

Study on Microstructure, Mechanical Performance and Thermal Shock Resistance of Diffusion Welded Joint of ODS-W and TZC Alloy


Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
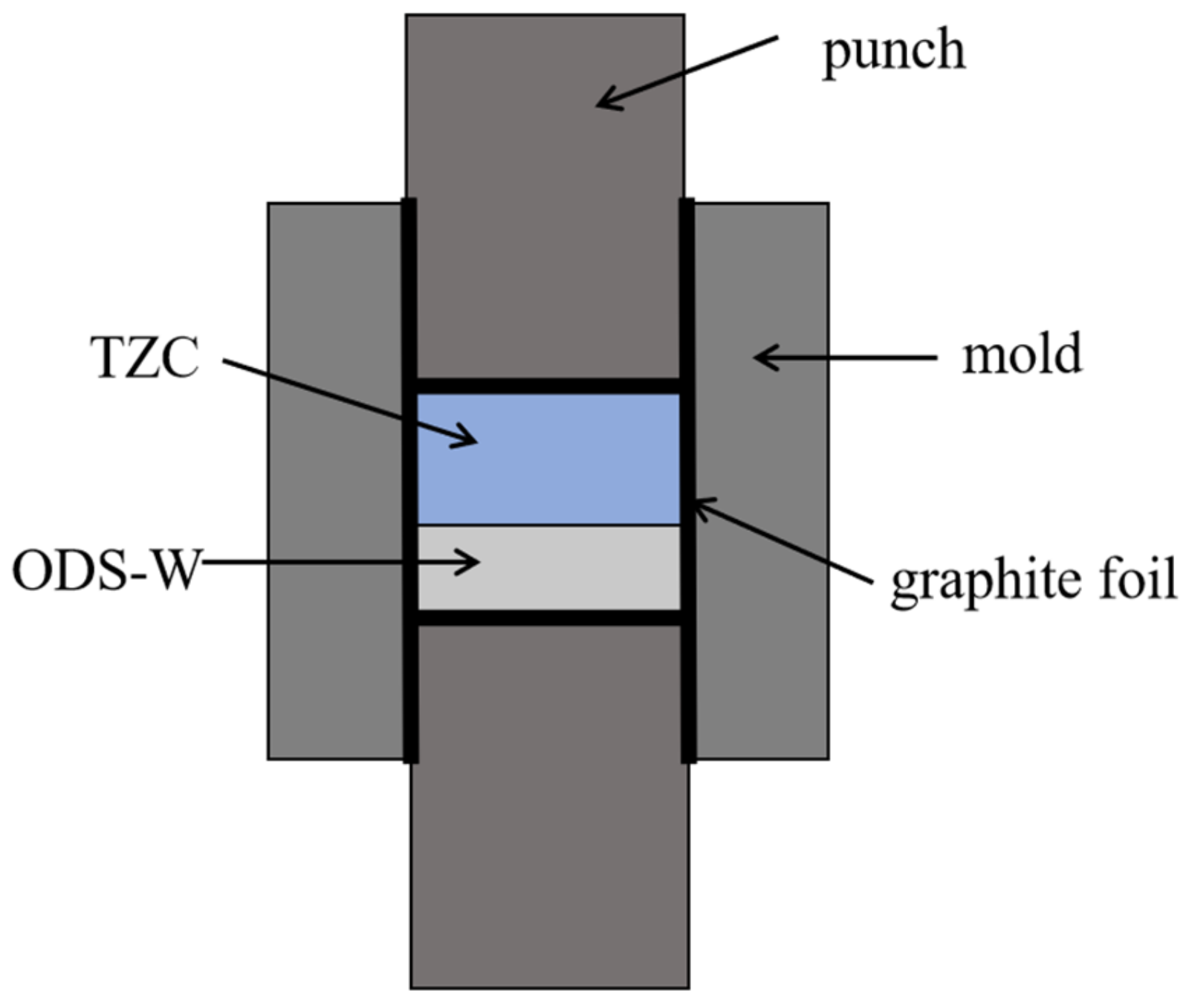
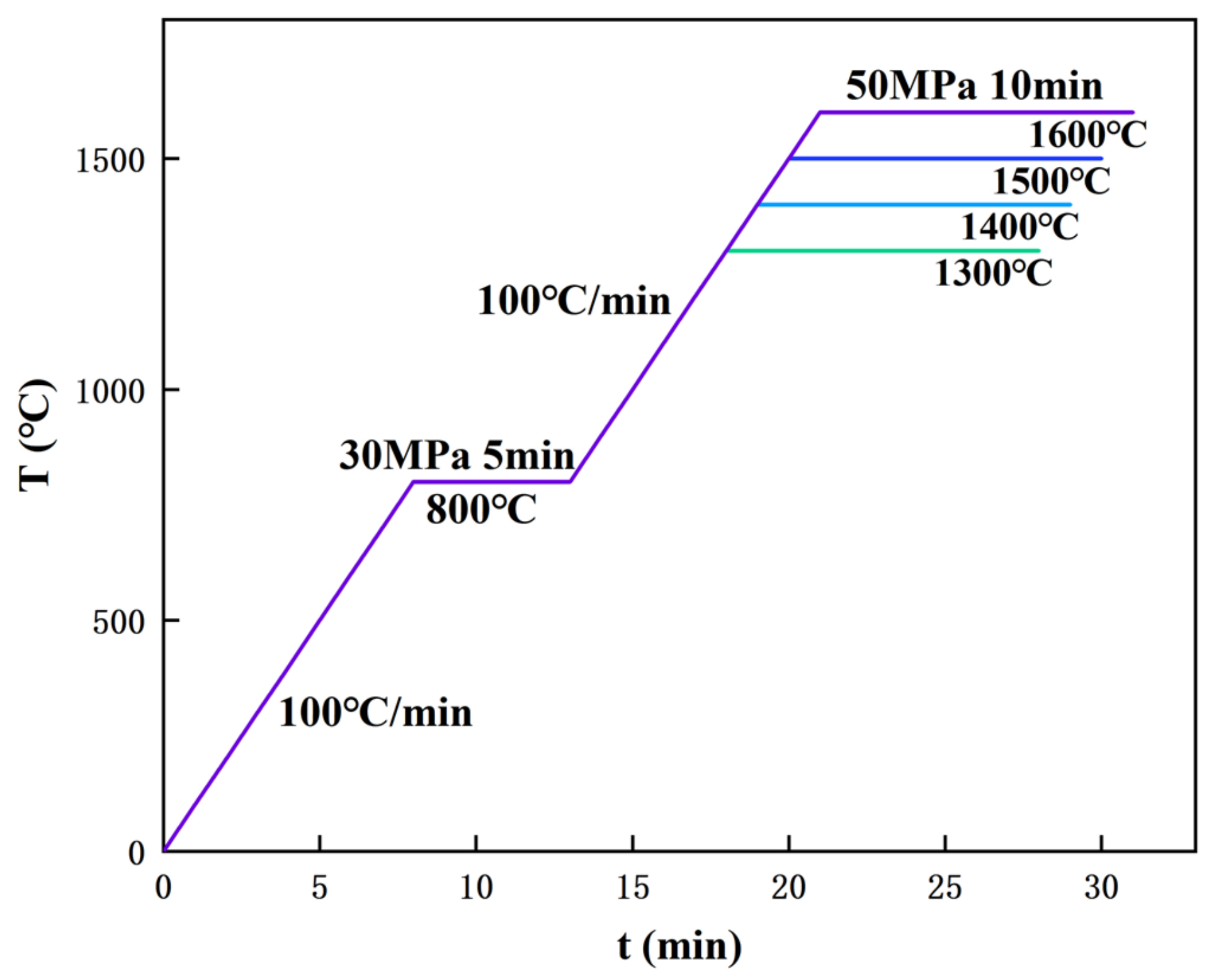
2.2. Diffusion Welding Using SPS Technique
2.3. Microstructure and Performance Analysis
3. Results
3.1. Microstructure Analysis
3.2. Mechanical Performance
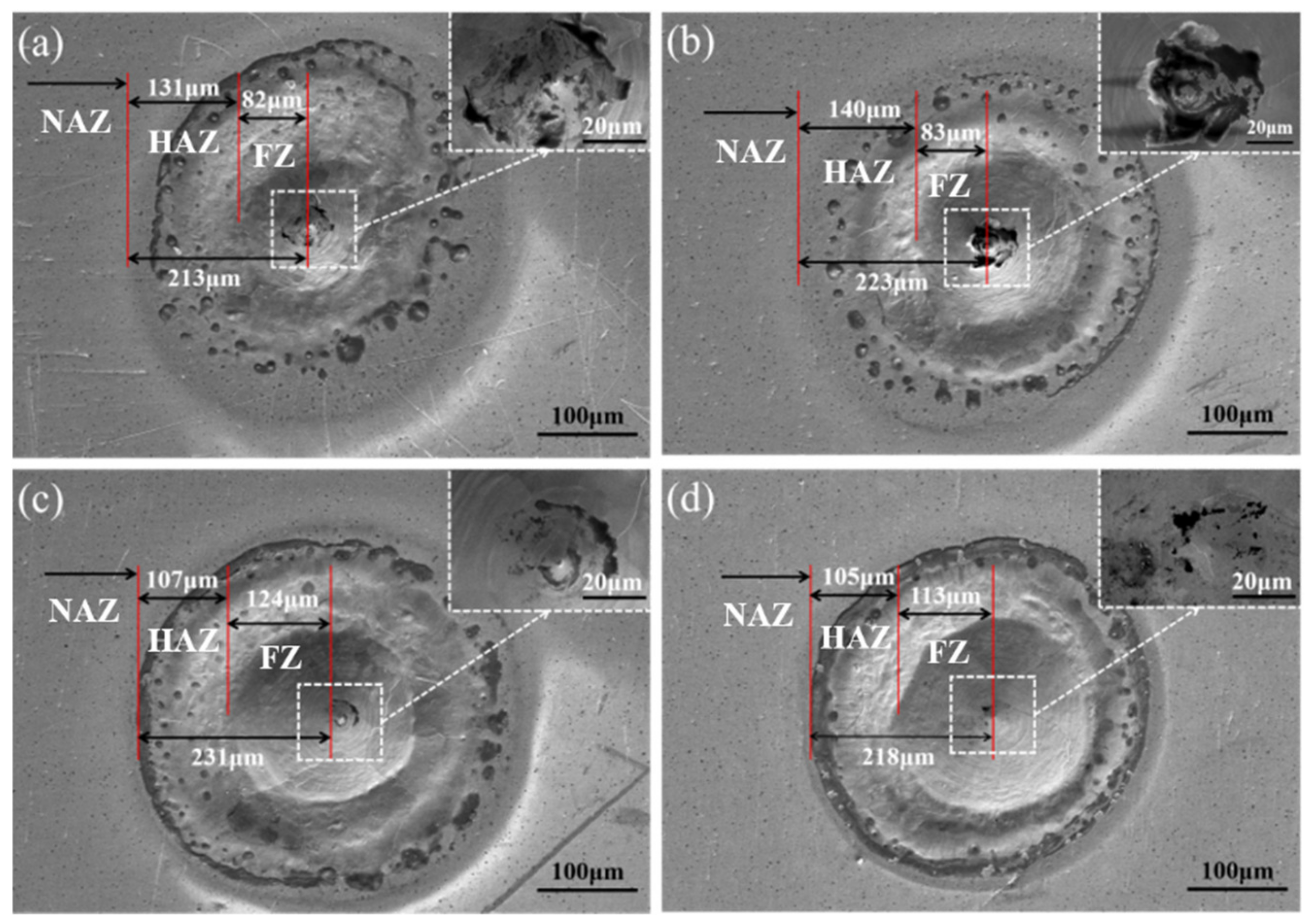
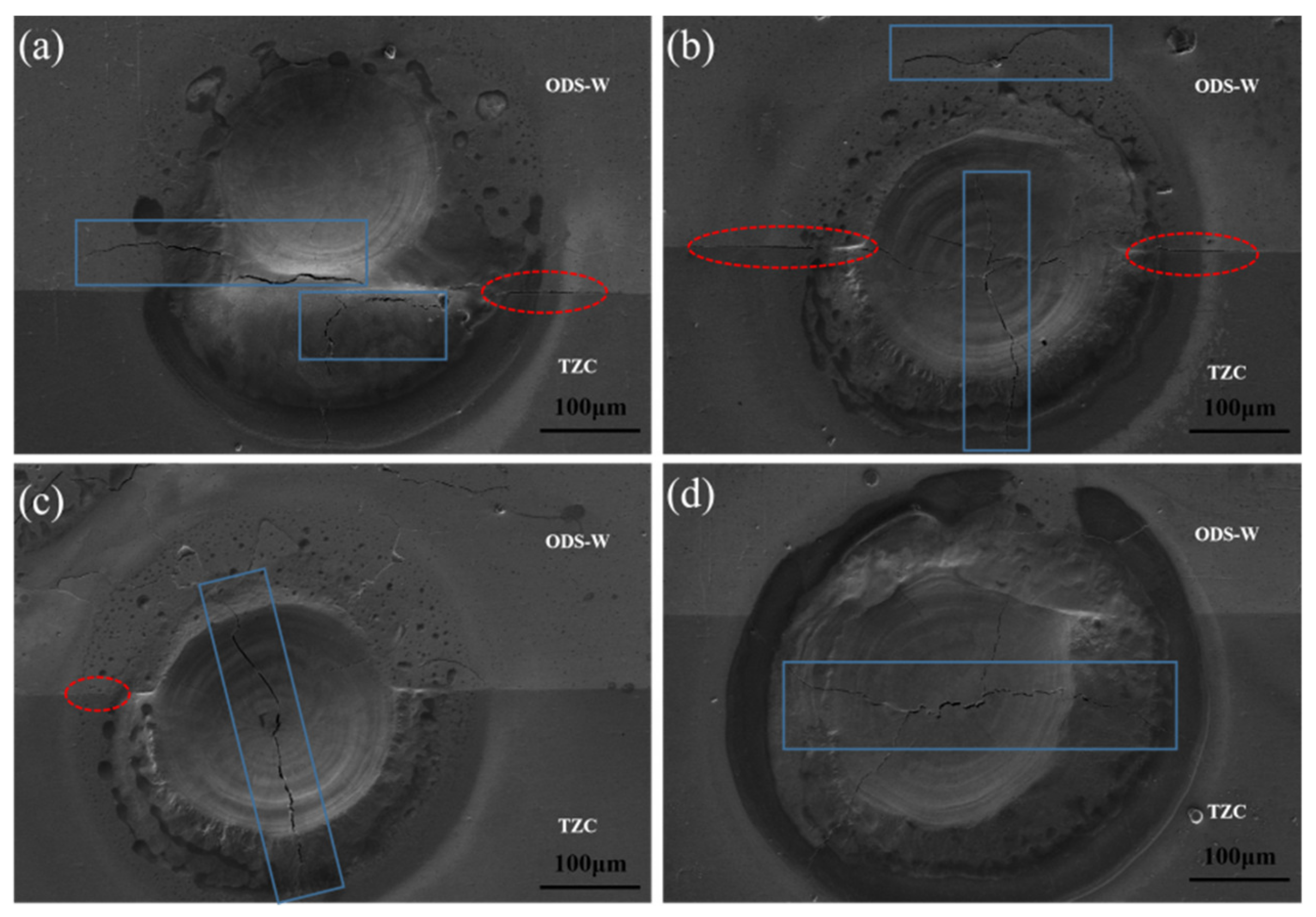
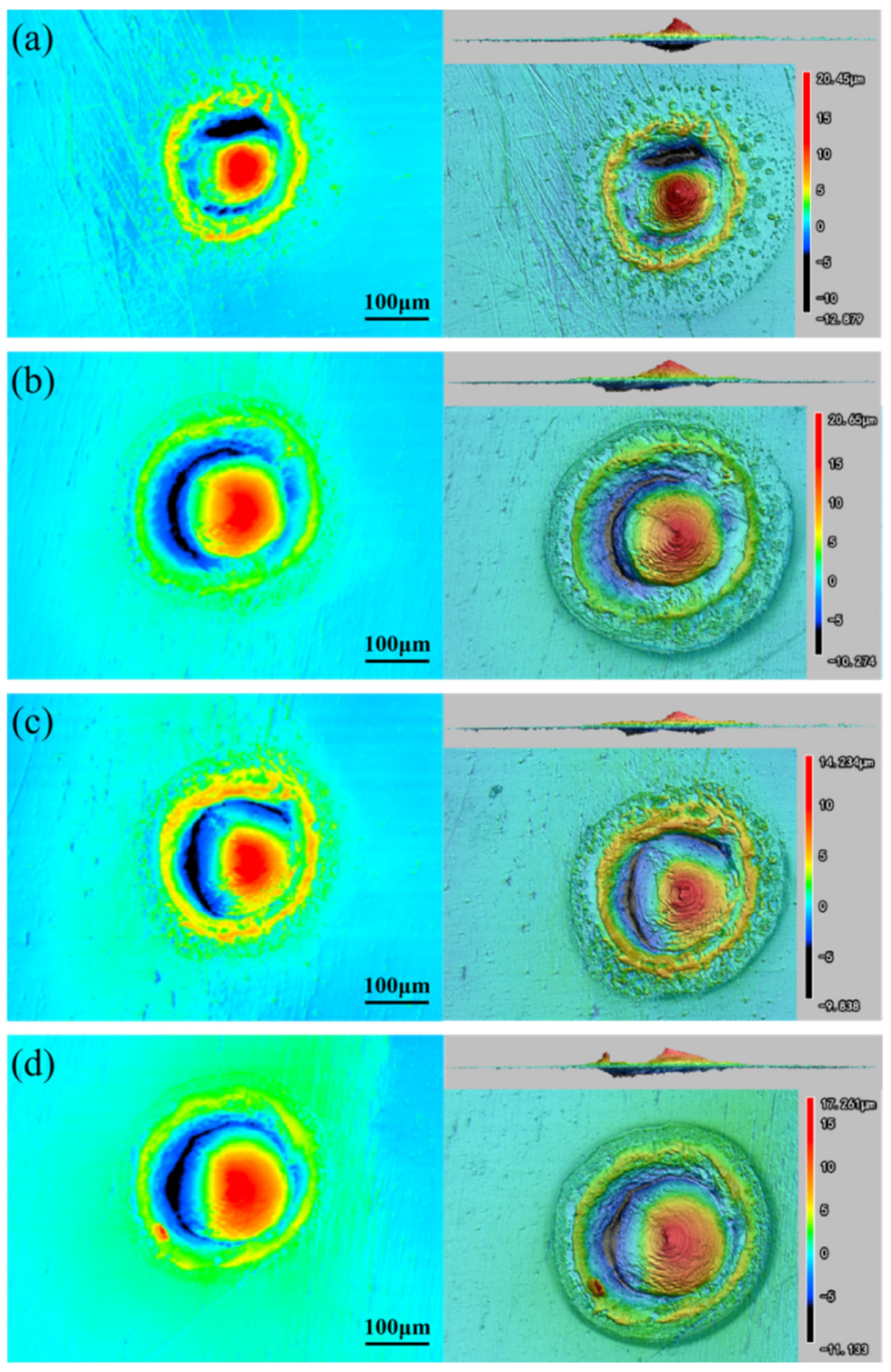
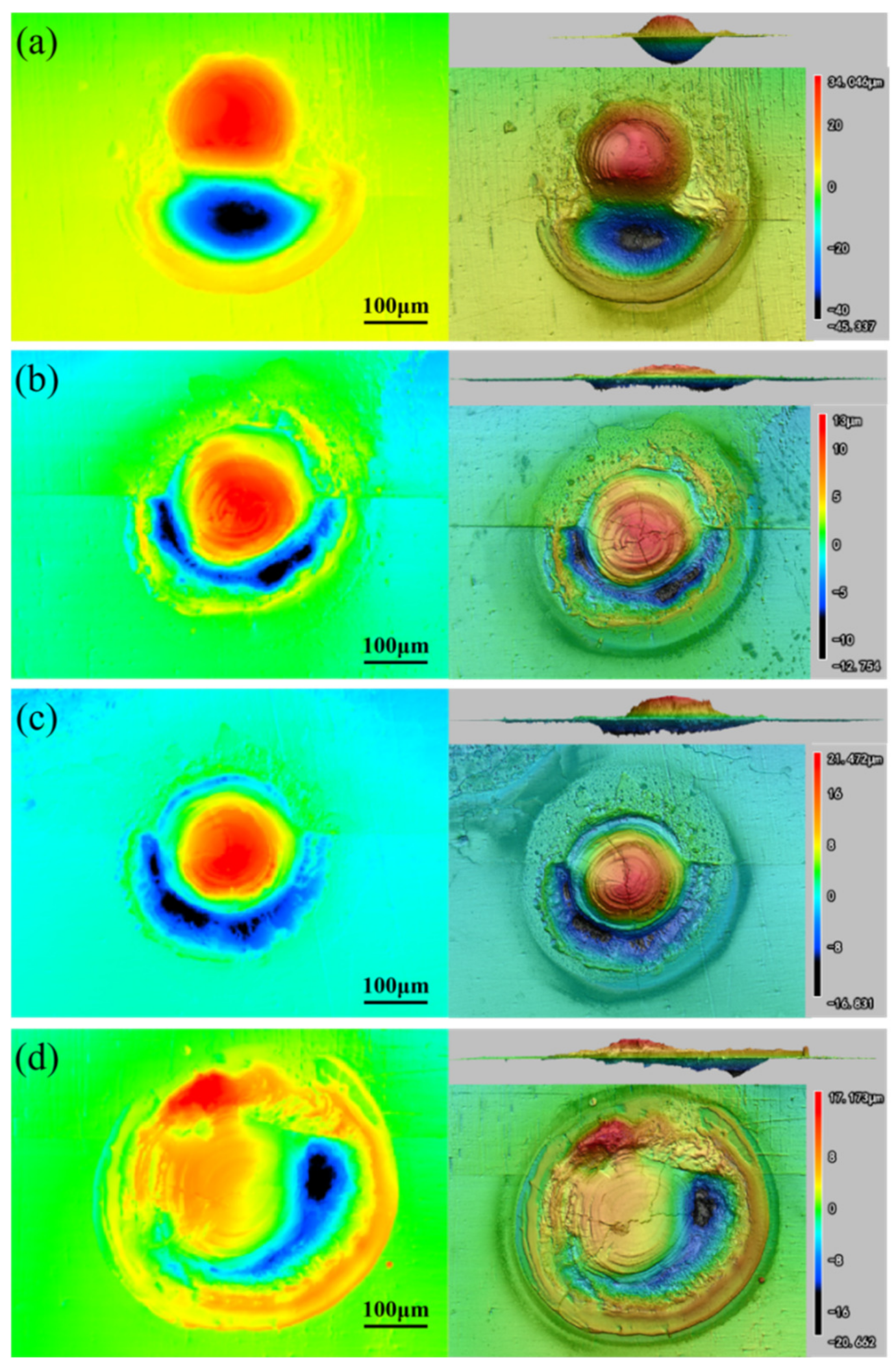
3.3. Damage of ODS-W/TZC Subjected to Transient Laser Thermal Load
4. Conclusions
- (1)
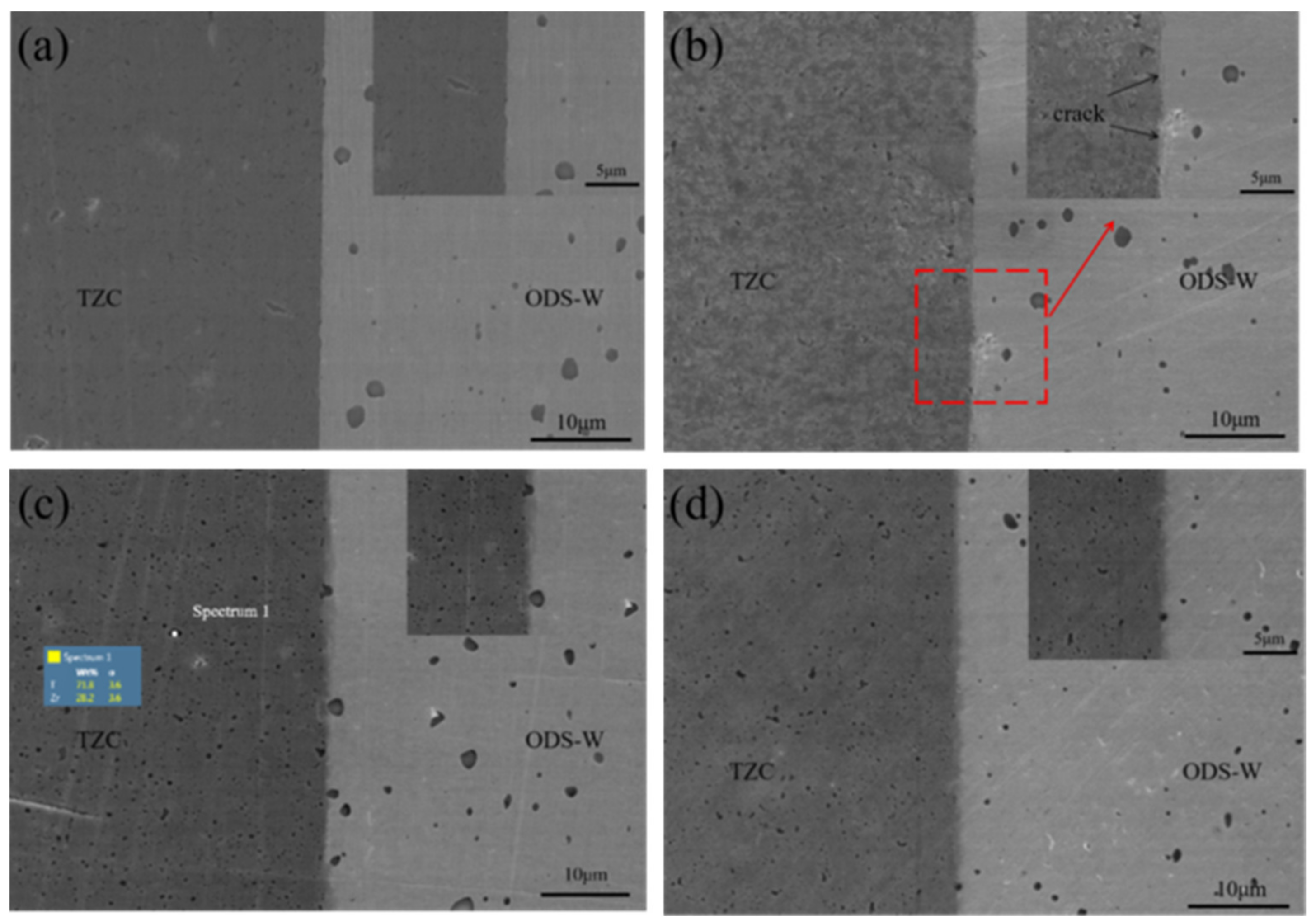
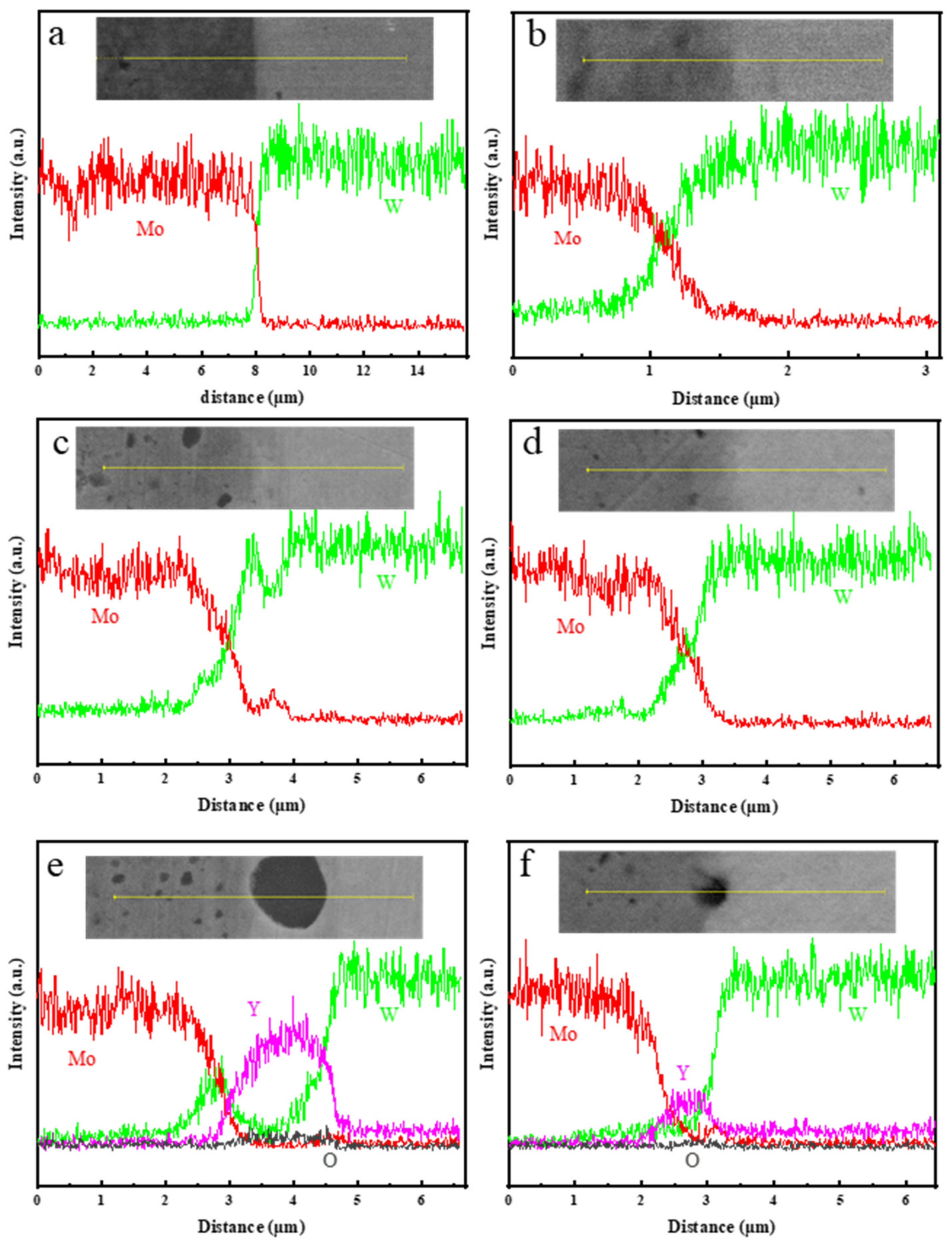
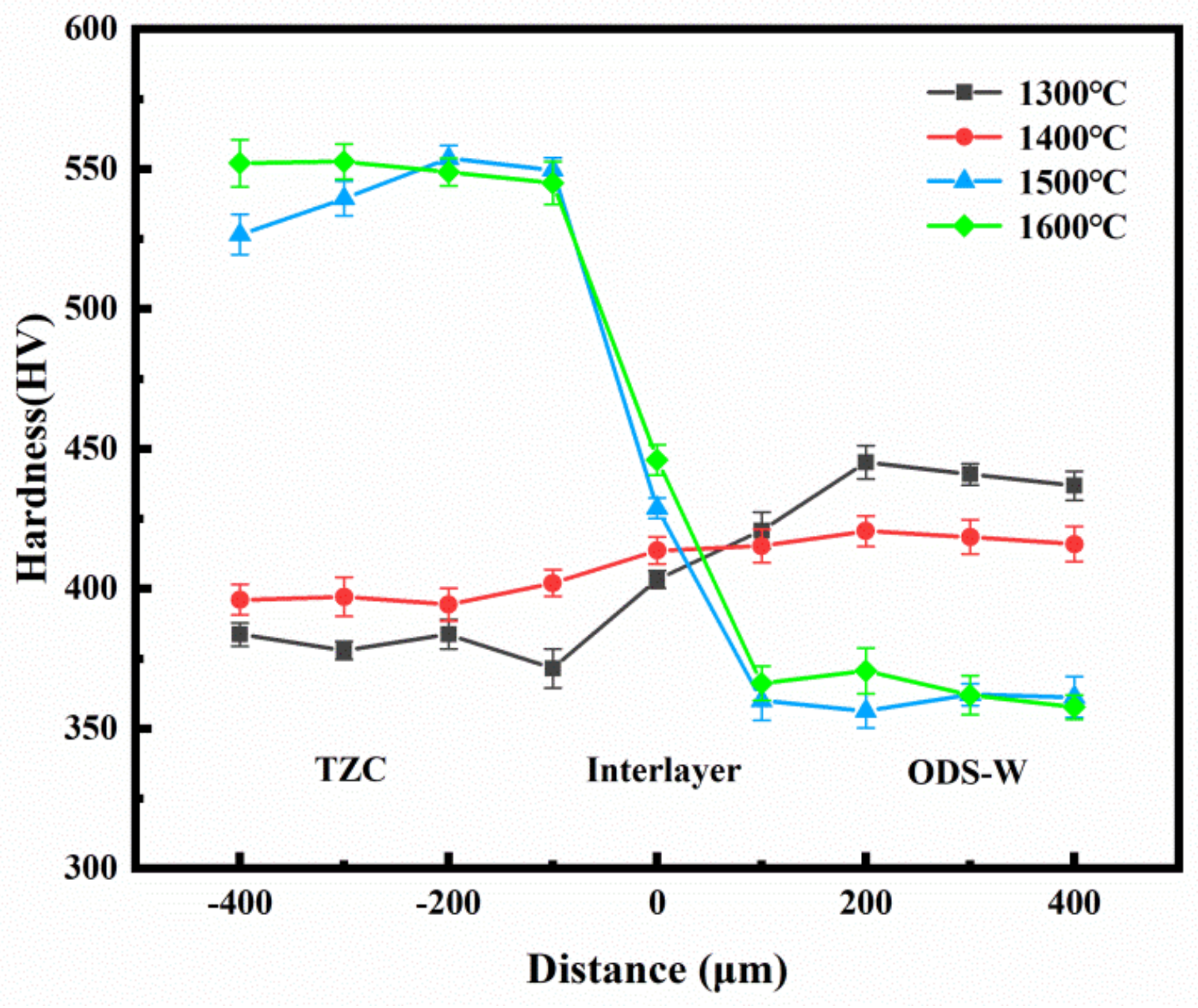
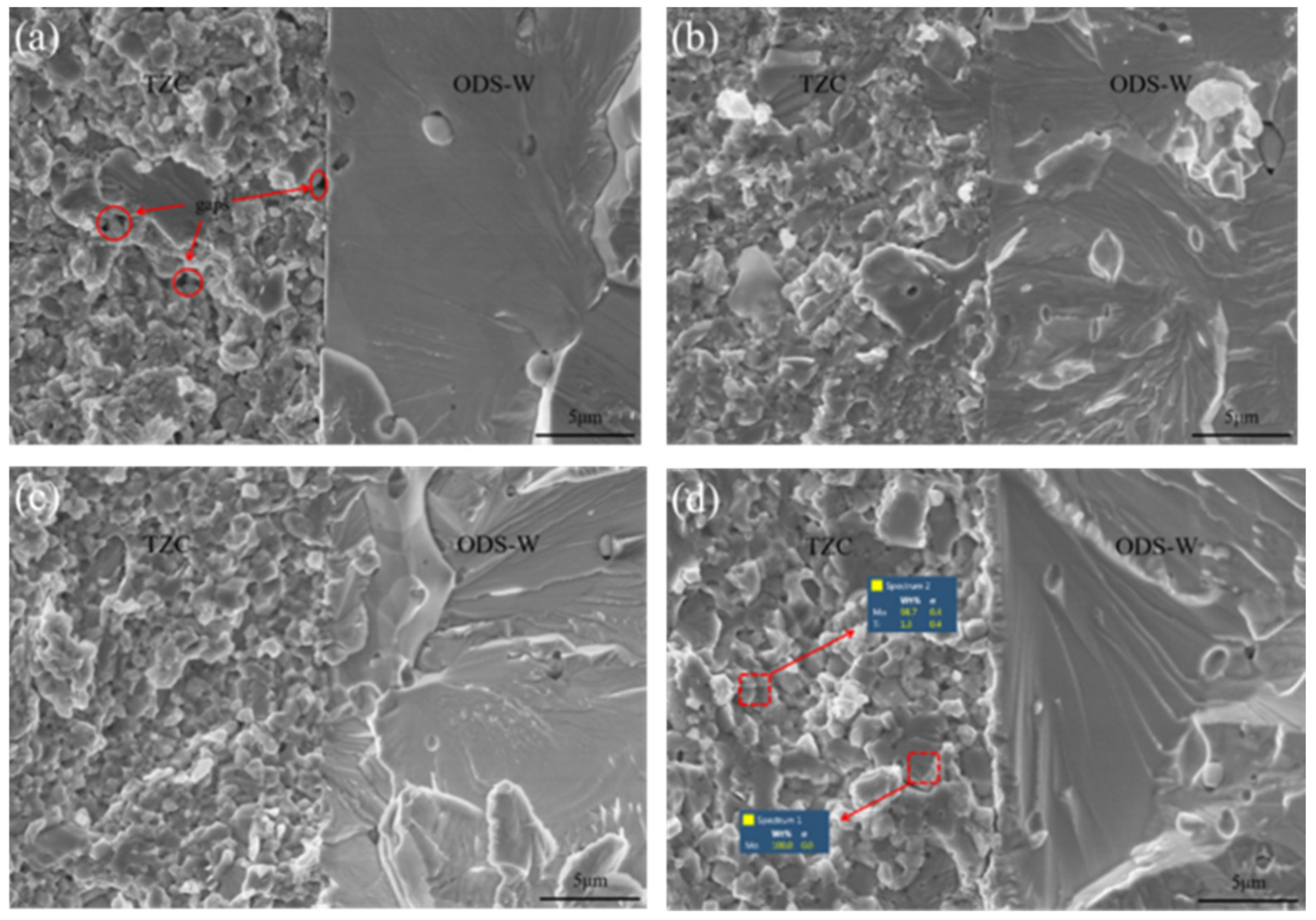
- When the sintering temperature is above 1500 °C, TZC will begin to densify, and there is no obvious defect at the interface. As the sintering temperature increases, diffusion of W and Mo atoms at the joint interface becomes more extensive, with a diffusion distance of up to 2 μm observed at 1500 °C. However, sintering at 1600 °C leads to grain growth caused by recrystallization of ODS-W and decreases the diffusion distance because of the reduced area of grain boundaries. In addition, the presence of Y2O3 second phase particles at the interface will promote the interdiffusion between W and Mo atoms.
- (2)
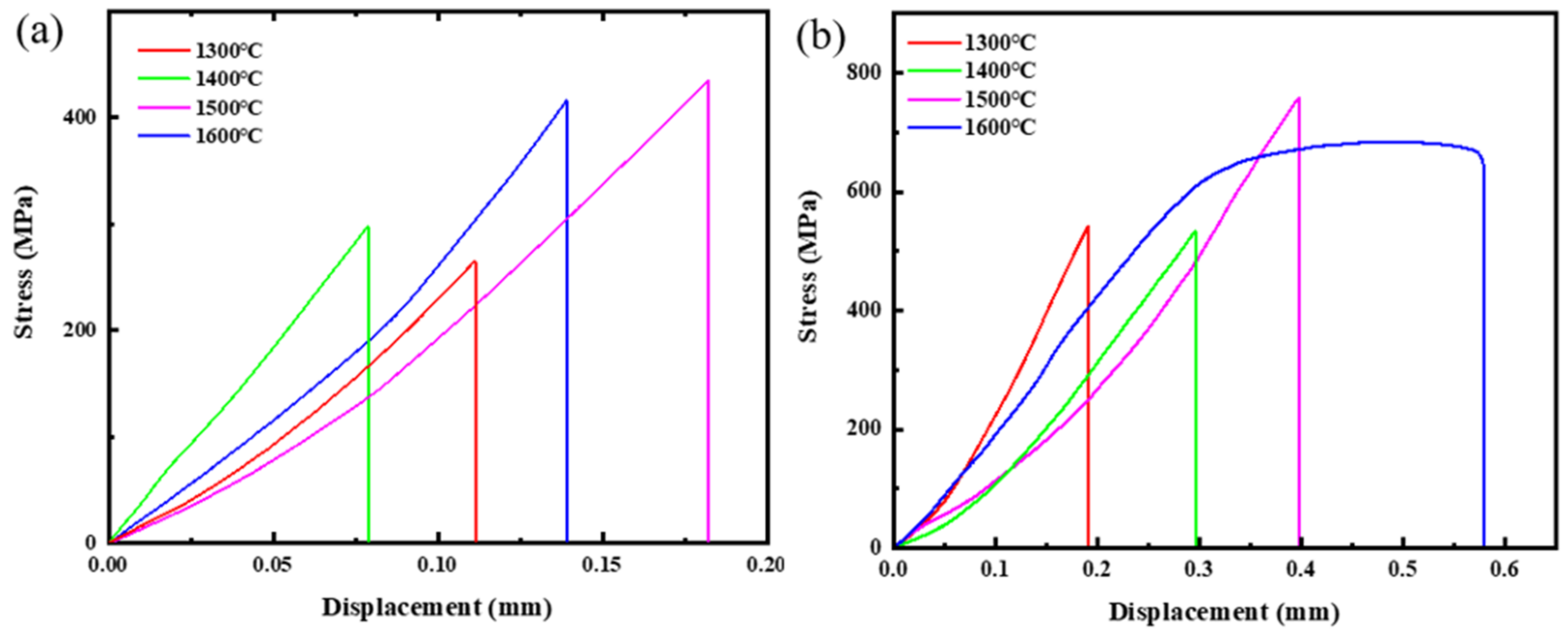
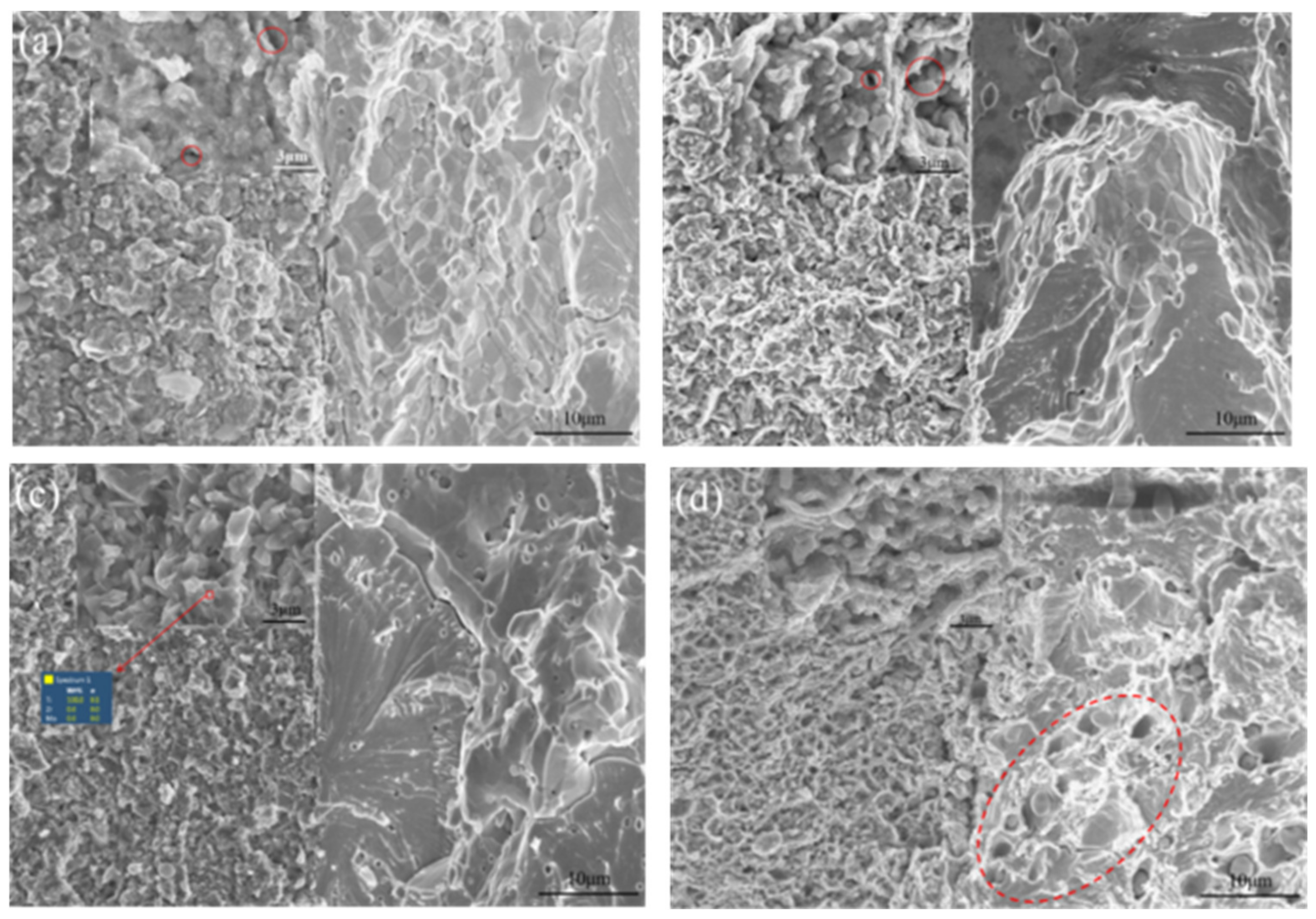
- The tensile strength of the ODS-W/TZC connector exhibits an initial enhancement followed by a slight reduction with increasing sintering temperatures. Specifically, the maximum tensile strength is achieved at sintering temperature of 1500 °C, with values of 459 MPa and 786 MPa obtained at room temperature and 500 °C, respectively.
- (3)
- The ODS-W/TZC connector exhibits an optimal thermal shock resistance when sintered at 1500 °C, as indicated by the comprehensive results of the performed thermal shock tests. Analysis utilizing CLSM demonstrates that the surface and interface of the ODS-W/TZC connector exhibit a markedly reduced height undulation compared to that of the ODS-W sample, providing evidence for its superior thermal shock resistance.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kaserer, L.; Braun, J.; Stajkovic, J.; Leitz, K.H.; Singer, P.; Letofsky-Papst, I.; Kestler, H.; Leichtfried, G. Molybdenum alloy Mo-Ti-Zr-C adapted for laser powder bed fusion with refined isotropic microstructure and excellent high temperature strength. Int. J. Refract. Met. Hard Mater. 2023, 113, 106174. [Google Scholar] [CrossRef]
- Tian, G.; Xu, L.; Fang, H.; Li, Z.; Li, X.; Zhou, Y.; Wei, S. Deformation behavior and microstructure evolution of TZM alloy with 1.0wt%ZrO2 under high temperature compression. Int. J. Refract. Met. Hard Mater. 2023, 117, 106382. [Google Scholar] [CrossRef]
- Meng, X.C.; Li, L.; Li, C.L.; Andruczyk, D.; Tritz, K.; Maingi, R.; Huang, M.; Zhang, D.H.; Xu, W.; Sun, Z.; et al. Corrosion characteristics of Mo and TZM alloy for plasma facing components in molten lithium at 623 K. Corros. Sci. 2022, 200, 110202. [Google Scholar] [CrossRef]
- Chakraborty, S.P.; Banerjee, S.; Singh, K.; Sharma, I.G.; Grover, A.K.; Suri, A.K. Studies on the development of protective coating on TZM alloy and its subsequent characterization. J. Mater. Process. Technol. 2008, 207, 240–247. [Google Scholar] [CrossRef]
- Yavas, B.; Goller, G. Functional design to protect TZM alloy against oxidation. Oxid. Met. 2021, 95, 389–407. [Google Scholar] [CrossRef]
- Gaganidze, E.; Chauhan, A.; Schneider, H.C.; Terentyev, D.; Borghmans, G.; Aktaa, J. Fracture-mechanical properties of neutron irradiated ITER specification tungsten. J. Nucl. Mater. 2021, 547, 152761. [Google Scholar] [CrossRef]
- Wu, M.; Wang, Z.; Zhang, N.; Ge, C.; Zhang, Y. Theoretical predictions of the structural and mechanical properties of tungsten–rare earth element alloys. Materials 2021, 14, 3046. [Google Scholar] [CrossRef] [PubMed]
- Hu, W.Q.; Yu, L.M.; Ma, Z.Q.; Liu, Y.C. W-Y2O3 composite nanopowders prepared by freeze-drying method and its sintering characteristics. J. Alloys Compd. 2019, 806, 127–135. [Google Scholar] [CrossRef]
- Li, L.; Dong, Z.; Ma, Z.; Liu, C.; Yu, L.; Liu, Y. Ultrahigh strength and toughness in W-Y2O3 alloy with bimodal and lamellar structures. Mater. Res. Lett. 2023, 11, 439–445. [Google Scholar]
- Wei, M.; Feng, F.; Wang, J.; Qiang, J.; Shi, Y.; Hao, S.; Liu, X.; Wang, Y.; Lian, Y. Room temperature ductile W-Y2O3 alloy with high thermal shock resistance. Int. J. Refract. Met. Hard Mater. 2023, 114, 106261. [Google Scholar] [CrossRef]
- Mastikhin, E.Y.; Bashurin, A.V.; Kolmykov, V.I. Diffusion welding of structures made of titanium and aluminium alloys using the superplasticity effect. Weld. Int. 2015, 29, 985–987. [Google Scholar] [CrossRef]
- Liu, W.S.; Pang, X.K.; Cai, Q.S.; Ma, Y.Z.; Zhu, W.T. Fabrication of W/steel joint using hot isostatic pressing with Ti/Cu/Ti liquid forming interlayer. Fusion Eng. Des. 2018, 135, 59–64. [Google Scholar] [CrossRef]
- Liu, D.G.; Meng, L.; Zou, J.X.; Luo, L.M.; Wu, Y.C. Microstructure and properties of silver-added W-Cu prepared by infiltration sintering. Int. J. Refract. Met. Hard Mater. 2022, 108, 105947. [Google Scholar] [CrossRef]
- Song, X.G.; Han, G.H.; Hu, S.P.; Zhao, H.Y.; Li, Y.; Wang, M.R.; Shi, B. Evaluation of TZM/ZrCp-W joint brazed with Ti-35Ni fifiller: Microstructure and mechanical properties. Mater. Sci. Eng. A 2019, 742, 190–200. [Google Scholar] [CrossRef]
- Han, G.H.; Bian, H.; Zhao, H.Y.; Song, X.G.; Li, Y.; Liu, D.; Cao, J.; Feng, J.C. Interfacial microstructure and mechanical properties of TZM alloy and ZrC particle reinforced tungsten composite joint brazed using Ti-61Ni Fifiller. J. Alloys Compd. 2018, 747, 266–275. [Google Scholar] [CrossRef]
- Abedi, M.; Sovizi, S.; Azarniya, A.; Giuntini, D.; Seraji, M.E.; Hosseini, H.R.M.; Amutha, C.; Ramakrishna, S.; Mukasyan, A. An analytical review on Spark Plasma Sintering of metals and alloys: From processing window, phase transformation, and property perspective. Crit. Rev. Solid State Mater. Sci. 2023, 48, 169–214. [Google Scholar] [CrossRef]
- Ananthakumar, K.; Vivekanandhan, P.; Kumaran, S. Spark plasma assisted diffusion bonding of titanium and stainless steel: Role of pulse current in diffusion kinetics and microstructural evolution. Vacuum 2020, 177, 109394. [Google Scholar] [CrossRef]
- Leszczyńska-Madej, B.; Garbiec, D.; Madej, M. Effect of sintering temperature on microstructure and selected properties of spark plasma sintered Al-SiC composites. Vacuum 2019, 164, 250–255. [Google Scholar] [CrossRef]
- Frelek-Kozak, M.; Kurpaska, L.; Wyszkowska, E.; Jagielski, J.; Jozwik, I.; Chmielewski, M. Evaluation of consolidation method on mechanical and structural properties of ODS RAF steel. Appl. Surf. Sci. 2018, 446, 215–221. [Google Scholar] [CrossRef]
- Chmielewski, M.; Nosewicz, S.; Wyszkowska, E.; Kurpaska, Ł.; Strojny-Nędza, A.; Piątkowska, A.; Bazarnik, P.; Pietrzak, K. Analysis of the micromechanical properties of copper-silicon carbide composites using nanoindentation measurements. Ceram. Int. 2019, 45, 9164–9173. [Google Scholar] [CrossRef]
- Moazzen, P.; Toroghinejad, M.R.; Zargar, T.; Cavaliere, P. Investigation of hardness, wear and magnetic properties of NiCoCrFeZrx HEA prepared through mechanical alloying and spark plasma sintering. J. Alloys Compd. 2021, 892, 161924. [Google Scholar] [CrossRef]
- Yang, Z.; Hu, K.; Hu, D.W.; Han, C.L.; Tong, Y.G.; Yang, X.Y.; Wei, F.Z.; Zhang, J.X.; Shen, Y.; Chen, J.; et al. Diffusion bonding between TZM alloy and WRe alloy by spark plasma sintering. J. Alloys Compd. 2018, 764, 582–590. [Google Scholar] [CrossRef]
- Liu, D.G.; Ma, H.R.; Ruan, C.F.; Luo, L.M.; Zan, X.; Wang, Z.M.; Wu, Y.C. Effective joining between oxide dispersion strengthened tungsten-based material (ODS-W) and TZM alloy via spark plasma sintering technology. Results Mater. 2021, 9, 100175. [Google Scholar] [CrossRef]
- Husam, A.S.; Abdullah, M.J. Preparation of ZnO nanostructures by RF-magnetron sputtering on thermally oxidized porous silicon substrate for VOC sensing application. Measurement 2015, 59, 248–257. [Google Scholar]
- Jiang, D.F.; Long, J.Y.; Cai, M.Y.; Lin, Y.; Fan, P.X.; Zhang, H.J.; Zhong, M.L. Femtosecond laser fabricated micro/nano interface structures toward enhanced bonding strength and heat transfer capability of W/Cu joining. Mater. Des. 2017, 114, 185–193. [Google Scholar] [CrossRef]
- Olejarz, A.; Huo, W.Y.; Zieliński, M.; Diduszko, R.; Wyszkowska, E.; Kosińska, A.; Kalita, D.; Jóźwik, I.; Chmielewski, M.; Fang, F.; et al. Microstructure and mechanical properties of mechanically-alloyed CoCrFeNi high-entropy alloys using low ball-to-powder ratio. J. Alloys Compd. 2023, 938, 168196. [Google Scholar] [CrossRef]
- Liu, Y.J.; Long, Z.H.; Du, Y.; Sheng, G.; Wang, J.; Zhang, L.J. Diffusion characteristics and atomic mobilities for bcc refractory Mo-Ta, Mo-W, and Mo-Nb alloys. Calphad 2012, 36, 110–117. [Google Scholar] [CrossRef]
- Zan, X.Q.; Wang, D.Z.; Shi, K.H.; Sun, A.K.; Xu, B. Effect of MoSi2/rare earth composite particles on microstructure and mechanical properties of molybdenum. Int. J. Refract. Met. Hard Mater. 2011, 29, 505–508. [Google Scholar] [CrossRef]
- Liu, R.Z.; Wang, K.S.; Feng, P.F.; An, G.; Yang, Q.L.; Zhao, H. Microstructure and tensile properties of Mo alloy synthetically strengthened by nano-Y2O3 and nano-CeO2. Rare Met. 2014, 33, 58–64. [Google Scholar] [CrossRef]
- Yao, L.Y.; Wei, S.Z.; Zhou, Y.C.; Xu, L.J.; Chen, C.; Sun, T.L.; Shi, P.P. Preparation and characterization of Mo/ZrO2-Y2O3 composites. Int. J. Refract. Met. Hard Mater. 2018, 75, 202–210. [Google Scholar] [CrossRef]
- Tuzemen, C.; Yavas, B.; Akin, I.; Yucel, O.; Sahin, F.; Goller, G. Production and characterization of TZM based TiC or ZrC reinforced composites prepared by spark plasma sintering (SPS). J. Alloys Compd. 2019, 781, 433–439. [Google Scholar] [CrossRef]
- Ohser-Wiedemann, R.; Weck, C.; Martin, U.; Müller, A.; Seifert, H.J. Spark plasma sintering of TiC particlereinforced molybdenum composites. J. Alloys Compd. 2012, 32, 1–6. [Google Scholar]
- Danisman, C.B.; Yavas, B.; Yucel, O.; Sahin, F.; Goller, G. Processing and characterization of spark plasma sintered TZM alloy. J. Alloys Compd. 2016, 685, 860–868. [Google Scholar] [CrossRef]
- Chen, B.; Li, S.F.; Imai, H.; Jia, L.; Umeda, J.; Takahashi, M.; Kondoh, K. Load transfer strengthening in carbon nanotubes reinforced metal matrix composites via in-situ tensile tests. Compos. Sci. Technol. 2015, 113, 1–8. [Google Scholar] [CrossRef]
- Chen, B.; Shen, J.; Ye, X.; Jia, L.; Li, S.; Umeda, J.; Takahashi, M.; Kondoh, K. Length effect of carbon nanotubes on the strengthening mechanisms in metal matrix composites. Acta Mater. 2017, 140, 317–325. [Google Scholar] [CrossRef]
- Browning, P.N.; Fignar, J.; Kulkarni, A.; Singh, J. Sintering behavior and mechanical properties of Mo-TZM alloyed with nanotitanium carbide. Int. J. Refract. Met. Hard Mater. 2017, 62, 78–84. [Google Scholar] [CrossRef]
- Wei, Y.; Luo, L.M.; Liu, H.B.; Zan, X.; Song, J.P.; Xu, Q.; Zhu, X.Y.; Wu, Y.C. A powder metallurgy route to fabricate CNT-reinforced molybdenum-hafnium-carbon composites. Mater. Design 2020, 191, 108635. [Google Scholar] [CrossRef]
- Linke, C.J.; Du, J.; Loewenhoff, T.; Pintsuk, G.; Spilker, B.; Steudel, I. Challenges for plasmafacing components in nuclear fusion. Matter Radiat. Extrem. 2019, 4, 75–92. [Google Scholar] [CrossRef]
- Liu, D.G.; Meng, L.; Ruan, C.F.; Luo, L.M.; Wu, Y.C. Interfacial microstructure and thermal shock resistance of diffusion bonding ODS-W and molybdenum alloy by spark plasma sintering. Int. J. Refract. Met. Hard Mater. 2022, 107, 105913. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Element | |||||
|---|---|---|---|---|---|---|
| W | Y2O3 | Ti | Zr | CNT | Mo | |
| ODS-W | Bal | 0.53 | ||||
| TZC | 1.5 | 0.3 | 0.4 | Bal | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, D.; Zhou, S.; Li, Z.; Zou, J.; Ruan, C.; Meng, L.; Hong, C.; Liu, X. Study on Microstructure, Mechanical Performance and Thermal Shock Resistance of Diffusion Welded Joint of ODS-W and TZC Alloy. Metals 2023, 13, 1802. https://doi.org/10.3390/met13111802
Liu D, Zhou S, Li Z, Zou J, Ruan C, Meng L, Hong C, Liu X. Study on Microstructure, Mechanical Performance and Thermal Shock Resistance of Diffusion Welded Joint of ODS-W and TZC Alloy. Metals. 2023; 13(11):1802. https://doi.org/10.3390/met13111802
Chicago/Turabian StyleLiu, Dongguang, Siwei Zhou, Zequn Li, Jinxin Zou, Chongfei Ruan, Lin Meng, Chunfu Hong, and Xuepeng Liu. 2023. "Study on Microstructure, Mechanical Performance and Thermal Shock Resistance of Diffusion Welded Joint of ODS-W and TZC Alloy" Metals 13, no. 11: 1802. https://doi.org/10.3390/met13111802
APA StyleLiu, D., Zhou, S., Li, Z., Zou, J., Ruan, C., Meng, L., Hong, C., & Liu, X. (2023). Study on Microstructure, Mechanical Performance and Thermal Shock Resistance of Diffusion Welded Joint of ODS-W and TZC Alloy. Metals, 13(11), 1802. https://doi.org/10.3390/met13111802