
Modal Analysis of Ultrasonic Spot Welding for Lightweight Metals Joining



Abstract
:1. Introduction
2. Numerical Model
2.1. Steady-State Dynamics under Given Frequency
2.2. Simulation by Coupled Thermo-Mechanical Analysis
2.3. Connection of Simulation Approaches and Experiments
3. Results and Discussion
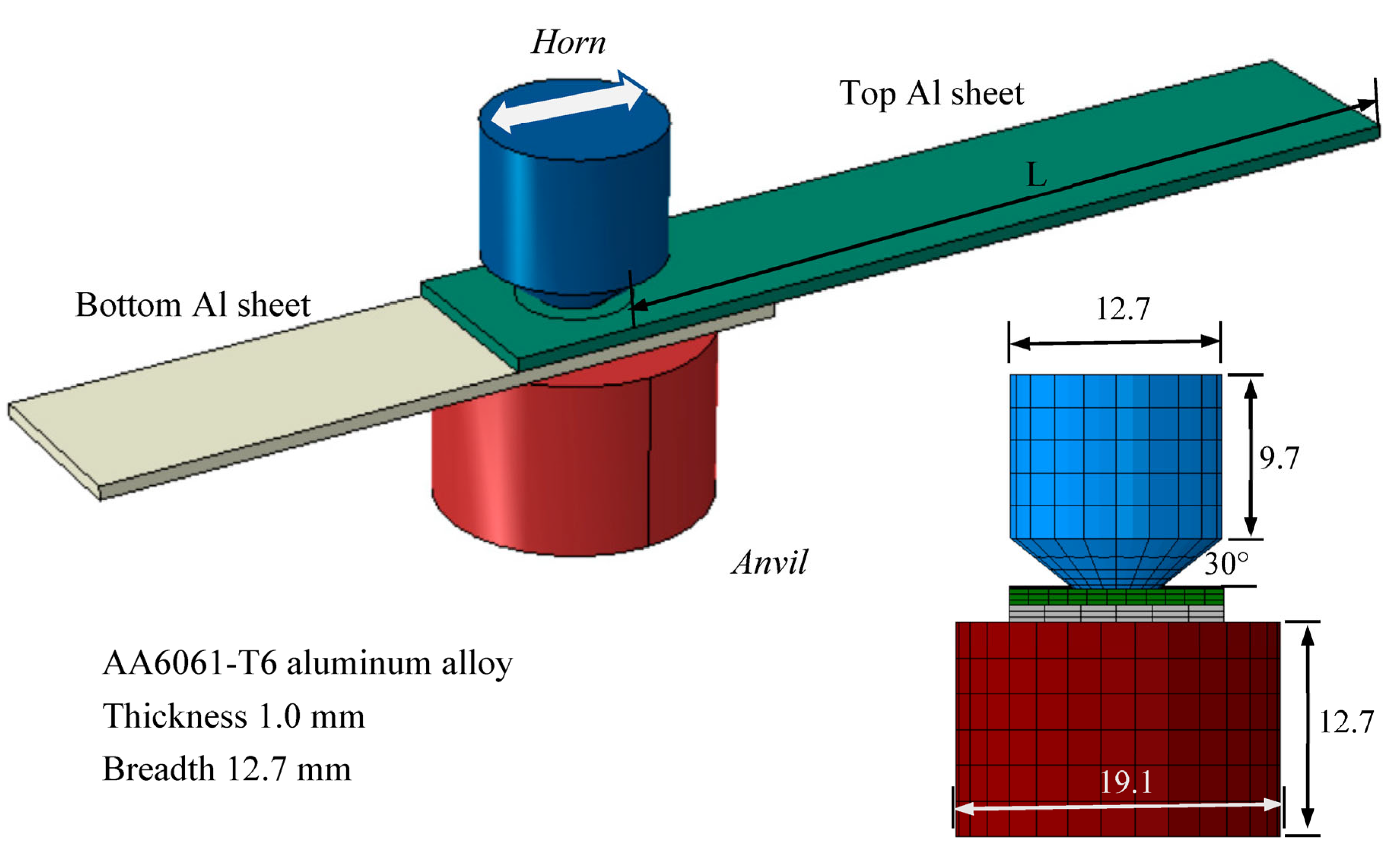
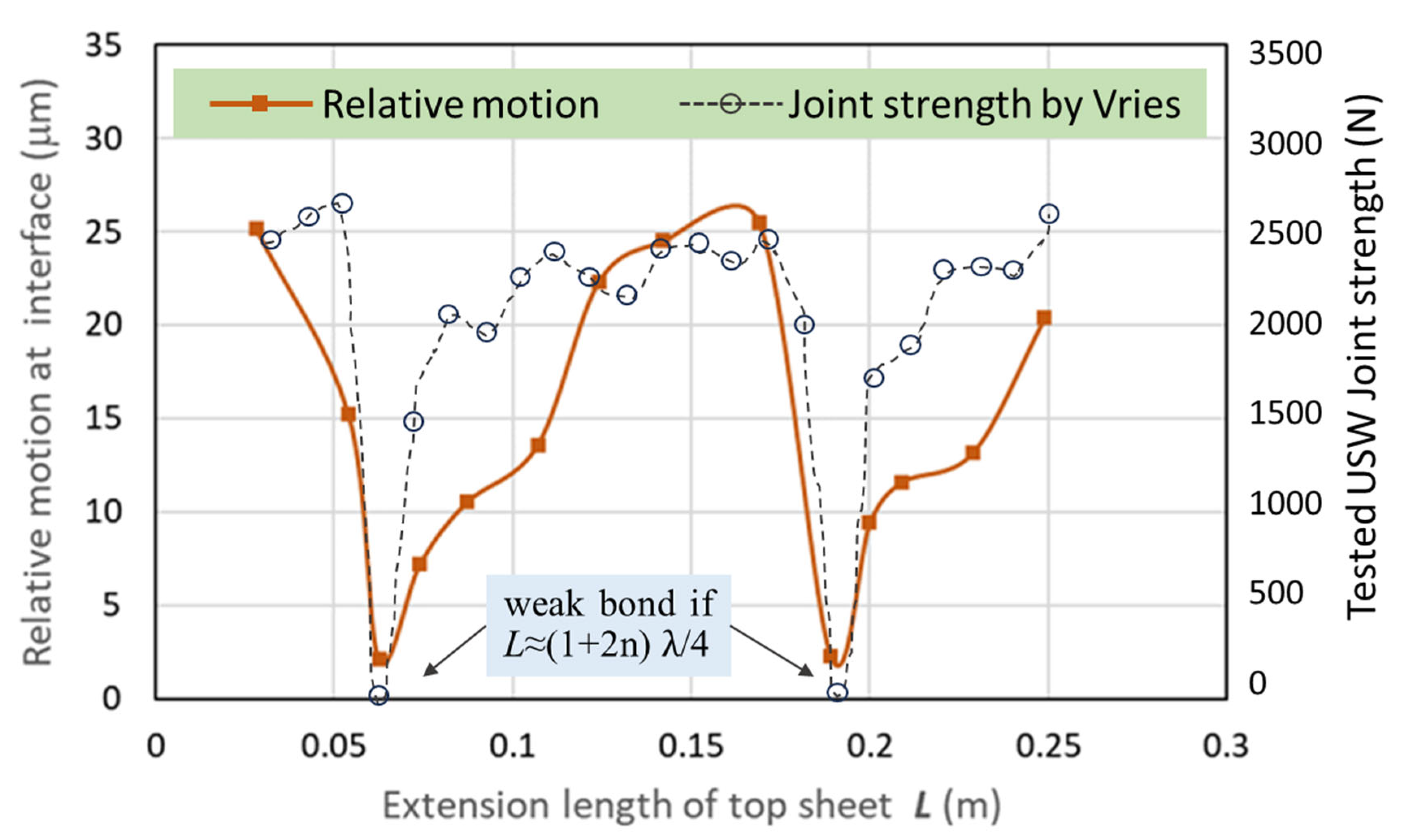
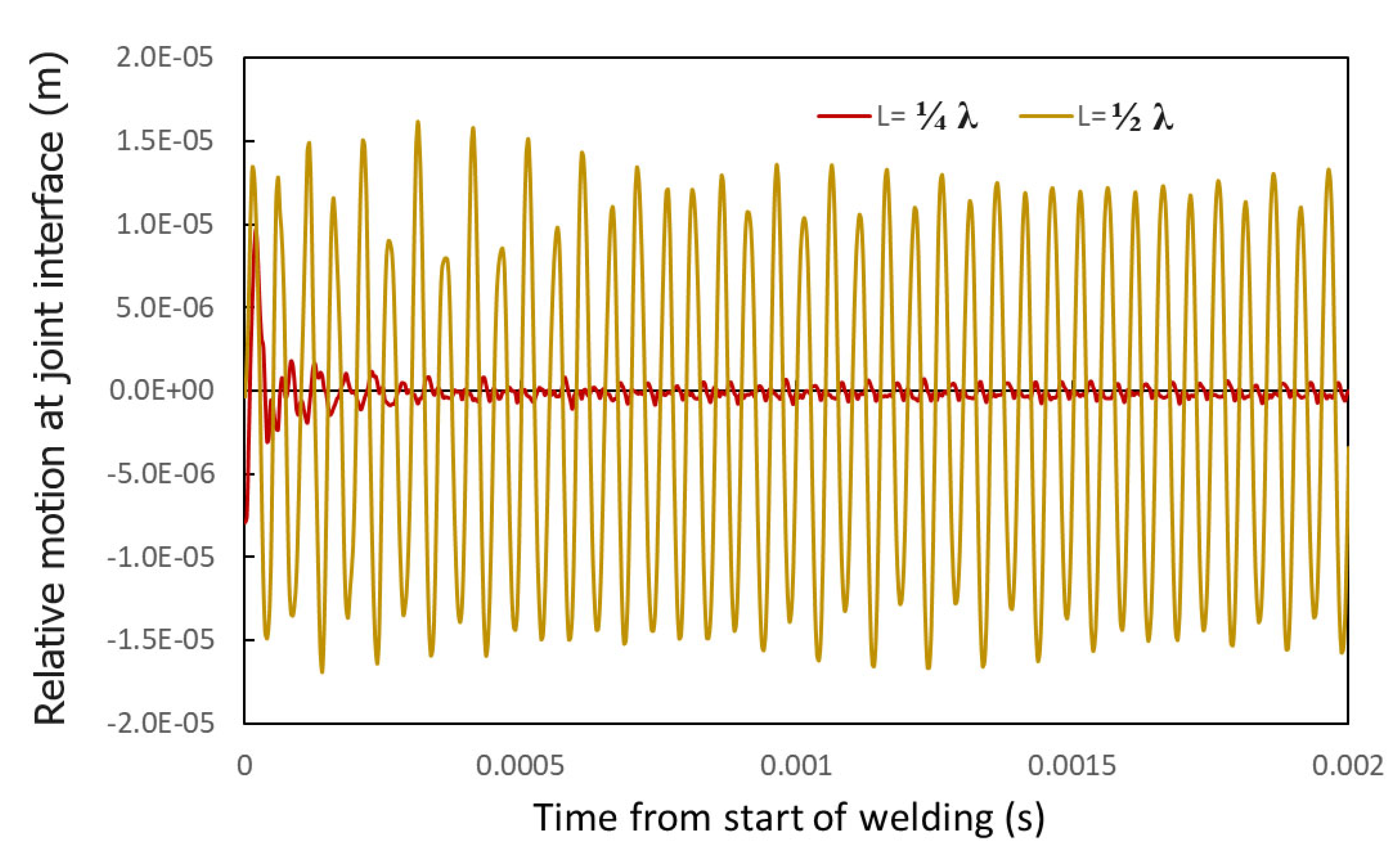
3.1. Al Alloy USW Vibration and Joint Strength
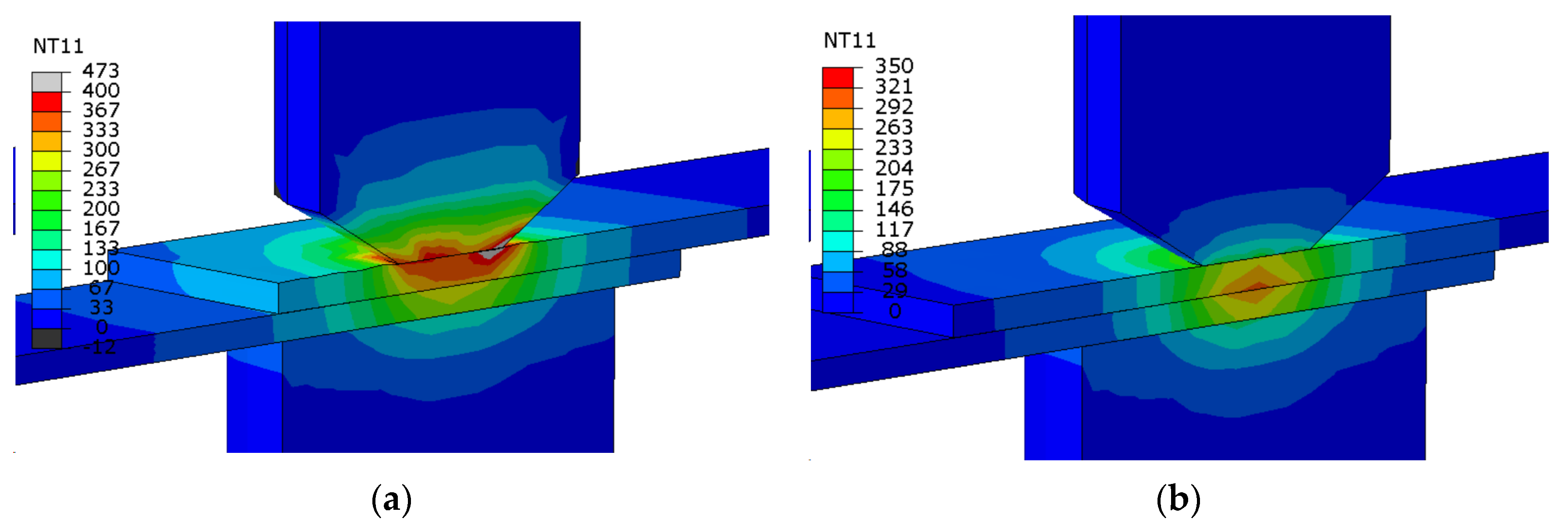
3.2. Hot Spot Phenomenon in Lightweight Material USW
3.3. Mg Alloy Multi-Spot Welding
4. Concluding Remarks
- (1)
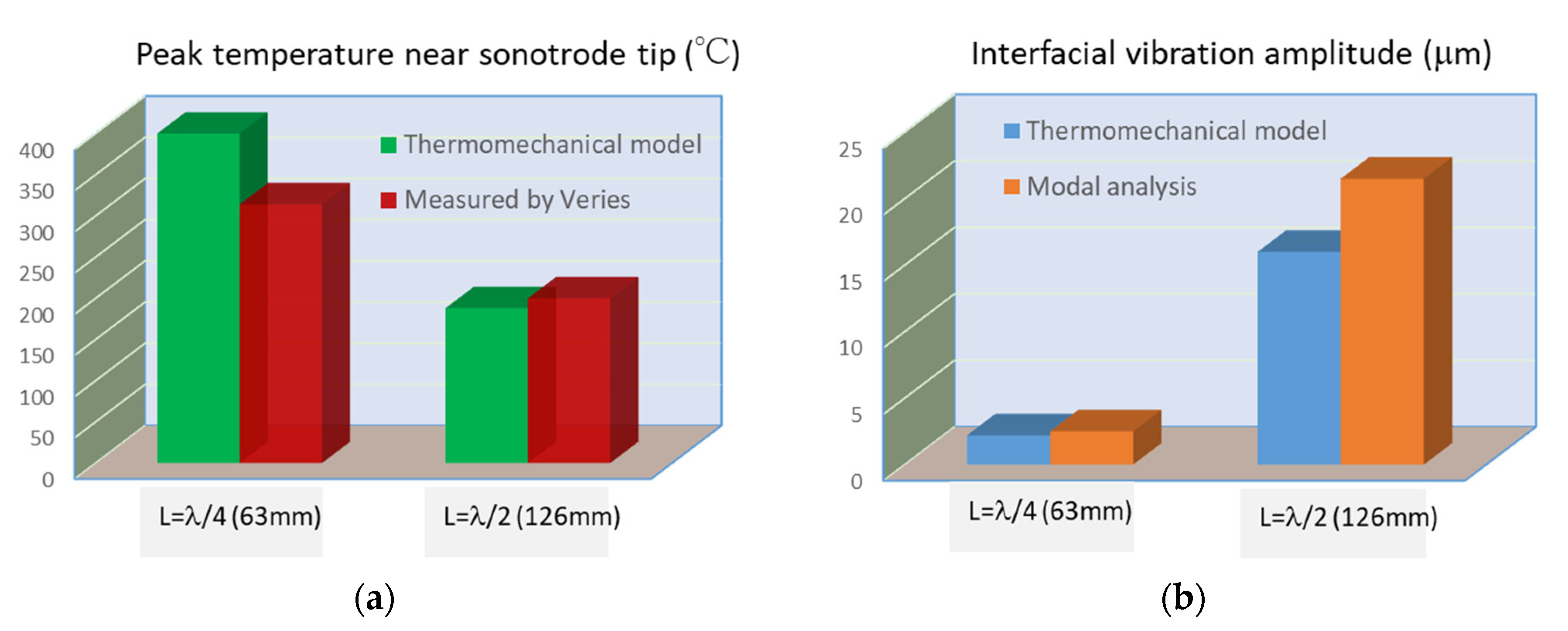
- The vibration predicted from the modal analysis has good correlation with the 3D transient thermomechanical analysis. When the sonotrode is applied near the node position of the global vibration mode, much lower relative motion and heat generation are predicted. On the other hand, a large amount of heat generation and relative motion are produced for the coupon with an extension length of anti-node vibration.
- (2)
- Compared with coupled thermomechanical analysis, modal analysis offers a far more efficient path to evaluate the joining capability and efficiency under the assumption of elasticity and steady-state response. Only a few minutes were needed for modal analysis to complete a prediction.
- (3)
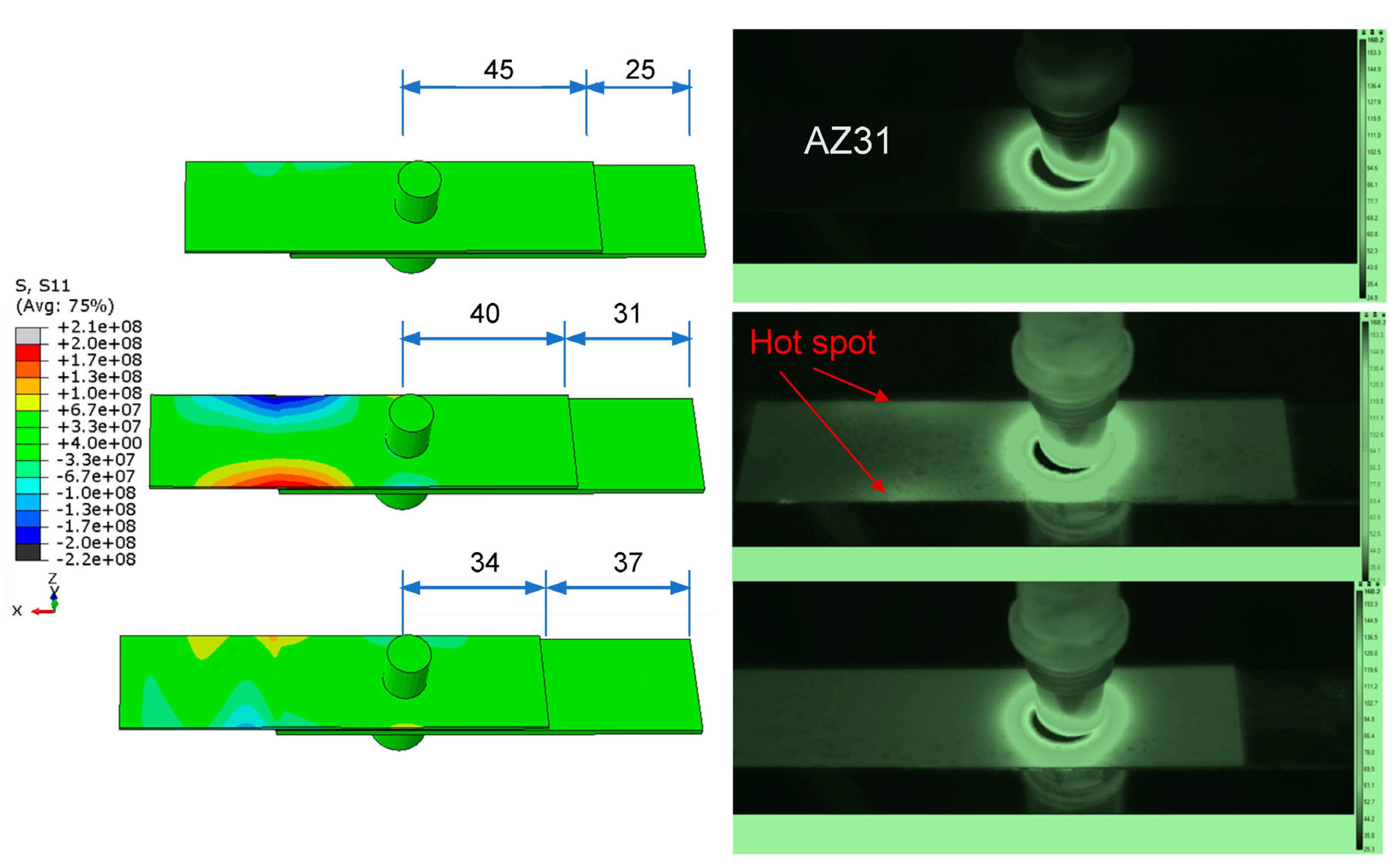
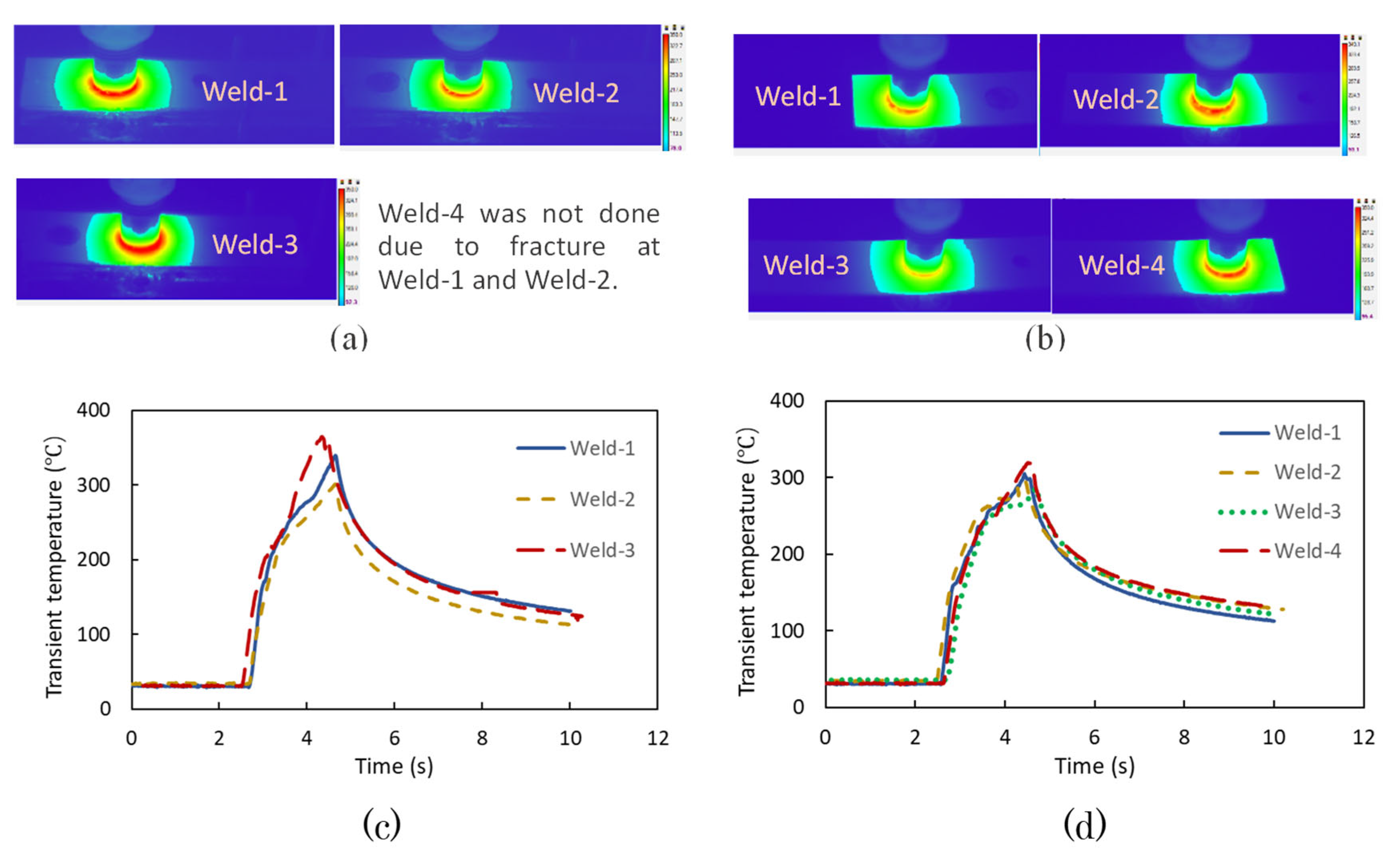
- The developed modal analysis tool also provides detailed information about structural stress concentration during ultrasonic welding. Hot spots have been observed in the USW of Mg alloy and Al alloy at the condition predicted using the numerical model, which can be related to crack occurrence in lightweight metal joining.
- (4)
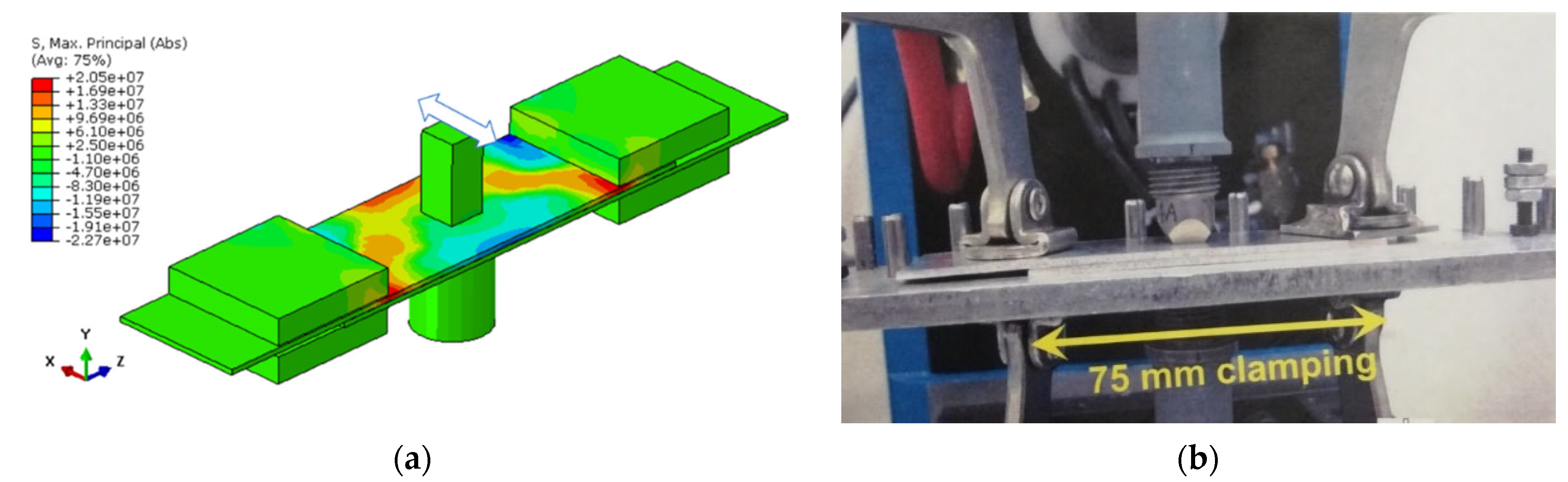
- With the aid of modal analysis, hot spots can be pre-screened, and the welding condition can be optimized by means of changing overlap length or applying clamping fixtures.
- (5)
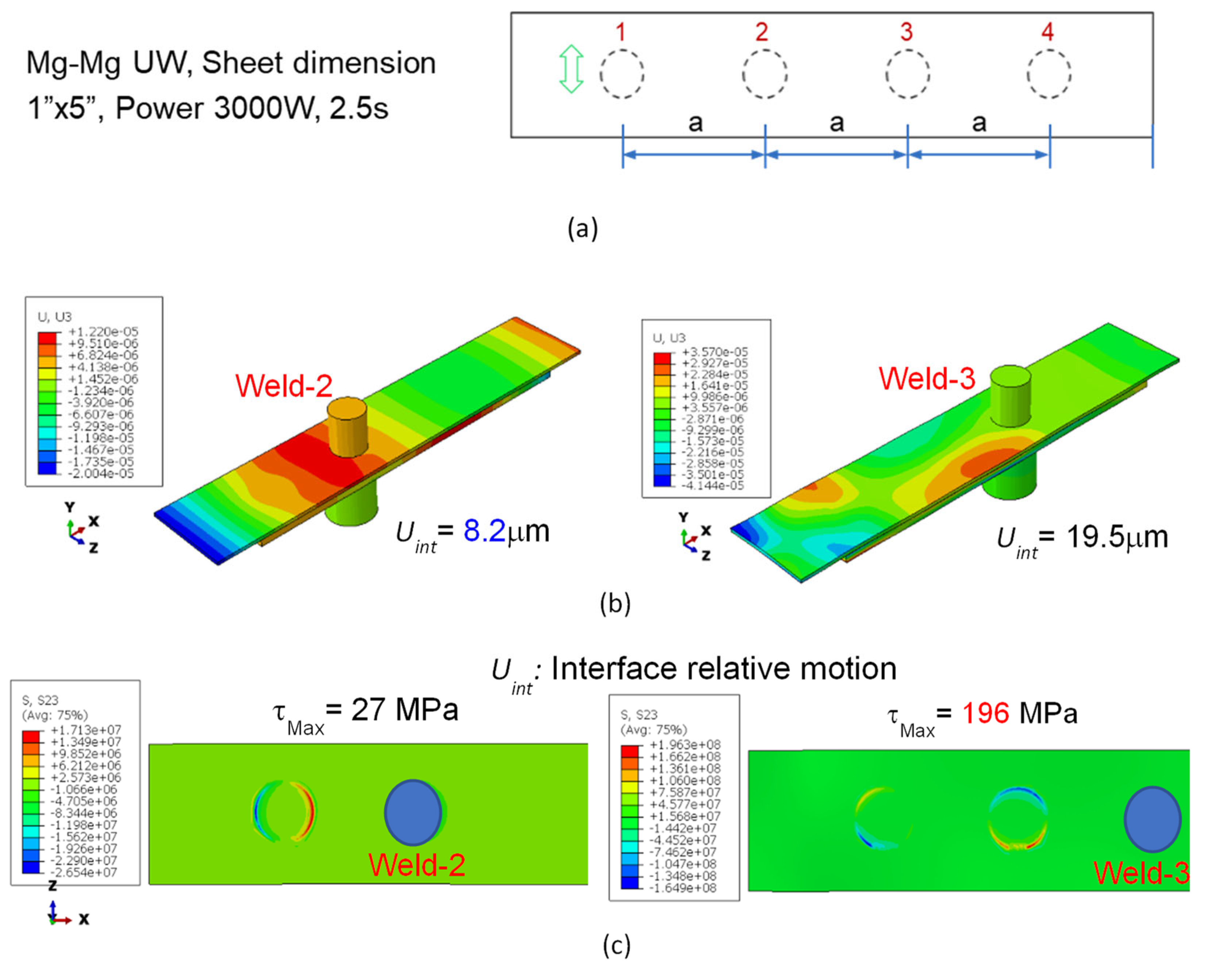
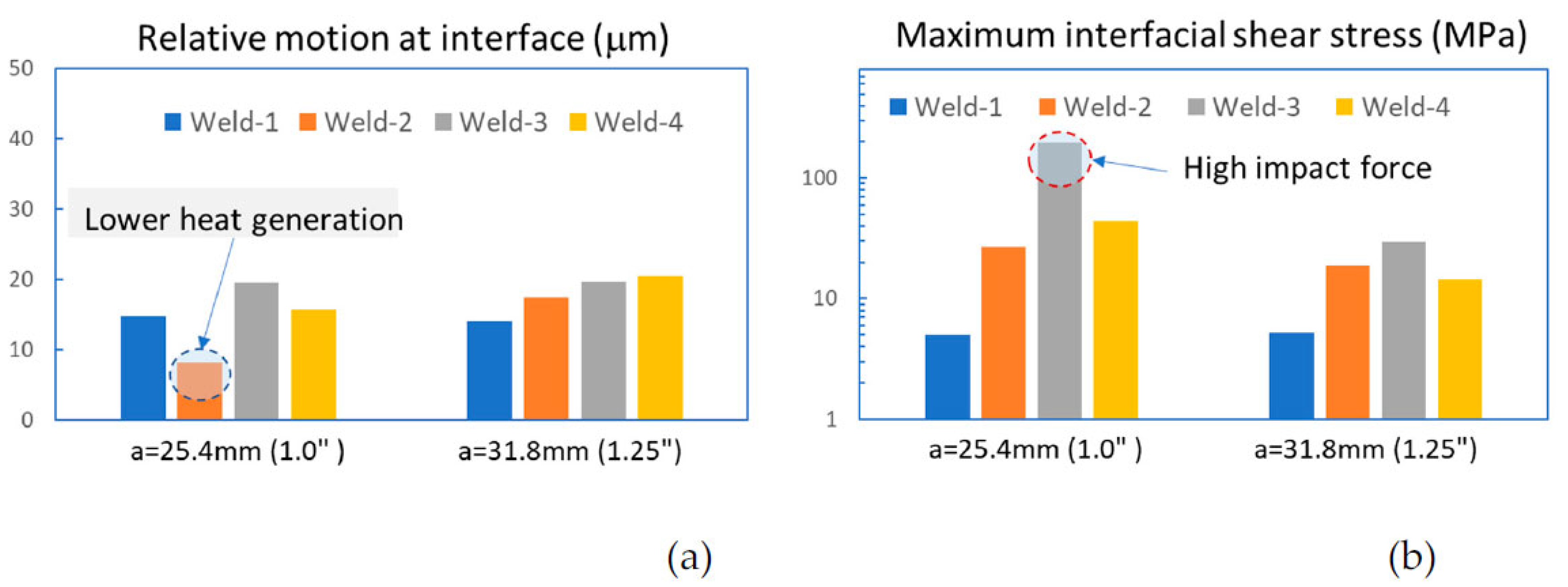
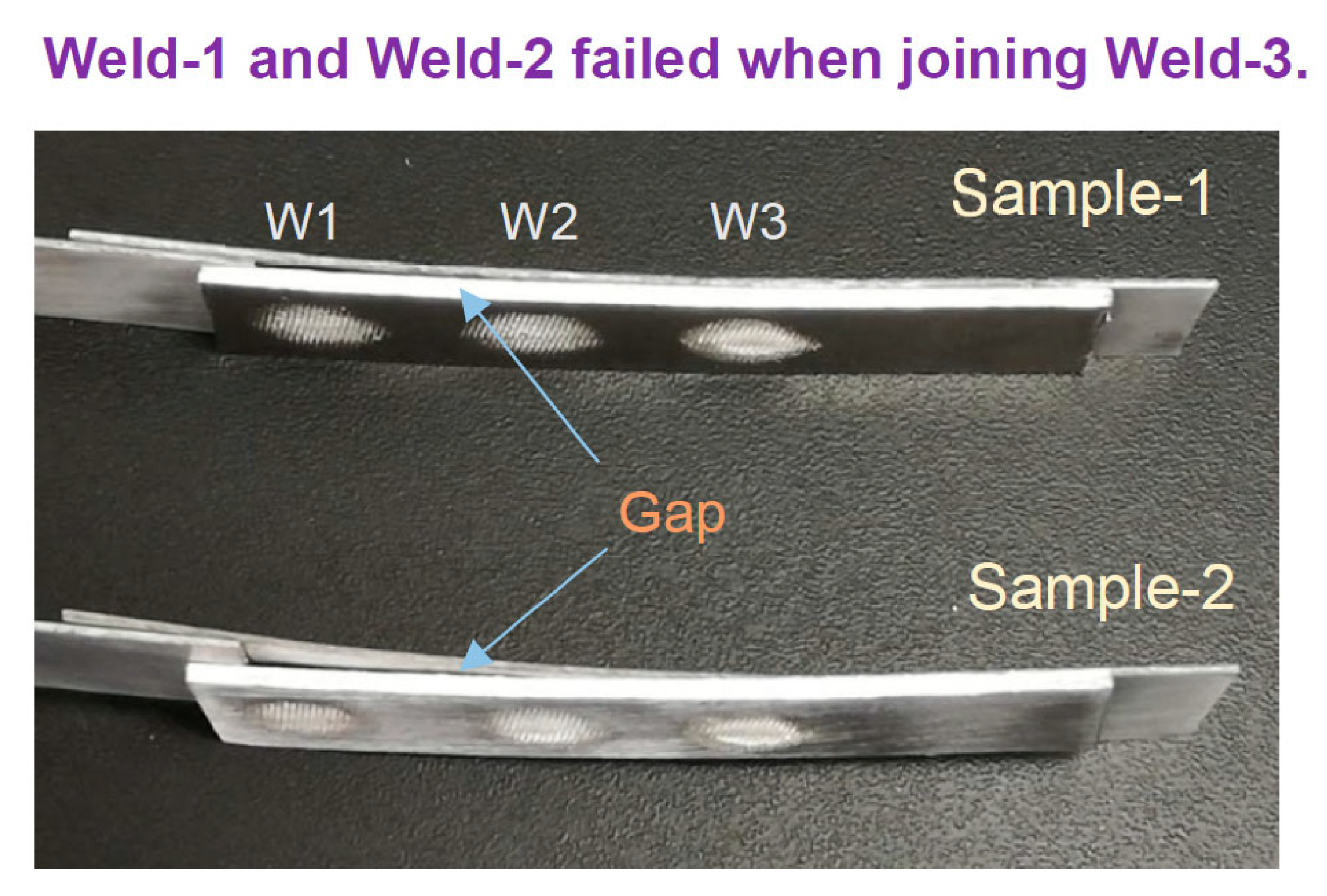
- Multi-spot welding of Mg-alloy thin sheets was simulated via modal analysis, which successfully revealed high shear stress in the sheet with shorter weld spacing as validated by the fracture behavior in the existing bond. Weld spacing can be optimized to avoid high impact force to achieve multiple joints on the same work piece.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Notice of Copyright
References
- Matsuoka, S.-I.; Imai, H. Direct welding of different metals used ultrasonic vibration. J. Mater. Process. Technol. 2009, 209, 954–960. [Google Scholar] [CrossRef]
- Rubino, F.; Parmar, H.; Esperto, V.; Carlone, P. Ultrasonic welding of magnesium alloys: A review. Mater. Manuf. Process. 2020, 35, 1051–1068. [Google Scholar] [CrossRef]
- Zhang, W.; Ao, S.; Oliveira, J.P.; Li, C.; Zeng, Z.; Wang, A.; Luo, Z. On the metallurgical joining mechanism during ultrasonic spot welding of NiTi using a Cu interlayer. Scr. Mater. 2020, 178, 414–417. [Google Scholar] [CrossRef]
- De Leon, M.; Shin, H.-S. Weldability assessment of Mg alloy (AZ31B) sheets by an ultrasonic spot welding method. J. Am. Acad. Dermatol. 2017, 243, 1–8. [Google Scholar] [CrossRef]
- Kleinbaum, S.; Jiang, C.; Logan, S. Enabling sustainable transportation through joining of dissimilar lightweight materials. MRS Bull. 2019, 44, 608–612. [Google Scholar] [CrossRef]
- Siddiq, A.; Ghassemieh, E. Thermomechanical analyses of ultrasonic welding process using thermal and acoustic sof-tening effects. Mech. Mater. 2008, 40, 982–1000. [Google Scholar] [CrossRef]
- Zhang, C.; Li, L. A coupled thermal-mechanical analysis of ultrasonic bonding mechanism. Met. Mater. Trans. B 2009, 40, 196–207. [Google Scholar] [CrossRef]
- Koyanagi, J.; Takamura, M.; Wakayama, K.; Uehara, K.; Takeda, S. Numerical simulation of ultrasonic welding for CFRP using energy director. Adv. Compos. Mater. 2022, 31, 428–441. [Google Scholar] [CrossRef]
- Huang, H.; Chen, J.; Lim, Y.C.; Hu, X.; Cheng, J.; Feng, Z.; Sun, X. Heat generation and deformation in ultrasonic welding of magnesium alloy AZ31. J. Am. Acad. Dermatol. 2019, 272, 125–136. [Google Scholar] [CrossRef]
- Chen, J.; Lim, Y.C.; Leonard, D.; Huang, H.; Feng, Z.; Sun, X. In situ and post-mortem characterizations of ultrasonic spot welded AZ31B and coated dual phase 590 steel joints. Metals 2020, 10, 899. [Google Scholar] [CrossRef]
- Huang, H.; Chen, J.; Cheng, J.; Lim, Y.C.; Hu, X.; Feng, Z.; Sun, X. Surface engineering to enhance heat generation and joint strength in dissimilar materials AZ31 and DP590 ultrasonic welding. Int. J. Adv. Manuf. Technol. 2020, 111, 3095–3109. [Google Scholar] [CrossRef]
- Seo, Y.-S.; Park, K. Direct patterning of micro-features on a polymer substrate using ultrasonic vibration. Microsyst. Technol. 2012, 18, 2053–2061. [Google Scholar] [CrossRef]
- Abdullah, A.; Pak, A. Correct prediction of the vibration behavior of a high power ultrasonic transducer by fem simulation. Int. J. Adv. Manuf. Technol. 2007, 39, 21–28. [Google Scholar] [CrossRef]
- Cardoni, A.; Lucas, M. Enhanced vibration performance of ultrasonic block horns. Ultrasonics 2002, 40, 365–369. [Google Scholar] [CrossRef] [PubMed]
- Daniels, H.P.C. Ultrasonic welding. Ultrasonics 1965, 3, 190–196. [Google Scholar] [CrossRef]
- De Vries, E. Mechanics and Mechanisms of Ultrasonic Metal Welding. Ph.D. Thesis, The Ohio State University, Columbus, OH, USA, 2004. [Google Scholar]
- Jagota, A.; Dawson, P.R. The influence of lateral wall vibrations on the ultrasonic welding of thin-walled parts. J. Eng. Ind. 1987, 109, 140–147. [Google Scholar] [CrossRef]
- Kang, B.; Cai, W.; Tan, C.-A. Dynamic stress analysis of battery tabs under ultrasonic welding. J. Manuf. Sci. Eng. 2014, 136, 041011. [Google Scholar] [CrossRef]
- ABAQUS. Abaqus Theory Manual, SIMULIA. Available online: http://130.149.89.49:2080/v6.14/books/stm/default.htm (accessed on 8 October 2023).
- Zhao, Y.Y.; Li, D.; Zhang, Y.S. Effect of welding energy on interface zone of Al–Cu ultrasonic welded joint. Sci. Technol. Weld. Join. 2013, 18, 354–360. [Google Scholar] [CrossRef]
- Yovanovich, M.M. Four decades of research on thermal contact, gap, and joint resistance in microelectronics. IEEE Trans. Compon. Packag. Technol. 2005, 28, 182–206. [Google Scholar] [CrossRef]
- Misra, P.; Nagaraju, J. Thermal gap conductance at low contact pressures (<1 MPa): Effect of gold plating and plating thickness. Int. J. Heat Mass Transf. 2010, 53, 5373–5379. [Google Scholar]
- Ueda, Y.; Murakawa, H.; Ma, N. Welding Deformation and Residual Stress Prevention; Elsevier Ltd.: Oxford, UK, 2012. [Google Scholar]
- Patel, V.K.; Bhole, S.D.; Chen, D.L. Microstructure and mechanical properties of dissimilar welded Mg–Al joints by ultrasonic spot welding technique. Sci. Technol. Weld. Join. 2012, 17, 202–206. [Google Scholar] [CrossRef]
- Becker, M.; Balle, F. Multi-Spot Ultrasonic Welding of Aluminum to Steel Sheets: Process and Fracture Analysis. Metals 2021, 11, 779. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (°C) | 25 | 205 | 315 | 370 |
| Young’s modulus (GPa) | 68 | 59 | 47 | 38 |
| Yield strength (MPa) | 275 | 130 | 34 | 21 |
| Heat conductance (W/m/°C) | 167 | 193 | 206 | 217 |
| Heat capacity (J/kg/°C) | 896 | 1030 | 1078 | 1104 |
| Material | AZ31 Mg Alloy | AA5754 | ||
|---|---|---|---|---|
| Overlap length | 35 | 40 | 45 | 40 |
| Model prediction | No | Yes | No | Yes |
| Experiment result | No | Yes | No | Yes |
| Material | AZ31 Mg Alloy | AA5754 | ||
|---|---|---|---|---|
| Hot spot Location | Left | Right | Left | Right |
| Model prediction | 32.9 | 31.0 | 27.9 | 31.1 |
| Experiment result | 31.3 | 31.8 | 30.9 | 31.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, H.; Chen, J.; Feng, Z.; Sun, X. Modal Analysis of Ultrasonic Spot Welding for Lightweight Metals Joining. Metals 2023, 13, 1735. https://doi.org/10.3390/met13101735
Huang H, Chen J, Feng Z, Sun X. Modal Analysis of Ultrasonic Spot Welding for Lightweight Metals Joining. Metals. 2023; 13(10):1735. https://doi.org/10.3390/met13101735
Chicago/Turabian StyleHuang, Hui, Jian Chen, Zhili Feng, and Xin Sun. 2023. "Modal Analysis of Ultrasonic Spot Welding for Lightweight Metals Joining" Metals 13, no. 10: 1735. https://doi.org/10.3390/met13101735
APA StyleHuang, H., Chen, J., Feng, Z., & Sun, X. (2023). Modal Analysis of Ultrasonic Spot Welding for Lightweight Metals Joining. Metals, 13(10), 1735. https://doi.org/10.3390/met13101735