

Effect of the Pre-Shot Peening and Nitrogen Ion Implantation Combined Surface Treatments on the Surface Structure and Properties of Gear Steel 16Cr3NiWMoVNbE

 ,
,
Abstract
:1. Introduction
2. Experimental Set-Up
2.1. Materials
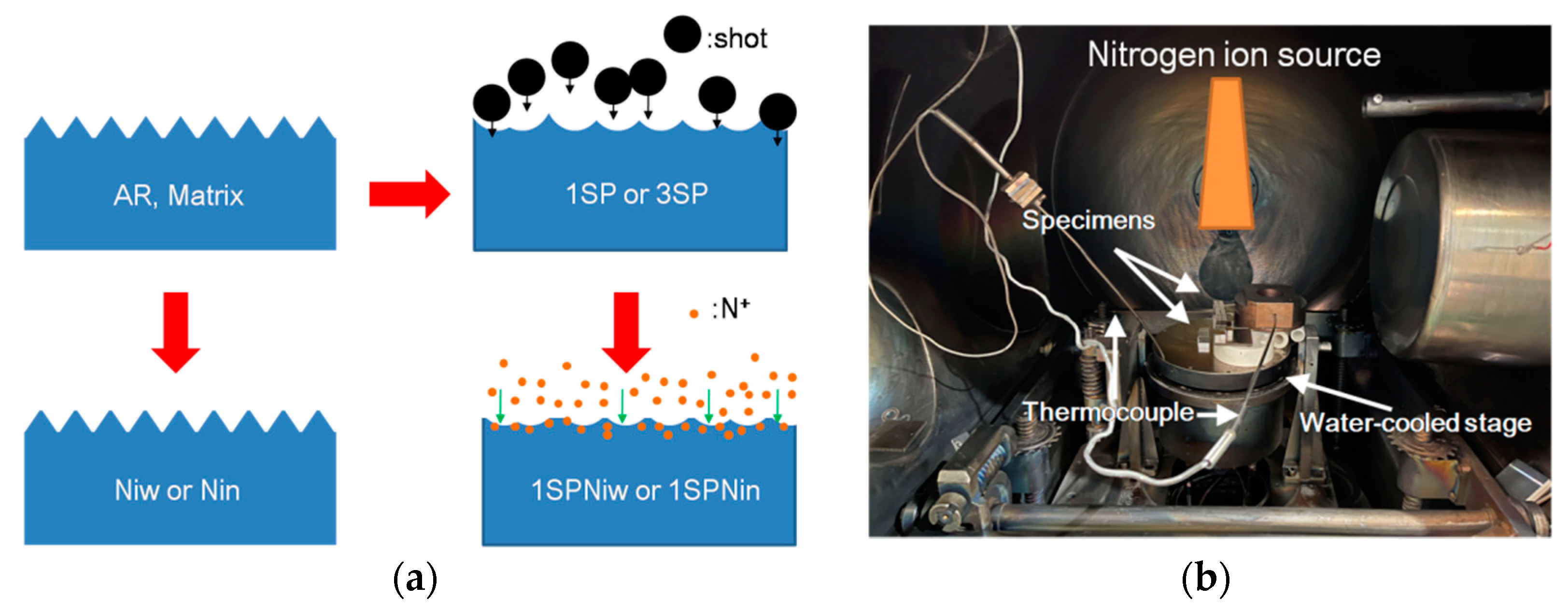
2.2. Shot Peening and Ion Implanataion
2.3. Characterization Techniques
3. Results and Discussion
3.1. Surface Morphology
3.2. Residual Stress Profile
3.3. Surface Structure
3.4. Nano-Hardness
4. Conclusions
- i.
- After shot peening, the surface roughness of 16Cr3 gear steel increases significantly, and the surface roughness value increases with the growth of shot peening intensity. After nitrogen ion implantation, whether the surface is grinded or shot peened, the surface roughness decreases.
- ii.
- Under the same sample state and the same voltage, the higher the ion implantation temperature, the greater the residual compressive stress on the sample surface after ion implantation. The plastic deformation caused by shot peening provides a diffusion channel for ion implantation and accelerates the diffusion of nitrogen ion. The residual stress-affected layer during ion implantation increases with the increase in shot peening intensity and ion implantation temperature.
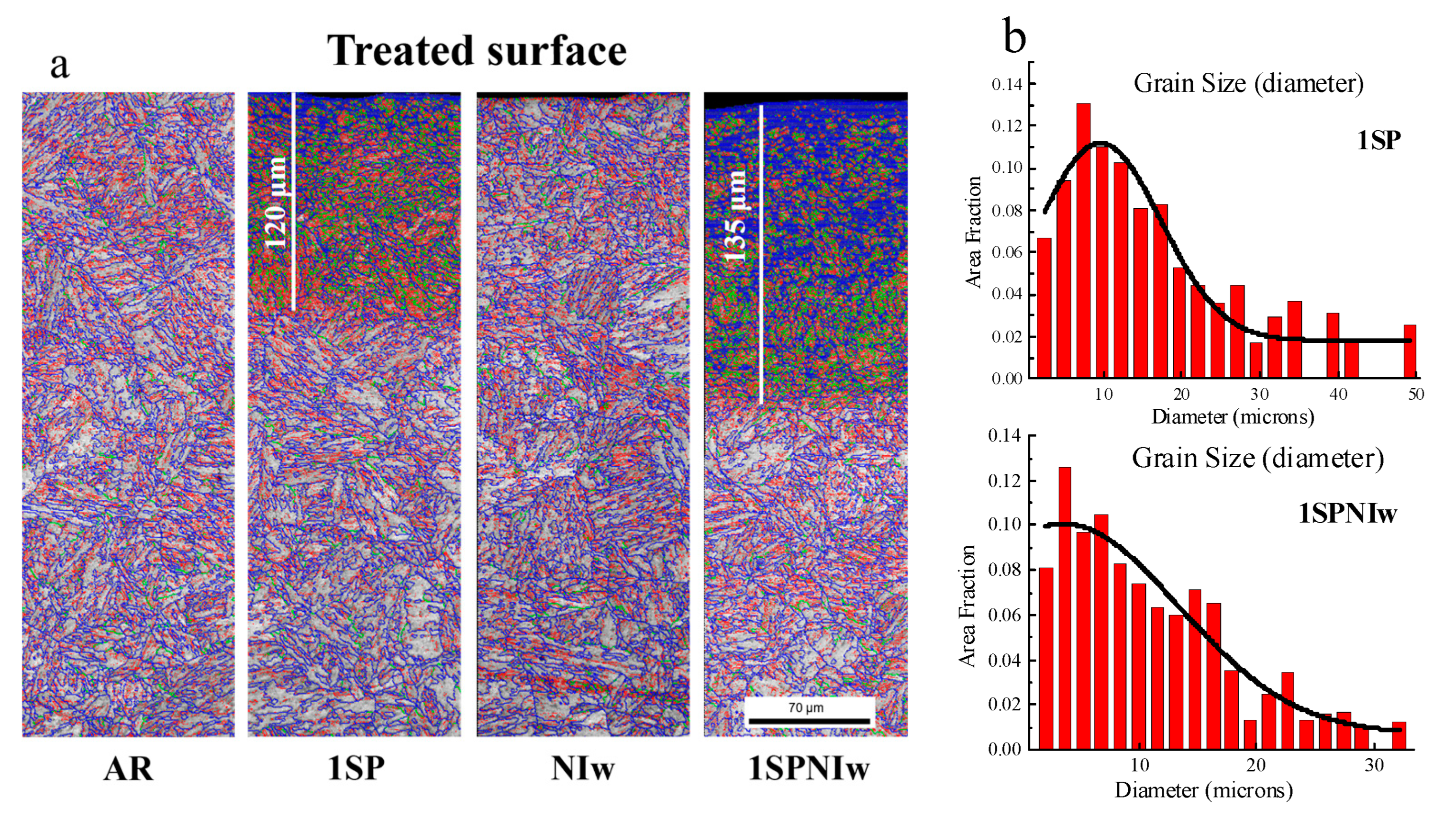
- iii.
- After shot peening, the surface layer of 16Cr3 gear steel produces a deformed layer of 120 μm, while the surface deformation layer increases to 135 μm, and the maximum percentage of the corresponding subgrain size decreases from 9 μm to 4 μm, after the combined peening and ion implantation treatment.
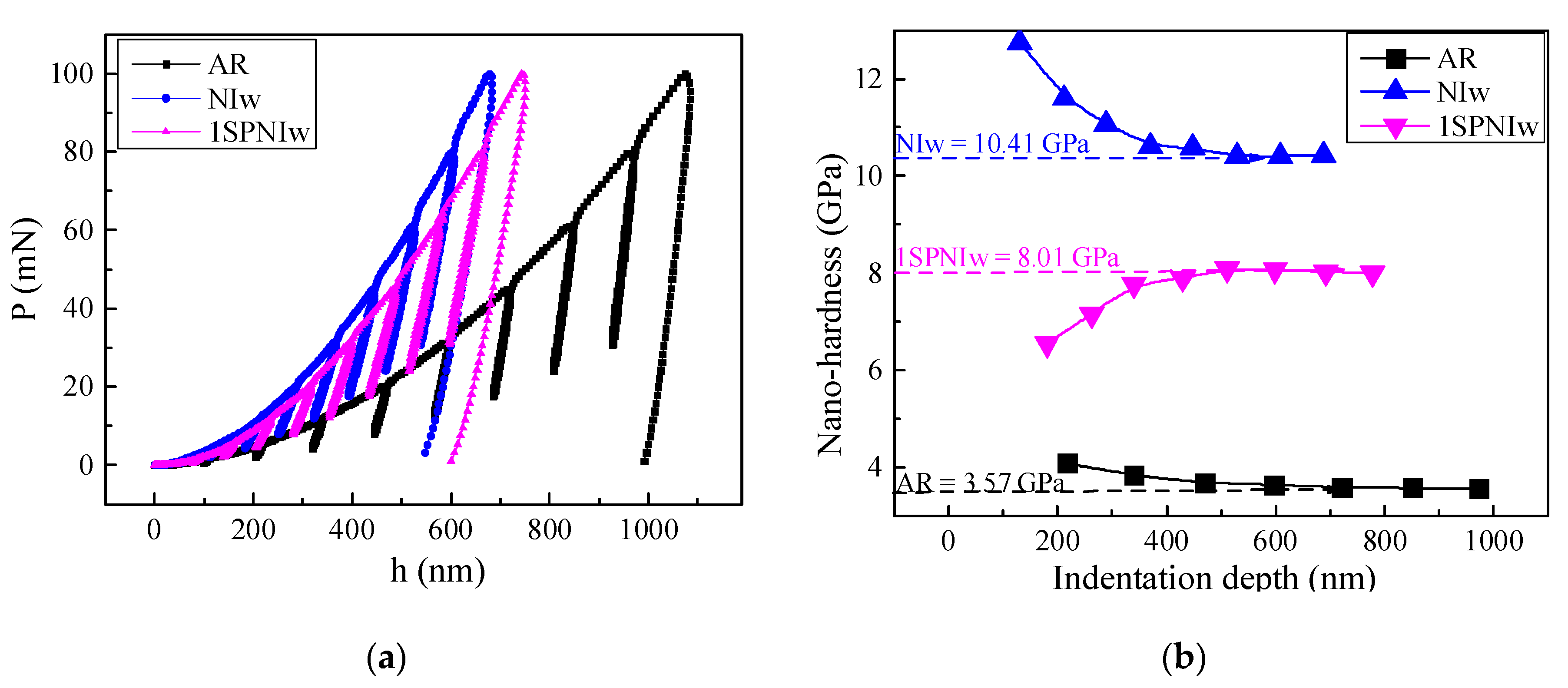
- iv.
- Compared with the AR state, the surface nano-hardness of the 1SPNIw and NIw states is increased by 124.4% and 191.6%, respectively. The diffusion channel effect of shot peening reduces the concentration of nitrogen ions on the surface, so that the hardness of the shot-peened and ion-implanted sample is smaller than that of the single ion-implanted sample.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Morales-Espejel, G.E.; Rycerz, P.; Kadiric, A. Prediction of micropitting damage in gear teeth contacts considering the concurrent effects of surface fatigue and mild wear. Wear 2018, 398–399, 99–115. [Google Scholar] [CrossRef]
- Thomas, M.; Jackson, M. The role of temperature and alloy chemistry on subsurface deformation mechanisms during shot peening of titanium alloys. Scr. Mater. 2012, 66, 1065–1068. [Google Scholar] [CrossRef]
- Liu, G.; Wang, S.C.; Lou, X.F.; Lu, J.; Lu, K. Low carbon steel with nanostructured surface layer induced by high-energy shot peening. Scr. Mater. 2001, 44, 1791–1795. [Google Scholar] [CrossRef]
- Li, W.L.; Fei, W.D.; Hanabusa, T. Effect of deposition condition on residual stress of iron nitride thin films prepared by magnetron sputtering and ion implantation. Appl. Surf. Sci. 2006, 252, 2847–2852. [Google Scholar] [CrossRef]
- Panepinto, A.; Cossement, D.; Snyders, R. Experimental and theoretical study of the synthesis of N-doped TiO2 by N ion implantation of TiO2 thin films. Appl. Surf. Sci. 2021, 541, 148493. [Google Scholar] [CrossRef]
- Oka, Y.; Kirinuki, M.; Nishimura, Y.; Azuma, K.; Fujiwara, E.; Yatsuzuka, M. Measurement of residual stress in DLC films prepared by plasma-based ion implantation and deposition. Surf. Coat. Technol. 2004, 186, 141–145. [Google Scholar] [CrossRef]
- Liu, H.J.; Leng, Y.X.; Tang, J.L.; Wang, S.; Xie, D.; Sun, H.; Huang, N. Tribological performance of ultra-high-molecular-weight polyethylene sliding against DLC-coated and nitrogen ion implanted CoCrMo alloy measured in a hip joint simulator. Surf. Coat. Technol. 2012, 206, 4907–4914. [Google Scholar] [CrossRef]
- Lin, Q.J.; Liu, H.J.; Zhu, C.C.; Chen, D.F.; Zhou, S.S. Effects of different shot peening parameters on residual stress, surface roughness and cell size. Surf. Coat. Technol. 2020, 398, 126054. [Google Scholar] [CrossRef]
- Jiang, S.Q.; Ma, X.X.; Sun, Y.; Sun, M.R. Corrosion behavior of AISI302 steel treated by elevated temperature nitrogen plasma immersion ion implantation. Scr. Mater. 2005, 53, 1427–1432. [Google Scholar] [CrossRef]
- Chkhalo, N.I.; Mikhailenko, M.S.; Mil’kov, A.V.; Pestov, A.E.; Polkovnikov, V.N.; Salashchenko, N.N.; Strulya, I.L.; Zorina, M.V.; Zuev, S.Y. Effect of ion beam etching on the surface roughness of bare and silicon covered beryllium films. Surf. Coat. Technol. 2017, 311, 351–356. [Google Scholar] [CrossRef]
- Kovaci, H.; Hacısalihoğlu, İ.; Yetim, A.F.; Çelik, A. Effects of shot peening pre-treatment and plasma nitriding parameters on the structural, mechanical and tribological properties of AISI 4140 low-alloy steel. Surf. Coat. Technol. 2019, 358, 256–265. [Google Scholar] [CrossRef]
- Unal, O.; Maleki, E.; Varol, R. Effect of severe shot peening and ultra-low temperature plasma nitriding on Ti-6Al-4V alloy. Vacuum 2018, 150, 69–78. [Google Scholar] [CrossRef]
- Li, J.K.; Yao, M.; Wang, D.; Wang, R.Z. An analysis of stress concentrations caused by shot peening and its application in predicting fatigue strength. Fat. Frac. Eng. Mat. Struc. 1992, 12, 1271–1279. [Google Scholar] [CrossRef]
- John, R.; Buchanan, D.J.; Jha, S.K.; Larsen, J.M. Stability of shot-peen residual stresses in an α + β titanium alloy. Scr. Mater. 2009, 61, 343–346. [Google Scholar] [CrossRef]
- Gao, Y.K.; Wu, X.R. Experimental investigation and fatigue life prediction for 7475-T7351 aluminum alloy with and without shot peening-induced residual stresses. Acta Mater. 2011, 59, 3737–3747. [Google Scholar] [CrossRef]
- Zhang, P.; Lindemann, J. Influence of shot peening on high cycle fatigue properties of the high-strength wrought magnesium alloy AZ80. Scr. Mater. 2005, 52, 485–490. [Google Scholar] [CrossRef]
- Hu, Y.; Watson, M.; Maiorino, M.; Zhou, L.; Wang, W.J.; Ding, H.H.; Lewis, R.; Meli, E.; Rindi, A.; Liu, Q.Y.; et al. Experimental study on wear properties of wheel and rail materials with different hardness values. Wear. 2021, 477, 203831. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | W | Cr | Ni | Mo | V | Fe | C |
|---|---|---|---|---|---|---|---|---|---|
| 0.16 | 0.58 | 0.81 | 1.14 | 2.81 | 1.25 | 0.48 | 0.45 | Bal. | 0.16 |
| Temperature (°C) | Rm (MPa) | Rp0.2 (MPa) | A (%) | Z (%) |
|---|---|---|---|---|
| 25 | 1400 | 1190 | 14 | 62 |
| No. | 1. Shot Peening | 2. Nitrogen Ion Implantation | ||
|---|---|---|---|---|
| ASH230 Shots (0.3 mmA) | AZB150 Beads (0.1 mmA) | Water Cooling (53 °C) | Non-Water Cooling (200 °C) | |
| AR | × | × | × | × |
| 1SP | × | √ | × | × |
| 1SPNIw | × | √ | √ | × |
| 1SPNIn | × | √ | × | √ |
| 3SP | √ | × | × | × |
| NIw | × | × | √ | × |
| NIn | × | × | × | √ |
| No. | AR | 1SP | 1SPNIw | 1SPNIn | 3SP | NIw | NIn |
|---|---|---|---|---|---|---|---|
| Ra | 0.631 | 1.609 | 1.363 | 1.379 | 4.809 | 0.296 | 0.340 |
| Rz | 9.808 | 16.222 | 11.201 | 13.061 | 32.193 | 2.869 | 2.997 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, C.; Wang, X.; Zhang, B.; Luo, X.; Tang, Z.; Dai, S. Effect of the Pre-Shot Peening and Nitrogen Ion Implantation Combined Surface Treatments on the Surface Structure and Properties of Gear Steel 16Cr3NiWMoVNbE. Metals 2022, 12, 1509. https://doi.org/10.3390/met12091509
Xu C, Wang X, Zhang B, Luo X, Tang Z, Dai S. Effect of the Pre-Shot Peening and Nitrogen Ion Implantation Combined Surface Treatments on the Surface Structure and Properties of Gear Steel 16Cr3NiWMoVNbE. Metals. 2022; 12(9):1509. https://doi.org/10.3390/met12091509
Chicago/Turabian StyleXu, Chunling, Xin Wang, Bin Zhang, Xuekun Luo, Zhihui Tang, and Shenglong Dai. 2022. "Effect of the Pre-Shot Peening and Nitrogen Ion Implantation Combined Surface Treatments on the Surface Structure and Properties of Gear Steel 16Cr3NiWMoVNbE" Metals 12, no. 9: 1509. https://doi.org/10.3390/met12091509
APA StyleXu, C., Wang, X., Zhang, B., Luo, X., Tang, Z., & Dai, S. (2022). Effect of the Pre-Shot Peening and Nitrogen Ion Implantation Combined Surface Treatments on the Surface Structure and Properties of Gear Steel 16Cr3NiWMoVNbE. Metals, 12(9), 1509. https://doi.org/10.3390/met12091509