
Microstructural Transitions during Powder Metallurgical Processing of Solute Stabilized Nanostructured Tungsten Alloys

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
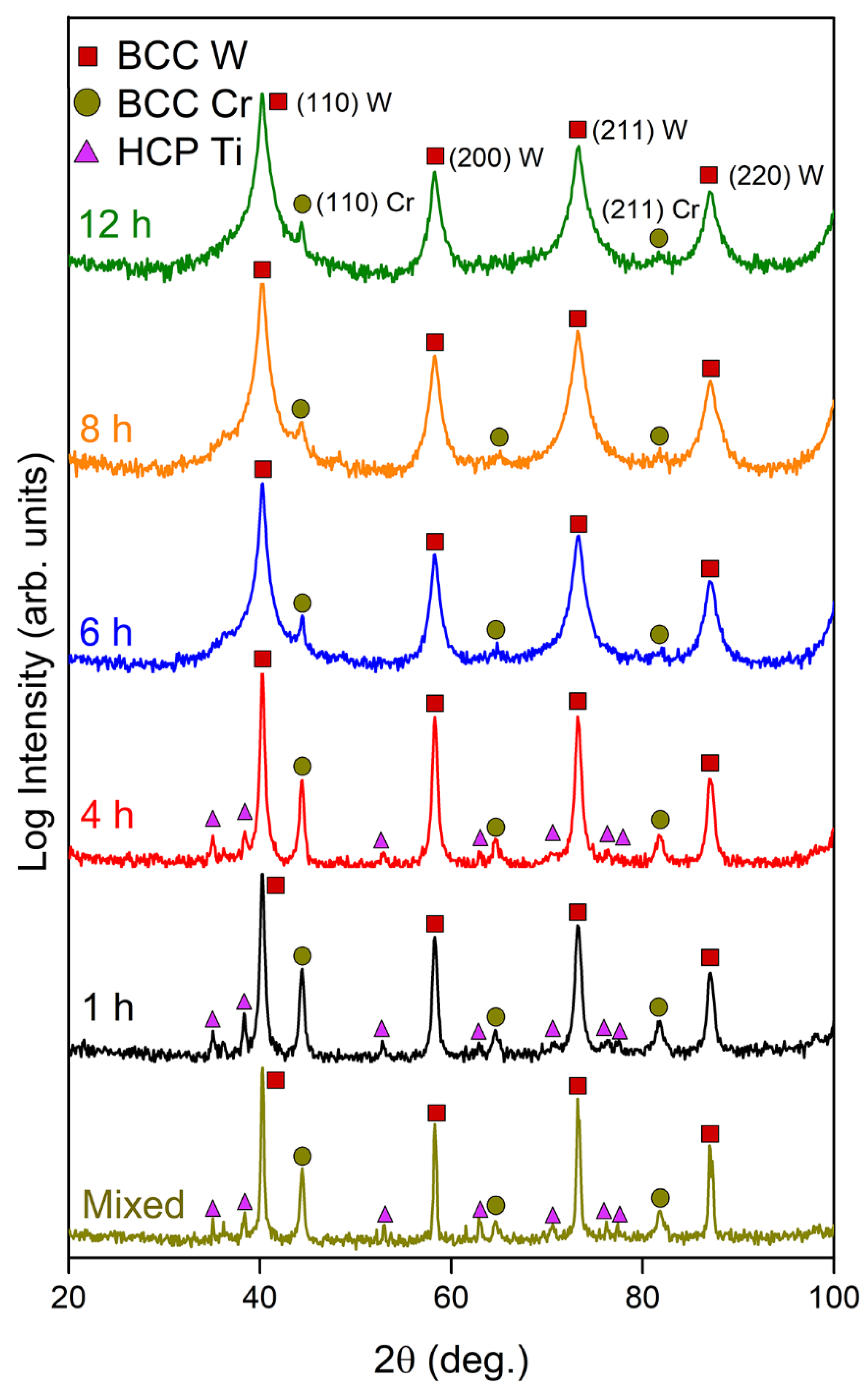
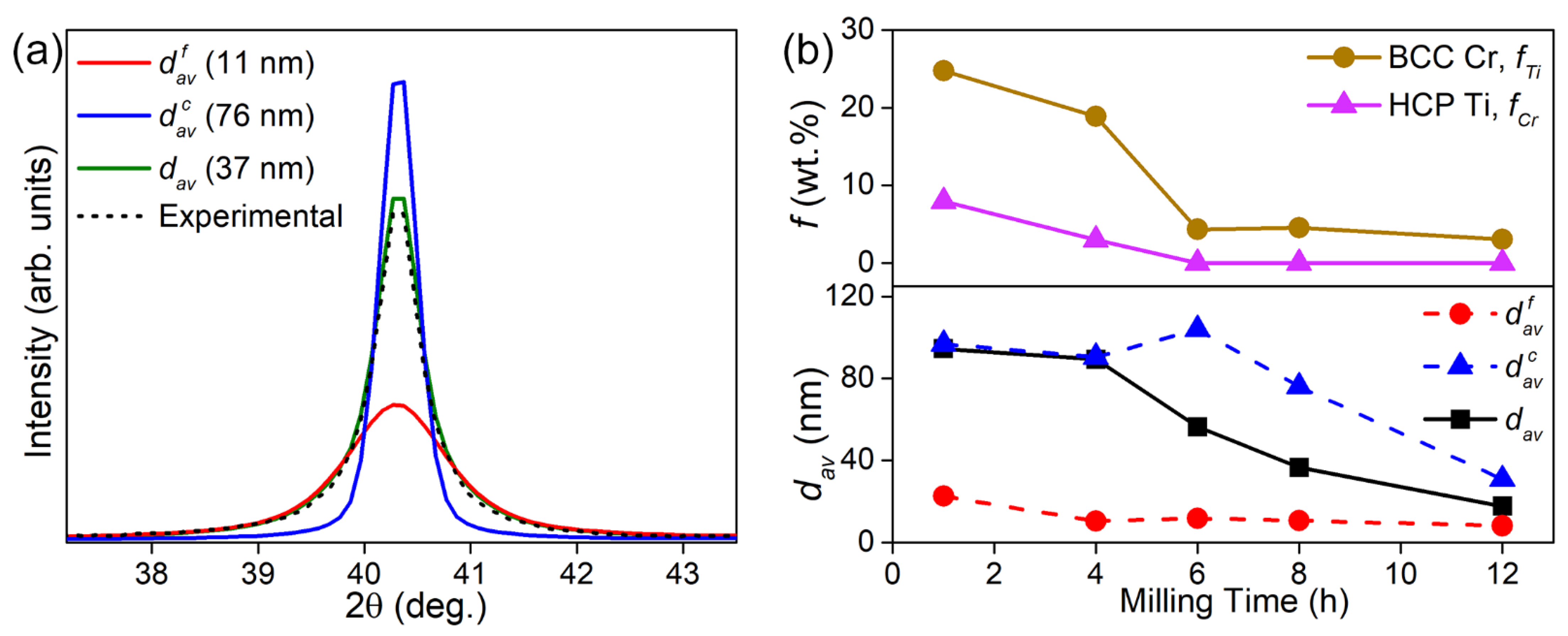
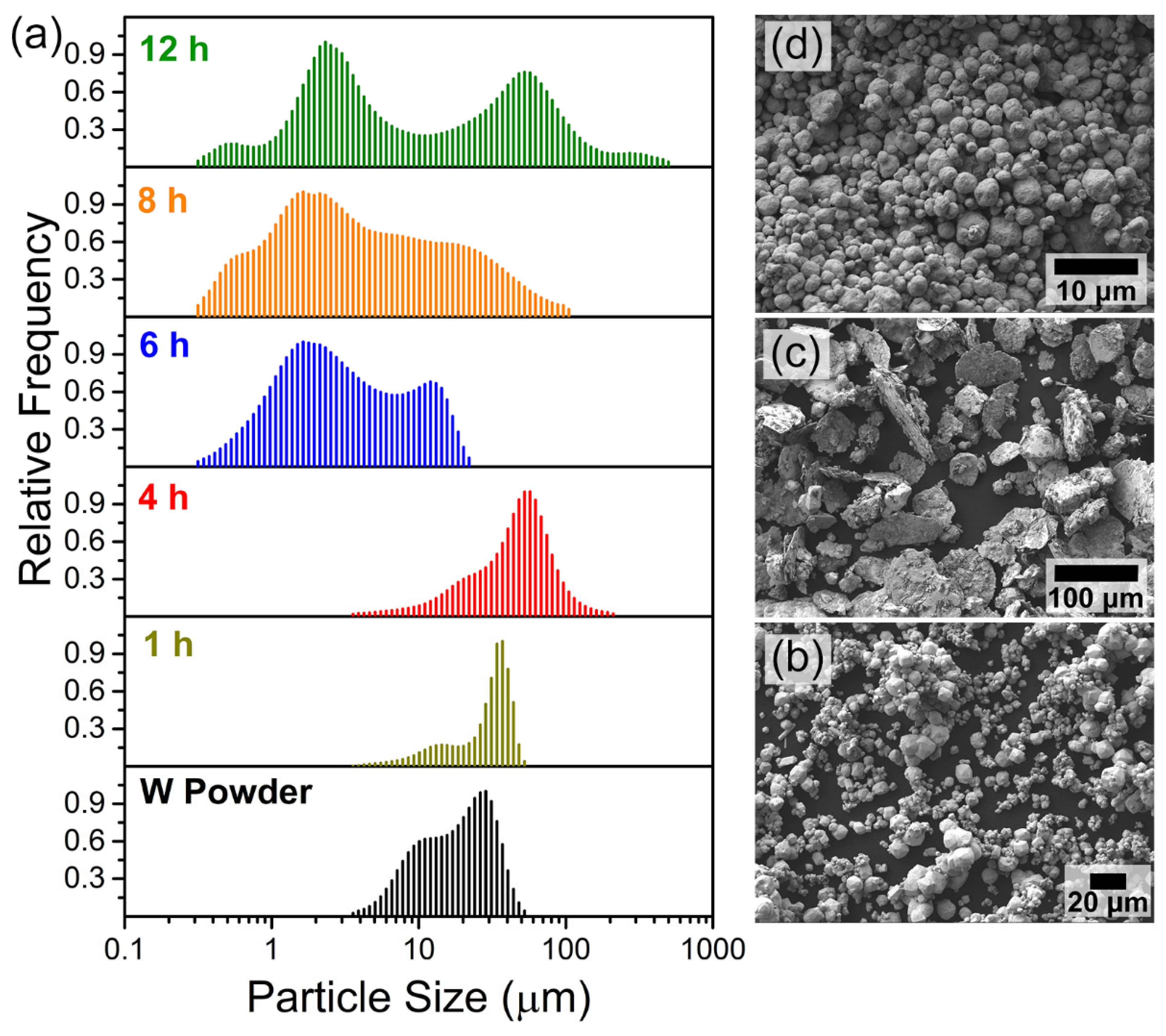
3.1. Mechanical Alloying and Grain Size Refinement during High-Energy Ball Milling
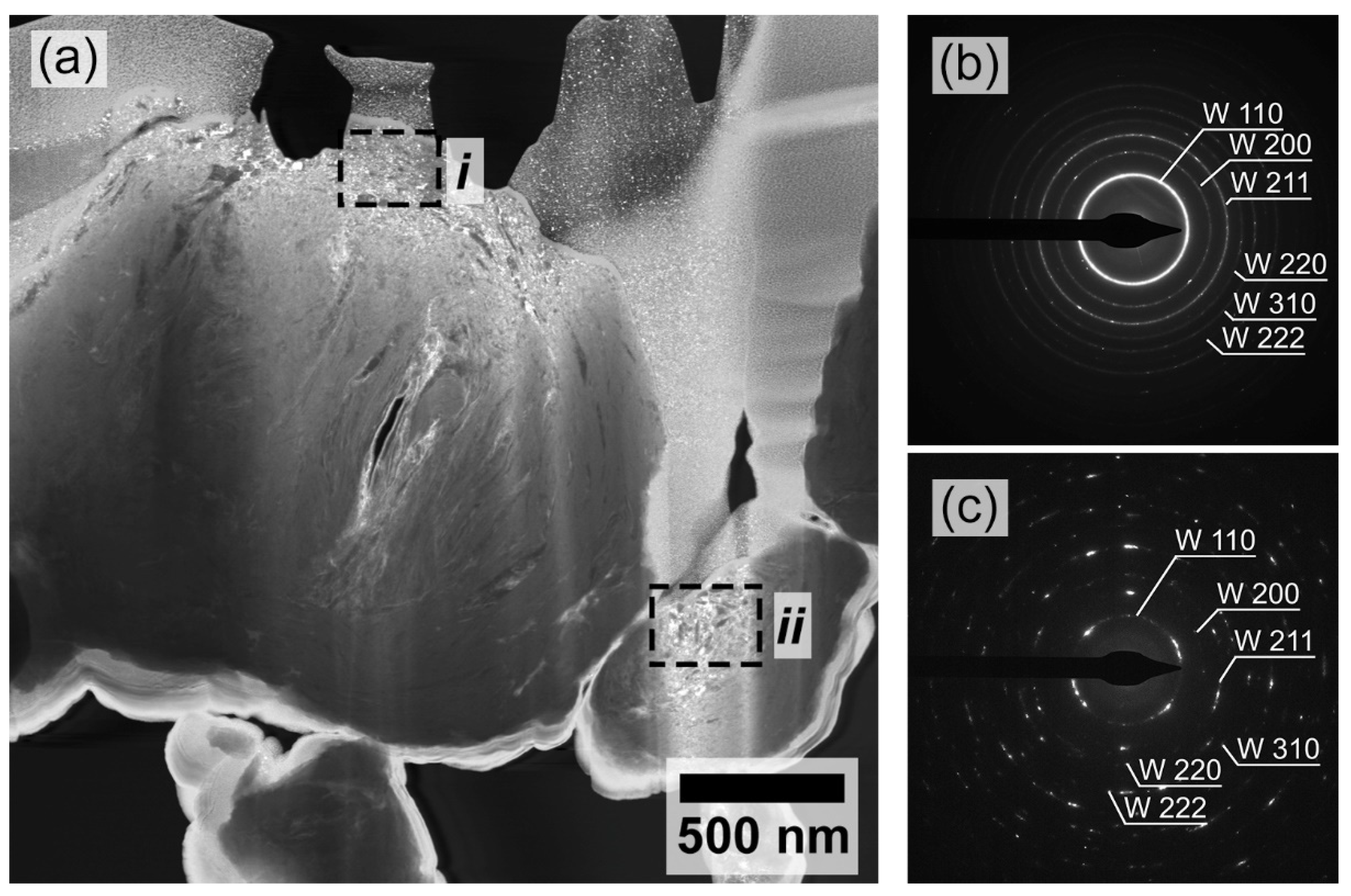
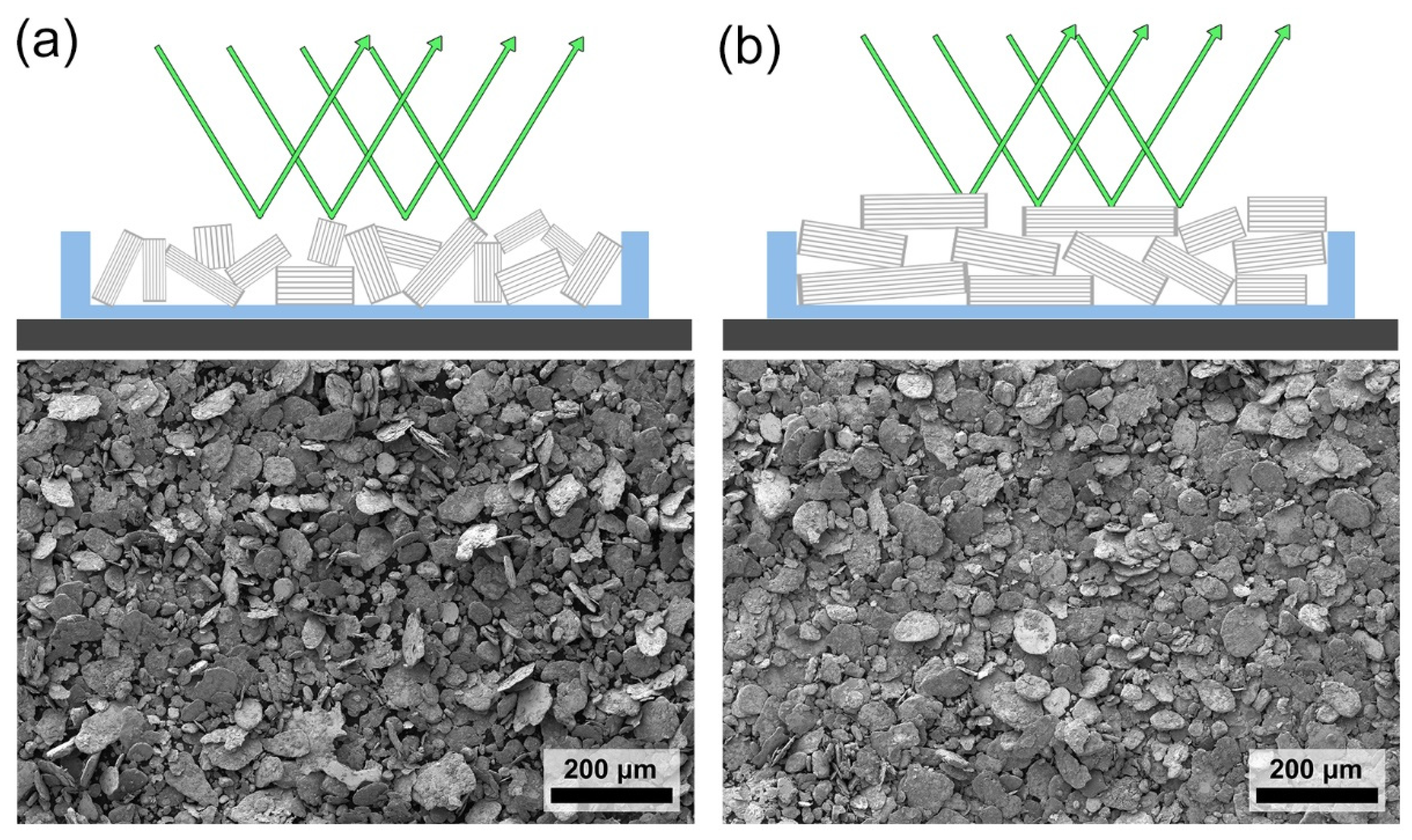
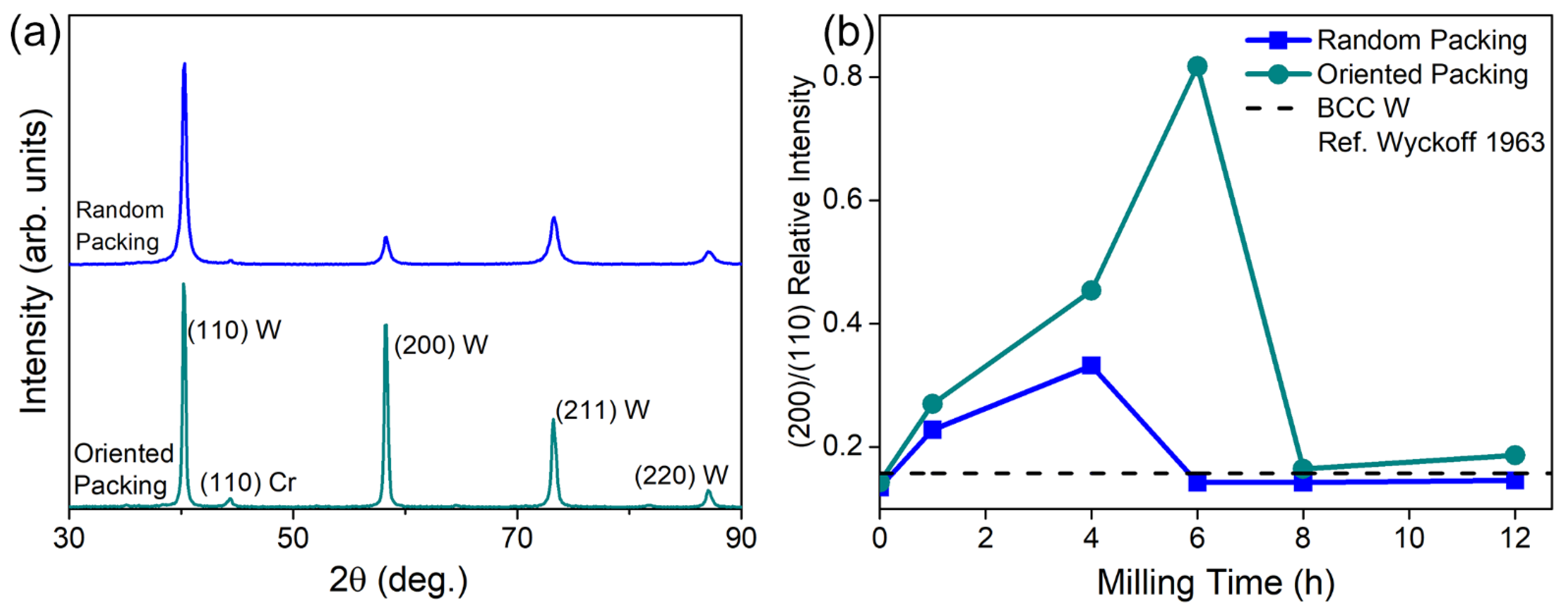
3.2. Texture Evolution and Its Implications for Powder Morphologies
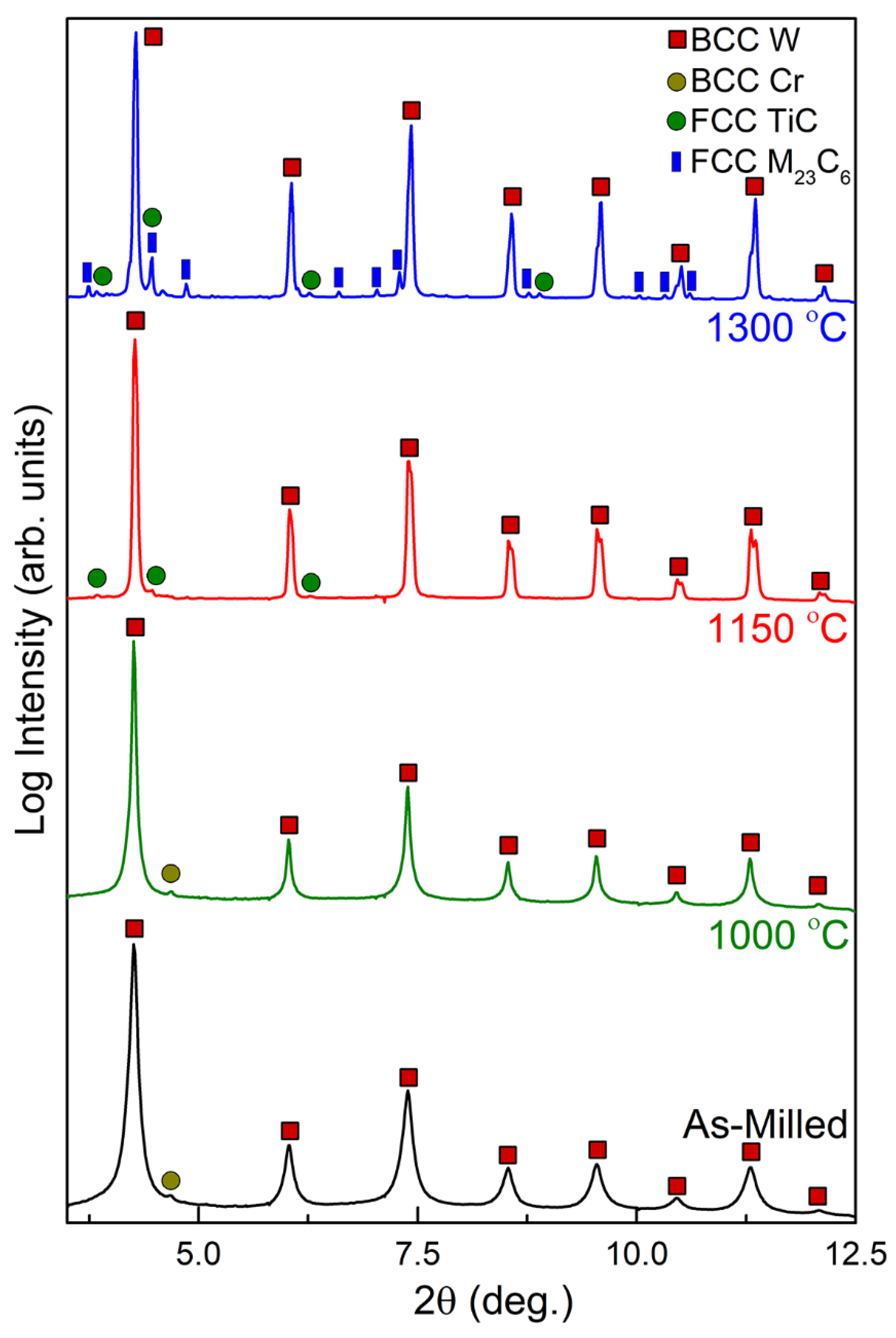
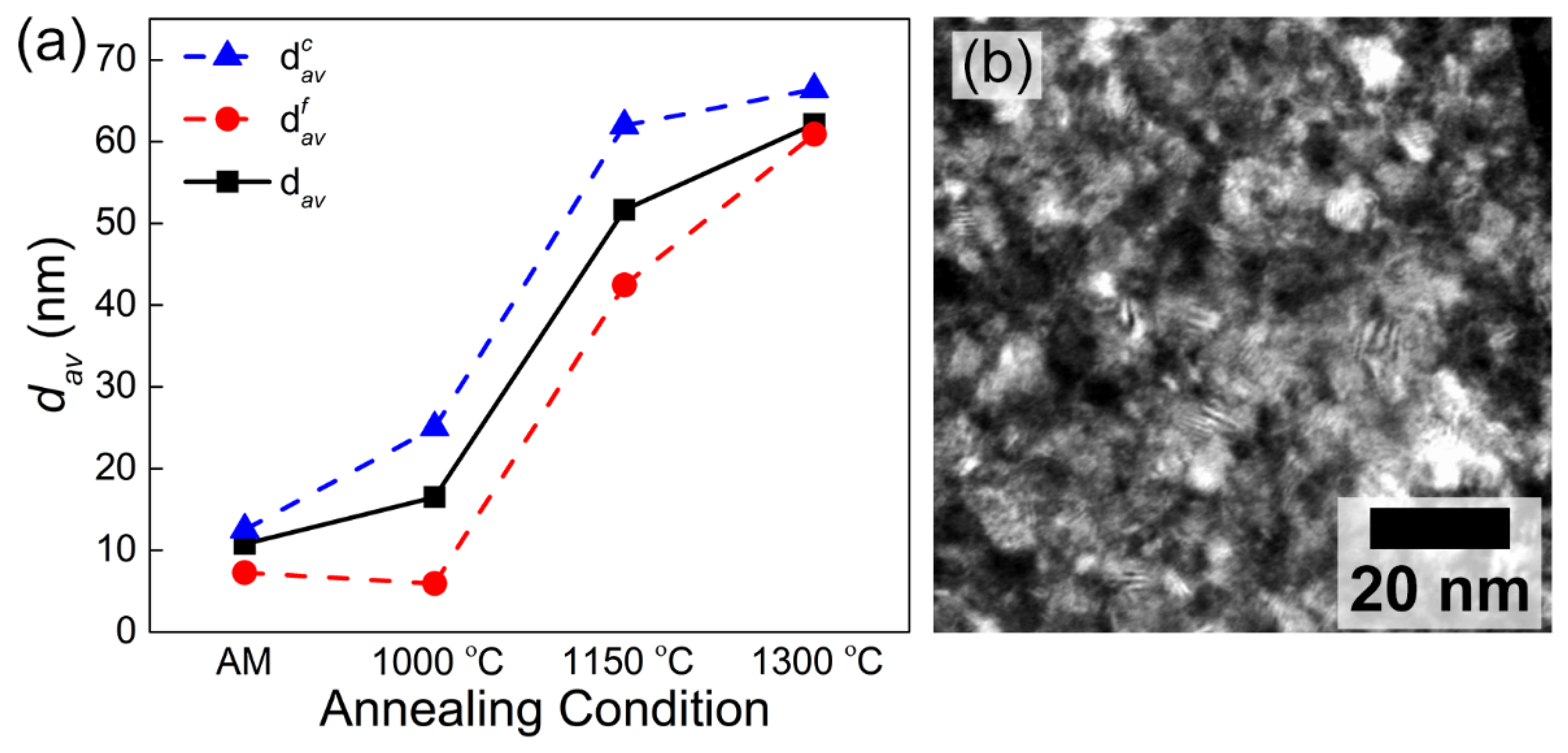
3.3. Thermal Stability of Ternary Nanostructured W Alloy Powders
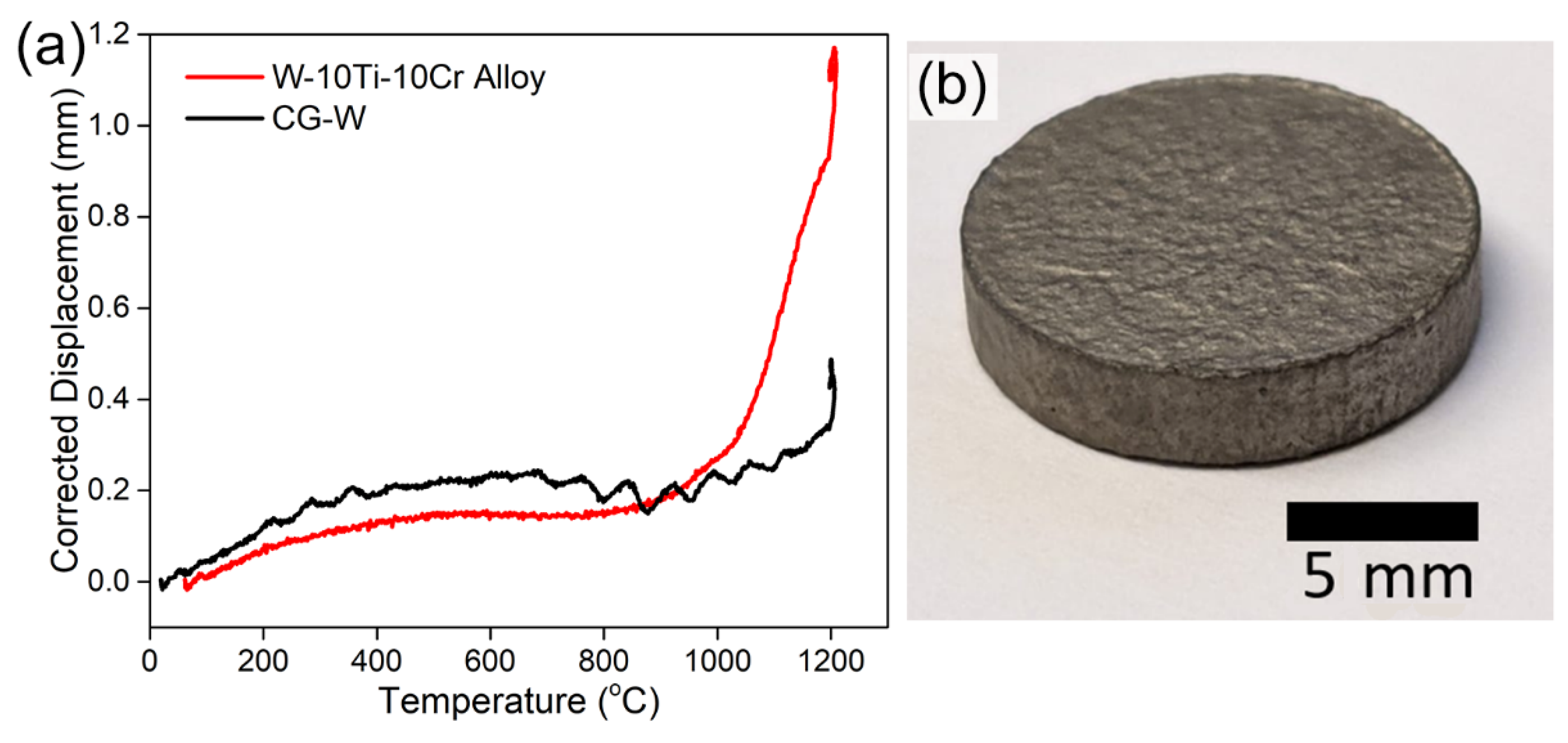
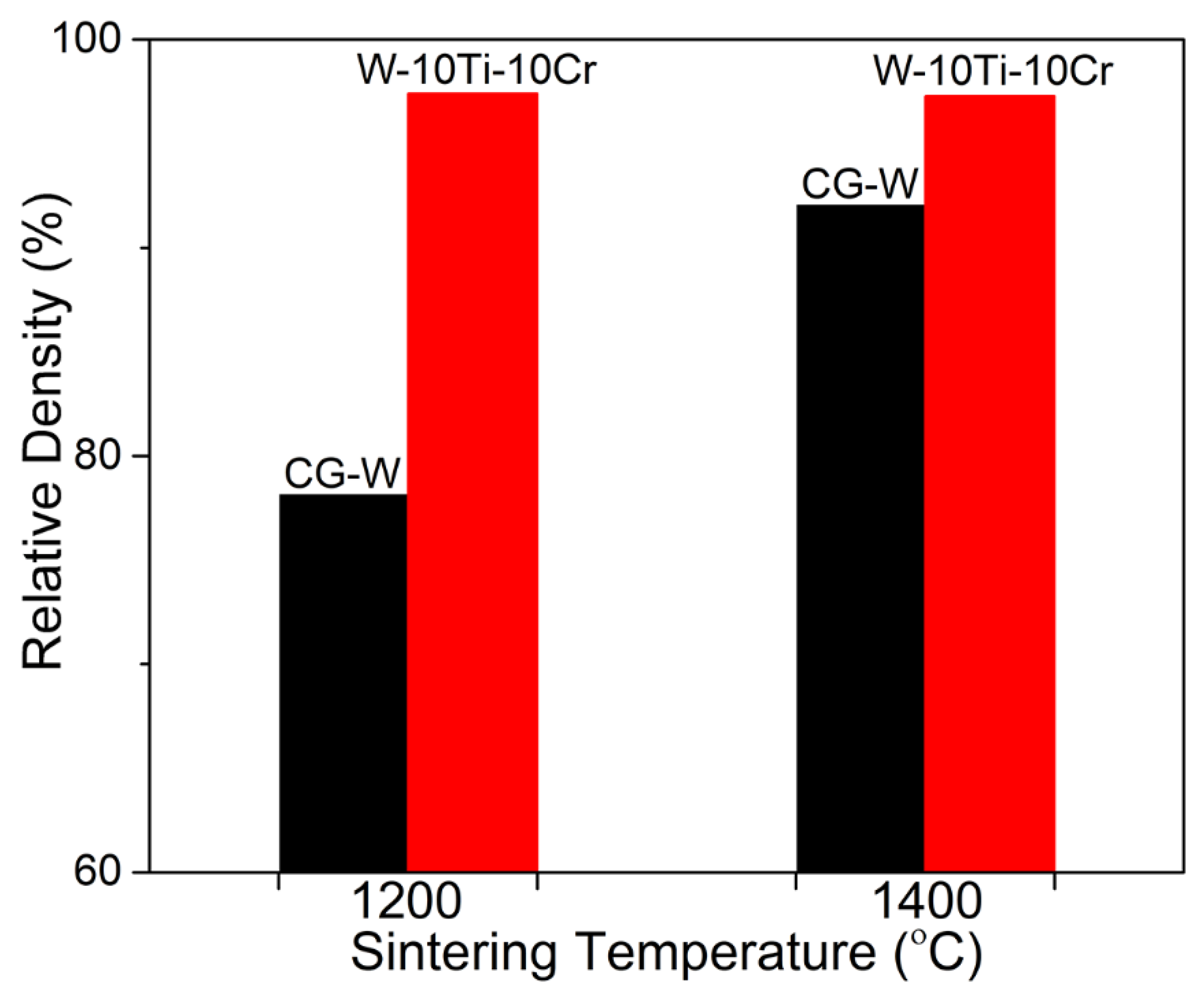
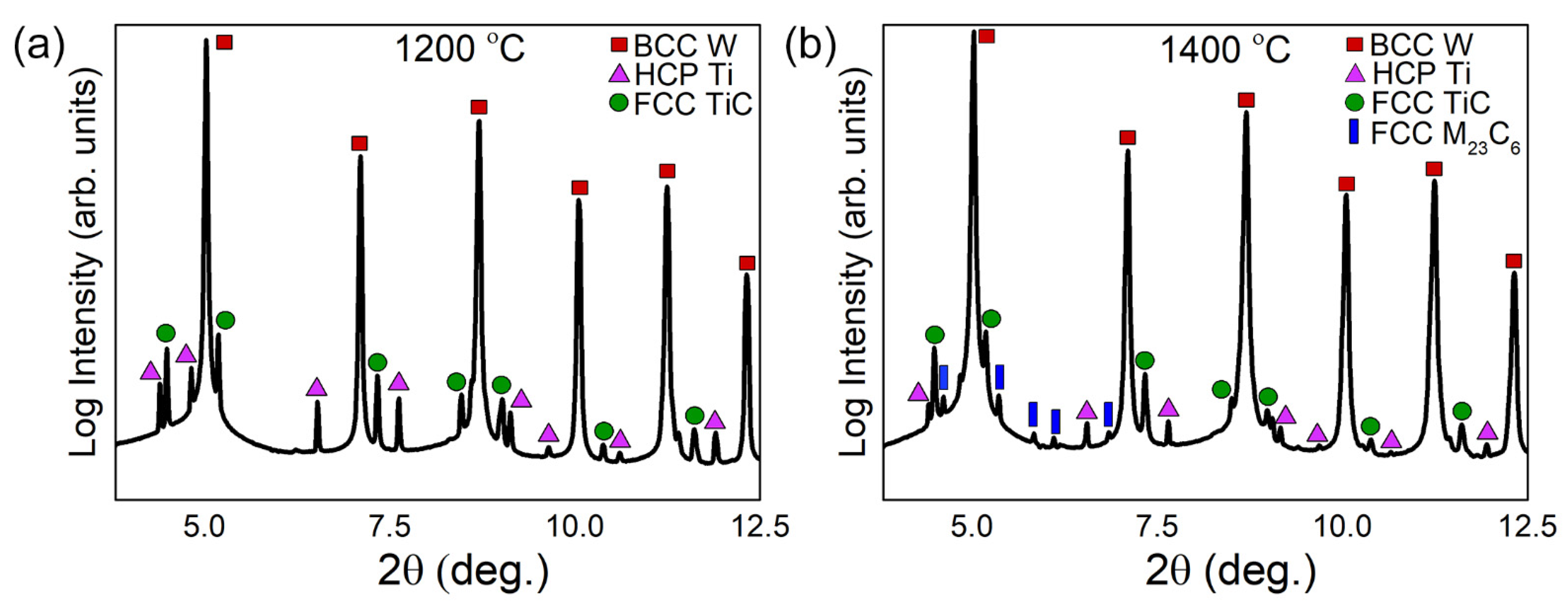
3.4. Nanostructure Evolution and Precipitation during Field Assisted Sintering
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chookajorn, T.; Murdoch, H.A.; Schuh, C.A. Design of Stable Nanocrystalline Alloys. Science 2012, 337, 951–954. [Google Scholar] [CrossRef]
- Donaldson, O.K.; Hattar, K.; Kaub, T.; Thompson, G.B.; Trelewicz, J.R. Solute stabilization of nanocrystalline tungsten against abnormal grain growth. J. Mater. Res. 2018, 33, 68–80. [Google Scholar] [CrossRef]
- Donaldson, O.K.; Wang, W.; Hattar, K.; Trelewicz, J.R. Impurity stabilization of nanocrystalline grains in pulsed laser deposited tantalum. J. Mater. Res. 2017, 32, 1351–1360. [Google Scholar] [CrossRef]
- Balbus, G.H.; Kappacher, J.; Sprouster, D.J.; Wang, F.; Shin, J.; Eggeler, Y.M.; Rupert, T.J.; Trelewicz, J.R.; Kiener, D.; Maier-Kiener, V.; et al. Disordered Interfaces Enable High Temperature Thermal Stability and Strength in a Nanocrystalline Aluminum Alloy. Acta Mater. 2021, 116973. [Google Scholar] [CrossRef]
- Pun, S.C.; Wang, W.; Khalajhedayati, A.; Schuler, J.D.; Trelewicz, J.R.; Rupert, T.J. Nanocrystalline Al-Mg with extreme strength due to grain boundary doping. Mater. Sci. Eng. A 2017, 696, 400–406. [Google Scholar] [CrossRef]
- Zhang, Y.; Tucker, G.J.; Trelewicz, J.R. Stress-assisted grain growth in nanocrystalline metals: Grain boundary mediated mechanisms and stabilization through alloying. Acta Mater. 2017, 131, 39–47. [Google Scholar] [CrossRef]
- Tang, F.; Gianola, D.S.; Moody, M.P.; Hemker, K.J.; Cairney, J.M. Observations of grain boundary impurities in nanocrystalline Al and their influence on microstructural stability and mechanical behaviour. Acta Mater. 2012, 60, 1038–1047. [Google Scholar] [CrossRef]
- Frolov, T.; Darling, K.A.; Kecskes, L.J.; Mishin, Y. Stabilization and strengthening of nanocrystalline copper by alloying with tantalum. Acta Mater. 2012, 60, 2158–2168. [Google Scholar] [CrossRef]
- Cunningham, W.S.; Hattar, K.; Zhu, Y.; Edwards, D.J.; Trelewicz, J.R. Suppressing irradiation induced grain growth and defect accumulation in nanocrystalline tungsten through grain boundary doping. Acta Mater. 2021, 206, 116629. [Google Scholar] [CrossRef]
- Beyerlein, I.J.; Caro, A.; Demkowicz, M.J.; Mara, N.A.; Misra, A.; Uberuaga, B.P. Radiation damage tolerant nanomaterials. Mater. Today 2013, 16, 443–449. [Google Scholar] [CrossRef]
- Han, W.Z.; Demkowicz, M.J.; Mara, N.A.; Fu, E.G.; Sinha, S.; Rollett, A.D.; Wang, Y.Q.; Carpenter, J.S.; Beyerlein, I.J.; Misra, A. Design of Radiation Tolerant Materials Via Interface Engineering. Adv. Mater. 2013, 25, 6975–6979. [Google Scholar] [CrossRef] [PubMed]
- Perrin, A.E.; Schuh, C.A. Stabilized Nanocrystalline Alloys: The Intersection of Grain Boundary Segregation with Processing Science. Ann. Rev. Mater. Res. 2021, 51. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical alloying and milling. Progress Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Suryanarayana, C. Non-equilibrium Processing of Materials; Elsevier: Oxford, UK, 1999. [Google Scholar]
- Han, Y.; Fan, J.; Liu, T.; Cheng, H.; Tian, J. The effects of ball-milling treatment on the densification behavior of ultra-fine tungsten powder. Int. J. Refract. Met. Hard Mater. 2011, 29, 743–750. [Google Scholar] [CrossRef]
- Wu, Z.M.; Liang, Y.X.; Fan, Y.; Wang, P.P.; Du, J.L.; Zhao, Y.B.; Fu, E.G. The ball to powder ratio (BPR) dependent morphology and microstructure of tungsten powder refined by ball milling. Powder Technol. 2018, 339, 256–263. [Google Scholar] [CrossRef]
- Liang, Y.X.; Wu, Z.M.; Fu, E.G.; Du, J.L.; Wang, P.P.; Zhao, Y.B.; Qiu, Y.H.; Hu, Z.Y. Refinement process and mechanisms of tungsten powder by high energy ball milling. Int. J. Refract. Met. Hard Mater. 2017, 67, 1–8. [Google Scholar] [CrossRef]
- Wu, Z.; Liang, Y.; Fu, E.; Du, J.; Wang, P.; Fan, Y.; Zhao, Y. Effect of Ball Milling Parameters on the Refinement of Tungsten Powder. Metals 2018, 8, 281. [Google Scholar] [CrossRef]
- Korchagin, M.A.; Ditenberg, I.A.; Denisov, K.I.; Tyumentsev, A.N. Microstructure and properties of pure and composite metal powders after mechanical activation in planetary ball mill. AIP Conf. Proc. 2014, 1623, 291–294. [Google Scholar]
- Ueda, Y.; Coenen, J.W.; De Temmerman, G.; Doerner, R.P.; Linke, J.; Philipps, V.; Tsitrone, E. Research status and issues of tungsten plasma facing materials for ITER and beyond. Fusion Eng. Des. 2014, 89, 901–906. [Google Scholar] [CrossRef]
- Uytdenhouwen, I.; Decreton, M.; Hirai, T.; Linke, J.; Pintsuk, G.; Van Oost, G. Influence of recrystallization on thermal shock resistance of various tungsten grades. J. Nucl. Mater. 2007, 363, 1099–1103. [Google Scholar] [CrossRef]
- Loewenhoff, T.; Bürger, A.; Linke, J.; Pintsuk, G.; Schmidt, A.; Singheiser, L.; Thomser, C. Evolution of tungsten degradation under combined high cycle edge-localized mode and steady-state heat loads. Phys. Scr. 2011, T145, 014057. [Google Scholar] [CrossRef]
- Hu, X.X.; Koyanagi, T.; Fukuda, M.; Kumar, N.; Snead, L.L.; Wirth, B.D.; Katoh, Y. Irradiation hardening of pure tungsten exposed to neutron irradiation. J. Nucl. Mater. 2016, 480, 235–243. [Google Scholar] [CrossRef]
- Coenen, J.W.; Mao, Y.; Almanstötter, J.; Calvo, A.; Sistla, S.; Gietl, H.; Jasper, B.; Riesch, J.; Rieth, M.; Pintsuk, G.; et al. Advanced materials for a damage resilient divertor concept for DEMO: Powder-metallurgical tungsten-fibre reinforced tungsten. Fusion Eng. Des. 2017, 124, 964–968. [Google Scholar] [CrossRef]
- Wu, Z.M.; Zhang, J.; Zhang, J.; Huang, J.C.; Fan, Y.; Yu, X.H.; Zhao, Y.B.; Zhu, J.L.; Jin, C.Q.; Wang, P.; et al. Nanocrystalline W-based alloys with ultrahigh hardness and exceptional irradiation tolerance. Nuclear Fusion 2019, 59, 106050. [Google Scholar] [CrossRef]
- Litnovsky, A.; Wegener, T.; Klein, F.; Linsmeier, C.; Rasinski, M.; Kreter, A.; Tan, X.; Schmitz, J.; Coenen, J.W.; Mao, Y.; et al. New oxidation-resistant tungsten alloys for use in the nuclear fusion reactors. Phys. Scr. 2017, T170, 014012. [Google Scholar] [CrossRef]
- El-Atwani, O.; Li, N.; Li, M.; Devaraj, A.; Baldwin, J.K.S.; Schneider, M.M.; Sobieraj, D.; Wróbel, J.S.; Nguyen-Manh, D.; Maloy, S.A.; et al. Outstanding radiation resistance of tungsten-based high-entropy alloys. Sci. Adv. 2019, 5, eaav2002. [Google Scholar] [CrossRef]
- Wurster, S.; Baluc, N.; Battabyal, M.; Crosby, T.; Du, J.; García-Rosales, C.; Hasegawa, A.; Hoffmann, A.; Kimura, A.; Kurishita, H.; et al. Recent progress in R&D on tungsten alloys for divertor structural and plasma facing materials. J. Nucl. Mater. 2013, 442, S181–S189. [Google Scholar] [CrossRef]
- Wei, Q.; Jiao, T.; Ramesh, K.T.; Ma, E.; Kecskes, L.J.; Magness, L.; Dowding, R.; Kazykhanov, V.U.; Valiev, R.Z. Mechanical behavior and dynamic failure of high-strength ultrafine grained tungsten under uniaxial compression. Acta Mater. 2006, 54, 77–87. [Google Scholar] [CrossRef]
- Zhang, Y.; Ganeev, A.V.; Wang, J.T.; Liu, J.Q.; Alexandrov, I.V. Observations on the ductile-to-brittle transition in ultrafine-grained tungsten of commercial purity. Mater. Sci. Eng. A 2009, 503, 37–40. [Google Scholar] [CrossRef]
- Hao, T.; Fan, Z.Q.; Zhang, T.; Luo, G.N.; Wang, X.P.; Liu, C.S.; Fang, Q.F. Strength and ductility improvement of ultrafine-grained tungsten produced by equal-channel angular pressing. J. Nucl. Mater. 2014, 455, 595–599. [Google Scholar] [CrossRef]
- Weissmuller, J. Alloy effects in nanostructures. Nanostructured Mater. 1993, 3, 261–272. [Google Scholar] [CrossRef]
- Trelewicz, J.R.; Schuh, C.A. Grain boundary segregation and thermodynamically stable binary nanocrystalline alloys. Phys. Rev. B 2009, 79, 094112. [Google Scholar] [CrossRef]
- Liu, F.; Kirchheim, R. Nano-scale grain growth inhibited by reducing grain boundary energy through solute segregation. J. Cryst. Growth 2004, 264, 385–391. [Google Scholar] [CrossRef]
- Murdoch, H.A.; Schuh, C.A. Stability of binary nanocrystalline alloys against grain growth and phase separation. Acta Mater. 2013, 61, 2121–2132. [Google Scholar] [CrossRef]
- Chookajorn, T.; Schuh, C.A. Nanoscale segregation behavior and high-temperature stability of nanocrystalline W–20 at.% Ti. Acta Mater. 2014, 73, 128–138. [Google Scholar] [CrossRef]
- Senthilnathan, N.; Raja Annamalai, A.; Venkatachalam, G. Activated sintering of tungsten alloys through conventional and spark plasma sintering process. Mater. Manuf. Processes 2017, 32, 1861–1868. [Google Scholar] [CrossRef]
- Ren, C.; Fang, Z.Z.; Zhang, H.; Koopman, M. The study on low temperature sintering of nano-tungsten powders. Int. J. Refract. Met. Hard Mater. 2016, 61, 273–278. [Google Scholar] [CrossRef]
- Brandon, M.; Antonios, Z.; Cho, K.C.; Dowding, R.J. The Modeling of Electric-CurrentAssisted Sintering to Produce Bulk Nanocrystalline Tungsten. J. Miner. Met. Mater. Soc. 2006, 58, 67–71. [Google Scholar]
- Orrù, R.; Licheri, R.; Locci, A.M.; Cincotti, A.; Cao, G. Consolidation/synthesis of materials by electric current activated/assisted sintering. Mater. Sci. Eng. R Rep. 2009, 63, 127–287. [Google Scholar] [CrossRef]
- Choi, J.; Sung, H.-M.; Roh, K.-B.; Hong, S.-H.; Kim, G.-H.; Han, H.N. Fabrication of sintered tungsten by spark plasma sintering and investigation of thermal stability. Int. J. Refract. Met. Hard Mater. 2017, 69, 164–169. [Google Scholar] [CrossRef]
- Lee, G.; McKittrick, J.; Ivanov, E.; Olevsky, E.A. Densification mechanism and mechanical properties of tungsten powder consolidated by spark plasma sintering. Int. J. Refract. Met. Hard Mater. 2016, 61, 22–29. [Google Scholar] [CrossRef]
- Jacobs, J.; Haque, A.; Kulkarni, A.; Singh, J.; Matson, L. Microstructure of tungsten metal alloys produced by Field Assisted Sintering Technology (FAST). Int. J. Refract. Met. Hard Mater. 2019, 84, 104976. [Google Scholar] [CrossRef]
- Chanthapan, S.; Kulkarni, A.; Singh, J.; Haines, C.; Kapoor, D. Sintering of tungsten powder with and without tungsten carbide additive by field assisted sintering technology. Int. J. Refract. Met. Hard Mater. 2012, 31, 114–120. [Google Scholar] [CrossRef]
- Nygren, R.E.; Raffray, R.; Whyte, D.; Urickson, M.A.; Baldwin, M.; Snead, L.L. Making tungsten work—ICFRM-14 session T26 paper 501 Nygren et al. making tungsten work. J. Nucl. Mater. 2011, 417, 451–456. [Google Scholar] [CrossRef]
- Tsuchida, K.; Miyazawa, T.; Hasegawa, A.; Nogami, S.; Fukuda, M. Recrystallization behavior of hot-rolled pure tungsten and its alloy plates during high-temperature annealing. Nuclear Mater. Energy 2018, 15, 158–163. [Google Scholar] [CrossRef]
- Alfonso, A.; Juul Jensen, D.; Luo, G.N.; Pantleon, W. Recrystallization kinetics of warm-rolled tungsten in the temperature range 1150–1350 °C. J. Nucl. Mater. 2014, 455, 591–594. [Google Scholar] [CrossRef]
- Philipps, V. Tungsten as material for plasma-facing components in fusion devices. J. Nucl. Mater. 2011, 415, S2–S9. [Google Scholar] [CrossRef]
- Pramanik, S.; Srivastav, A.K.; Manuel Jolly, B.; Chawake, N.; Murty, B.S. Effect of Re on microstructural evolution and densification kinetics during spark plasma sintering of nanocrystalline W. Adv. Powder Technol. 2019, 30, 2779–2786. [Google Scholar] [CrossRef]
- Ding, L.; Xiang, D.P.; Li, Y.Y.; Li, C.; Li, J.B. Effects of sintering temperature on fine-grained tungsten heavy alloy produced by high-energy ball milling assisted spark plasma sintering. Int. J. Refract. Met. Hard Mater. 2012, 33, 65–69. [Google Scholar] [CrossRef]
- Yao, M.; Zhangjian, Z.; Jun, T.; Ming, L. Fabrication of Ultra-fine Grain Tungsten by Combining Spark Plasma Sintering with Resistance Sintering under Ultra High Pressure. Rare Met. Mater. Eng. 2011, 40, 4–8. [Google Scholar] [CrossRef]
- El-Atwani, O.; Quach, D.V.; Efe, M.; Cantwell, P.R.; Heim, B.; Schultz, B.; Stach, E.A.; Groza, J.R.; Allain, J.P. Multimodal grain size distribution and high hardness in fine grained tungsten fabricated by spark plasma sintering. Mater. Sci. Eng. A 2011, 528, 5670–5677. [Google Scholar] [CrossRef]
- Park, M.; Schuh, C.A. Accelerated sintering in phase-separating nanostructured alloys. Nat. Commun. 2015, 6, 6858. [Google Scholar] [CrossRef] [PubMed]
- Chookajorn, T.; Park, M.; Schuh, C.A. Duplex nanocrystalline alloys: Entropic nanostructure stabilization and a case study on W–Cr. J. Mater. Res. 2015, 30, 151–163. [Google Scholar] [CrossRef]
- Xing, W.; Kalidindi, A.R.; Schuh, C.A. Preferred nanocrystalline configurations in ternary and multicomponent alloys. Scr. Mater. 2017, 127, 136–140. [Google Scholar] [CrossRef]
- Kireš, M. Archimedes’ principle in action. Phys. Educ. 2007, 42, 484–487. [Google Scholar] [CrossRef]
- Shi, X.; Ghose, S.; Dooryhee, E. Performance calculations of the X-ray powder diffraction beamline at NSLS-II. J. Synchrotron. Radiat. 2013, 20, 234–242. [Google Scholar] [CrossRef] [PubMed]
- Lutterotti, L.; Matthies, S.; Wenk, H.R.; Schultz, A.S.; Richardson, J.W. Combined texture and structure analysis of deformed limestone from time-of-flight neutron diffraction spectra. J. Appl. Phys. 1997, 81, 594–600. [Google Scholar] [CrossRef]
- Ungar, T. Micro structural parameters from X-ray diffraction peak broadening. Scr. Mater. 2004, 51, 777–781. [Google Scholar] [CrossRef]
- Williamson, G.K.; Hall, W.H. X-ray line broadening from filed aluminium and wolfram. Acta Metall. 1953, 1, 22–31. [Google Scholar] [CrossRef]
- Srinivasarao, B.; Oh-ishi, K.; Ohkubo, T.; Hono, K. Bimodally grained high-strength Fe fabricated by mechanical alloying and spark plasma sintering. Acta Mater. 2009, 57, 3277–3286. [Google Scholar] [CrossRef]
- Schwarzer, R. The Determination of Local Texture by Electron Diffraction—A Tutorial Review. Texture Microstruct. 1993, 20. [Google Scholar] [CrossRef]
- Oda, E.; Fujiwara, H.; Ameyama, K. Nano Grain Formation in Tungsten by Severe Plastic Deformation-Mechanical Milling Process. Mater. Trans. 2008, 49, 54–57. [Google Scholar] [CrossRef]
- Sarkar, R.; Ghosal, P.; Premkumar, M.; Singh, A.K.; Muraleedharan, K.; Chakraborti, A.; Bagchi, T.P.; Sarma, B. Characterisation and sintering studies of mechanically milled nano tungsten powder. Powder Metall. 2013, 51, 166–170. [Google Scholar] [CrossRef]
- Oda, E.; Ameyama, K.; Yamaguchi, S. Fabrication of Nano Grain Tungsten Compact by Mechanical Milling Process and Its High Temperature Properties. Mater. Sci. Forum 2006, 503-504, 573–578. [Google Scholar] [CrossRef]
- Fujiwara, H.; Oda, E.; Ameyama, K. Mechanical Milling Process as Severe Plastic Deformation Method. Tetsu Hagane 2008, 94, 608–615. [Google Scholar] [CrossRef][Green Version]
- Marichal, C.; Van Swygenhoven, H.; Van Petegem, S.; Borca, C. {110} Slip with {112} slip traces in bcc Tungsten. Sci. Rep. 2013, 3, 2547. [Google Scholar] [CrossRef]
- Hull, D.; Byron, J.F.; Noble, F.W. Orientation Dependence of Yield in Body-Centered Cubic Metals. Can. J. Phys. 1967, 45, 1091–1099. [Google Scholar] [CrossRef]
- Christian, J.W. Some surprising features of the plastic deformation of body-centered cubic metals and alloys. Metall. Trans. A 1983, 14, 1237–1256. [Google Scholar] [CrossRef]
- Bingert, J.; Desch, P.; Bingert, S.; Maudlin, P.; Tome, C. Texture Evolution in Upset-Forged P/M and Wrought Tantalum: Experimentation and Modeling; Los Alamos National Laboratory: Los Alamos, NM, USA, 1997. [Google Scholar]
- Jang, D.; Atzmon, M. Grain-size dependence of plastic deformation in nanocrystalline Fe. J. Appl. Phys. 2003, 93, 9282–9286. [Google Scholar] [CrossRef]
- Wyckoff, R.W.G. Crystal Structures; Interscience Publishers: New York, NY, USA, 1963. [Google Scholar]
- Kestens, L.A.I.; Pirgazi, H. Texture formation in metal alloys with cubic crystal structures. Mater. Sci. Technol. 2016, 32, 1303–1315. [Google Scholar] [CrossRef]
- Raabe, D. Simulation of rolling textures of b.c.c. metals considering grain interactions and crystallographic slip on {110}, {112} and {123} planes. Mater. Sci. Eng. A 1995, 197, 31–37. [Google Scholar] [CrossRef]
- Lied, P.; Bonnekoh, C.; Pantleon, W.; Stricker, M.; Hoffmann, A.; Reiser, J. Comparison of K-doped and pure cold-rolled tungsten sheets: As-rolled condition and recrystallization behaviour after isochronal annealing at different temperatures. Int. J. Refract. Met. Hard Mater. 2019, 85, 105047. [Google Scholar] [CrossRef]
- Wang, S.; Wu, Z.H.; Xie, M.Y.; Si, D.H.; Li, L.Y.; Chen, C.; Zhang, Z.; Wu, Y.C. The effect of tungsten content on the rolling texture and microstructure of Ta-W alloys. Mater. Charact. 2020, 159, 110067. [Google Scholar] [CrossRef]
- Raabe, D.; Lücke, K. Rolling and Annealing Textures of BCC Metals. Mater. Sci. Forum 1994, 157–162, 597–610. [Google Scholar] [CrossRef]
- Zhang, X.; Yan, Q.; Lang, S.; Xia, M.; Ge, C. Texture evolution and basic thermal–mechanical properties of pure tungsten under various rolling reductions. J. Nucl. Mater. 2016, 468, 339–347. [Google Scholar] [CrossRef]
- Deng, C.; Liu, S.F.; Ji, J.L.; Hao, X.B.; Zhang, Z.Q.; Liu, Q. Texture evolution of high purity tantalum under different rolling paths. J. Mater. Processing Technol. 2014, 214, 462–469. [Google Scholar] [CrossRef]
- Bonk, S.; Reiser, J.; Hoffmann, J.; Hoffmann, A. Cold rolled tungsten (W) plates and foils: Evolution of the microstructure. Int. J. Refract. Met. Hard Mater. 2016, 60, 92–98. [Google Scholar] [CrossRef]
- Naidu, S.V.N.; Sriramamurthy, A.M.; Rao, P.R. The Cr−W (Chromium−Tungsten) system. Bull. Alloy Phase Diagr. 1984, 5, 289. [Google Scholar] [CrossRef]
- Gilbert, M.R.; Arakawa, K.; Bergstrom, Z.; Caturla, M.J.; Dudarev, S.L.; Gao, F.; Goryaeva, A.M.; Hu, S.Y.; Hu, X.; Kurtz, R.J.; et al. Perspectives on multiscale modelling and experiments to accelerate materials development for fusion. J. Nucl. Mater. 2021, 554, 153113. [Google Scholar] [CrossRef]
- El-Atwani, O.; Cunningham, W.S.; Esquivel, E.; Li, M.; Trelewicz, J.R.; Uberuaga, B.P.; Maloy, S.A. In-situ irradiation tolerance investigation of high strength ultrafine tungsten-titanium carbide alloy. Acta Mater. 2019, 164, 547–559. [Google Scholar] [CrossRef]
- Vilémová, M.; Illková, K.; Lukáč, F.; Matějíček, J.; Klečka, J.; Leitner, J. Microstructure and phase stability of W-Cr alloy prepared by spark plasma sintering. Fusion Eng. Des. 2018, 127, 173–178. [Google Scholar] [CrossRef]













Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Olynik, N.; Cheng, B.; Sprouster, D.J.; Parish, C.M.; Trelewicz, J.R. Microstructural Transitions during Powder Metallurgical Processing of Solute Stabilized Nanostructured Tungsten Alloys. Metals 2022, 12, 159. https://doi.org/10.3390/met12010159
Olynik N, Cheng B, Sprouster DJ, Parish CM, Trelewicz JR. Microstructural Transitions during Powder Metallurgical Processing of Solute Stabilized Nanostructured Tungsten Alloys. Metals. 2022; 12(1):159. https://doi.org/10.3390/met12010159
Chicago/Turabian StyleOlynik, Nicholas, Bin Cheng, David J. Sprouster, Chad M. Parish, and Jason R. Trelewicz. 2022. "Microstructural Transitions during Powder Metallurgical Processing of Solute Stabilized Nanostructured Tungsten Alloys" Metals 12, no. 1: 159. https://doi.org/10.3390/met12010159
APA StyleOlynik, N., Cheng, B., Sprouster, D. J., Parish, C. M., & Trelewicz, J. R. (2022). Microstructural Transitions during Powder Metallurgical Processing of Solute Stabilized Nanostructured Tungsten Alloys. Metals, 12(1), 159. https://doi.org/10.3390/met12010159