
Research on the Electrodeposition of Graphene Quantum Dots under Supercritical Conditions to Enhance Nickel-Based Composite Coatings

Abstract
:1. Introduction
2. Experimental Materials and Methods
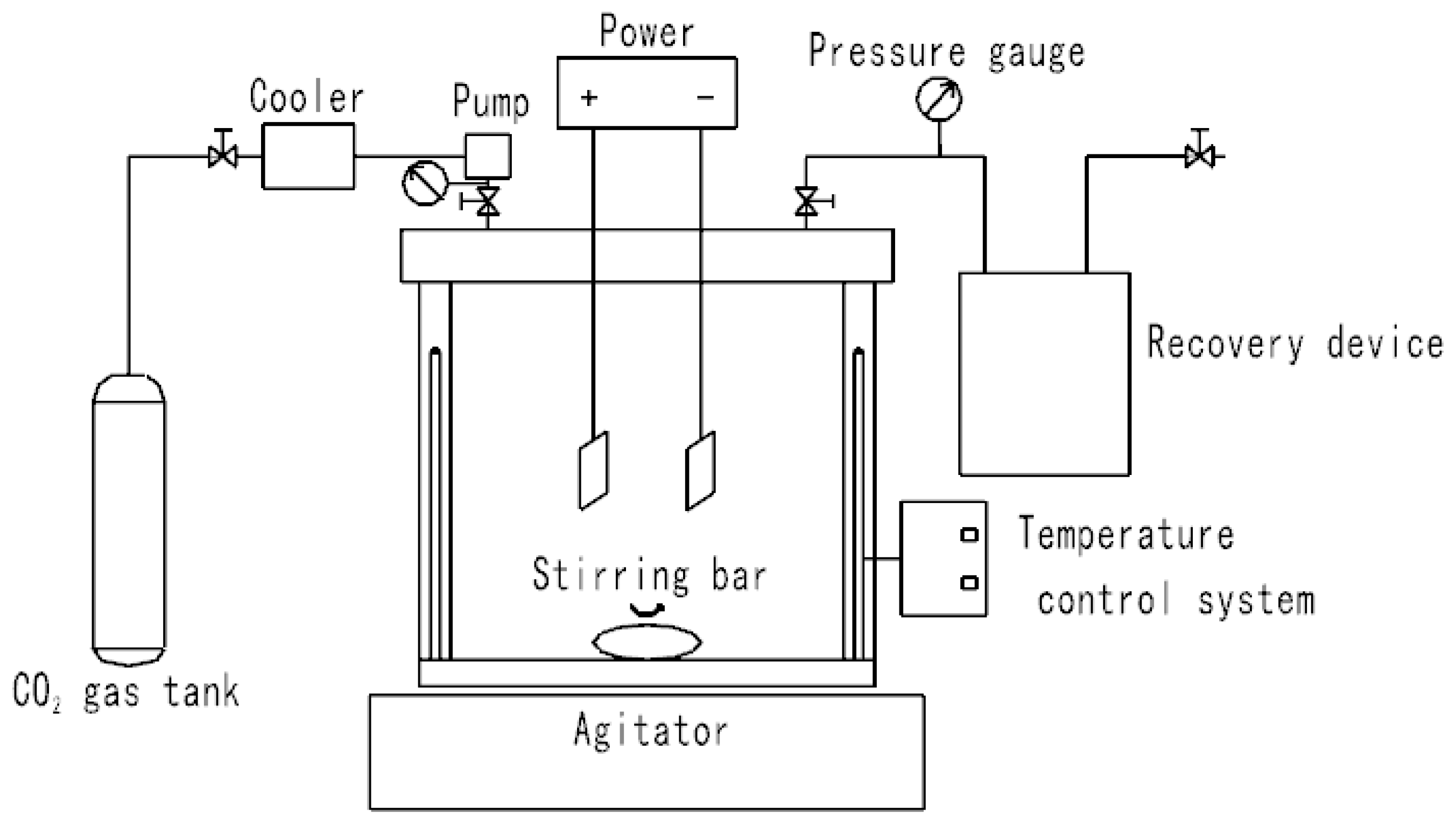
2.1. Sample Preparation
2.2. Analysis and Characterization
3. Results and Discussion
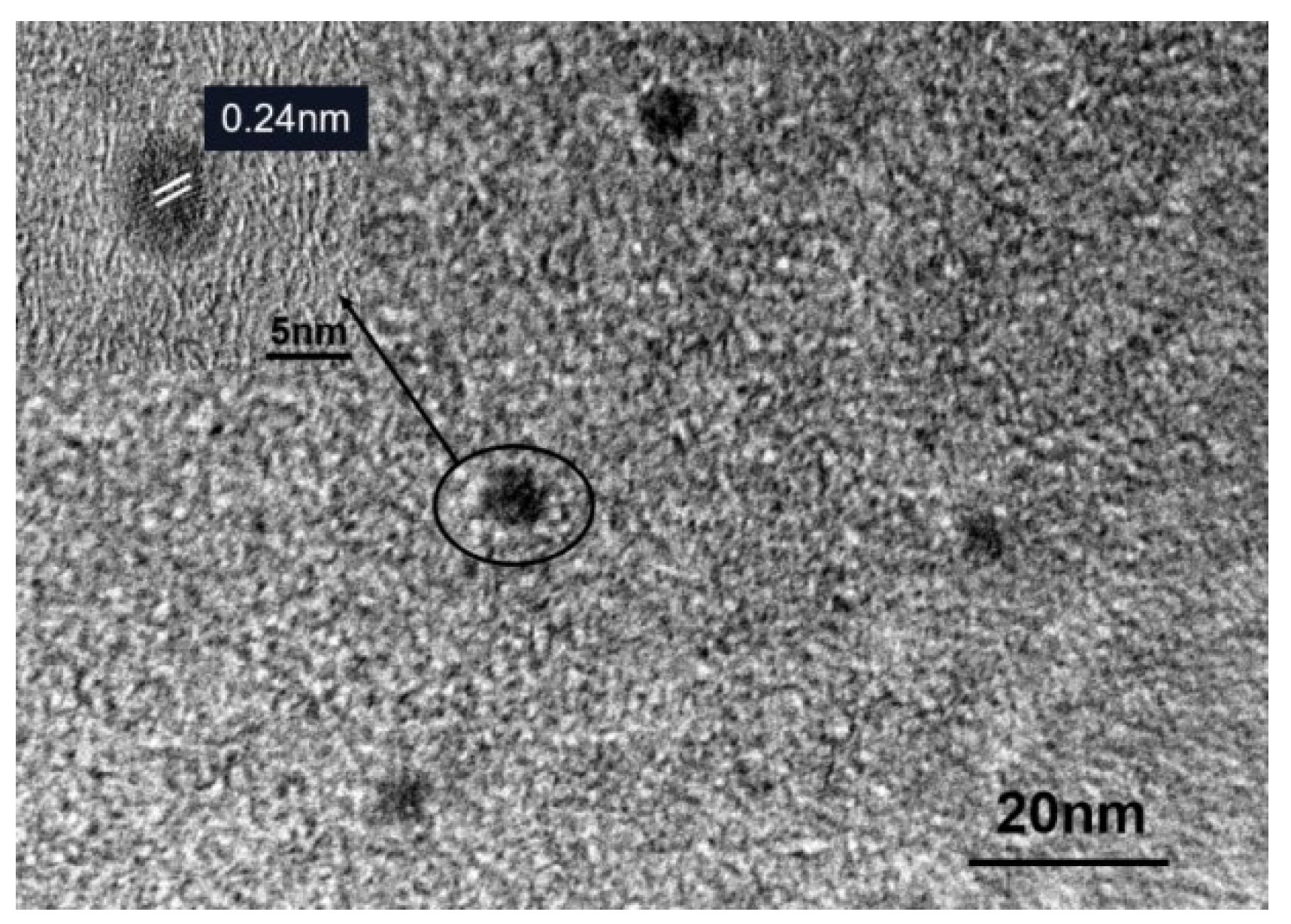
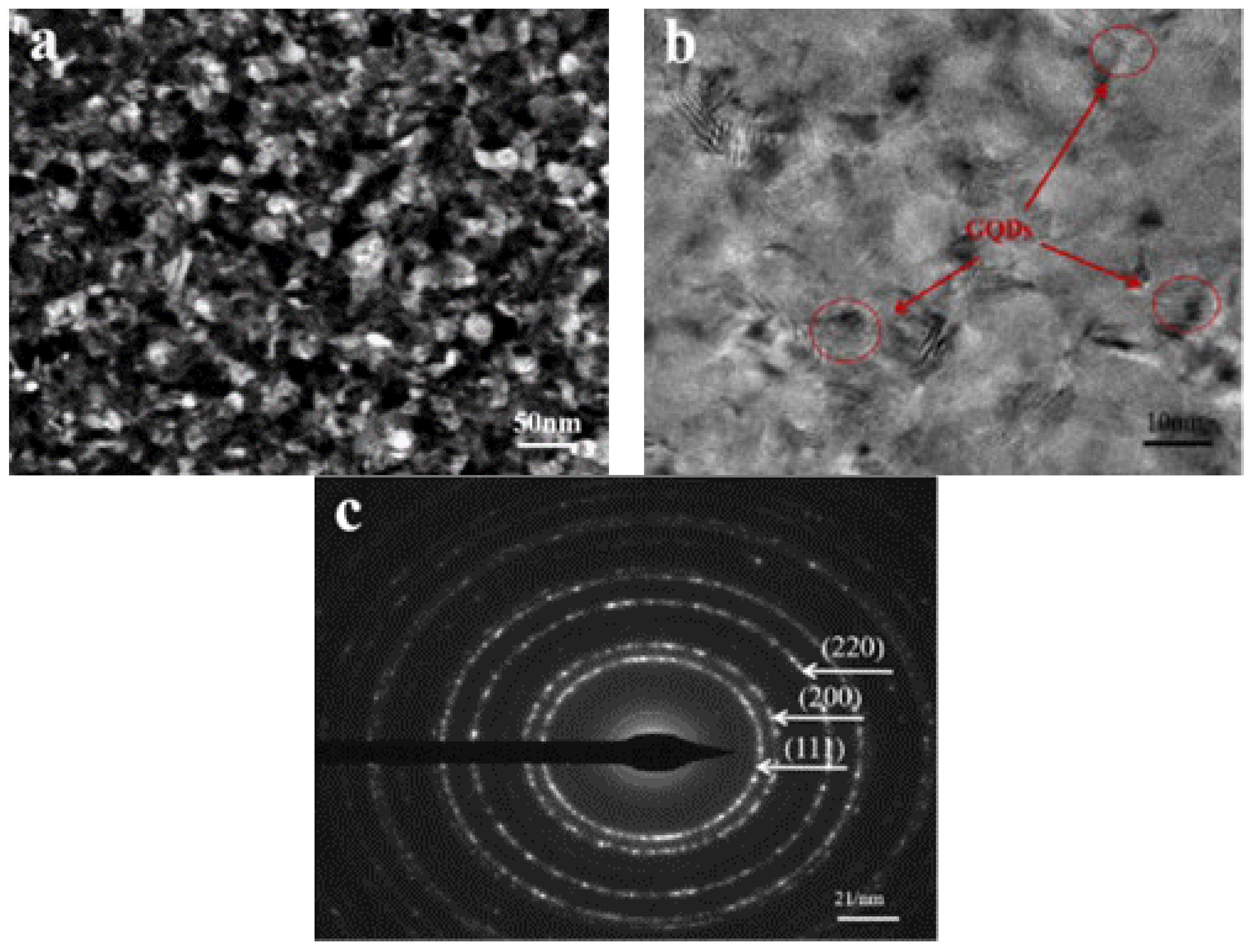
3.1. Microstructure Analysis of the Graphene Quantum Dots
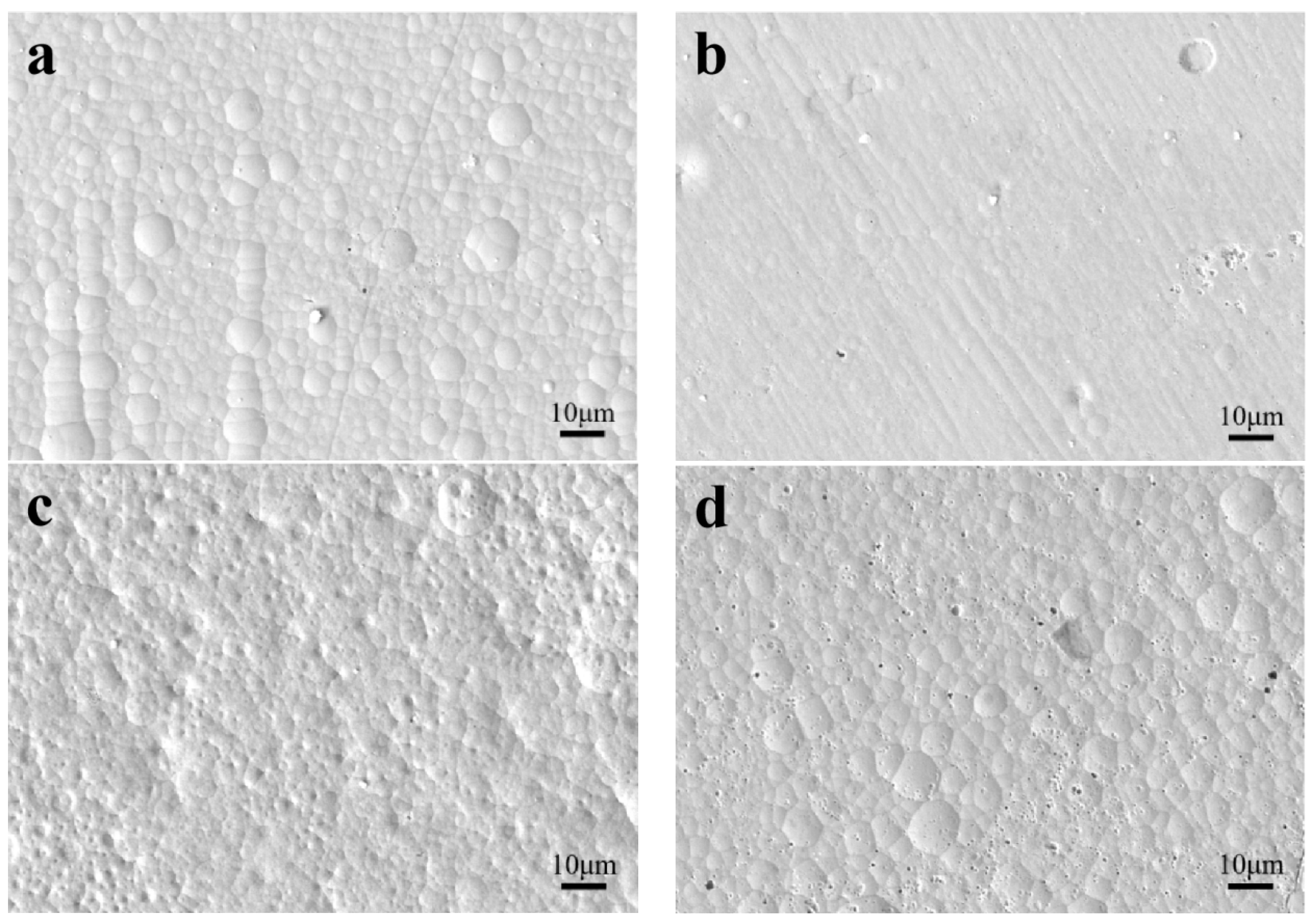
3.2. Effect of Current Density on the Surface Morphology of the Coatings
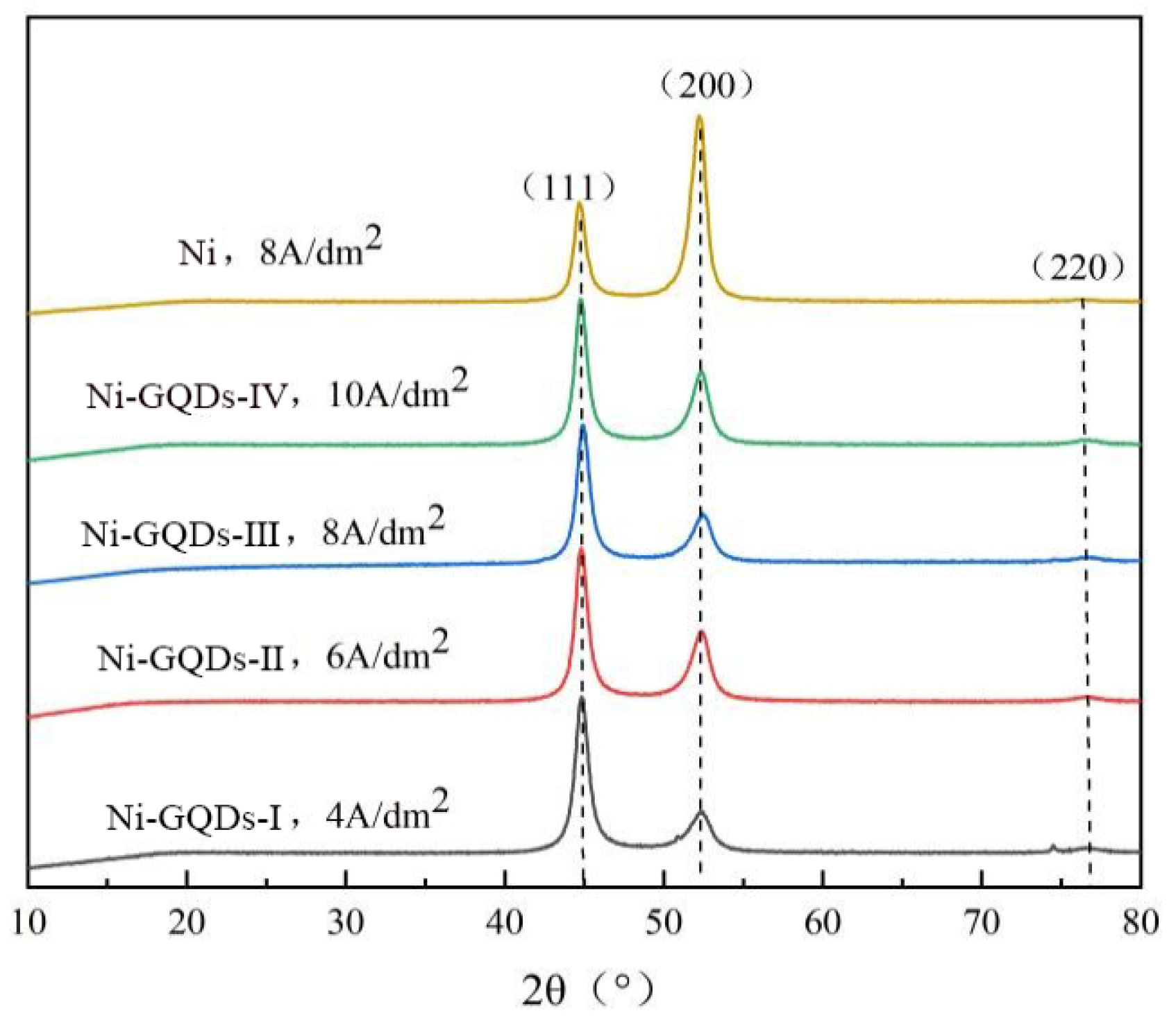
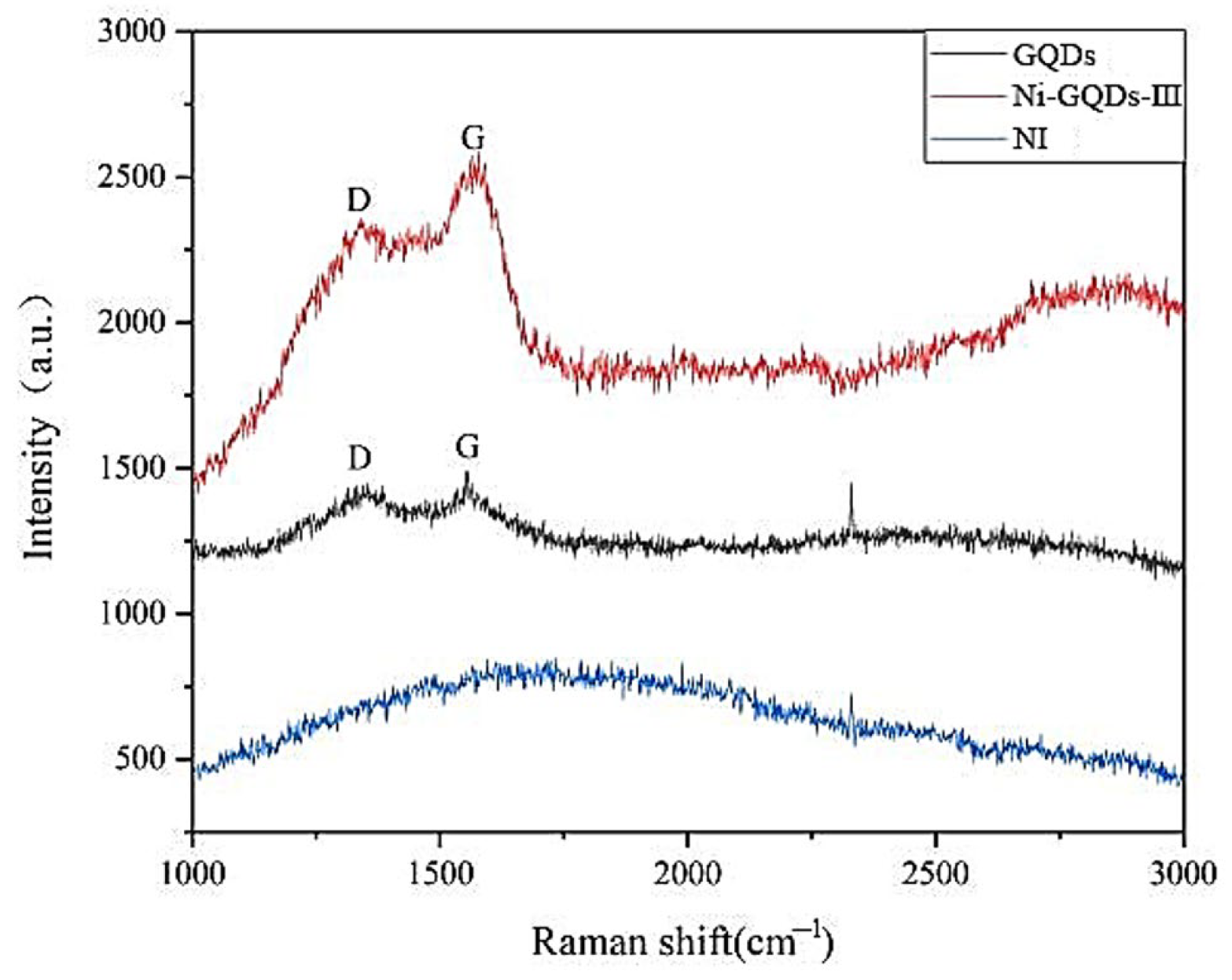
3.3. Structural Analysis of the Coating
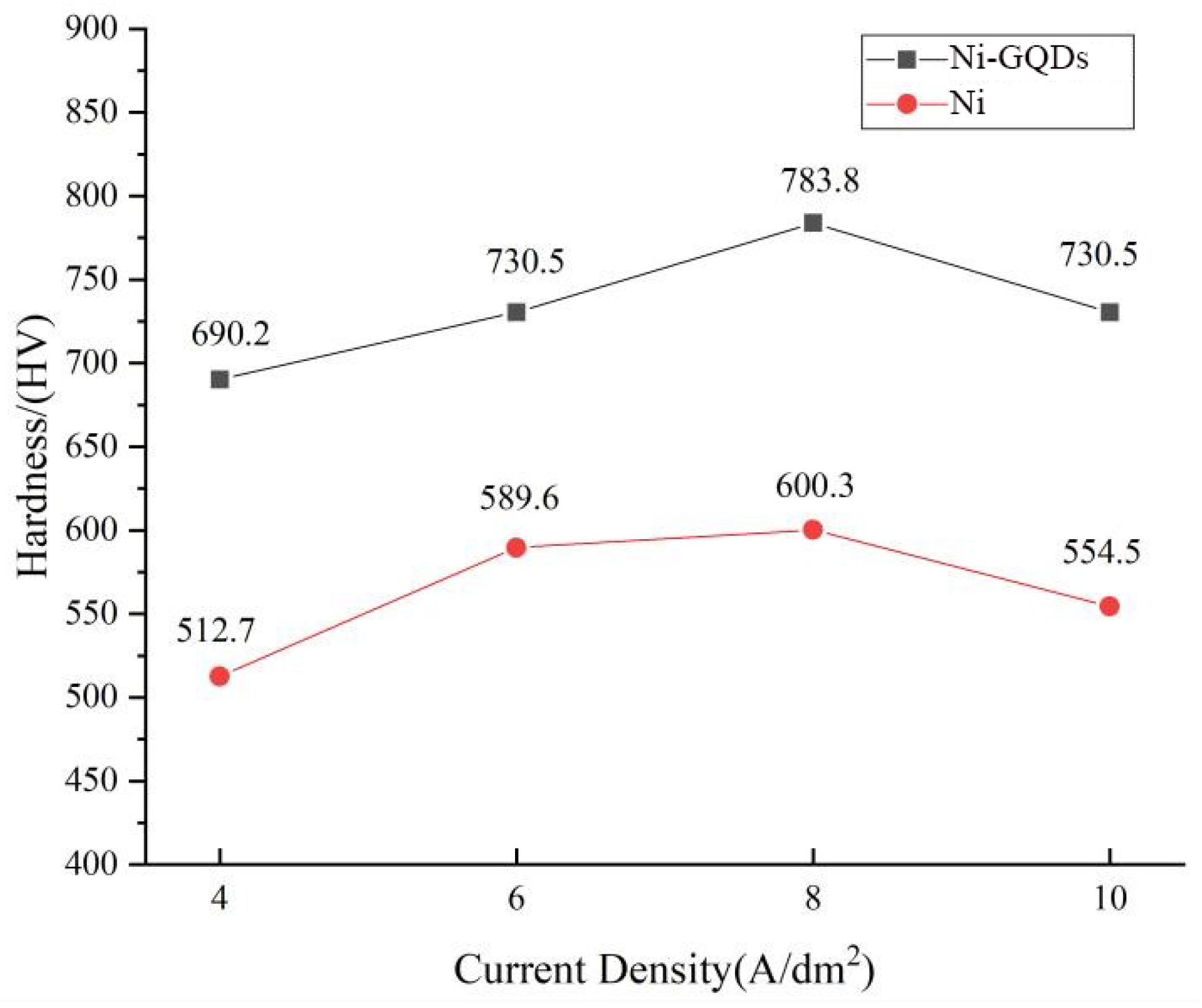
3.4. Microhardness and Wear Resistance of the Coatings
3.5. Corrosion Resistance of the Coatings
4. Conclusions
- (1)
- Under supercritical conditions, the surface density of the Ni–GQDs composite coatings was good, exhibiting good sphericity, and the thickness of the composite coatings was smaller than that of the Ni coating. In particular, the surface morphology of the nanocomposite coating prepared at 8 A/dm2 was relatively better than those of coatings prepared at other current densities.
- (2)
- The addition of GQDs refined the grains of the composite coatings, improved their microhardness, changed the preferred orientation of the nickel grains, and reduced the grain size of the coatings from 35 nm to 23 nm. Especially, when the current density was 8 A/dm2, the microhardness of the composite coating reached a maximum value of 783.8 HV, which was 30% higher than that of the supercritical pure-nickel coating.
- (3)
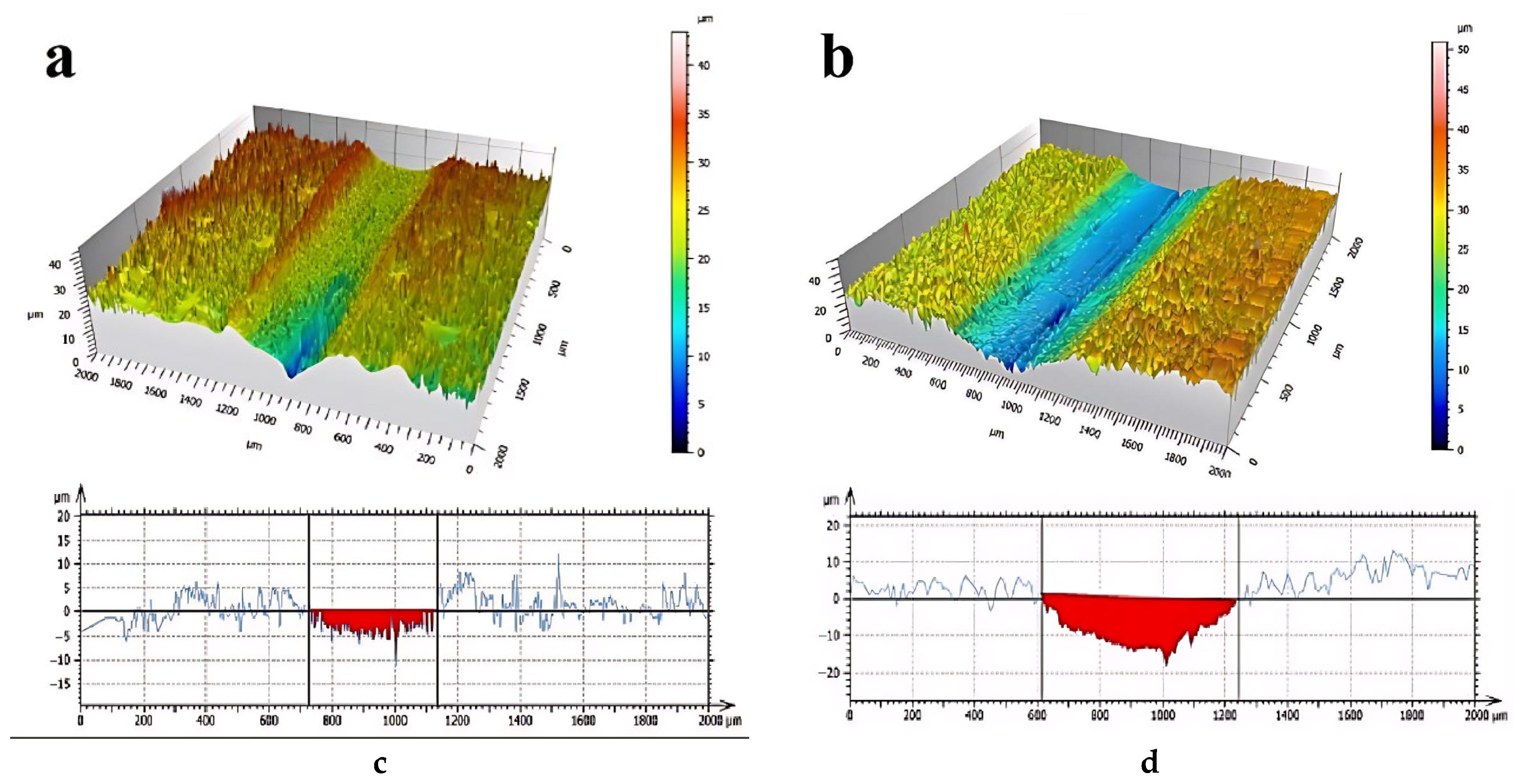
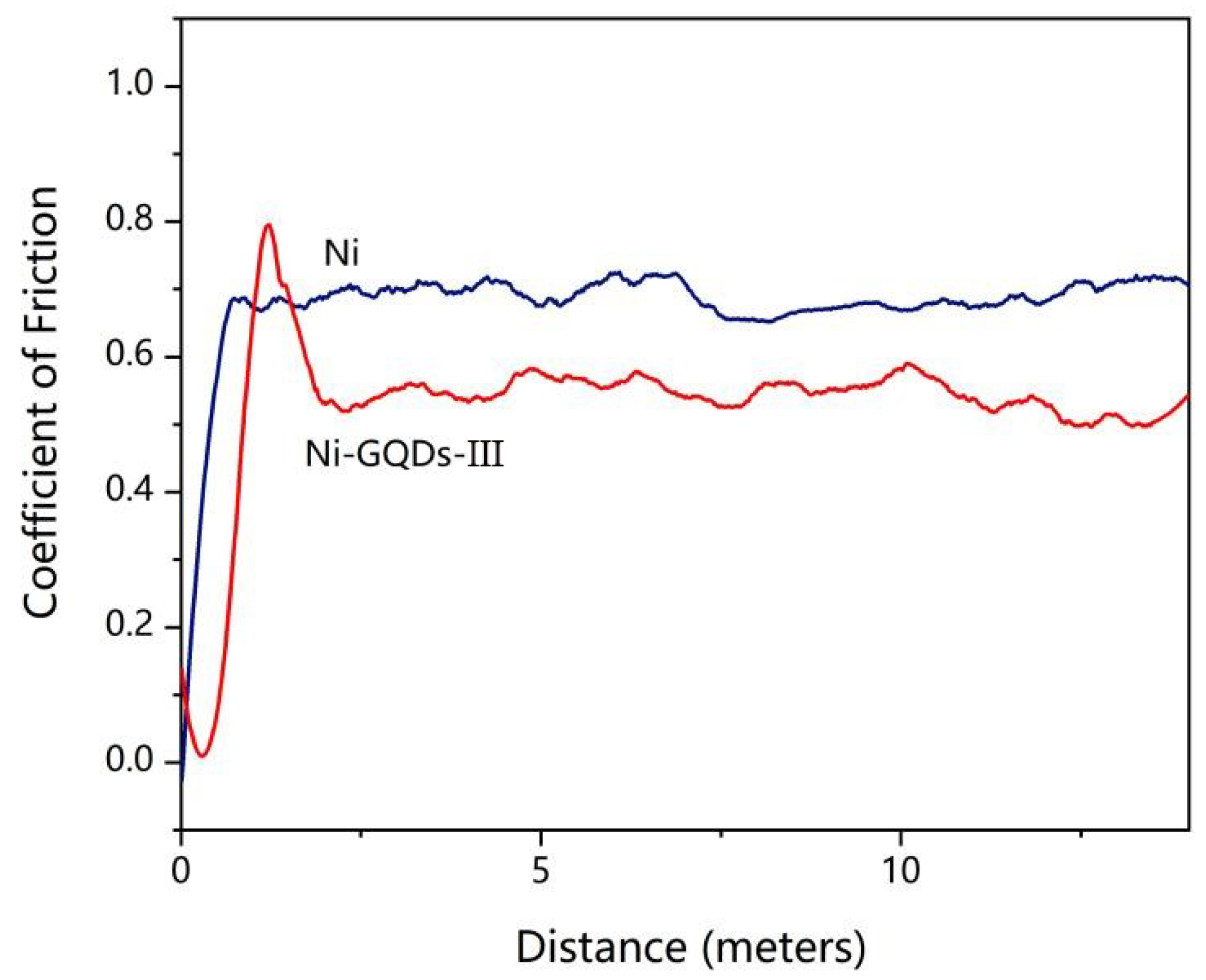
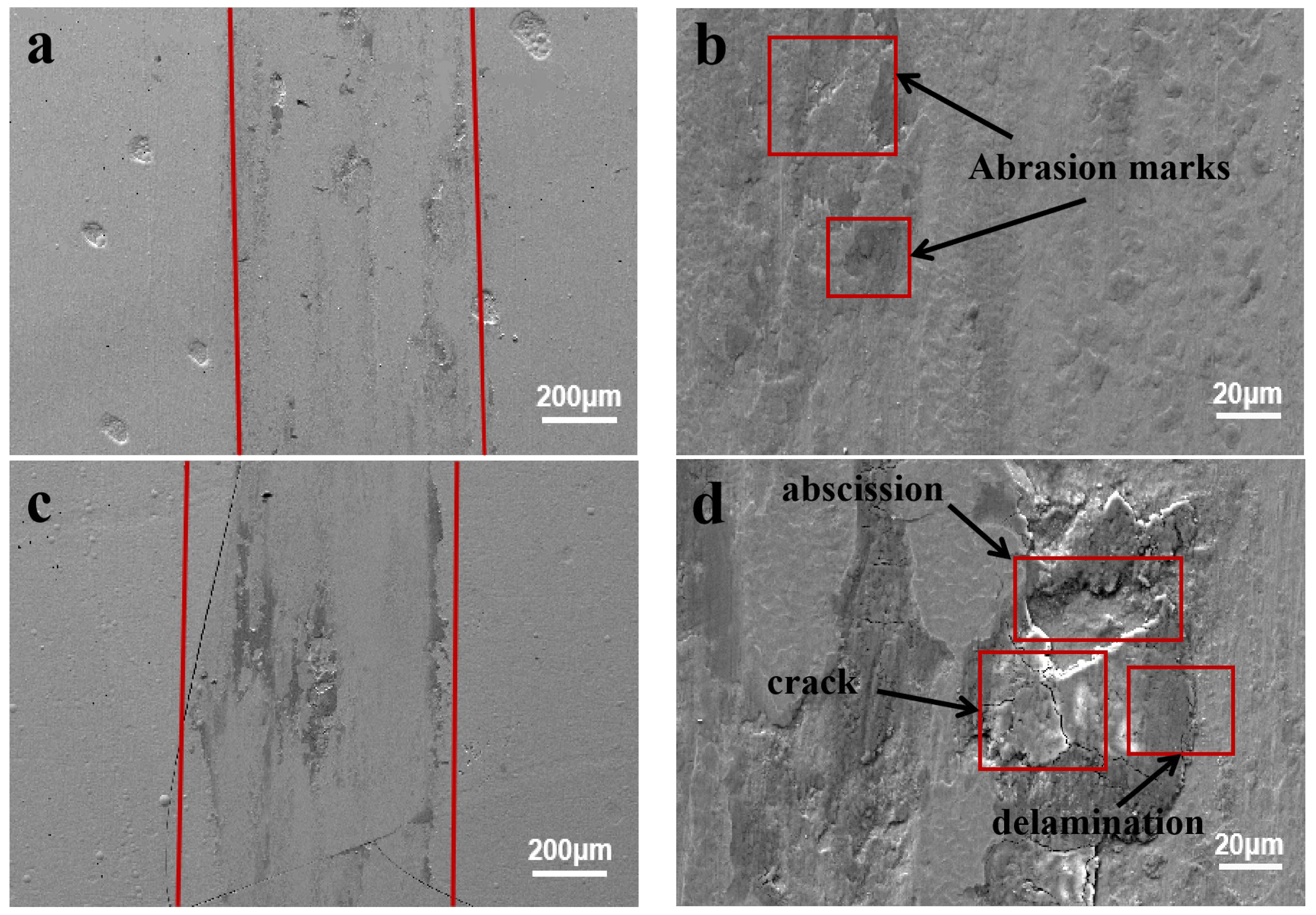
- The wear resistance test showed that with the addition of the GQDs, the wear rate of the nanocomposites decreased to 1.786 × 10−4 mm3/(N·mm), and the friction coefficient decreased to 0.52; these values were 73.2% and 17.5% lower than those determined for the supercritical pure-nickel coating, respectively. The presence of the GQDs enhanced the resistance to plastic deformation and the grinding ability of the coatings, greatly improving their wear resistance.
- (4)
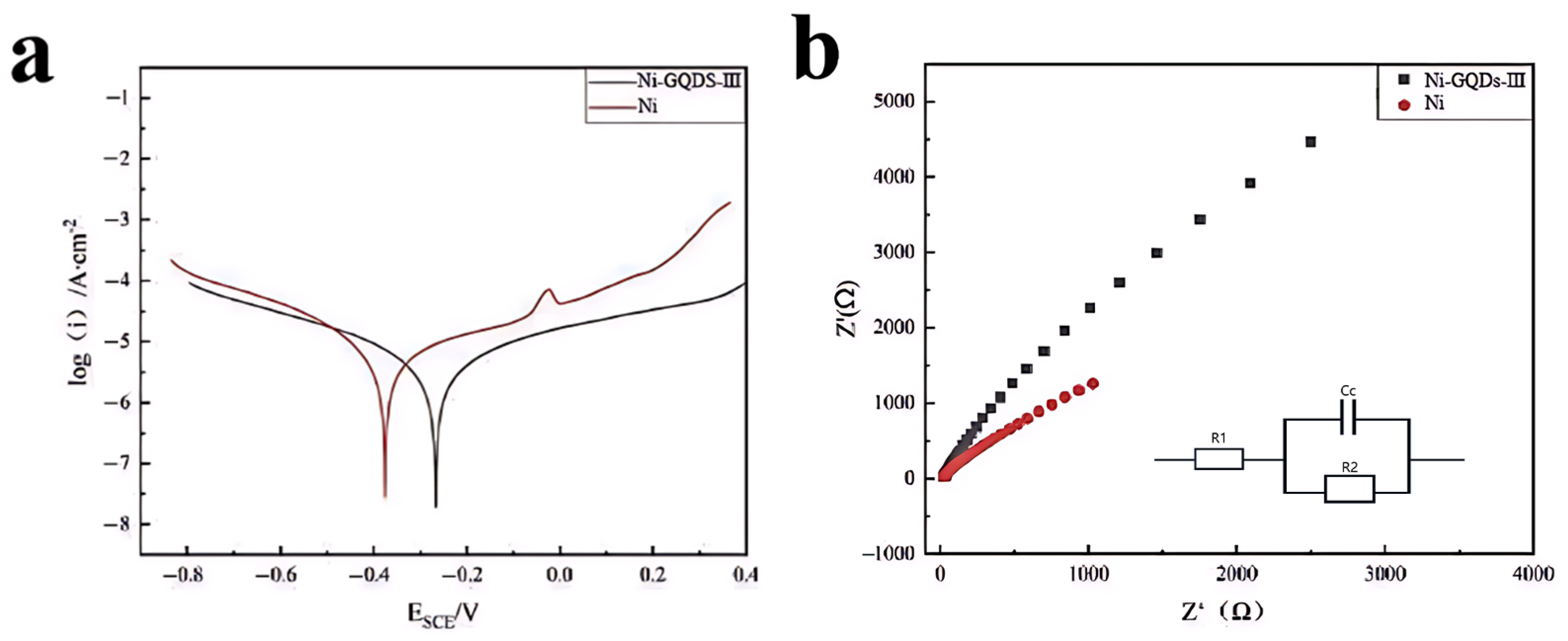
- The corrosion resistance test showed that the addition of the GQDs improved the corrosion resistance of the composite coatings. Compared with the supercritical pure nickel coating, the corrosion current density of the Ni–GQDs−III coating prepared at a current density of 8 A/dm2 decreased by 9.2%. After 120 h of immersion, it was found that there were only a few pits and corrosion holes in the Ni–GQDs−III coating, while a large number of corrosion holes had appeared on the surface of the Ni coating. The higher corrosion resistance of the Ni–GQDs−III coating was attributed to the GQDs.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chakraborty, S.; Kar, S.; Dey, V.; Ghosh, S.K. The phenomenon of surface modification by electro-discharge coating process: A review. Surf. Rev. Lett. 2018, 25, 1830003. [Google Scholar] [CrossRef]
- Karmakar, R.; Maji, P.; Ghosh, S.K. A review on the nickel based metal matrix composite coating. Met. Mater. Int. 2021, 27, 2134–2145. [Google Scholar] [CrossRef]
- Feng, Z.; Tang, M.; Liu, Y.; Yan, Z.; Li, G.; Zhang, R. In situ synthesis of TiC-TiN-reinforced Fe-base plasma cladding coatings. Surf. Eng. 2018, 34, 309–315. [Google Scholar] [CrossRef]
- Torabinejad, V.; Aliofkhazraei, M.; Assareh, S.; Allahyarzadeh, M.H.; Rouhaghdam, A.S. Electrodeposition of Ni-Fe alloys, composites, and nano coatings–A review. J. Alloys Compd. 2017, 691, 841–859. [Google Scholar] [CrossRef]
- Sarafrazi, M.H.; Alizadeh, M. Improved characteristics of Ni-electrodeposited coatings via the incorporation of Si and TiO2 particulate reinforcements. J. Alloys Compd. 2017, 720, 289–299. [Google Scholar] [CrossRef]
- Mu, J.; Gao, F.; Cui, G.; Wang, S.; Tang, S.; Li, Z. A comprehensive review of anticorrosive graphene-composite coatings. Prog. Org. Coat. 2021, 157, 106321. [Google Scholar] [CrossRef]
- Pinate, S.; Zanella, C. Wear behavior of Ni-based composite coatings with dual nano-SiC: Graphite powder mix. Coatings 2020, 10, 1060. [Google Scholar] [CrossRef]
- Yan, C.; Karthik, N.; Li, H.; Kang, Y.; Xiong, D. The nickel based composite coating fabricated by pulse electroplating through graft between nano-TiN and graphene oxide. Ceram. Int. 2020, 46, 15714–15718. [Google Scholar] [CrossRef]
- Wang, Z.F.; Liu, F. Nanopatterned graphene quantum dots as building blocks for quantum cellular automata. Nanoscale 2011, 3, 4201–4205. [Google Scholar] [CrossRef] [PubMed]
- Fattah-alhosseini, A.; Chaharmahali, R. Enhancing corrosion and wear performance of PEO coatings on Mg alloys using graphene and graphene oxide additions: A review. FlatChem 2021, 27, 100241. [Google Scholar] [CrossRef]
- Jiang, B.K.; Chen, A.Y.; Gu, J.F.; Fan, J.T.; Liu, Y.; Wang, P.; Li, H.; Sun, H.; Yang, J.; Wang, X. Corrosion resistance enhancement of magnesium alloy by N-doped graphene quantum dots and polymethyltrimethoxysilane composite coating. Carbon 2020, 157, 537–548. [Google Scholar] [CrossRef]
- Chien, Y.A.; Chen, C.Y.; Sone, M.; Chang, T.F.M. Sample size effect in Ni-TiO2 composites fabricated by supercritical CO2 emulsified CO-electroplating for miniaturized device. Micro Nano Eng. 2022, 15, 100135. [Google Scholar] [CrossRef]
- Pandiyarajan, S.; Hsiao, P.J.; Liao, A.H.; Ganesan, M.; Huang, S.T.; Chuang, H.C. High-performance polyvinylpyrrolidone capped copper coatings via ultrasonic-assisted supercritical-CO2 electrodeposition: Electrochemical evaluation. Surf. Coat. Technol. 2021, 409, 126926. [Google Scholar] [CrossRef]
- Pandiyarajan, S.; Manickaraj, S.S.M.; Liao, A.H.; Ramachandran, A.; Lee, K.Y.; Chuang, H.C. Construction of zinc-cobalt alloy film by supercritical-CO2 electrodeposition pathway: Evaluation of electrochemical robustness. Inorg. Chem. Commun. 2022, 144, 109858. [Google Scholar] [CrossRef]
- Qu, D.; Zheng, M.; Du, P.; Zhou, Y.; Zhang, L.; Li, D.; Tan, H.; Zhao, Z.; Xie, Z.; Sun, Z. Highly luminescent S, N co-doped graphene quantum dots with broad visible absorption bands for visible light photocatalysts. Nanoscale 2013, 5, 12272–12277. [Google Scholar] [CrossRef] [PubMed]
- Kartal, M.; Buyukbayram, I.; Alp, A.; Akbulut, H. Production of pulse electrodeposited Ni-TiC nanocomposite coatings. Mater. Today Proc. 2017, 4, 6982–6989. [Google Scholar] [CrossRef]
- Maharana, H.S.; Rai, P.K.; Basu, A. Surface-mechanical and electrical properties of pulse electrodeposited Cu–graphene oxide composite coating for electrical contacts. J. Mater. Sci. 2017, 52, 1089–1105. [Google Scholar] [CrossRef]
- Li, Y.; Wang, G.; Liu, S.; Zhao, S.; Zhang, K. The preparation of Ni/GO composite foils and the enhancement effects of GO in mechanical properties. Compos. Part B Eng. 2018, 135, 43–48. [Google Scholar] [CrossRef]
- Wang, J.; Lei, W.; Deng, Y.; Xue, Z.; Qian, H.; Liu, W.; Li, X. Effect of current density on microstructure and corrosion resistance of Ni-graphene oxide composite coating electrodeposited under supercritical carbon dioxide. Surf. Coat. Technol. 2019, 358, 765–774. [Google Scholar] [CrossRef]
- Hao, H.H.; Liu, J.B.; Li, K.W.; Wang, H.; Yan, H. Research progress on characterization of graphene structure by raman spectroscopy. Mater. Eng. 2018, 46, 1–10. [Google Scholar]
- Wei, G.; Gao, E.; Ding, Z.; Li, X. Effect of graphene particle size on the properties of Ni-Co-graphene composite coatings. Rare Met. Mater. Eng. 2018, 50, 1735–1742. [Google Scholar]
- Xue, Z.; Lei, W.; Wang, Y.; Qian, H.; Li, Q. Effect of pulse duty cycle on the microstructure and properties of graphene composite coatings under supercritical conditions. Mater. Eng. 2019, 47, 53–62. [Google Scholar]
- Fan, Y.; Yang, L.; Zhang, J.; Wu, H.; Wang, Y. Preparation and properties of carbon nanotubes reinforced Cu–Ni composite coatings. Surf. Technol. 2019, 48, 114–124. [Google Scholar]
- Khalil, M.W.; Eldin, T.A.S.; Hassan, H.B.; El-Sayed, K.; Hamid, Z.A. Electrodeposition of Ni–GNS–TiO2 nanocomposite coatings as anti-corrosion film for mild steel in neutral environment. Surf. Coat. Technol. 2015, 275, 98–111. [Google Scholar] [CrossRef]
- Lou, Y.; Sun, J.; Xia, F. Corrosion behavior of Ni–SiC nanocoatings prepared by jet electrodeposition. Ordnance Mater. Sci. Eng. 2020, 43, 38–42. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reagent | Dosage/g |
|---|---|
| C6H8O7·H2O | 0.21 |
| CH4N2O | 0.18 |
| H2O | 5 |
| Components | Dosage/(g·L−1) |
|---|---|
| NiSO4·6H2O | 300.0 |
| NiCl2·6H2O | 30.0 |
| H3BO3 | 35.0 |
| C12H25NaO4S | 0.2 |
| TMN Surfactant | 0.15 |
| Process Parameters | Sample | ||||
|---|---|---|---|---|---|
| Ni–GQDs–I | Ni–GQDs–II | Ni–GQDs–III | Ni–GQDs–IV | Ni | |
| GQDs (g/L) | 0.15 | 0.15 | 0.15 | 0.15 | 0 |
| Current density(A/dm2) | 4 | 6 | 8 | 10 | 8 |
| Pressure/MPa | 9.5 | 9.5 | 9.5 | 9.5 | 9.5 |
| Temperature/°C | 50 | 50 | 50 | 50 | 50 |
| Sample | TC (111) | TC (200) | TC (220) |
|---|---|---|---|
| 4 A/dm2, Ni–GQDs–I | 0.3758 | 0.3226 | 0.2948 |
| 6 A/dm2, Ni–GQDs–II | 0.4138 | 0.3226 | 0.2636 |
| 8 A/dm2, Ni–GQDs–III | 0.3513 | 0.3180 | 0.3307 |
| 10 A/dm2, Ni–GQDs–IV | 0.4266 | 0.3112 | 0.2621 |
| 8 A/dm2, Ni | 0.1677 | 0.6948 | 0.1374 |
| Sample | Average Grain Size (nm) |
|---|---|
| 4 A/dm2, Ni–GQDs–I | 32 ± 3 |
| 6 A/dm2, Ni–GQDs–II | 29 ± 3 |
| 8 A/dm2, Ni–GQDs–III | 23 ± 3 |
| 10 A/dm2, Ni–GQDs–IV | 27 ± 3 |
| 8 A/dm2, Ni | 35 ± 3 |
| Sample | Position D (cm−1) | Position G (cm−1) | Strength D (ID) | Strength G (IG) | ID/IG |
|---|---|---|---|---|---|
| GQDs | 1357.5 | 1551.1 | 1121.4 | 1133.3 | 0.98 |
| Ni–GQDs–III | 1340.9 | 1568.5 | 2000.5 | 2197.6 | 0.91 |
| Ni | / | / | / | / | / |
| Sample | Weight of Sample (g) | C (wt%) |
|---|---|---|
| Ni | 0.2021 | 0.061 |
| Ni–GQDs−III | 0.2056 | 0.890 |
| Sample | Maximum Depth of Wear Scar/μm | Wear Scar Cross Section/μm2 | Wear Rate mm3/(N·mm) |
|---|---|---|---|
| 8 A/dm2, Ni–GQDs−III | 12.1 | 1786 | 1.786 × 10−4 |
| 8 A/dm2, Ni | 19.2 | 6664 | 6.664 × 10−4 |
| Sample | Ecorr (V) | Icorr (A/cm−2) |
|---|---|---|
| Ni | −0.375 | 4.536 × 10−6 |
| Ni–GQDs−III | −0.278 | 4.117 × 10−6 |
| Coating | R1/Ω∙cm2 | R2/Ω∙cm2 |
|---|---|---|
| Ni–GQDs−III | 28.89 | 8979 |
| Ni | 33.27 | 1054 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Lei, W.; Li, Z.; Qian, H.; Fang, C.; He, B. Research on the Electrodeposition of Graphene Quantum Dots under Supercritical Conditions to Enhance Nickel-Based Composite Coatings. Metals 2023, 13, 1794. https://doi.org/10.3390/met13111794
Li Y, Lei W, Li Z, Qian H, Fang C, He B. Research on the Electrodeposition of Graphene Quantum Dots under Supercritical Conditions to Enhance Nickel-Based Composite Coatings. Metals. 2023; 13(11):1794. https://doi.org/10.3390/met13111794
Chicago/Turabian StyleLi, Yahan, Weining Lei, Zhixian Li, Haifeng Qian, Cong Fang, and Bin He. 2023. "Research on the Electrodeposition of Graphene Quantum Dots under Supercritical Conditions to Enhance Nickel-Based Composite Coatings" Metals 13, no. 11: 1794. https://doi.org/10.3390/met13111794
APA StyleLi, Y., Lei, W., Li, Z., Qian, H., Fang, C., & He, B. (2023). Research on the Electrodeposition of Graphene Quantum Dots under Supercritical Conditions to Enhance Nickel-Based Composite Coatings. Metals, 13(11), 1794. https://doi.org/10.3390/met13111794