
Hot Work Mold Repaired via Hot Isostatic Pressing towards High Red Hardness


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Repair Method and Heat Treatment
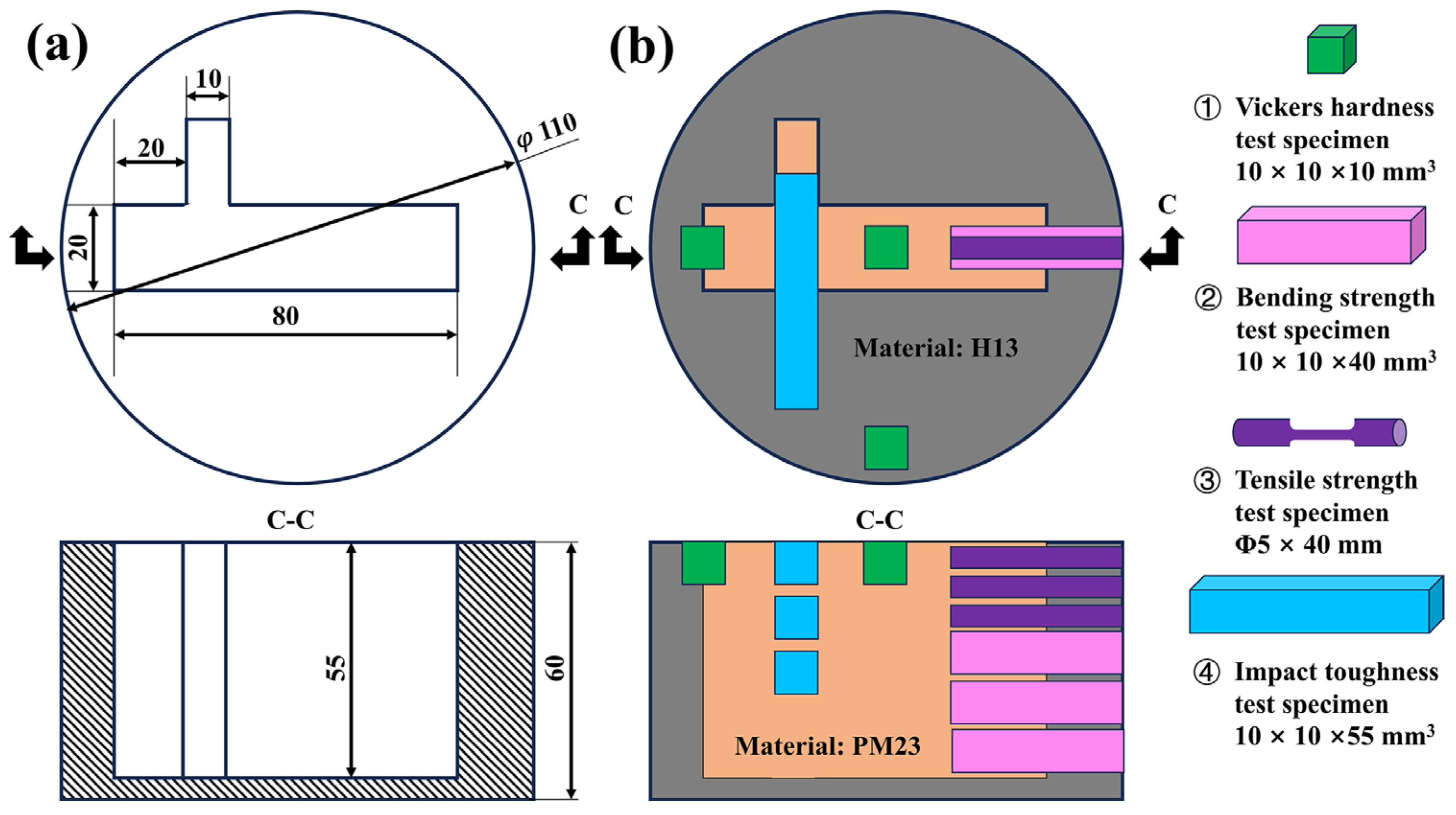
2.3. Characterization and Mechanical Tests
3. Results
3.1. Surface Roughness, Density, and Microstructure
3.2. Mechanical Properties
3.3. Defects and Failure Forms
4. Conclusions
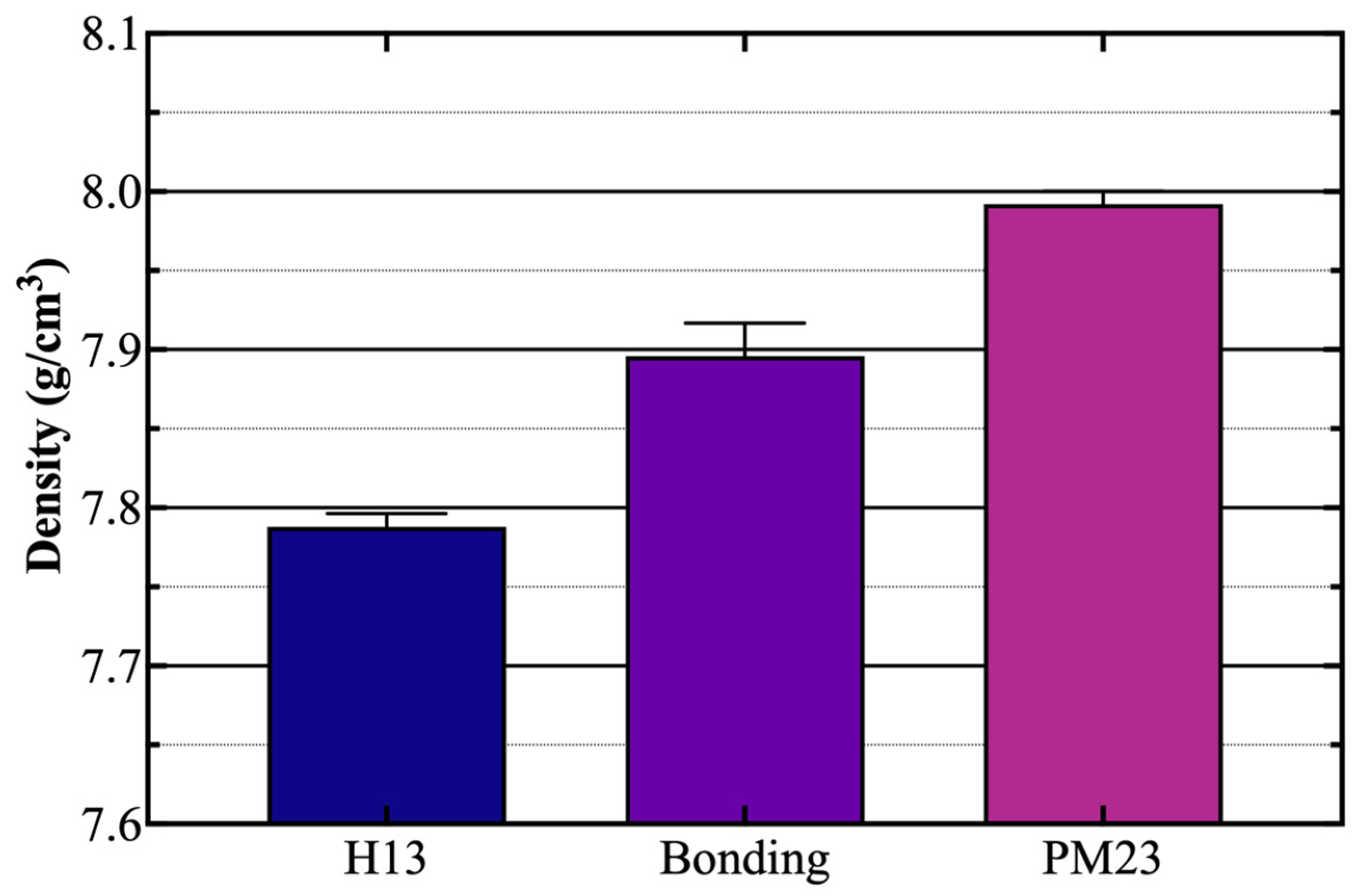
- HIP technology enables the repair of H13 molds with PM23 powder with a high density.
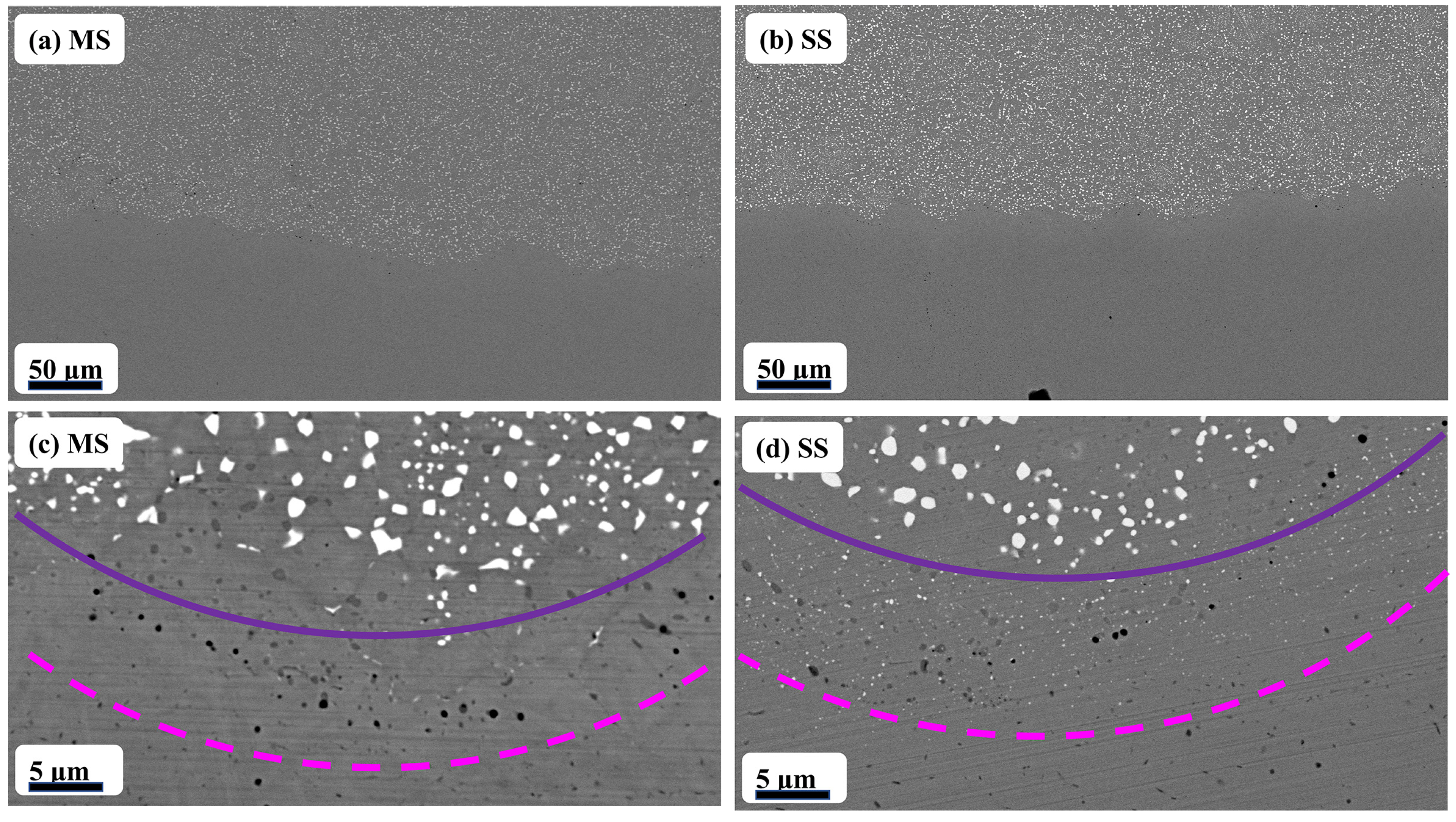
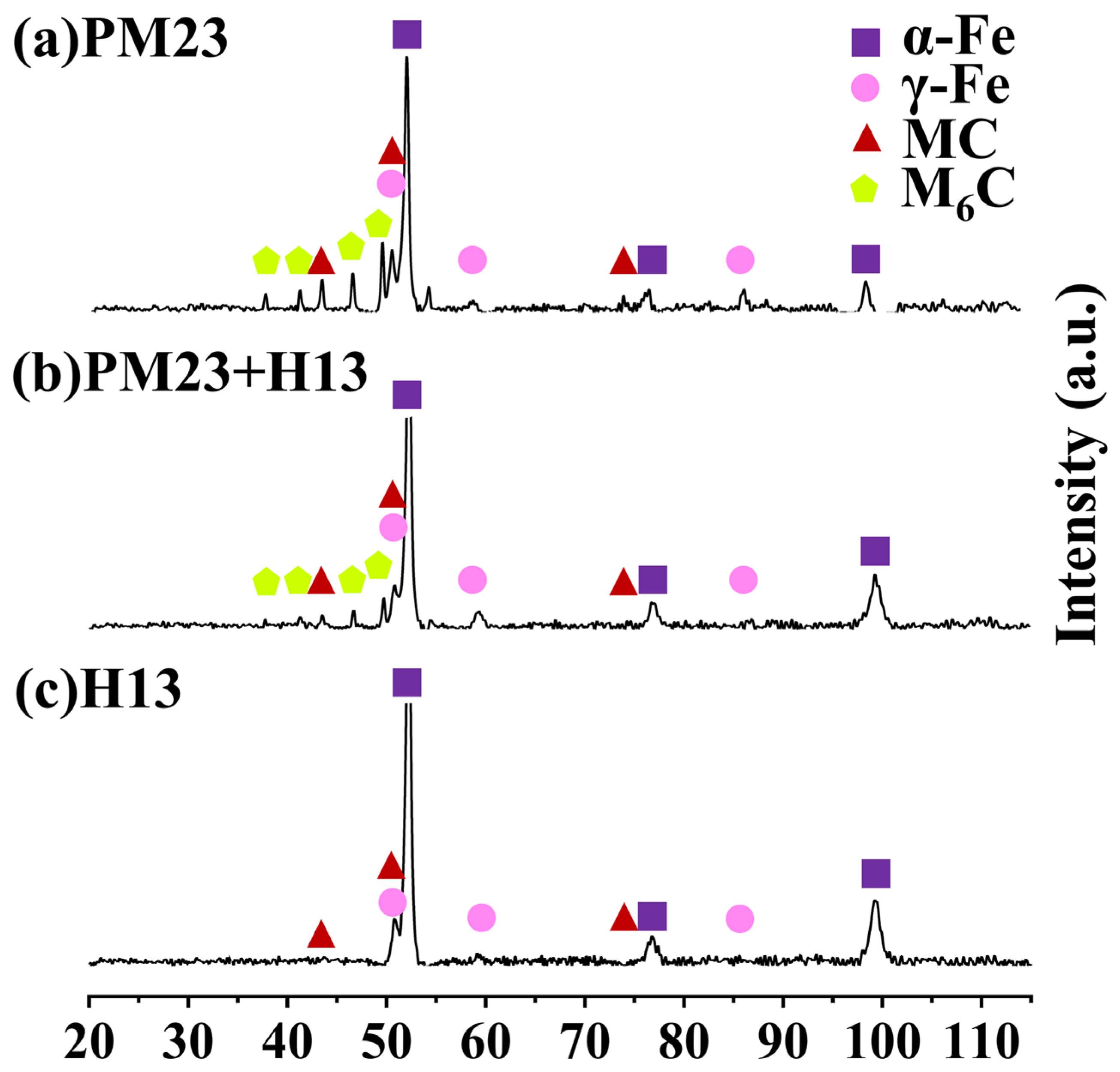
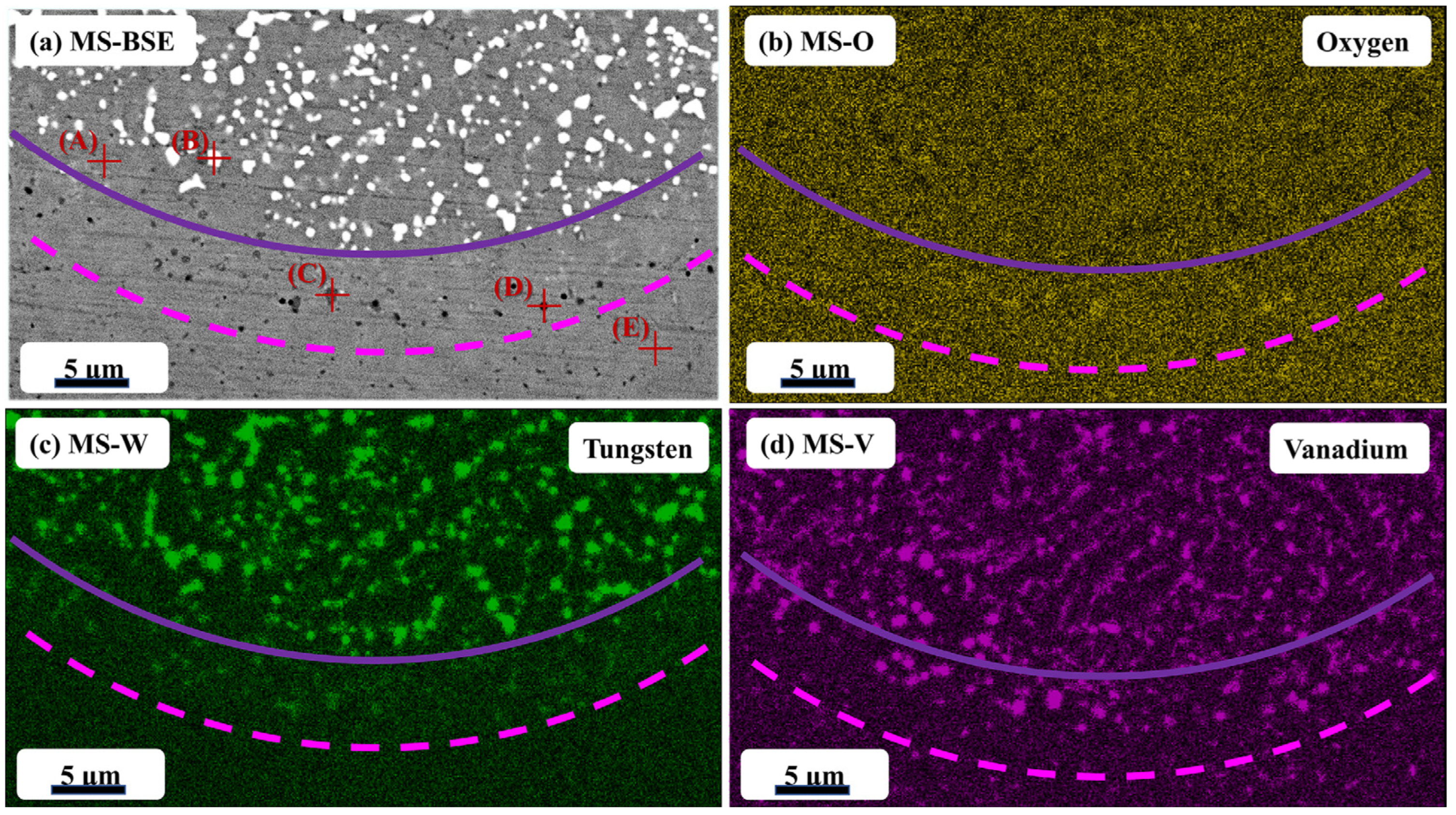
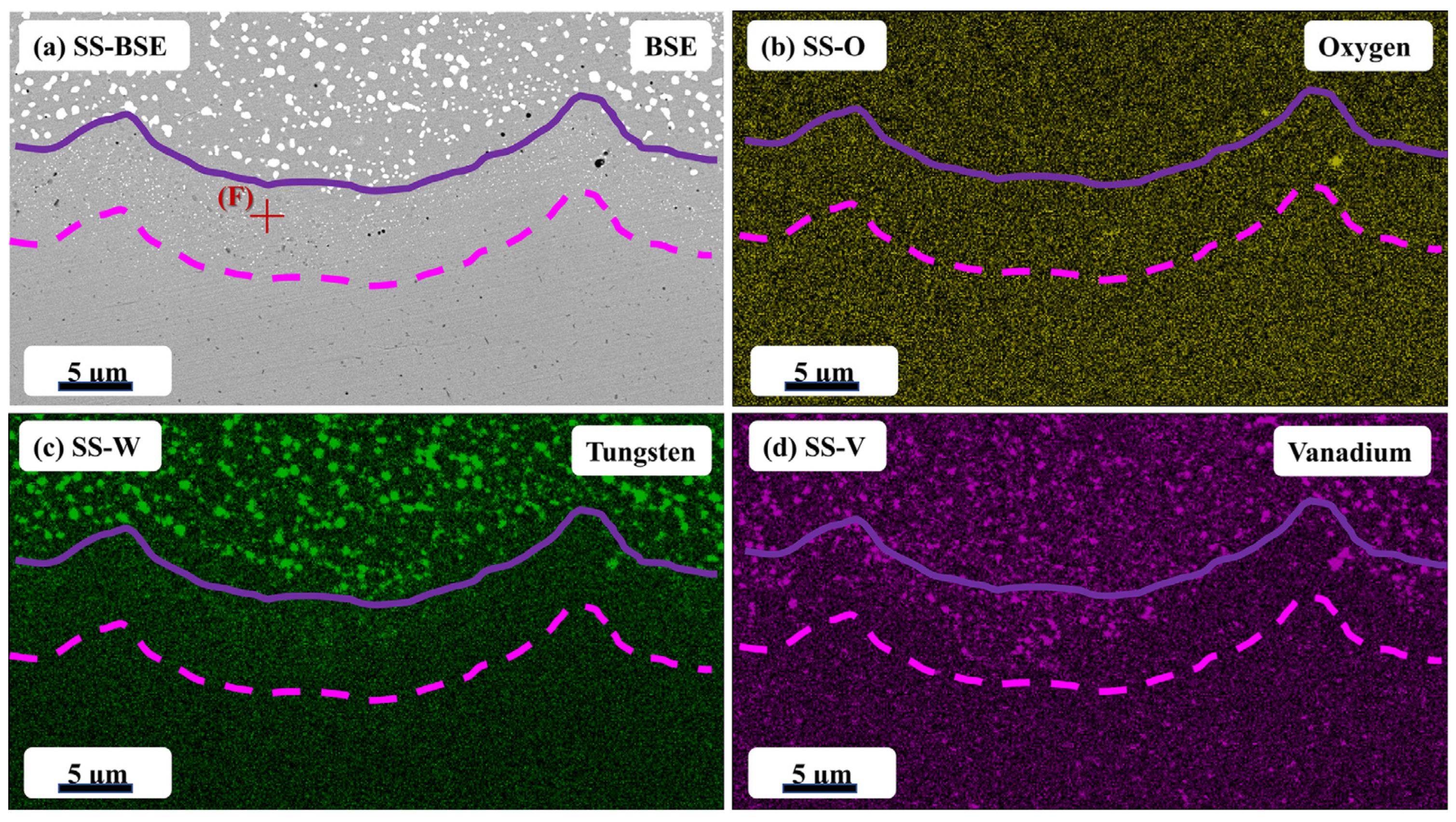
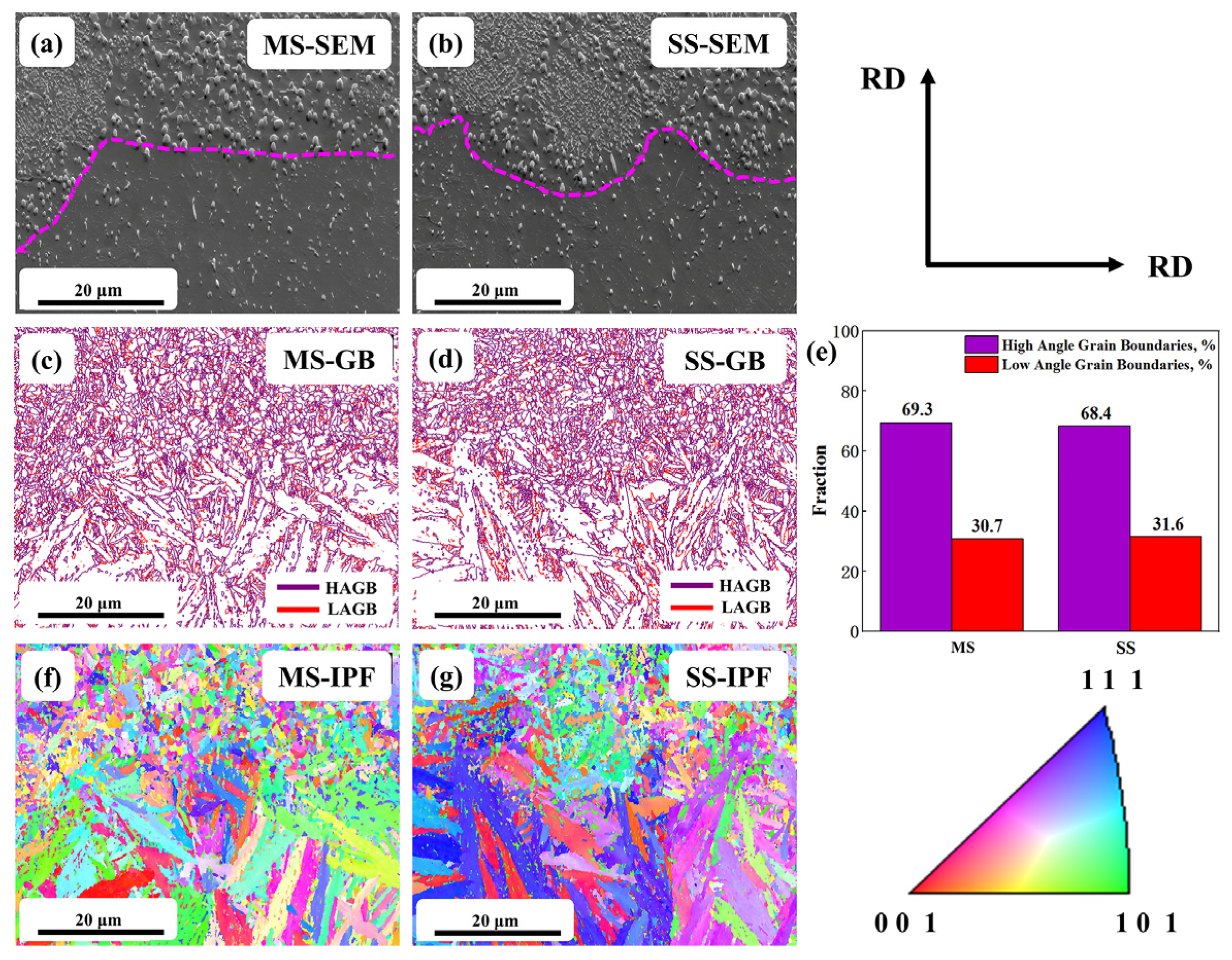
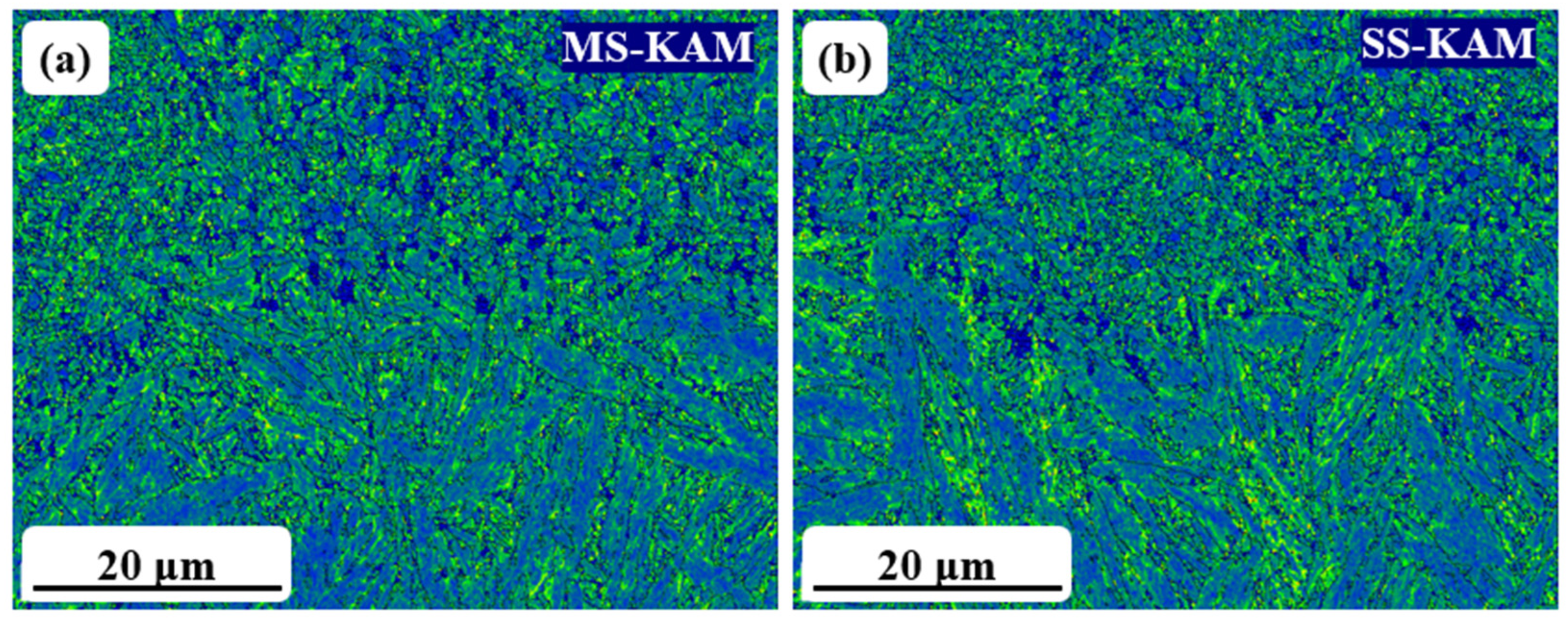
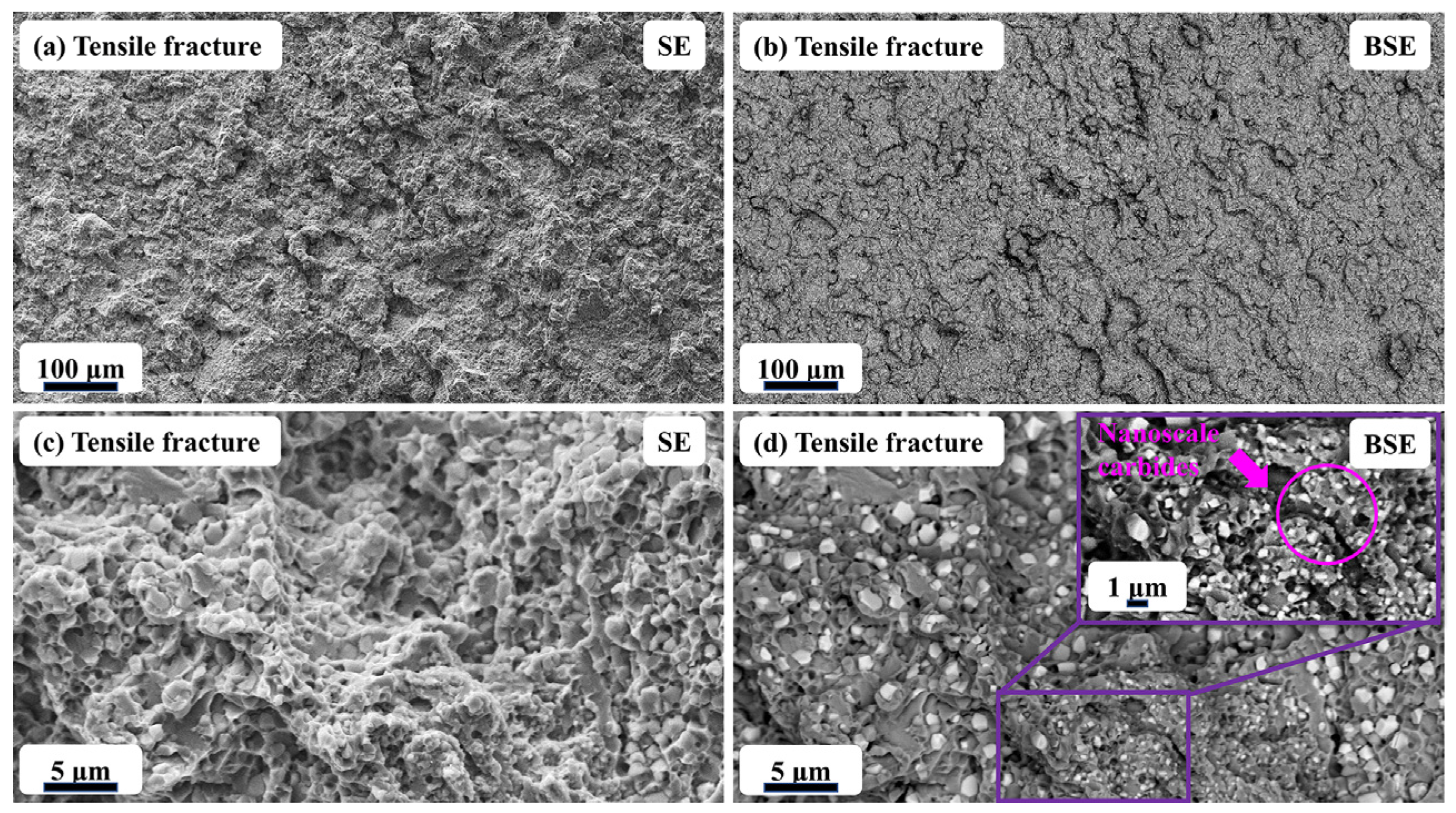
- The repaired mold is divided into three main feature regions: the PM23 region with distributed carbides (M6C and MC), the bonding region with nanoscale carbides, and the H13 region with MC carbide. Compared with the machined state sample, the bonding interface is more irregular and jagged in the sandblasted state sample, the number of nanoscale carbides higher, and there are more low-angle grain boundaries.
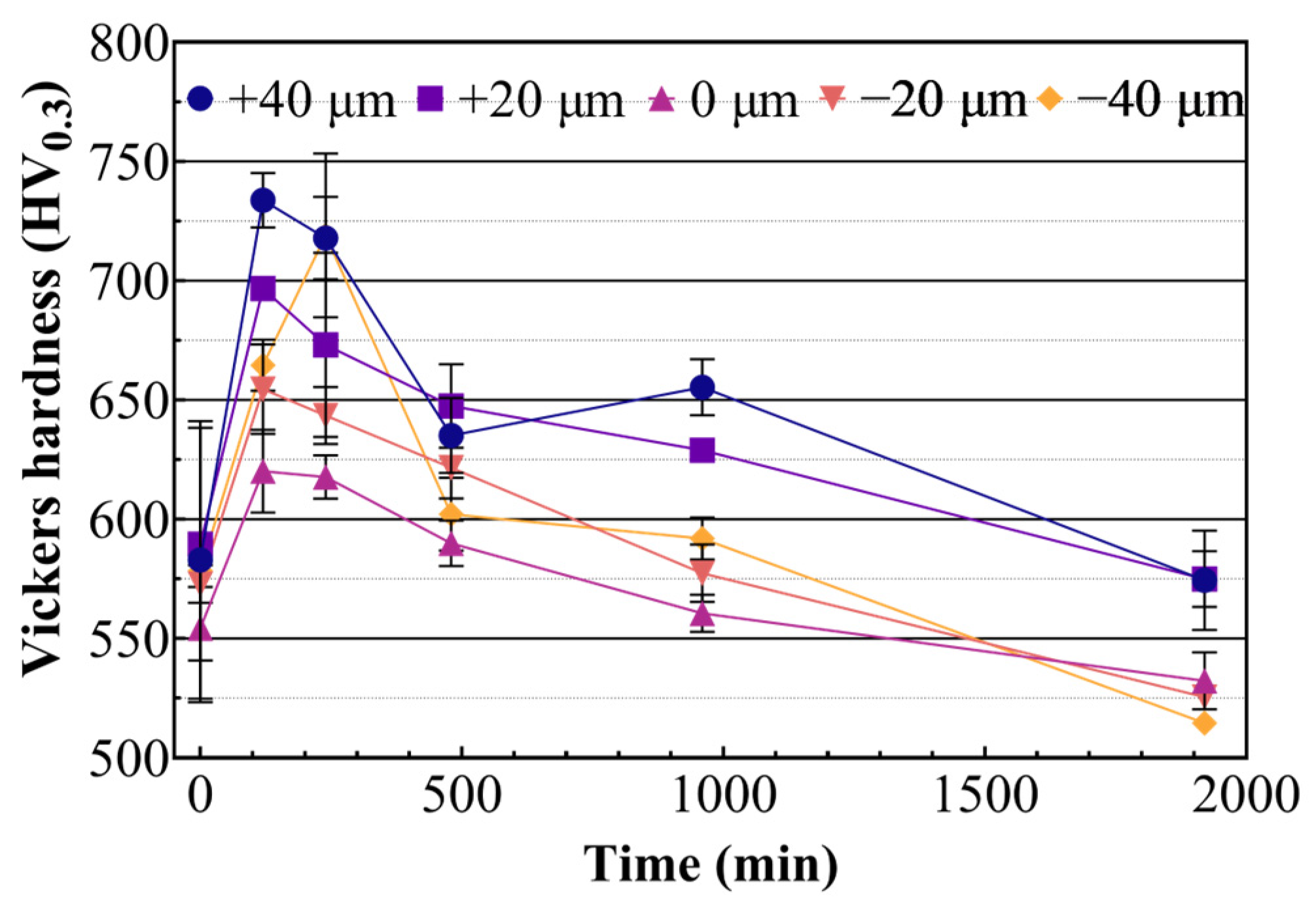
- The hardness of the molds surface was enhanced with the PM23 materials, and the hardness of the PM23 region after 960 min of red hardness testing was still close to 600 HV. Furthermore, the EBSD and three toughness tests indicate that the application of the sandblasting process is beneficial for the bonding strength of these two materials. The results indicate that the repair method with HIP and sandblasting is effective.
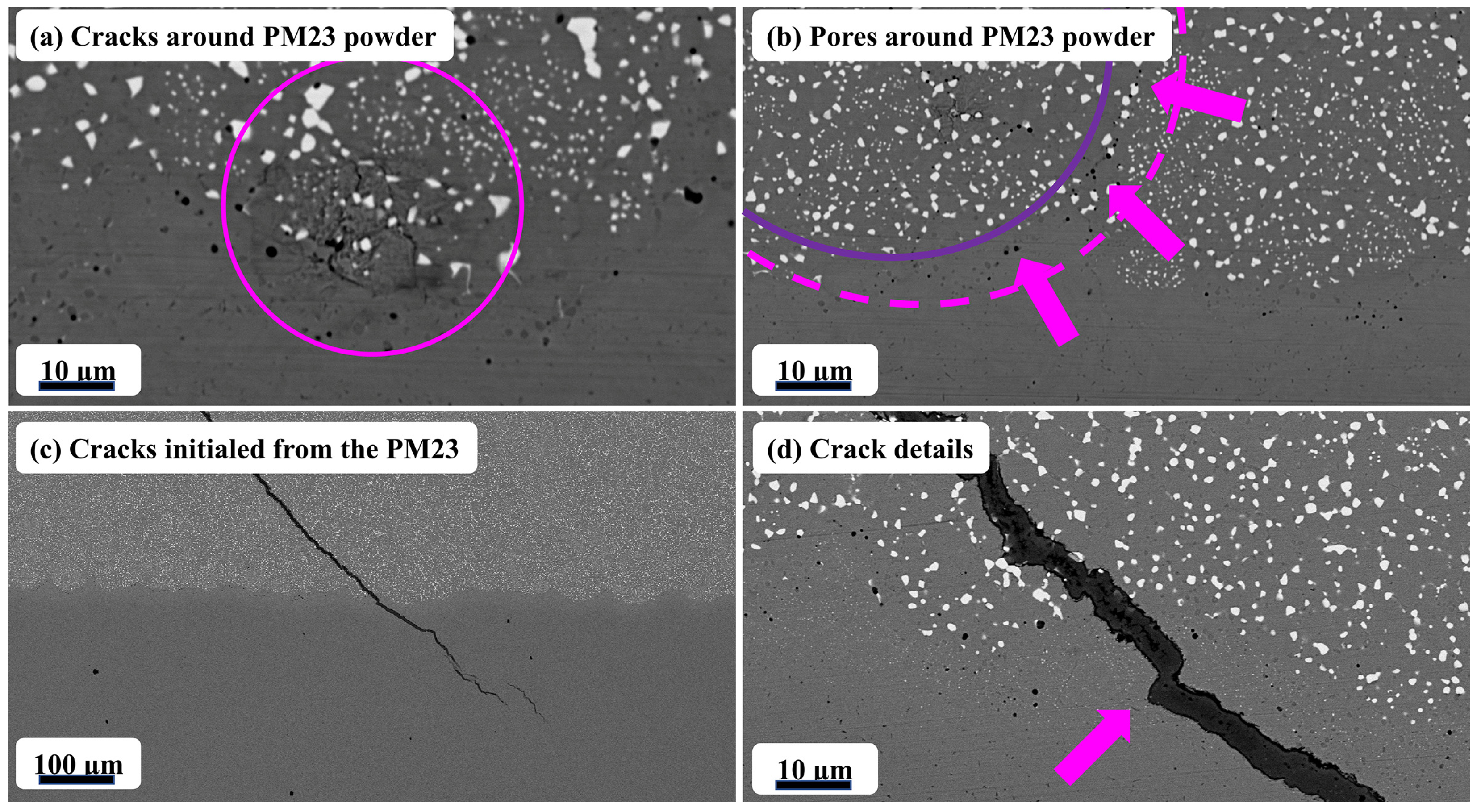
- There are two forms of defects that occur in this method of repairing molds; one is microcracking due to the poor bonding of fine powders, and the other is powder boundary microporosity due to PPB. Therefore, optimizing the powder particle size is a reasonable means of improving this repair method. In addition, the mold failure mode was analyzed, it mainly originated from the cracking of PM23, and the direction of the cracks ran along the carbide expansion of the H13 mold.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wen, Z.; Dejun, K. Effect of Low Temperature Plasma Nitriding on Salt Spray Corrosion and Electrochemical Corrosion of H13 Hot Work Mould Steel. Int. J. Electrochem. Sci. 2018, 13, 8376–8387. [Google Scholar] [CrossRef]
- Hao, J.; Hu, F.; Le, X.; Liu, H.; Yang, H.; Han, J. Microstructure and high-temperature wear behaviour of Inconel 625 multi-layer cladding prepared on H13 mould steel by a hybrid additive manufacturing method. J. Mater. Process. Technol. 2021, 291, 117036. [Google Scholar] [CrossRef]
- Sun, Y.; Wang, J.; Li, M.; Wang, Y.; Li, C.; Dai, T.; Hao, M.; Ding, H. Thermal and mechanical properties of selective laser melted and heat treated H13 hot work tool steel. Mater. Des. 2022, 224, 111295. [Google Scholar] [CrossRef]
- Du, X.; Liu, X.; Shen, Y.; Liu, R.; Wei, Y. H13 tool steel fabricated by wire arc additive manufacturing: Solidification mode, microstructure evolution mechanism and mechanical properties. Mater. Sci. Eng. A 2023, 883, 145536. [Google Scholar] [CrossRef]
- Kirchner, A.; Klöden, B.; Franke-Jurisch, M.; Rauh-Hain, L.I.; Weißgärber, T. Manufacturing of Tool Steels by PBF-EB. Metals 2021, 11, 1640. [Google Scholar] [CrossRef]
- Li, L.; Cai, Z.; Wu, X. Effect of Silicon on Thermal Stability of 4Cr3Mo2V Hot-Work Die Steel. Metals 2023, 13, 100. [Google Scholar] [CrossRef]
- Zhu, Y.; Chen, J.; Li, X. Numerical Simulation of Thermal Field and Performance Study on H13 Die Steel-Based Wire Arc Additive Manufacturing. Metals 2023, 13, 1484. [Google Scholar] [CrossRef]
- Priarone, P.C.; Campatelli, G.; Catalano, A.R.; Baffa, F. Life-cycle energy and carbon saving potential of Wire Arc Additive Manufacturing for the repair of mold inserts. CIRP J. Manuf. Sci. Technol. 2021, 35, 943–958. [Google Scholar] [CrossRef]
- Preciado, W.T.; Bohorquez, C.E.N. Repair welding of polymer injection molds manufactured in AISI P20 and VP50IM steels. J. Mater. Process. Technol. 2006, 179, 244–250. [Google Scholar] [CrossRef]
- Heogh, W.; Yeon, S.M.; Kang, D.-S.; Park, S.; Park, S.; Ryu, K.; Sun, J.; Ji, L.; Son, Y.; Choi, K.; et al. The design and additive manufacturing of an eco-friendly mold utilized for high productivity based on conformal cooling optimization. Mater. Des. 2022, 222, 111088. [Google Scholar] [CrossRef]
- Hu, Q.; Wang, M.; Chen, Y.; Si, Z.; Zhang, D. Effects of sintering temperatures on the microstructure and mechanical properties of S390 powder metallurgy high-speed steel. Front. Mater. 2023, 10, 1198776. [Google Scholar] [CrossRef]
- Hu, Q.; Wang, M.; Chen, Y.; Liu, H.; Si, Z. The effect of MC-type carbides on the microstructure and wear behavior of S390 high-speed steel produced via spark plasma sintering. Metals 2022, 12, 2168. [Google Scholar] [CrossRef]
- Meurling, F. Influence of carbide and inclusion contents on the fatigue properties of high speed steels and tool steels. Int. J. Fatigue 2001, 23, 215–224. [Google Scholar] [CrossRef]
- Šuštaršič, B.; Kosec, L.; Jenko, M.; Leskovšek, V. Vacuum sintering of water-atomised HSS powders with MoS2 additions. Vacuum 2001, 61, 471–477. [Google Scholar] [CrossRef]
- Hu, Q.; Chen, Y.; Wang, M.; Ge, X.; Liu, H.; Zuo, L.; Zhang, D. Quantitative investigation of influence of Al2O3 non-metallic inclusions on bending strength of powder metallurgy highspeed steel. J. Phys. Conf. Ser. 2022, 2200, 012025–012030. [Google Scholar] [CrossRef]
- Le, J.; Yang, J.; Yin, H.; Samarov, V.; Gandy, D.; Lou, X. SA508 low alloy steel to 316L stainless steel dissimilar metal joint made by powder metallurgy hot isostatic pressing. Mater. Sci. Eng., A 2023, 875, 145060. [Google Scholar] [CrossRef]
- Viala, J.C.; Peronnet, M.; Barbeau, F.; Bosselet, F.; Bouix, J. Interface chemistry in aluminium alloy castings reinforced with iron base inserts. Compos. Part A 2002, 33, 1417–1420. [Google Scholar] [CrossRef]
- Li, X.; Ye, J.; Zhang, H.; Feng, T.; Chen, J.; Hu, X. Sandblasting induced stress release and enhanced adhesion strength of diamond films deposited on austenite stainless steel. Appl. Surf. Sci. 2017, 412, 366–373. [Google Scholar] [CrossRef]
- Benito, S.; Boes, J.; Matsuo, M.; Weber, S.; Theisen, W. Uncovering process-structure relationships associated to the hot isostatic pressing of the high-speed steel PMHS 3-3-4 through novel microstructural characterization methods. Mater. Des. 2021, 208, 109925–109929. [Google Scholar] [CrossRef]
- Geenen, K.; Röttger, A.; Feld, F.; Theisen, W. Microstructure, mechanical, and tribological properties of M3:2 high-speed steel processed by selective laser melting, hot-isostatic pressing, and casting. Addit. Manuf. 2019, 28, 585–599. [Google Scholar] [CrossRef]
- Filho, O.O.A.; Gonzalez, C.H.; Filho, S.L.U.; Oliveira, C.A.N.; Silva, N.D.E.G.; Filho, F.A. Secondary Hardening of an AISI M3:2 High Speed Steel Sinter 23 Hot Isostatic Pressed. Mater. Sci. Forum 2017, 899, 361–365. [Google Scholar] [CrossRef]
- Wang, Y.Q.; Yang, H.F.; Han, Q.G.; Fang, L.; Ge, S.R. Tribological and Lubrication Properties of Sandblast-Textured Surfaces with Varied Roughness. Adv. Mater. Res. 2011, 154–155, 1019–1022. [Google Scholar] [CrossRef]
- Sen, D.; Chavan, N.M.; Rao, D.S.; Sundararajan, G. Influence of Grit Blasting on the Roughness and the Bond Strength of Detonation Sprayed Coating. J. Therm. Spray Technol. 2010, 19, 805–815. [Google Scholar] [CrossRef]
- Lu, L.; Hou, L.G.; Zhang, J.X.; Wang, H.B.; Cui, H.; Huang, J.F.; Zhang, Y.A.; Zhang, J.S. Improved the microstructures and properties of M3:2 high-speed steel by spray forming and niobium alloying. Mater. Charact. 2016, 117, 1–8. [Google Scholar] [CrossRef]
- Ghomashchi, M.R.; Sellars, C.M. Microstructural changes in as-cast M2 grade high speed steel during high temperature treatment. Met. Sci. 2013, 18, 44–48. [Google Scholar] [CrossRef]
- Ghomashchi, M.R. Quantitative microstructural analysis of M2 grade high speed steel during high temperature treatment. Acta Mater. 1998, 46, 5207–5220. [Google Scholar] [CrossRef]
- Bergmueller, S.; Kaserer, L.; Fuchs, L.; Braun, J.; Weinberger, N.; Letofsky-Papst, I.; Leichtfried, G. Crack-free in situ heat-treated high-alloy tool steel processed via laser powder bed fusion: Microstructure and mechanical properties. Heliyon 2022, 8, e10171. [Google Scholar] [CrossRef]
- Li, Y.; Wang, Y.; Niu, J.; Liu, S.; Lin, Y.; Liu, N.; Ma, J.; Zhang, Z.; Wang, J. Microstructure and mechanical properties of M2 high speed steel produced by electron beam melting. Mater. Sci. Eng. A 2023, 862, 13–19. [Google Scholar] [CrossRef]
- Wu, H.-X.; Ge, C.-C.; Yan, Q.-Z.; Xia, M.; Tian, T.; Zhu, Z.-L.; Hu, Q.-P. Plastic deformation behavior of spray formed superalloy FGH100. Mater. Sci. Eng. A 2017, 699, 156–164. [Google Scholar] [CrossRef]
- Ding, H.; Yuan, Z.; Liu, T.; Chen, L.; Zhou, Y.; Cao, Y.; Cao, F.; Luo, R.; Cheng, X. Microstructure and high-temperature tensile behavior of modified H13 steel with the addition of tungsten, molybdenum, and lowering of chromium. Mater. Sci. Eng. A 2023, 866, 144655. [Google Scholar] [CrossRef]
- Ding, H.; Cheng, X.; Liu, T.; Cao, F.; Chen, L.; Luo, R.; Zhang, Y.; Zhang, B. Microstructure and high-temperature tensile behavior of spray-formed modified 2000MPa H13 hot work die steel with 0.5 wt% carbon. Mater. Sci. Eng. A 2022, 842, 143102. [Google Scholar] [CrossRef]
- Xiao, Y.; Lang, L.-H.; Xu, W.-C.; Zhang, D.-x. Diffusion bonding of Ti—6Al—4V titanium alloy powder and solid by hot isostatic pressing. Trans. Nonferrous Met. Soc. China 2022, 32, 3587–3595. [Google Scholar] [CrossRef]
- Xiao, Y.; Lang, L.-H.; Xu, W.-C. Microstructure and mechanical properties of CuAgZn/GH909 diffusion bonded joint fabricated by hot isostatic pressing. Trans. Nonferrous Met. Soc. China 2021, 31, 475–484. [Google Scholar] [CrossRef]
- Xiao, L.; Li, S.; Xu, J.; Zhao, Z.; Xiang, H.; Bao, X.; Piao, S.; Peng, Z.; Pan, L.; Liang, X.; et al. Failure mechanism and improvement process of preparing carbide coating on high speed steel by thermal diffusion reaction. Surf. Coat. Technol. 2020, 404, 126398. [Google Scholar] [CrossRef]
- Firouzi, A.; Yazdani, S.; Tavangar, R.; Shakerifard, B.; Mohammad, F.K. Austempering of PM HSS ASP2030 for improved fracture toughness. Metall. Res. Technol. 2022, 119, 211–220. [Google Scholar] [CrossRef]
- Akhmetov, A.S.; Eremeeva, Z.V. Investigation of the Structure of Sintered Blanks from Powder Mixture of R6M5K5 High-Speed Steel Containing Diffusion-Alloyed Powder. Metallurgist 2022, 66, 299–303. [Google Scholar] [CrossRef]
- Lyu, C.; Yao, Y.; Zhang, X.; Luo, Y. Influence of tempering temperature on the microstructure and wear properties of powder metallurgy high-speed steels. Steel Res. Int. 2022, 93, 10–17. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| AISI | C | Si | Mn | Cr | Mo | V | W | Fe | |
|---|---|---|---|---|---|---|---|---|---|
| Mold | H13 | 0.39 | 1.00 | 0.41 | 5.23 | 1.34 | 0.98 | – | Bal. |
| Powder | PM23 | 1.20 | – | – | 4.98 | 4.13 | 1.52 | 8.12 | Bal. |
| Samples and Surface Treatments | Surface Roughness (μm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Materials | Treatment | Angle (°) | Time (s) | Distance (mm) | Ra | Rz | Rp | Rv | Ref. |
| H13 | MS | – | – | – | 0.45 ± 0.05 | 4.76 ± 0.99 | 3.23 ± 1.02 | 2.33 ± 0.62 | – |
| H13 | SS | 65 | 15 | 200 | 3.46 ± 0.65 | 23.27 ± 5.45 | 7.83 ± 2.08 | 15.44 ± 3.59 | – |
| AISI 1045 | PS | – | – | – | 0.03 | – | – | – | [22] |
| AISI 1045 | SS | 70–80 | 30 | 100 | 3.92 | – | – | – | [22] |
| AISI 4130 | SS | 90 | 6 | 250 | 8.65 | – | – | – | [23] |
| AISI 4130 | SS | 45 | 6 | 250 | 7.93 | – | – | – | [23] |
| Point | C | O | V | Cr | Fe | Mo | W | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| wt.% | at.% | wt.% | at.% | wt.% | at.% | wt.% | at.% | wt.% | at.% | wt.% | at.% | wt.% | at.% | |
| (A) | 2.20 | 9.59 | 0.80 | 2.62 | 2.50 | 2.57 | 3.80 | 3.83 | 84.48 | 79.09 | 2.10 | 1.15 | 4.10 | 1.17 |
| (B) | 3.60 | 19.09 | 1.20 | 4.78 | 2.70 | 3.38 | 3.70 | 4.53 | 39.86 | 45.51 | 18.08 | 12.02 | 30.87 | 10.70 |
| (C) | 5.20 | 22.32 | 0.00 | 0.00 | 40.86 | 41.38 | 4.50 | 4.50 | 23.18 | 21.41 | 11.89 | 6.39 | 14.39 | 4.04 |
| (D) | 2.70 | 11.44 | 4.90 | 15.59 | 15.50 | 15.49 | 4.00 | 3.92 | 50.30 | 45.84 | 5.80 | 3.08 | 16.80 | 4.65 |
| (E) | 2.20 | 9.62 | 0.40 | 1.31 | 0.10 | 0.10 | 4.21 | 4.24 | 88.48 | 83.00 | 1.60 | 0.88 | 3.00 | 0.86 |
| (F) | 2.20 | 11.47 | 0.70 | 2.74 | 2.40 | 2.95 | 4.40 | 5.30 | 54.15 | 60.78 | 14.19 | 9.27 | 21.98 | 7.49 |
| Tensile Strength (MPa) | Bending Strength (MPa) | Impact Toughness (J) | |
|---|---|---|---|
| MS | 1158.67 ± 15.23 | 345.33 ± 8.08 | 65 ± 2.78 |
| SS | 1195.42 ± 31.58 | 420.19 ± 14.57 | 70 ± 5.35 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ge, X.; Ma, Q.; Chen, Y.; Wang, M.; Hu, Q. Hot Work Mold Repaired via Hot Isostatic Pressing towards High Red Hardness. Metals 2023, 13, 1783. https://doi.org/10.3390/met13101783
Ge X, Ma Q, Chen Y, Wang M, Hu Q. Hot Work Mold Repaired via Hot Isostatic Pressing towards High Red Hardness. Metals. 2023; 13(10):1783. https://doi.org/10.3390/met13101783
Chicago/Turabian StyleGe, Xueyuan, Qingxian Ma, Yunbo Chen, Miaohui Wang, and Qipeng Hu. 2023. "Hot Work Mold Repaired via Hot Isostatic Pressing towards High Red Hardness" Metals 13, no. 10: 1783. https://doi.org/10.3390/met13101783
APA StyleGe, X., Ma, Q., Chen, Y., Wang, M., & Hu, Q. (2023). Hot Work Mold Repaired via Hot Isostatic Pressing towards High Red Hardness. Metals, 13(10), 1783. https://doi.org/10.3390/met13101783