account the BVPL), and (iv) the building results of the newly redesigned thin plate (
Figure 9c). A comparative analysis was performed by designing plates with a high aspect ratio (ranging from 1:2.12 to 1:3.74) and low thickness (1.5 t) to investigate the impact of reducing the BVPL when compared to the previous parts. As a result of a 3D scan after building (
Figure 9b), a large dimensional deviation of height versus width is observed, and this also shows the lowest maximum displacement (0.205 mm). According to
Figure 9c, the correlation coefficient, fitting with the previous FE model, was 0.93554, which indicates that the maximum displacement value decreases as the building volume decreases. As the aspect ratio increases, the heat dispersion cross-sectional area decreases compared to the previously scanned area, resulting in a higher possibility of thermal deformation [
37]. However, due to the low BVPL in the height direction, it is anticipated to have the lowest maximum displacement value (0.205 mm).














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}