
Effect of Pressure on Densification and Microstructure of W-Cr-Y-Zr Alloy during SPS Consolidated at 1000 °C

 ,
,  ,
,  ,
,  and
and 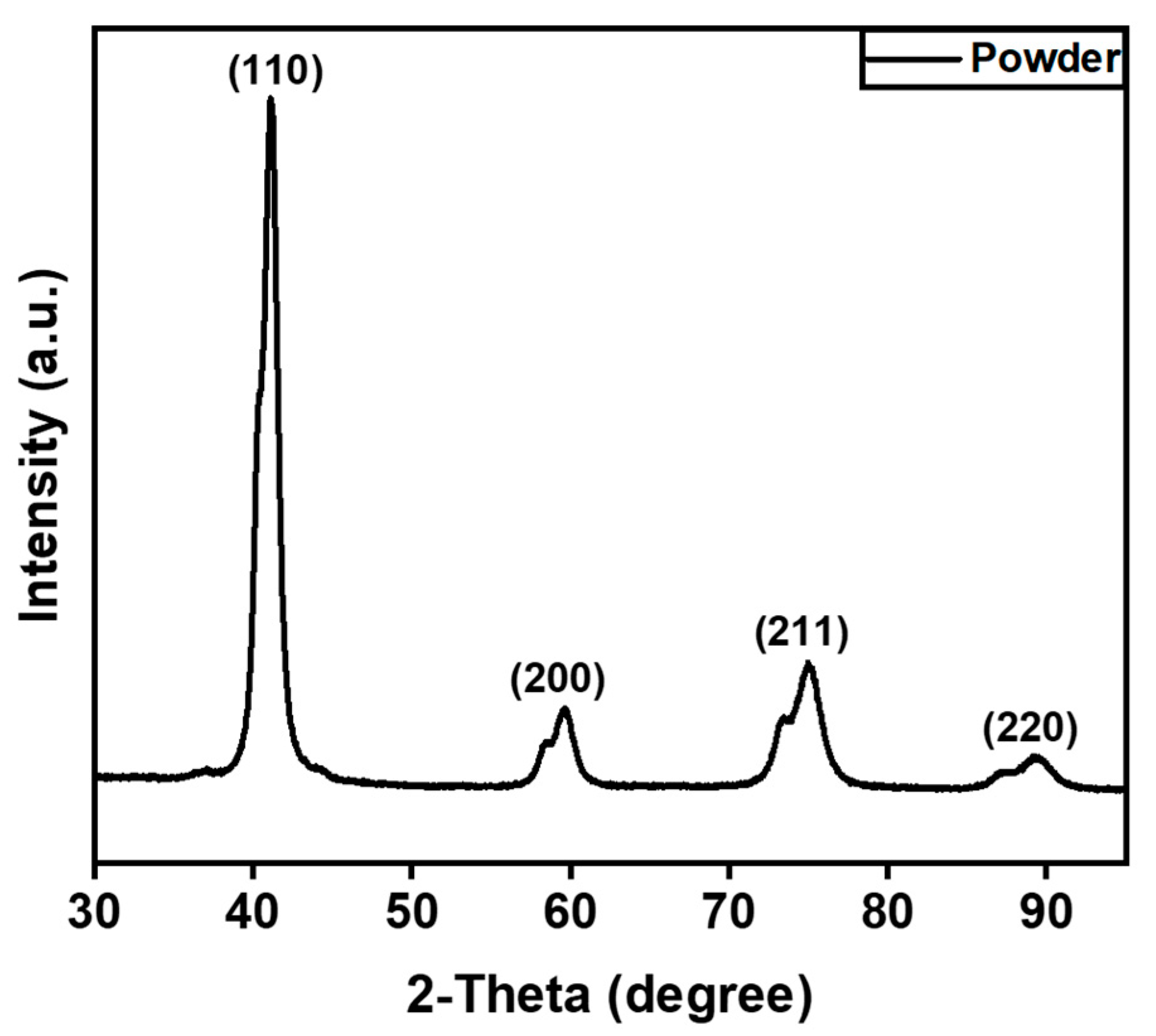{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental
2.1. Sample Preparation and Characterization
2.2. Density Measurement and Calculation
3. Results and Discussion
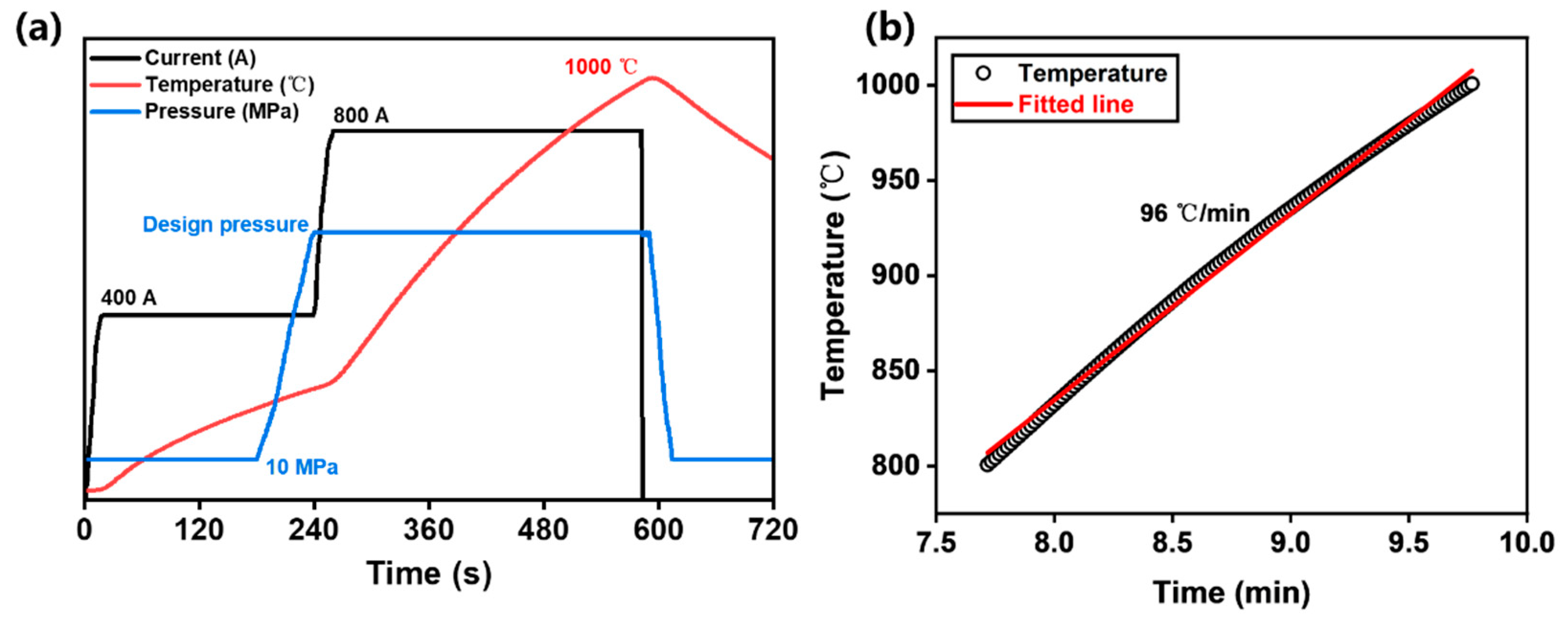
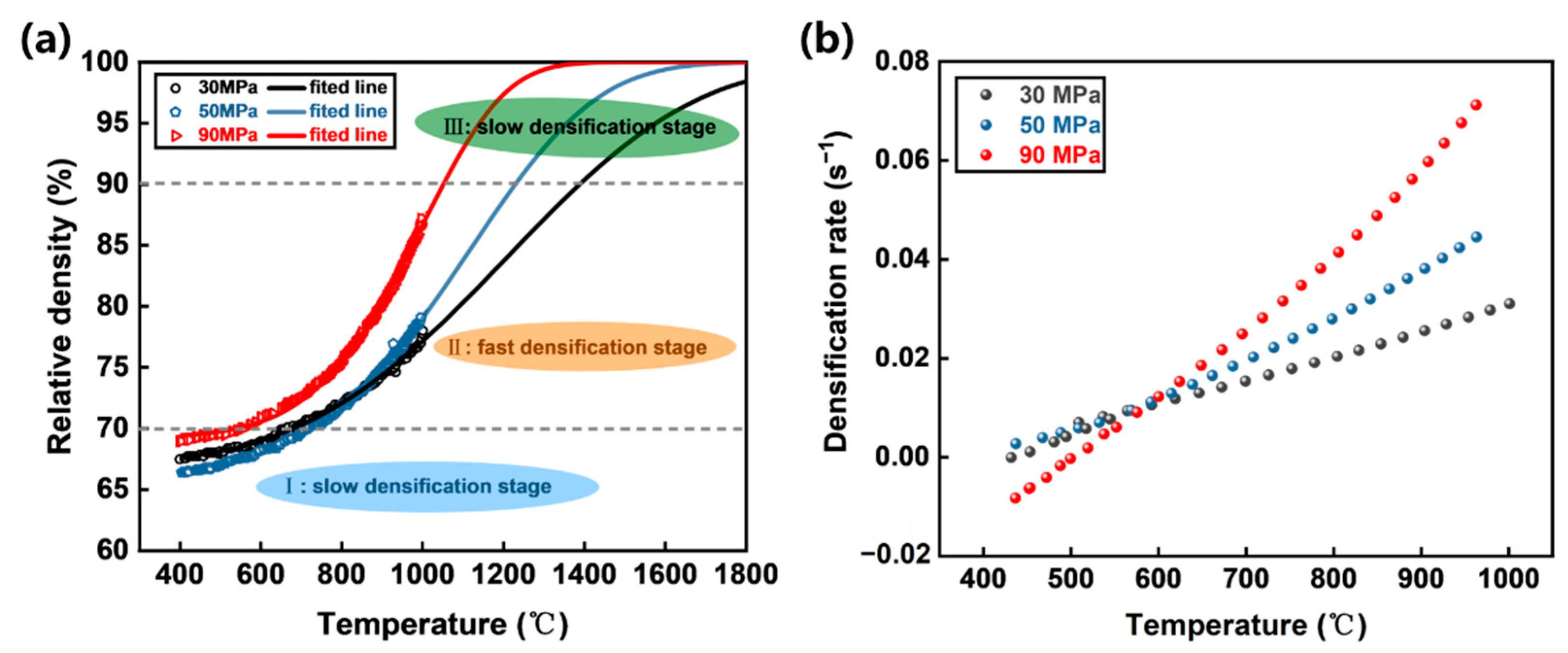
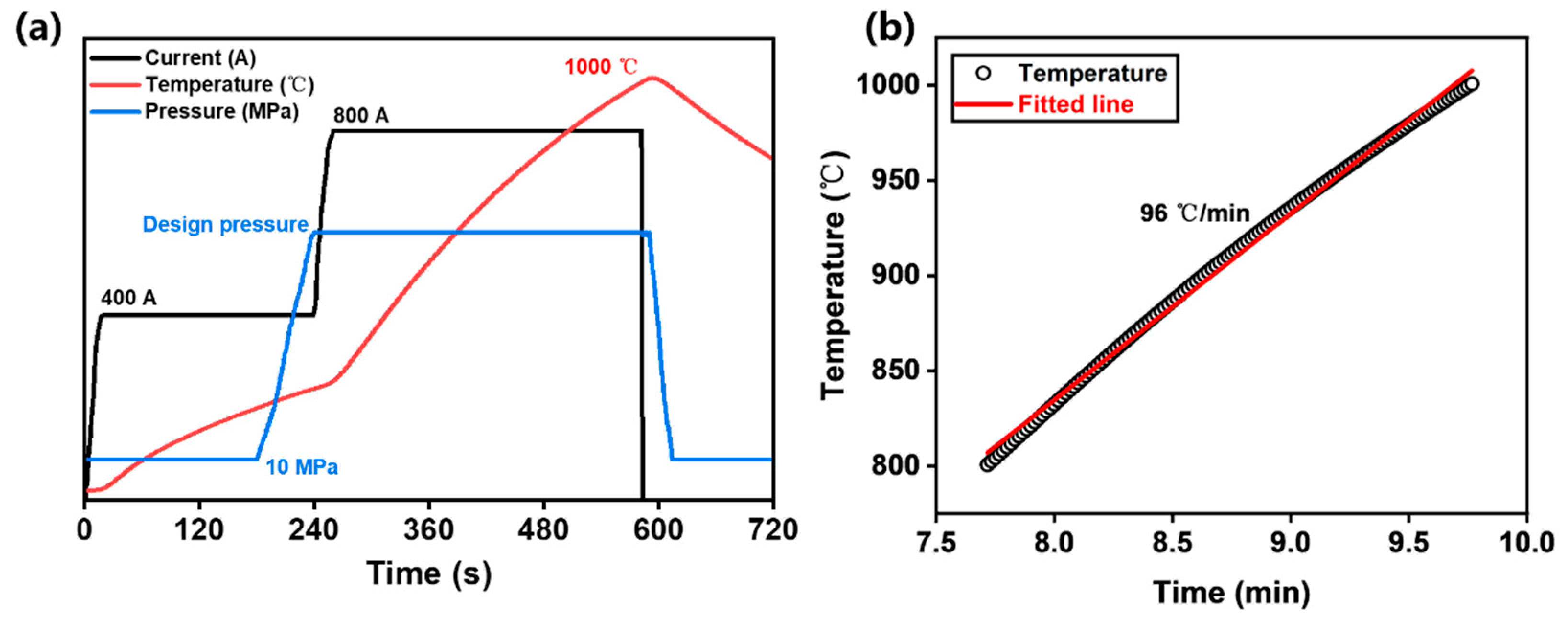
3.1. Densification Process
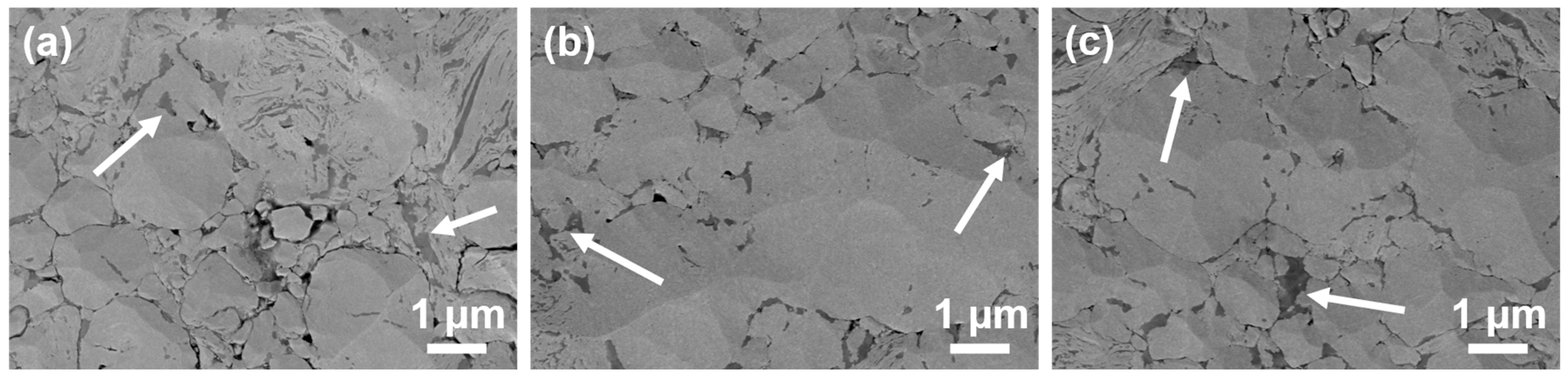
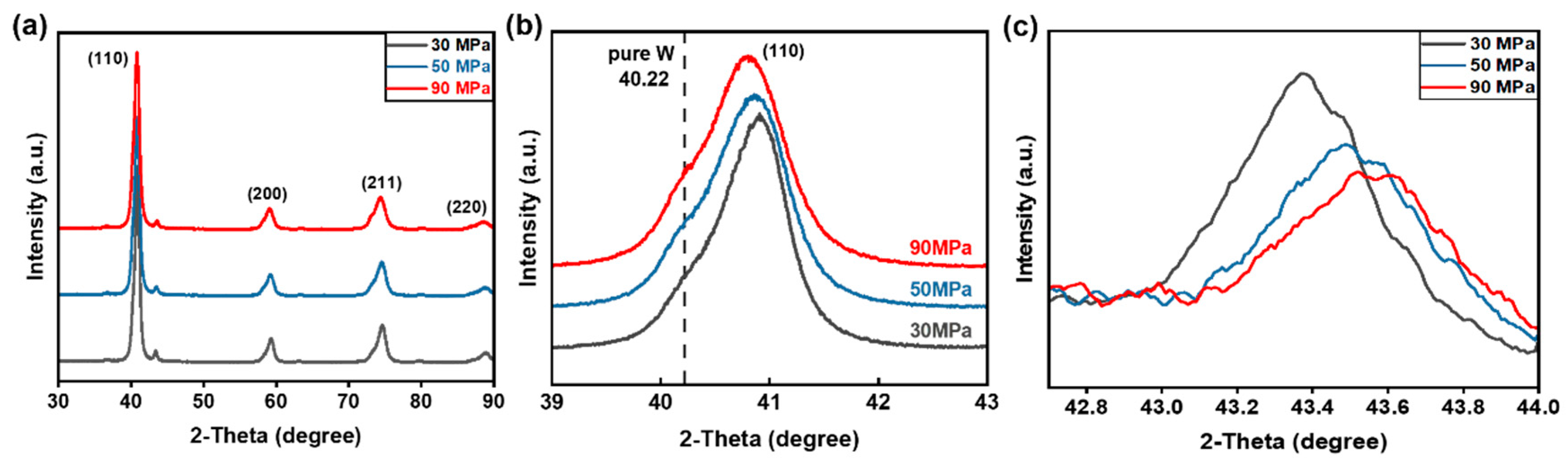
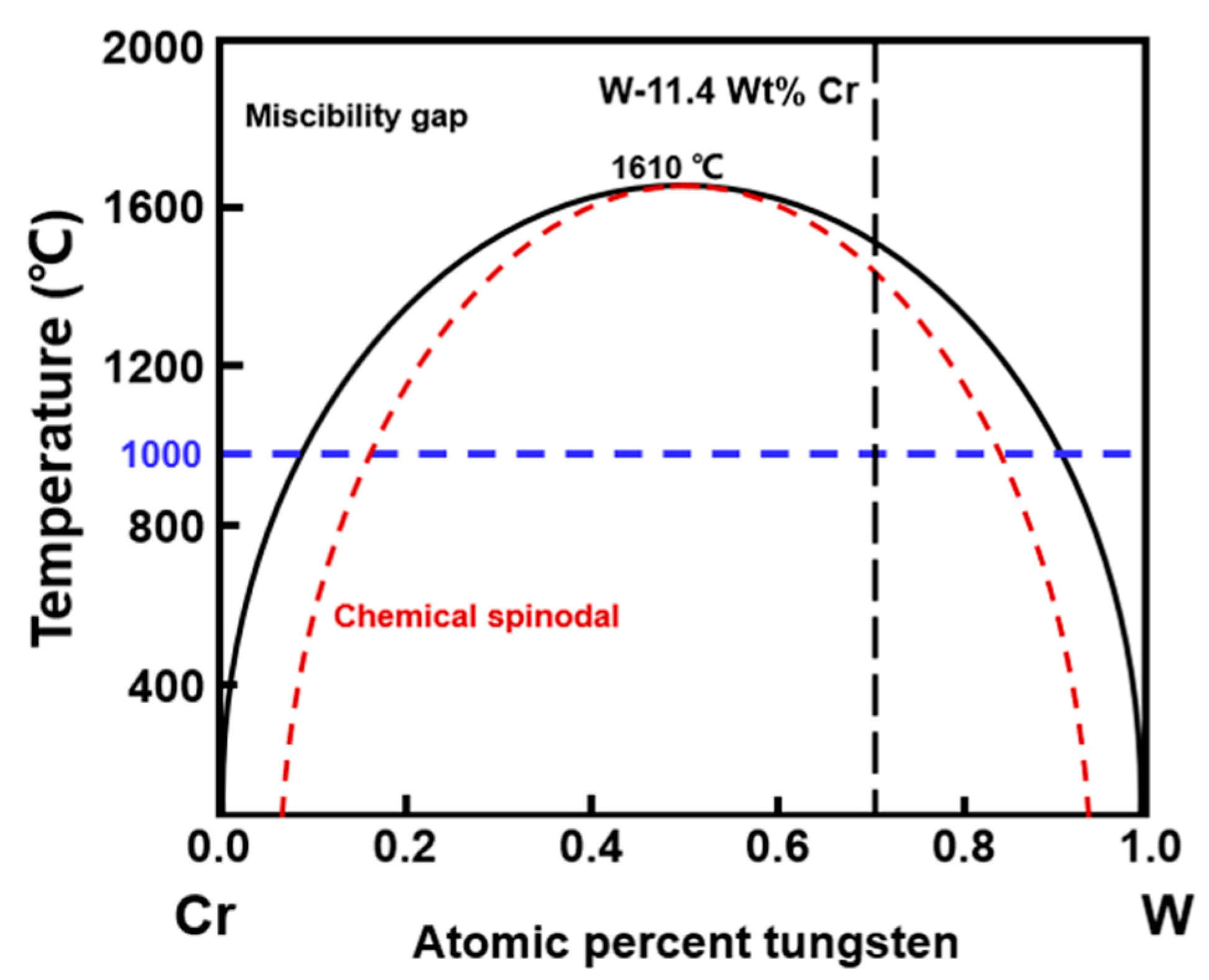
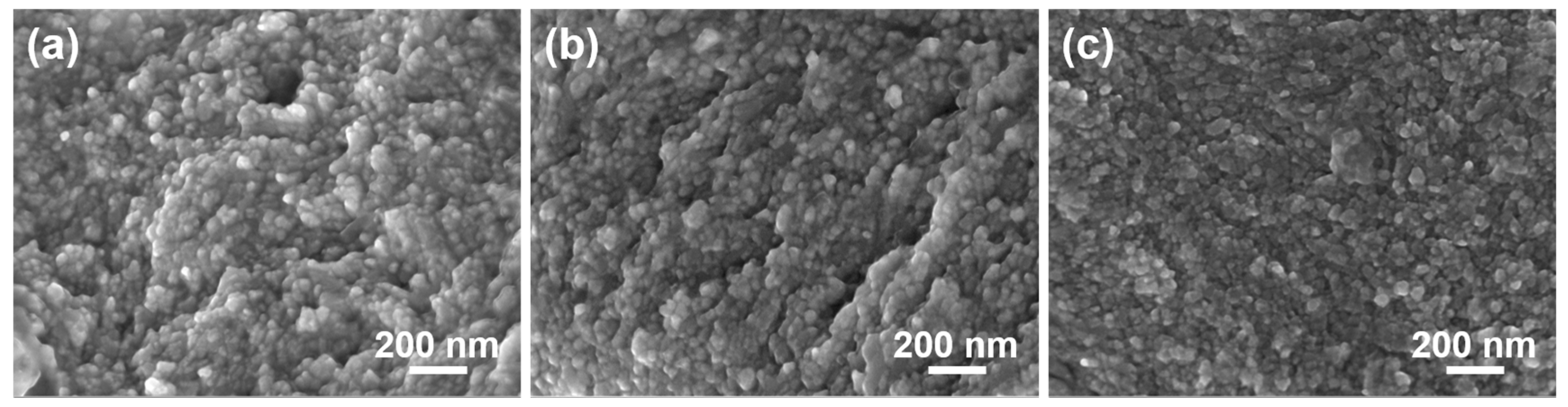
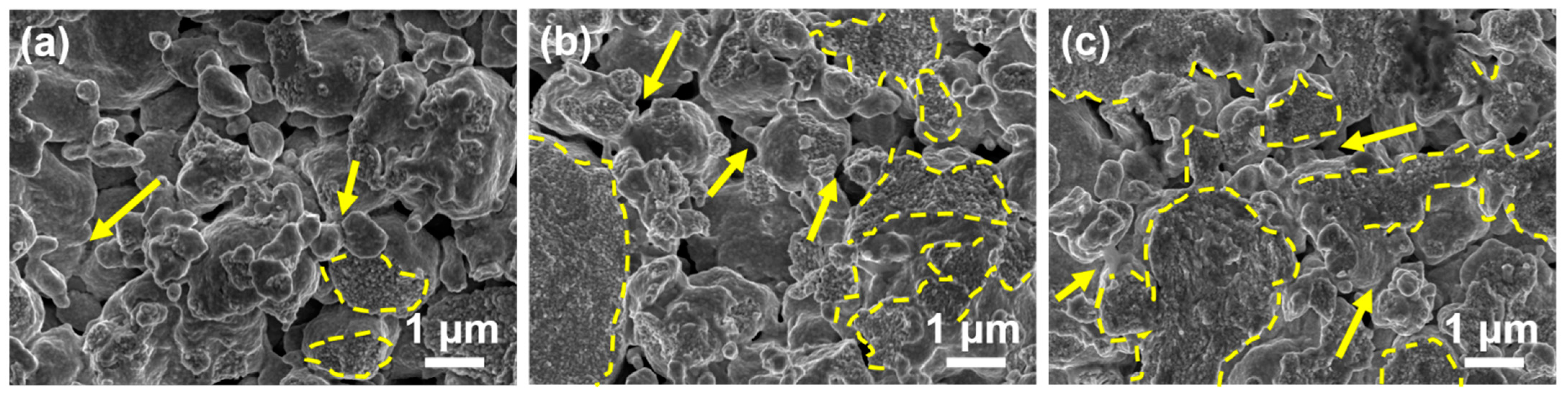
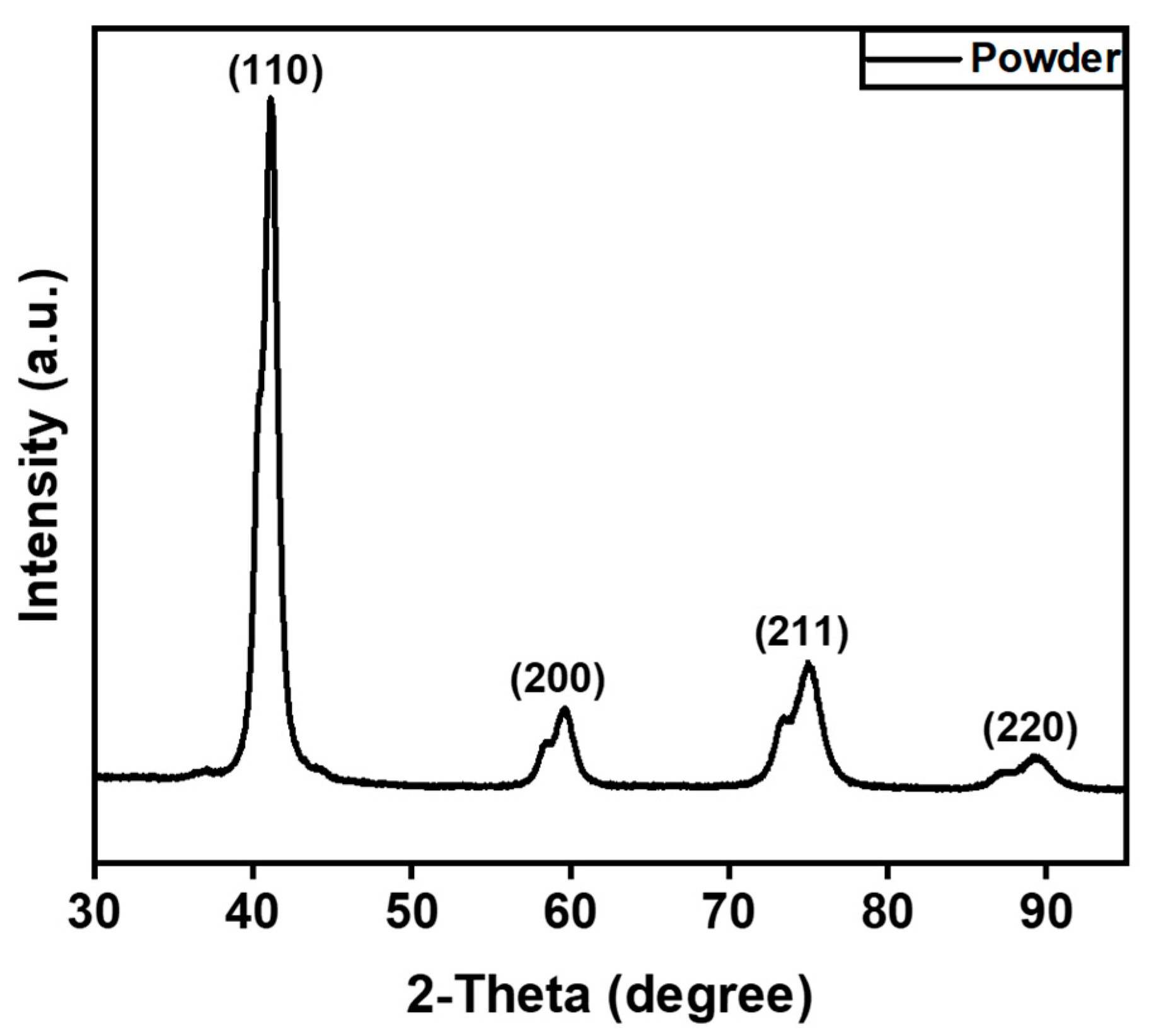
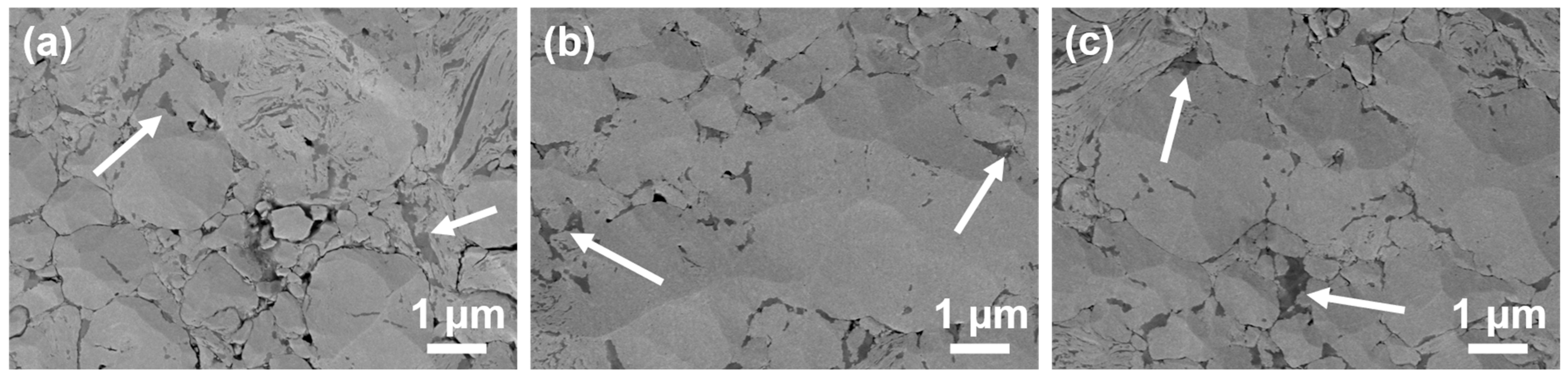
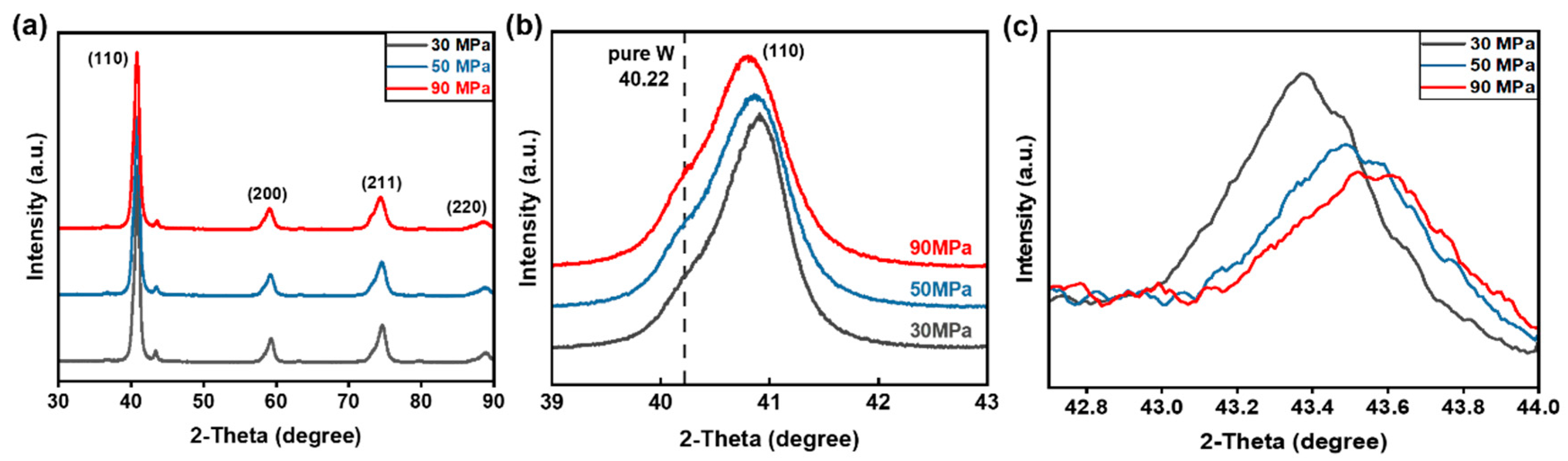
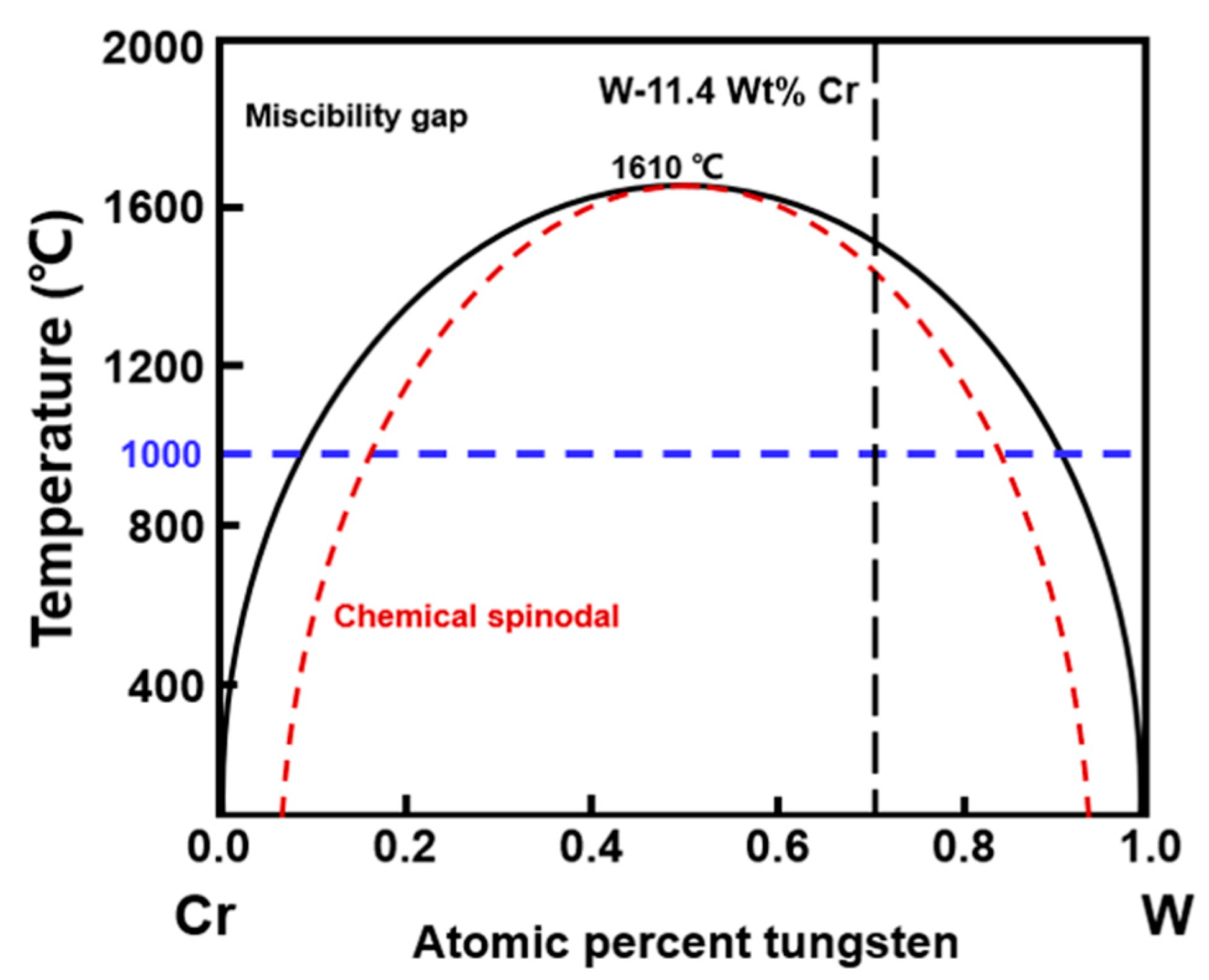
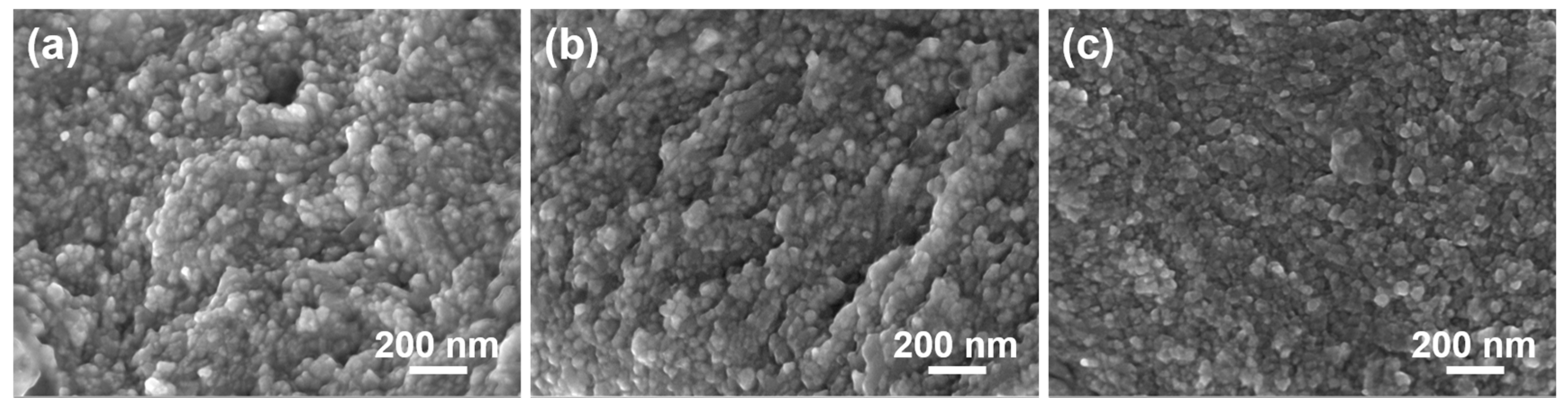
3.2. Microstructure and Phase Constitution
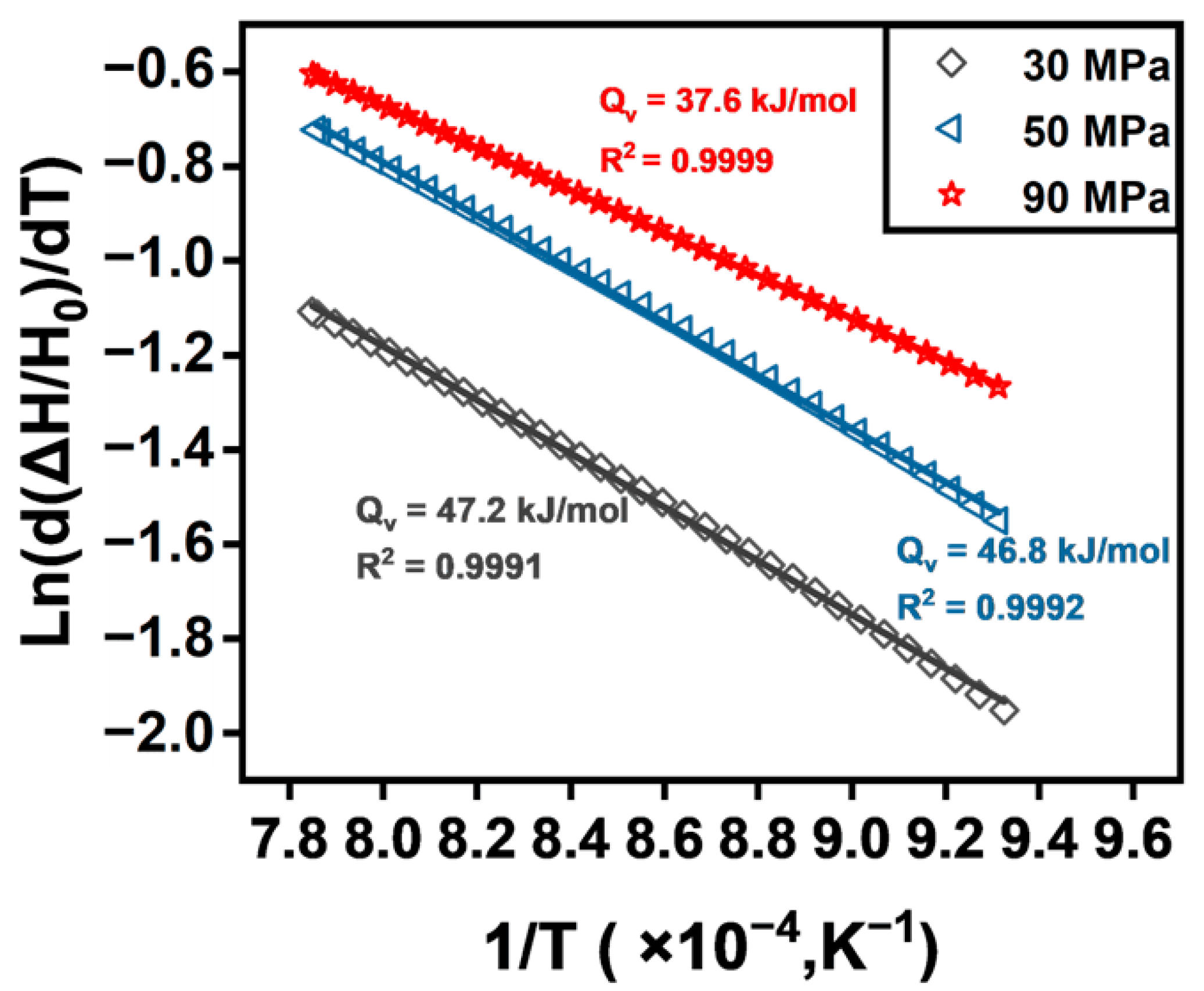
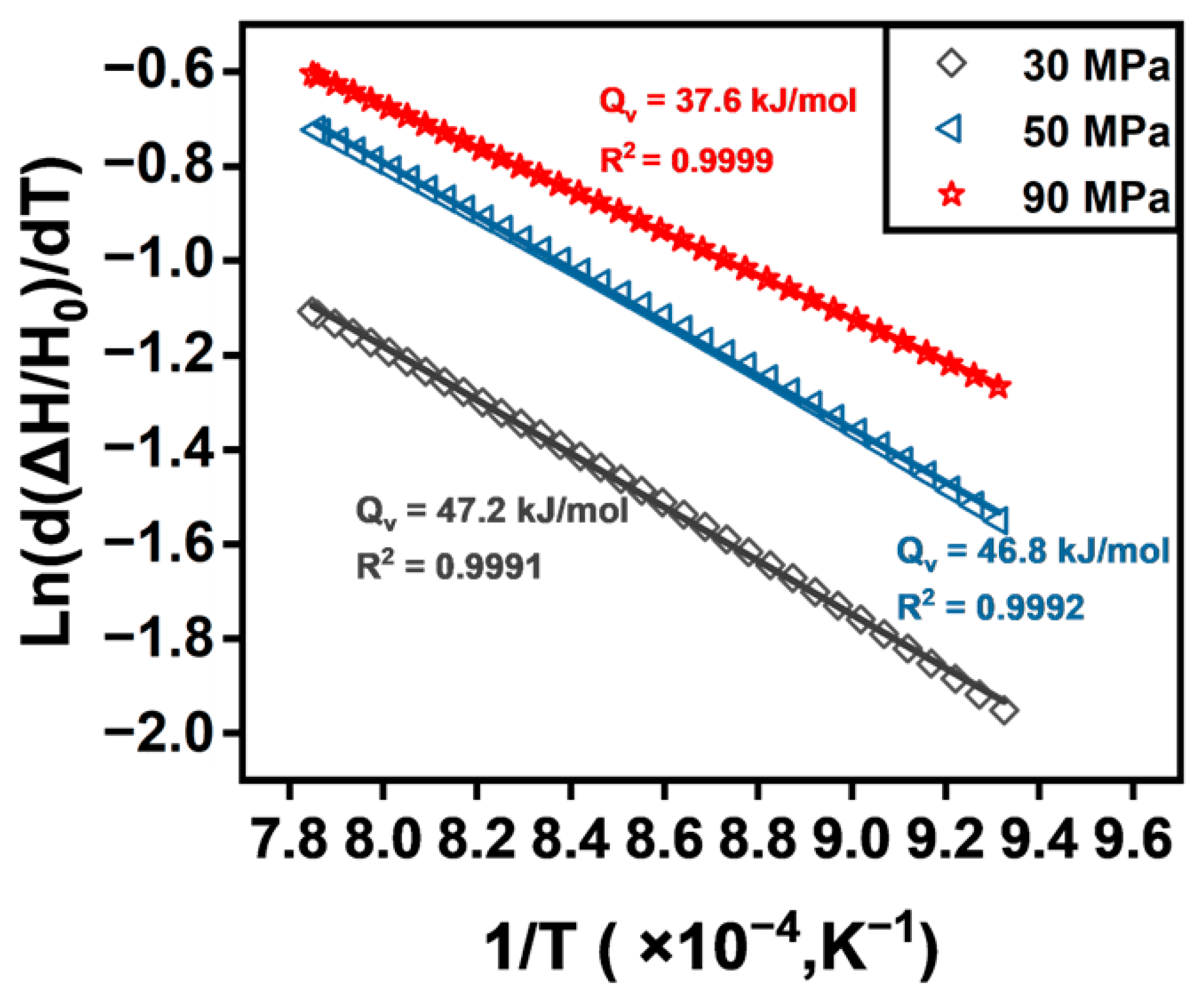
3.3. Densification Kinetic
4. Summary
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Calvo, A.; García-Rosales, C.; Koch, F.; Ordás, N.; Iturriza, I.; Greuner, H.; Pintsuk, G.; Sarbu, C. Manufacturing and testing of self-passivating tungsten alloys of different composition. Nucl. Mater. Energy 2016, 9, 422–429. [Google Scholar] [CrossRef]
- López-Ruiz, P.; Ordás, N.; Iturriza, I.; Walter, M.; Gaganidze, E.; Lindig, S.; Koch, F.; García-Rosales, C. Powder metallurgical processing of self-passivating tungsten alloys for fusion first wall application. J. Nucl. Mater. 2013, 442, S219–S224. [Google Scholar] [CrossRef]
- Calvo, A.; García-Rosales, C.; Ordás, N.; Iturriza, I.; Schlueter, K.; Koch, F.; Pintsuk, G.; Tejado, E.; Pastor, J.Y. Self-passivating W-Cr-Y alloys: Characterization and testing. Fusion Eng. Des. 2017, 124, 1118–1121. [Google Scholar] [CrossRef]
- Fu, T.; Cui, K.; Zhang, Y.; Wang, J.; Shen, F.; Yu, L.; Qie, J.; Zhang, X. Oxidation protection of tungsten alloys for nuclear fusion applications: A comprehensive review. J. Alloys Compd. 2021, 884, 161057. [Google Scholar] [CrossRef]
- Calvo, A.; Schlueter, K.; Tejado, E.; Pintsuk, G.; Ordás, N.; Iturriza, I.; Neu, R.; Pastor, J.Y.; García-Rosales, C. Self-passivating tungsten alloys of the system W-Cr-Y for high temperature applications. Int. J. Refract. Met. Hard Mater. 2018, 73, 29–37. [Google Scholar] [CrossRef]
- Tan, X.Y.; Klein, F.; Litnovsky, A.; Wegener, T.; Schmitz, J.; Linsmeier, C.; Coenen, J.W.; Breuer, U.; Rasinski, M.; Li, P.; et al. Evaluation of the high temperature oxidation of W-Cr-Zr self-passivating alloys. Corros. Sci. 2019, 147, 201–211. [Google Scholar] [CrossRef]
- Litnovsky, A.; Wegener, T.; Klein, F.; Linsmeier, C.; Rasinski, M.; Kreter, A.; Unterberg, B.; Vogel, M.; Kraus, S.; Breuer, U.; et al. Smart alloys for a future fusion power plant: First studies under stationary plasma load and in accidental conditions. Nucl. Mater. Energy 2017, 12, 1363–1367. [Google Scholar] [CrossRef]
- Vilémová, M.; Illková, K.; Lukáč, F.; Matějíček, J.; Klečka, J.; Leitner, J. Microstructure and phase stability of W-Cr alloy prepared by spark plasma sintering. Fusion Eng. Des. 2018, 127, 173–178. [Google Scholar] [CrossRef]
- Sal, E.; García-Rosales, C.; Iturriza, I.; Andueza, I.; Burgos, N. High temperature microstructural stability of self-passivating W-Cr-Y alloys for blanket first wall application. Fusion Eng. Des. 2019, 146, 1596–1599. [Google Scholar] [CrossRef]
- Wang, W.J.; Tan, X.Y.; Yang, S.P.; Mao, Y.R.; Luo, L.M.; Zhu, X.Y.; Litnovsky, A.; Coenen, J.W.; Linsmeier, C.; Wu, Y.C. The influence of powder characteristics on densification behavior and microstructure evolution of W-Cr-Zr alloy consolidated by field-assisted sintering technology. Int. J. Refract. Met. Hard Mater. 2022, 108, 105939. [Google Scholar] [CrossRef]
- Ratzker, B.; Wagner, A.; Sokol, M.; Kalabukhov, S.; Frage, N. Stress-enhanced dynamic grain growth during high-pressure spark plasma sintering of alumina. Acta Mater. 2019, 164, 390–399. [Google Scholar] [CrossRef]
- Omori, M. Sintering, consolidation, reaction and crystal growth by the spark plasma system (SPS). Mater. Sci. Eng. A 2000, 287, 183–188. [Google Scholar] [CrossRef]
- Tokita, M. Progress of Spark Plasma Sintering (SPS) Method, Systems, Ceramics Applications and Industrialization. Ceramics 2021, 4, 160–198. [Google Scholar] [CrossRef]
- Liu, D.G.; Zheng, L.; Luo, L.M.; Zan, X.; Song, J.-P.; Xu, Q.; Zhu, X.Y.; Wu, Y.C. An overview of oxidation-resistant tungsten alloys for nuclear fusion. J. Alloys Compd. 2018, 765, 299–312. [Google Scholar] [CrossRef]
- Madeira, S.; Buciumeanu, M.; Carvalho, O.; Silva, F.S. Influence of sintering pressure on the microstructure and tribological properties of low temperature fast sintered hot-pressed Y-TZP. Ceram. Int. 2019, 45, 5883–5893. [Google Scholar] [CrossRef]
- Antou, G.; Guyot, P.; Pradeilles, N.; Vandenhende, M.; Maître, A. Identification of densification mechanisms of pressure-assisted sintering: Application to hot pressing and spark plasma sintering of alumina. J. Mater. Sci. 2014, 50, 2327–2336. [Google Scholar] [CrossRef]
- Borkar, T.; Banerjee, R. Influence of spark plasma sintering (SPS) processing parameters on microstructure and mechanical properties of nickel. Mater. Sci. Eng. A 2014, 618, 176–181. [Google Scholar] [CrossRef]
- Wang, D.; Yuan, H.; Qiang, J. The Microstructure Evolution, Mechanical Properties and Densification Mechanism of TiAl-Based Alloys Prepared by Spark Plasma Sintering. Metals 2017, 7, 201. [Google Scholar] [CrossRef]
- Li, W.; Zeng, F.; Li, L.; Wang, Z.; Liu, H.; Peng, Y.; Gu, Y. Spark plasma sintering of Ti–1Al–8V–5Fe alloy: Densification mechanism and grain growth. Appl. Phys. A 2020, 126, 709. [Google Scholar] [CrossRef]
- Yang, S.P.; Wang, W.J.; Tan, X.Y.; Zhu, H.J.; Litnovsky, A.; Klein, F.; Mao, Y.R.; Coenen, J.W.; Linsmeier, C.; Luo, L.M.; et al. Influence of the applied pressure on the microstructure evolution of W-Cr-Y-Zr alloys during the FAST process. Fusion Eng. Des. 2021, 169, 112474. [Google Scholar] [CrossRef]
- Wang, W.J.; Tan, X.Y.; Yang, S.P.; Luo, L.M.; Zhu, X.Y.; Mao, Y.R.; Litnovsky, A.; Coenen, J.W.; Linsmeier, C.; Wu, Y.C. On grain growth and phase precipitation behaviors during W-Cr-Zr alloy densification using field-assisted sintering technology. Int. J. Refract. Met. Hard Mater. 2021, 98, 105552. [Google Scholar] [CrossRef]
- Vilémová, M.; Lukáč, F.; Veverka, J.; Illková, K.; Matějíček, J. Controlling the carbide formation and chromium depletion in W-Cr alloy during field assisted sintering. Int. J. Refract. Met. Hard Mater. 2019, 79, 217–223. [Google Scholar] [CrossRef]
- Wang, W.J.; Tan, X.Y.; Liu, J.Q.; Chen, X.; Wu, M.; Luo, L.M.; Zhu, X.Y.; Chen, H.Y.; Mao, Y.R.; Litnovsky, A.; et al. The influence of heating rate on W-Cr-Zr alloy densification process and microstructure evolution during spark plasma sintering. Powder Technol. 2020, 370, 9–18. [Google Scholar] [CrossRef]
- Davidson, S.; Perkin, M. An investigation of density determination methods for porous materials, small samples and particulates. Measurement 2013, 46, 1766–1770. [Google Scholar] [CrossRef]
- Ghafuri, F.; Ahmadian, M.; Emadi, R.; Zakeri, M. Effects of SPS parameters on the densification and mechanical properties of TiB2-SiC composite. Ceram. Int. 2019, 45, 10550–10557. [Google Scholar] [CrossRef]
- Diouf, S.; Molinari, A. Densification mechanisms in spark plasma sintering: Effect of particle size and pressure. Powder Technol. 2012, 221, 220–227. [Google Scholar] [CrossRef]
- Wei, X.; Giuntini, D.; Maximenko, A.L.; Haines, C.D.; Olevsky, E.A.; Kang, S.J. Experimental Investigation of Electric Contact Resistance in Spark Plasma Sintering Tooling Setup. J. Am. Ceram. Soc. 2015, 98, 3553–3560. [Google Scholar] [CrossRef]
- Grasso, S.; Sakka, Y.; Maizza, G. Pressure Effects on Temperature Distribution during Spark Plasma Sintering with Graphite Sample. Mater. Trans. 2009, 50, 2111–2114. [Google Scholar] [CrossRef]
- Kim, H.-T.; Kawahara, M.; Tokita, M.; Metallurgy, P. Specimen temperature and sinterability of Ni powder by spark plasma sintering. J. Jpn. Soc. Powder Powder Metall. 2000, 47, 887–891. [Google Scholar] [CrossRef]
- Klueh, R.L.; Maziasz, P.J. The microstructure of chromium-tungsten steels. Metall. Trans. A 1989, 20, 373–382. [Google Scholar] [CrossRef]
- Huang, L.; Pan, Y.; Zhang, J.; Du, Y.; Zhang, Y.; Zhang, S. Densification, grain growth mechanism and mechanical properties of Mo 10Nb refractory targets fabricated by SPS. Int. J. Refract. Met. Hard Mater. 2021, 99, 105575. [Google Scholar] [CrossRef]
- Du, Z.-Y.; Lv, Y.-Q.; Han, Y.; Fan, J.-L.; Ye, L. Sintering densification behavior and kinetic mechanism of nano-tungsten powder prepared by sol-spray drying. Tungsten 2021, 2, 371–380. [Google Scholar] [CrossRef]
- Zhang, Z.H.; Wang, F.C.; Lee, S.K.; Liu, Y.; Cheng, J.W.; Liang, Y. Microstructure characteristic, mechanical properties and sintering mechanism of nanocrystalline copper obtained by SPS process. Mater. Sci. Eng. A 2009, 523, 134–138. [Google Scholar] [CrossRef]
- Li, X.X.; Yang, C.; Lu, H.Z.; Luo, X.; Li, Y.Y. Correlation between atomic diffusivity and densification mechanism during spark plasma sintering of titanium alloy powders. J. Alloys Compd. 2019, 787, 112–122. [Google Scholar] [CrossRef]
- Li, X.X.; Yang, C.; Chen, T.; Zhang, L.C.; Hayat, M.D.; Cao, P. Influence of powder shape on atomic diffusivity and resultant densification mechanisms during spark plasma sintering. J. Alloys Compd. 2019, 802, 600–608. [Google Scholar] [CrossRef]
- Ristic, M.; Milosevic, S. Frenkel’s theory of sintering. Sci. Sinter. 2006, 38, 7–11. [Google Scholar] [CrossRef]
- Barick, P.; Chakravarty, D.; Saha, B.P.; Mitra, R.; Joshi, S.V. Effect of pressure and temperature on densification, microstructure and mechanical properties of spark plasma sintered silicon carbide processed with β-silicon carbide nano-powder and sintering additives. Ceram. Int. 2016, 42, 3836–3848. [Google Scholar] [CrossRef]
- Yang, C.; Zhu, M.D.; Luo, X.; Liu, L.H.; Zhang, W.W.; Long, Y.; Xiao, Z.Y.; Fu, Z.Q.; Zhang, L.C.; Lavernia, E.J. Influence of powder properties on densification mechanism during spark plasma sintering. Scr. Mater. 2017, 139, 96–99. [Google Scholar] [CrossRef]
- Song, X.; Liu, X.; Zhang, J. Neck Formation and Self-Adjusting Mechanism of Neck Growth of Conducting Powders in Spark Plasma Sintering. J. Am. Ceram. Soc. 2006, 89, 494–500. [Google Scholar] [CrossRef]
- Helle, A.S.; Easterling, K.E.; Ashby, M.F. Hot-isostatic pressing diagrams: New developments. Acta Metall. 1985, 33, 2163–2174. [Google Scholar] [CrossRef]
- Chaim, R.; Levin, M.; Shlayer, A.; Chaim, R.; Levin, M.; Shlayer, A.; Estournes, C. Sintering and densification of nanocrystalline ceramic oxide powders: A review. Adv. Appl. Ceram. 2013, 107, 159–169. [Google Scholar] [CrossRef]
- Chaim, R.; Marder, R.; Estournés, C.; Shen, Z. Densification and preservation of ceramic nanocrystalline character by spark plasma sintering. Adv. Appl. Ceram. 2013, 111, 280–285. [Google Scholar] [CrossRef] [Green Version]

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, H.; Tan, X.; Tu, Q.; Mao, Y.; Shu, Z.; Chen, J.; Luo, L.; Litnovsky, A.; Coenen, J.W.; Linsmeier, C.; et al. Effect of Pressure on Densification and Microstructure of W-Cr-Y-Zr Alloy during SPS Consolidated at 1000 °C. Metals 2022, 12, 1437. https://doi.org/10.3390/met12091437
Zhu H, Tan X, Tu Q, Mao Y, Shu Z, Chen J, Luo L, Litnovsky A, Coenen JW, Linsmeier C, et al. Effect of Pressure on Densification and Microstructure of W-Cr-Y-Zr Alloy during SPS Consolidated at 1000 °C. Metals. 2022; 12(9):1437. https://doi.org/10.3390/met12091437
Chicago/Turabian StyleZhu, Huijuan, Xiaoyue Tan, Qingbo Tu, Yiran Mao, Zelin Shu, Jie Chen, Laima Luo, Andrey Litnovsky, Jan Willem Coenen, Christian Linsmeier, and et al. 2022. "Effect of Pressure on Densification and Microstructure of W-Cr-Y-Zr Alloy during SPS Consolidated at 1000 °C" Metals 12, no. 9: 1437. https://doi.org/10.3390/met12091437
APA StyleZhu, H., Tan, X., Tu, Q., Mao, Y., Shu, Z., Chen, J., Luo, L., Litnovsky, A., Coenen, J. W., Linsmeier, C., & Wu, Y. (2022). Effect of Pressure on Densification and Microstructure of W-Cr-Y-Zr Alloy during SPS Consolidated at 1000 °C. Metals, 12(9), 1437. https://doi.org/10.3390/met12091437