
Small Punch Test on Jominy Bars for High-Throughput Characterization of Quenched and Tempered Steel
 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Jominy Test
2.2. SPT Specimen Extraction
2.3. SPT Specimen Conditioning
3. Results
4. Discussion
5. Conclusions
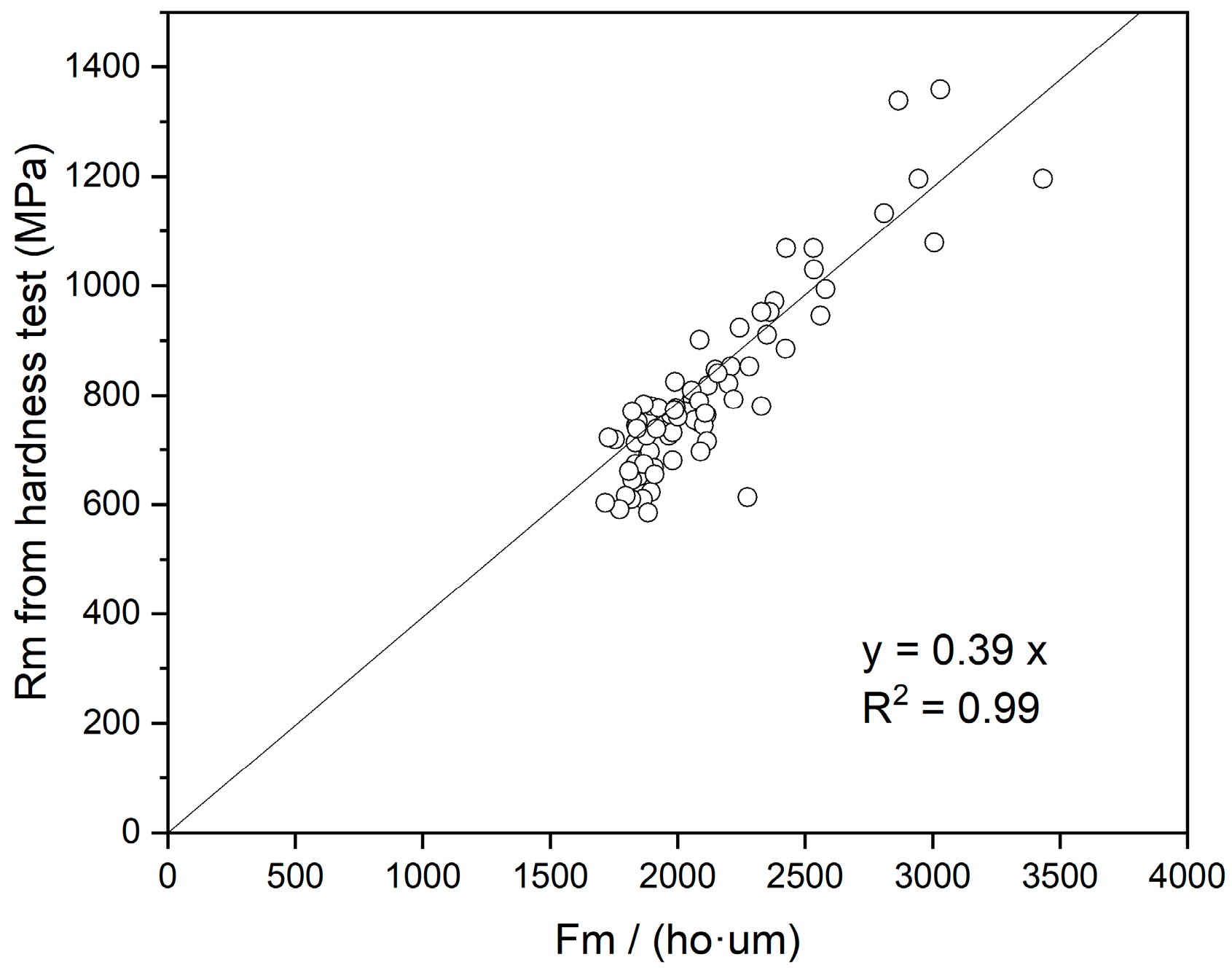
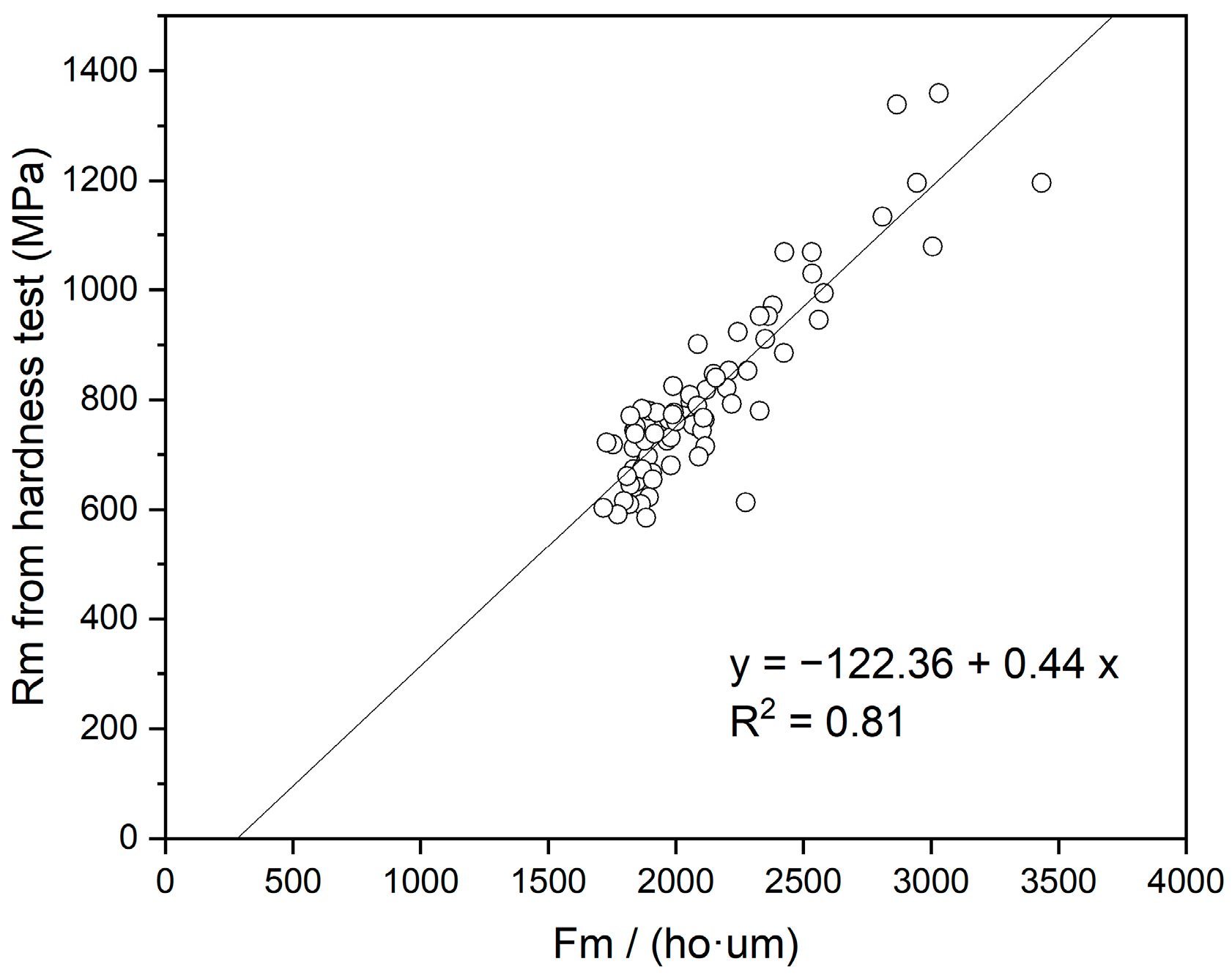
- A very good correlation was obtained for the tensile strength in the SPT versus tensile data obtained from the conversion of the HV test (R2 = 0.99).
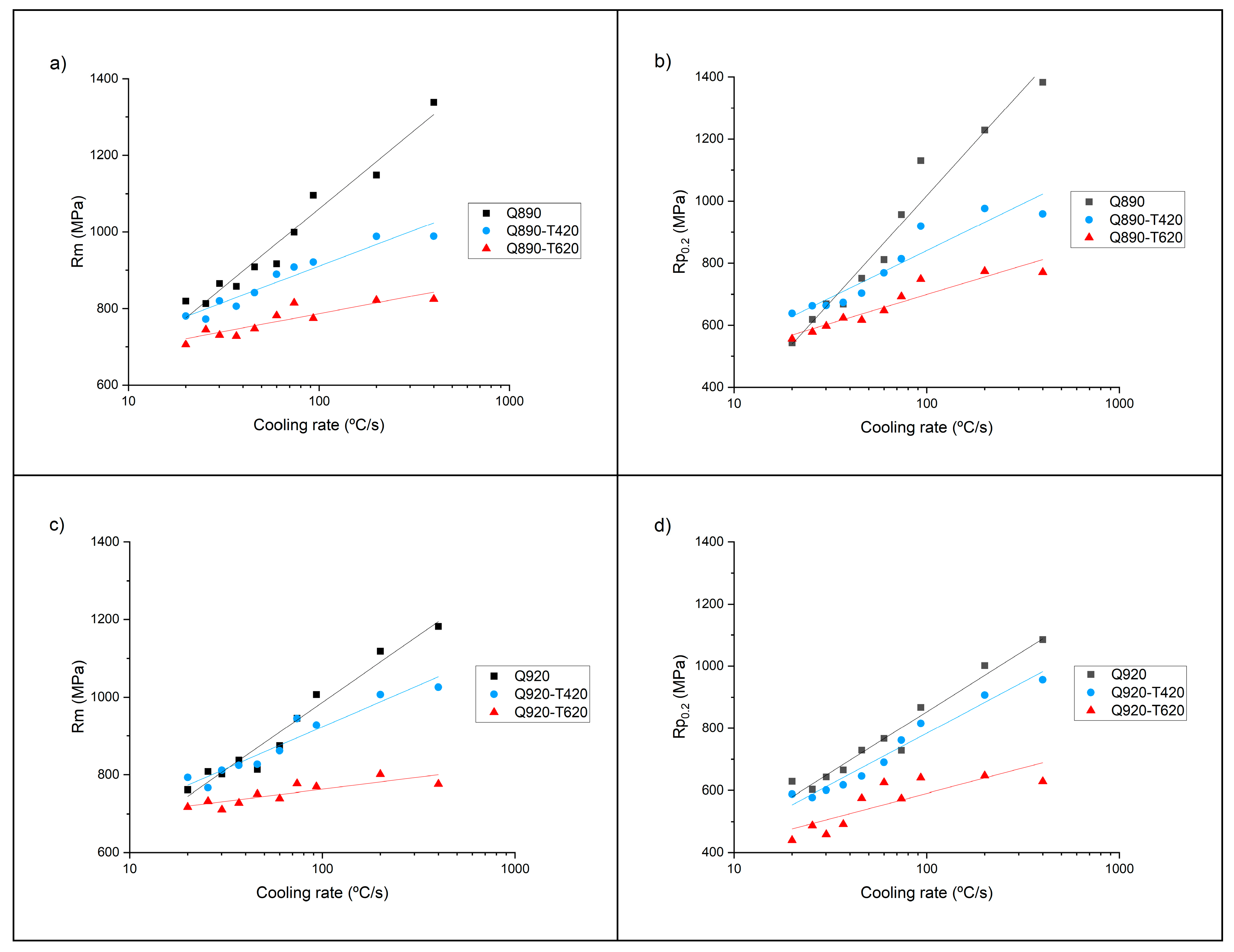
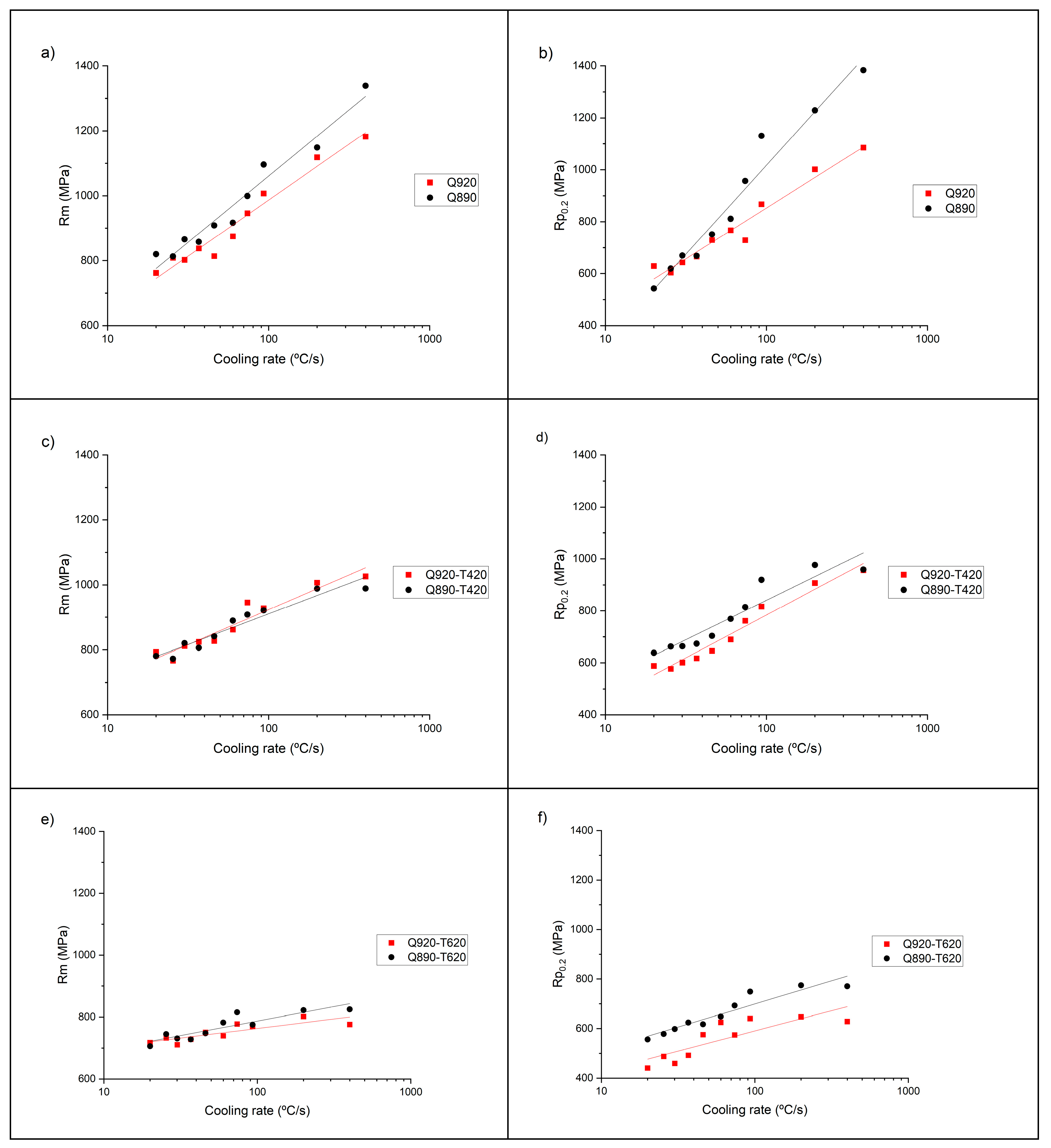
- Estimation of mechanical properties with the SPT technique allows one to distinguish between changes in different steel heat treatment conditions.
- This methodology allows one to obtain a lot of information about the material with very little quantity of material being used in the test.
- Optimization of heat treatment processes can be carried out with the results obtained from this methodology.
- This methodology achieves a 94% reduction in the volume of material used compared to traditional methods, such as tensile test.
- The number of HTs employed is also reduced and simplified compared to the tensile test at a ratio of over 10 to 1.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Miracle, D.B.; Li, M.; Zhang, Z.; Mishra, R.; Flores, K.M. Emerging capabilities for the high-throughput characterization of structural materials. Annu. Rev. Mater. Res. 2021, 51, 131–164. [Google Scholar] [CrossRef]
- Wang, X.; Zhu, T.; Zhang, J.; Ding, H.; Xiao, S.; Lu, L.; Yang, B.; Yang, G.; Liu, Y. A review of selected small specimen test techniques for identifying deformation and failure properties of metallic materials. J. Mater. Sci. 2023, 58, 63–100. [Google Scholar] [CrossRef]
- Zhang, J.; Guo, Z.; Liu, K. Mechanical properties study of miniature steel specimens based on the small punch test and simulation methods. Materials 2022, 15, 6542. [Google Scholar] [CrossRef] [PubMed]
- Arunkumar, S. Overview of small punch test. Met. Mater. Int. 2020, 26, 719–738. [Google Scholar] [CrossRef]
- Torres, J.; Gordon, A.P. Mechanics of the small punch test: A review and qualification of additive manufacturing materials. J. Mater. Sci. 2021, 56, 10707–10744. [Google Scholar] [CrossRef]
- Shindo, Y.; Yamaguchi, Y.; Horiguchi, K. Small punch testing for determining the cryogenic fracture properties of 304 and 316 austenitic stainless steel in a high magnetic field. Cryogenics 2004, 44, 789–792. [Google Scholar] [CrossRef]
- Bruchhausen, M.; Lapetite, J.M.; Ripplinger, S.; Austin, T. Small punch tensile/fracture test data and 3D specimen surface data on Grade 91 ferritic/martensitic steel from cryogenic to room temperature. Data Brief 2016, 9, 245–251. [Google Scholar] [CrossRef]
- Saucedo-Muñoz, M.L.; Liu, S.C.; Komazaki, S.I.; Kwon, I.H.; Hashida, T.; Takahashi, H.; Nakajima, H. Evaluation of thermal aging embrittlement of austenitic stainless steels JN1, JJ1 and JK2 by cryogenic small-punch testing. J. Mater. Res. 2002, 17, 852–860. [Google Scholar] [CrossRef]
- Rezaei, A.; Rezaeian, A.; Kermanpur, A.; Badrossamay, M.; Foroozmehr, E.; Marashi, M.; Foroozmehr, A.; Han, J. Microstructural and mechanical anisotropy of selective laser melted IN718 superalloy at room and high temperatures using small punch test. Mater. Charact. 2020, 162, 110200. [Google Scholar] [CrossRef]
- Chen, H.; Yang, R.; Al-Abedy, H.K.; Li, H.; Sun, W.; Jones, I.A. Characterization of deformation process and fracture mechanisms of P91 steel at 600 °C in small punch tensile testing. Mater. Charact. 2020, 168, 110514. [Google Scholar] [CrossRef]
- Jeffs, S.; Douglas, R.; Beard, W.; Coleman, M.; Adams, J.; Jones, T.; Poole, D.; Lancaster, R. Characterizing the high temperature tensile behaviour of laser powder bed fused duplex stainless steel 2205 using the small punch test. Mater. Charact. 2022, 189, 111953. [Google Scholar] [CrossRef]
- Arunkumar, S. Small punch creep test: An overview. Met. Mater. Int. 2021, 27, 1897–1914. [Google Scholar] [CrossRef]
- Shin, H.S.; Yeo, J.; Baek, U.B. Influence of specimen surface roughness on hydrogen embrittlement induced in austenitic stainless steels during in-situ small punch testing in high-pressure hydrogen environments. Metals 2021, 11, 1579. [Google Scholar] [CrossRef]
- Song, S.H.; Faulkner, R.G.; Flewitt, P.E.J.; Marmy, P.; Weng, L.Q. Small punch test evaluation of neutron-irradiation-induced embrittlement of a Cr-Mo low-alloy steel. Mater. Charact. 2004, 53, 35–41. [Google Scholar] [CrossRef]
- Álvarez, G.; Zafra, A.; Belzunce, F.J.; Rodríguez, C. Hydrogen embrittlement testing procedure for the analysis of structural steels with small punch tests using notched specimens. Eng. Frac. Mech. 2021, 253, 107906. [Google Scholar] [CrossRef]
- Li, Z.; Hu, Y.; Chen, T.; Wang, X.; Liu, P.; Lu, Y. Microstructural evolution and mechanical behavior of thermally aged cast duplex stainless steel. Materials 2020, 13, 5636. [Google Scholar] [CrossRef]
- Pan, Y.; Han, H.G.; Bao, J.Y.; Wang, X.Y.; Hong, C.; Liu, T.G.; Lu, H.Y.; Shoji, T. Effects of long-term aging on elevated temperature deformation behaviors of wrought 316LN stainless steel by small punch test. Mater. Charact. 2021, 182, 111580. [Google Scholar] [CrossRef]
- Yang, C.; Wei, T.; Muránsky, O.; Carr, D.; Huang, H.; Zhou, X. The effect of ball-milling time and annealing temperature on fracture toughness of Ni-3 wt.%. SiC using small punch testing. Mater. Charact. 2018, 138, 289–295. [Google Scholar] [CrossRef]
- Lucon, E.; Benzing, J.T.; Derimov, N.; Hrabe, N. Small punch testing to estimate the tensile and fracture properties of additively manufactured Ti-6Al-4V. J. Mater. Eng. Perform. 2021, 30, 5039–5049. [Google Scholar] [CrossRef]
- Andrés, D.; García, T.; Cicero, S.; Lacalle, R.; Álvarez, J.A.; Martín-Meizoso, A.; Aldazabal, J.; Bannister, A.; Klimpel, A. Characterization of heat affected zones produces by thermal cutting processes by means of small punch tests. Mater. Charact. 2016, 119, 55–64. [Google Scholar] [CrossRef]
- Dobrzánski, L.A.; Sitek, W. Designing of the chemical composition of constructional alloy steels. J. Mat. Proc. Tec. 1999, 89–90, 467–472. [Google Scholar] [CrossRef]
- Nunura, C.R.N.; Dos Santos, C.A.; Spim, J.A. Numerical—Experimental correlation of microstructures, cooling rates and mechanical properties of AISI 1045 steel during the Jominy end-quench test. Mater. Des. 2015, 76, 230–243. [Google Scholar] [CrossRef]
- Ben Ammar, Y.; Aoufi, A.; Darrieulat, M. Influence of the cooling rate on the texture and the microstructure of Zircaloy-4 studied by means of a Jominy end-quench test. Mat. Sci. Eng. A 2012, 556, 184–193. [Google Scholar] [CrossRef]
- Li, P.; Xiong, B.; Zhang, Y.; Li, Z.; Zhu, B.; Wang, F.; Liu, H. Quench sensitivity and microstructure character of high strength AA7050. Trans. Nonferrous Met. Soc. China 2012, 22, 268–274. [Google Scholar] [CrossRef]
- Geng, X.; Peng, J.; Jiang, L.; Liu, X.; Tu, Y.; Xue, Z. Experimental study of mechanical properties and fracture modes in different regions of the nickel-based welding joint based on small punch test. World Weld. 2023, 67, 637–650. [Google Scholar] [CrossRef]
- Kulkarni, R.V.; Mani Krishna, K.V.; Neogy, S.; Srivastava, D.; Ramadasan, E.; Shriwastaw, R.S.; Rath, B.N.; Saibaba, N.; Jha, S.K.; Dey, G.K. Mechanical properties of Zr-2.5%Nb pressure tube material subjected to heat treatments in α+β phase field. J. Nucl. Mater. 2014, 451, 300–312. [Google Scholar] [CrossRef]
- Lucon, E.; Benzing, J.; Hrabe, N. Development and validation of small punch testing at NIST, National Institute of Standards and Technology NISTIR 8303. Natl. Inst. Stand. Technol. Interag. Intern. 2020, 8303, 55. [Google Scholar] [CrossRef]
- Calaf Chica, J.; Bravo Díez, P.M.; Preciado Calzada, M. A new prediction method for the ultimate tensile strength of steel alloys with small punch test. Materials 2018, 11, 1491. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| API 5L X65Q | C | Mn | Si | P | S | Cr | Ni | Mo | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Standard specification | <0.18 | <1.70 | <0.45 | <0.025 | <0.015 | <0.50 | <0.50 | <0.50 | Bal. |
| Sample | 0.17 | 1.22 | 0.17 | 0.014 | 0.001 | 0.07 | 0.09 | 0.02 | Bal. |
| Uncertainty (K = 2) | ±0.01 | ±0.02 | ±0.01 | ±0.001 | ±0.001 | ±0.01 | ±0.01 | ±0.01 | - |
| Heat Treatment Code | Description |
|---|---|
| Q890 | Jominy quenching from 890 °C |
| Q890-T420 | Jominy quenching from 890 °C + tempering at 420 °C for 5 h |
| Q890-T620 | Jominy quenching from 890 °C + tempering at 620 °C for 5 h |
| Q920 | Jominy quenching from 920 °C |
| Q920-T420 | Jominy quenching from 920 °C + tempering at 420 °C for 5 h |
| Q920-T620 | Jominy quenching from 920 °C + tempering at 620 °C for 5 h |
| Distance to Quenched Face (mm) | 1.1 | 2.0 | 2.9 | 3.8 | 4.7 | 5.6 | 6.5 | 7.4 | 8.3 | 9.2 |
| Cooling Rate (°C/s) | 370 | 195 | 93 | 74 | 60 | 46 | 37 | 30 | 26 | 20 |
| Cooling Rate (°C/s) | Q920 | Q920-T620 | Q920-T420 | Q890 | Q890-T620 | Q890-T420 | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| HV | Rm (MPa) | HV | Rm (MPa) | HV | Rm (MPa) | HV | Rm (MPa) | HV | Rm (MPa) | HV | Rm (MPa) | |
| 370 | 421 | 1359 | 257 | 824 | 336 | 1078 | 372 | 1196 | 223 | 716 | 321 | 1030 |
| 195 | 415 | 1339 | 252 | 808 | 310 | 994 | 372 | 1196 | 239 | 767 | 333 | 1069 |
| 93 | 365 | 1173 | 238 | 764 | 303 | 972 | 353 | 1133 | 241 | 773 | 297 | 952 |
| 74 | 333 | 1069 | 242 | 776 | 276 | 885 | 295 | 946 | 217 | 696 | 297 | 952 |
| 60 | 288 | 923 | 243 | 780 | 266 | 853 | 284 | 910 | 237 | 760 | 266 | 853 |
| 46 | 281 | 901 | 242 | 776 | 255 | 818 | 243 | 780 | 230 | 738 | 262 | 840 |
| 37 | 264 | 847 | 244 | 783 | 238 | 764 | 256 | 821 | 210 | 674 | 235 | 754 |
| 30 | 248 | 796 | 235 | 770 | 234 | 751 | 247 | 792 | 212 | 680 | 232 | 744 |
| 26 | 242 | 776 | 226 | 725 | 226 | 725 | 246 | 789 | 204 | 655 | 228 | 732 |
| 20 | 237 | 760 | 230 | 738 | 235 | 770 | 238 | 764 | 206 | 661 | 237 | 760 |
| Rm (MPa) | ||||||
|---|---|---|---|---|---|---|
| Cooling Rate (°C/s) | Q920 | Q920-T420 | Q920-T620 | Q890 | Q890-T420 | Q890-T620 |
| 370 | 1182 | 1026 | 776 | 1339 | 989 | 825 |
| 195 | 1118 | 1007 | 802 | 1149 | 988 | 822 |
| 93 | 1007 | 928 | 770 | 1096 | 921 | 775 |
| 74 | 946 | 945 | 777 | 999 | 908 | 815 |
| 60 | 875 | 862 | 740 | 917 | 890 | 782 |
| 46 | 814 | 827 | 751 | 909 | 842 | 748 |
| 37 | 838 | 824 | 728 | 858 | 806 | 728 |
| 30 | 802 | 812 | 711 | 865 | 820 | 731 |
| 26 | 808 | 767 | 733 | 813 | 773 | 745 |
| 20 | 762 | 793 | 718 | 820 | 781 | 706 |
| Rp0.2 (MPa) | ||||||
|---|---|---|---|---|---|---|
| Cooling Rate (°C/s) | Q920 | Q920-T420 | Q920-T620 | Q890 | Q890-T420 | Q890-T620 |
| 370 | 1085 | 956 | 628 | 1383 | 959 | 771 |
| 195 | 1002 | 907 | 647 | 1229 | 976 | 774 |
| 93 | 867 | 816 | 640 | 1130 | 919 | 749 |
| 74 | 728 | 761 | 574 | 957 | 814 | 693 |
| 60 | 767 | 690 | 625 | 811 | 769 | 648 |
| 46 | 729 | 646 | 576 | 751 | 704 | 617 |
| 37 | 666 | 617 | 492 | 669 | 674 | 624 |
| 30 | 643 | 601 | 459 | 670 | 664 | 598 |
| 26 | 604 | 577 | 488 | 619 | 663 | 579 |
| 20 | 629 | 588 | 441 | 543 | 639 | 557 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Miguel, I.; Berriozabalgoitia, I.; Artola, G.; Macareno, L.M.; Angulo, C. Small Punch Test on Jominy Bars for High-Throughput Characterization of Quenched and Tempered Steel. Metals 2023, 13, 1797. https://doi.org/10.3390/met13111797
Miguel I, Berriozabalgoitia I, Artola G, Macareno LM, Angulo C. Small Punch Test on Jominy Bars for High-Throughput Characterization of Quenched and Tempered Steel. Metals. 2023; 13(11):1797. https://doi.org/10.3390/met13111797
Chicago/Turabian StyleMiguel, Ibon, Itziar Berriozabalgoitia, Garikoitz Artola, Luis María Macareno, and Carlos Angulo. 2023. "Small Punch Test on Jominy Bars for High-Throughput Characterization of Quenched and Tempered Steel" Metals 13, no. 11: 1797. https://doi.org/10.3390/met13111797
APA StyleMiguel, I., Berriozabalgoitia, I., Artola, G., Macareno, L. M., & Angulo, C. (2023). Small Punch Test on Jominy Bars for High-Throughput Characterization of Quenched and Tempered Steel. Metals, 13(11), 1797. https://doi.org/10.3390/met13111797