
Source and Transformation of MgO-Based Inclusions in Si-Mn-Killed Steel with Lime-Silicate Slag


 ,
,
Abstract
1. Introduction
2. Experiments
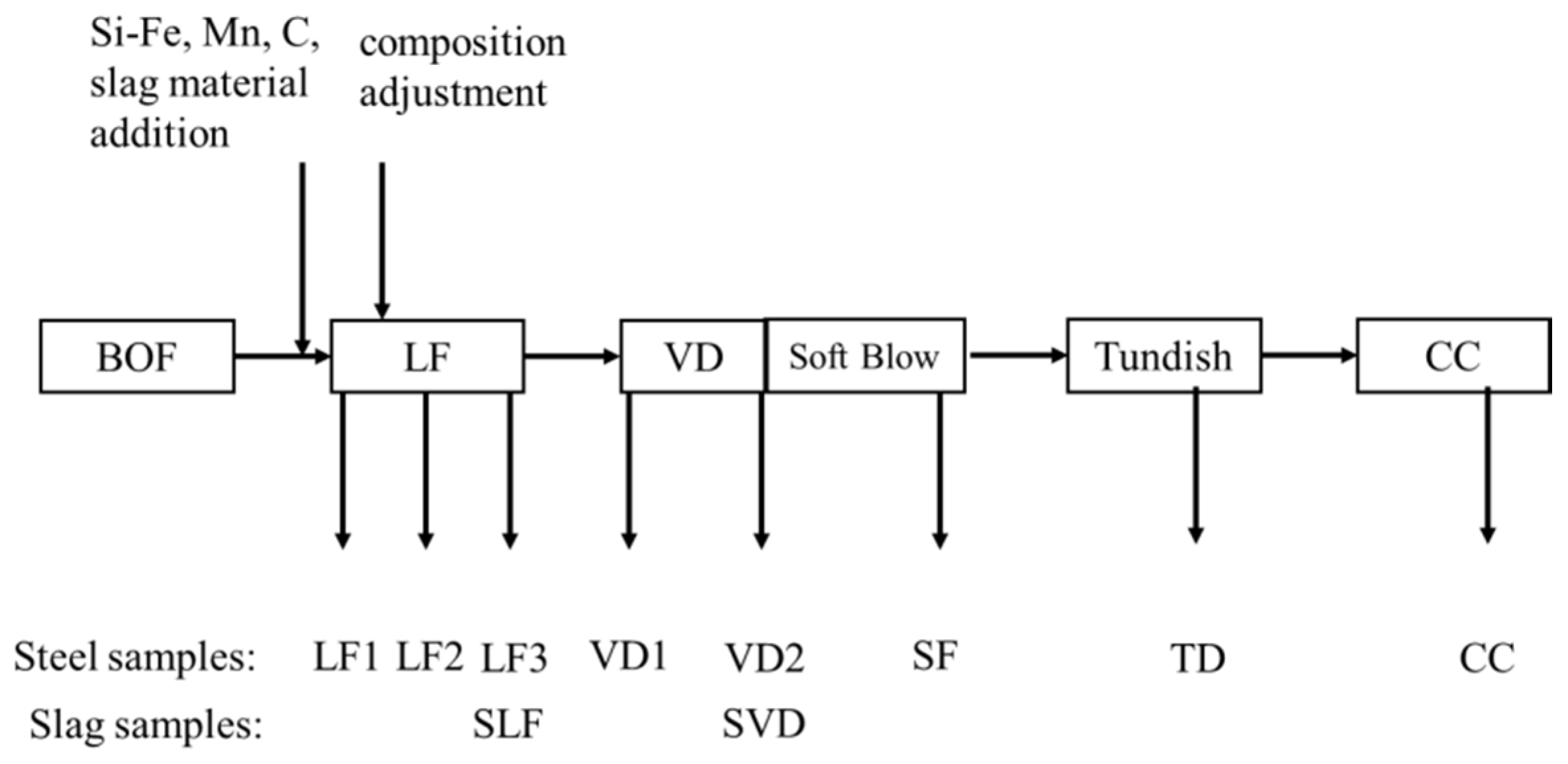
2.1. Experiment and Samplings
2.2. Analysis of Samples
3. Results and Discussion
3.1. Evolution of Non-Metallic Inclusions in Steelmaking Process
3.2. Analysis of the MgO-C Refractory after Continuous Casting
3.3. Source of MgO-Based Non-Metallic Inclusions
3.4. Thermodynamic Considerations of MgO Saturation in Slag
3.5. Evolution Mechanism of MgO-Based Non-Metallic Inclusions
3.6. Improvements in Industrial Trial
4. Conclusions
- By using an SEM equipped with an EDS, it was found that there were a large number of MgO-based non-metallic inclusions, which started to form in the LF final process. The content of MgO in the lime-silicate slag increased from the LF process to VD process, which may have been caused by the erosion of MgO-C refractory.
- The solubility of MgO in low basicity lime-silicate slag decreased with an increase in the slag basicity (CaO/SiO2). In the lime-silicate slag, the solubility of MgO increases with an increase in the temperature. The solubility of MgO was 1~29% in typical lime-silicate slag with 0~10% Al2O3 and 0.8~2.0 slag basicity (CaO/SiO2) at 1873 K.
- With the oxidation of C in the refractory and the scouring of the refractory by the bottom blowing of the ladle and the flow of moten steel, the massive MgO flakes into the steel, or the CaO-SiO2-Al2O3 wraps the massive MgO inclusions and washes into the steel.
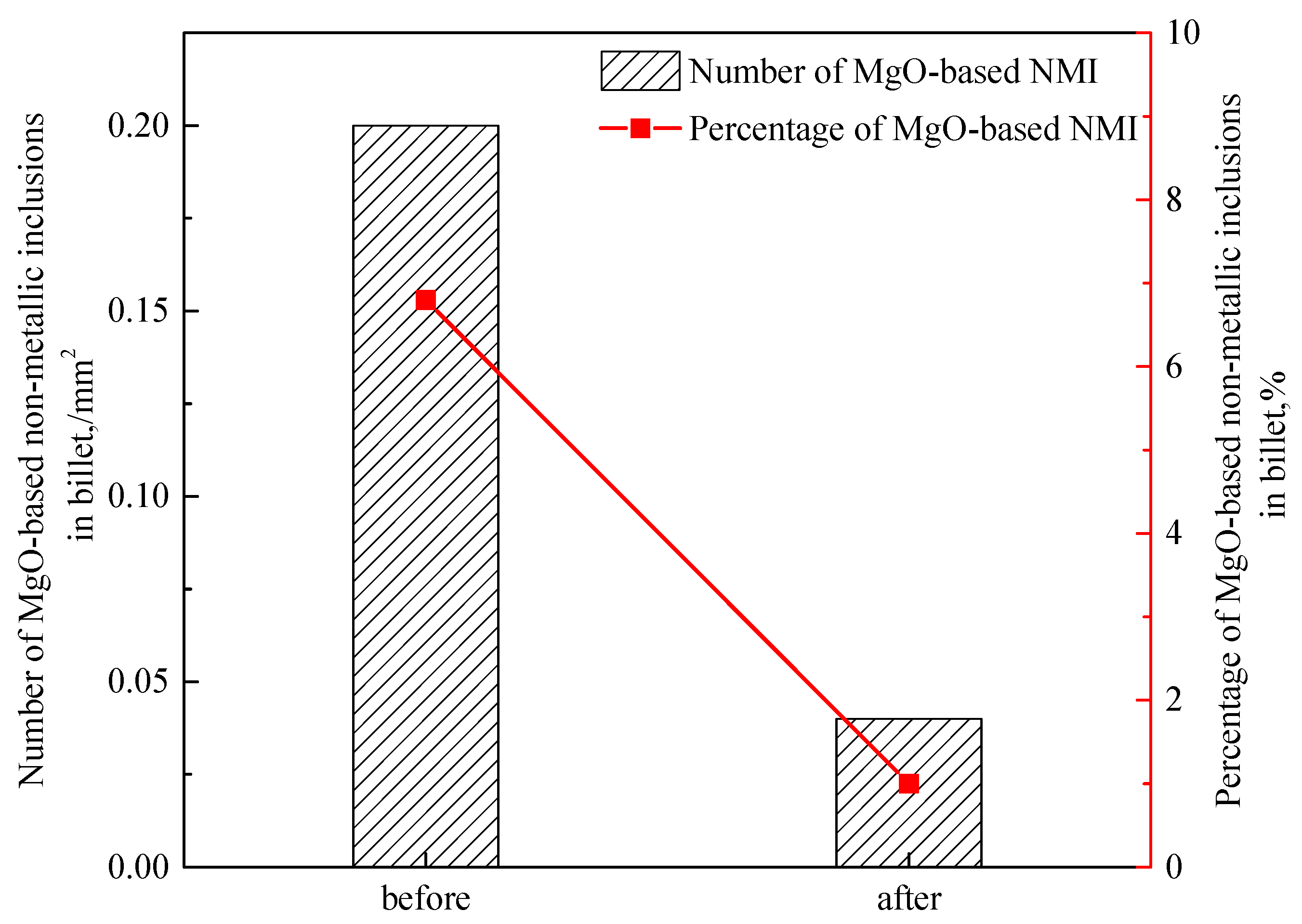
- By increasing the slag basicity and increasing the content of MgO, erosion of MgO-C refractory was reduced and number of MgO-based non-metallic inclusions was decreased from 0.2 to 0.04 per square millimeter. The objective of controlling MgO-based oxide inclusions was achieved by optimizing the refining process.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chen, C.; Jiang, Z.; Li, Y.; Sun, M.; Wang, Q.; Chen, K.; Li, H. State of the Art in the Control of Inclusions in Spring Steel for Automobile—A Review. ISIJ Int. 2020, 60, 617–627. [Google Scholar] [CrossRef]
- Bernard, G.; Ribound, P.; Urbain, G. Oxide inclusions plasticity. Rev. Metall. Cah. Inf. Tec. 1981, 78, 421. [Google Scholar] [CrossRef]
- Kang, Y.-B.; Lee, H.-G. Inclusions Chemistry for Mn/Si Deoxidized Steels: Thermodynamic Predictions and Experimental Confirmations. ISIJ Int. 2004, 44, 1006–1015. [Google Scholar] [CrossRef]
- Kirihara, K. Production technology of wire rod for high tensile strength steel cord. Kobelco Technol. Rev. 2011, 30, 62–65. [Google Scholar]
- Li, Y.; Yang, W.; Zhang, L. Formation Mechanism of MgO Containing Inclusions in the Molten Steel Refined in MgO Refractory Crucibles. Metals 2020, 10, 444. [Google Scholar] [CrossRef]
- Liu, C.; Gao, X.; Kim, S.; Ueda, S.; Kitamura, S. Dissolution Behavior of Mg from MgO-C Refractory in Al-killed Molten Steel. ISIJ Int. 2018, 58, 488–495. [Google Scholar] [CrossRef]
- Harada, A.; Miyano, G.; Maruoka, N.; Shibata, H.; Kitamura, S.-Y. Dissolution Behavior of Mg from MgO into Molten Steel Deoxidized by Al. ISIJ Int. 2014, 54, 2230–2238. [Google Scholar] [CrossRef]
- Chen, L.J.; Chen, W.Q.; Hu, Y.; Chen, Z.P.; Xu, Y.T.; Yan, W. Investigation on the Origin of Al2O3-Rich Inclusions in Valve Spring Steel under Vacuum Condition. Steel Res. Int. 2017, 88, 1600376. [Google Scholar] [CrossRef]
- Wang, K.; Jiang, M.; Wang, X.; Wang, Y.; Zhao, H.; Cao, Z. Formation Mechanism of CaO-SiO2-Al2O3-(MgO) Inclusions in Si-Mn-Killed Steel with Limited Aluminum Content During the Low Basicity Slag Refining. Metall. Mater. Trans. B 2016, 47, 282–290. [Google Scholar] [CrossRef]
- Park, J.S.; Park, J.H. Effect of slag composition on the concentration of Al2O3 in the inclusions in Si-Mn-killed steel. Metall. Mater. Trans. B 2014, 45, 953–960. [Google Scholar] [CrossRef]
- Chen, S.-H.; Jiang, M.; He, X.-F.; Wang, X.-H. Top slag refining for inclusion composition transform control in tire cord steel. Int. J. Miner. Met. Mater. 2012, 19, 490–498. [Google Scholar] [CrossRef]
- Liu, N.; Zhang, L.; Chu, Y.; Ren, Y. Effect of Slag Basicity on Non-metallic Inclusions in a Heavy Rail Steel. In 12th International Symposium on High-Temperature Metallurgical Processing; Springer International Publishing: Berlin/Heidelberg, Germany, 2022; pp. 513–520. [Google Scholar]
- Zhang, Y.; Ren, Y.; Zhang, L. Termodynamics and kinetics for the evolution of non-metallic inclusions in pipeline steel. La Metall. Ital. 2019, 3, 25–34. [Google Scholar]
- Zhang, L.; Ren, Q.; Duan, H.; Ren, Y.; Chen, W.; Cheng, G.; Yang, W.; Sridhar, S. Modelling of non-metallic inclusions in steel. Mineral Processing and Extractive Metallurgy. Trans. Inst. Min. Metall. 2020, 129, 184–206. [Google Scholar]
- Park, J.H.; Zhang, L. Kinetic Modeling of Nonmetallic Inclusions Behavior in Molten Steel: A Review. Met. Mater. Trans. A 2020, 51, 2453–2482. [Google Scholar] [CrossRef]
- Shim, J.D.; Ban-Ya, S. The solubility of magnesia and ferric-ferrous equilibrium in liquid FetO-SiO2-CaO-MgO slags. Tetsu Hagané 1981, 67, 1735–1744. [Google Scholar] [CrossRef]
- Jung, S.-M.; Min, D.-J.; Rhee, C.-H. Solubility of MgO in New Ironmaking Process-typed Slags. ISIJ Int. 2007, 47, 1718–1722. [Google Scholar] [CrossRef]
- Tayeb, M.A.; Assis, A.N.; Sridhar, S.; Fruehan, R.J. MgO Solubility in Steelmaking Slags. Met. Mater. Trans. A 2015, 46, 1112–1114. [Google Scholar] [CrossRef]
- Bennett, J.; Kwong, K.-S. Thermodynamic studies of MgO saturated EAF slag. Ironmak. Steelmak. 2010, 37, 529–535. [Google Scholar] [CrossRef]
- Zhang, L.; Thomas, B.G. State of the Art in Evaluation and Control of Steel Cleanliness. ISIJ Int. 2003, 43, 271–291. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | P | S | Als |
|---|---|---|---|---|---|---|
| 0.50–0.55 | 0.30–0.35 | 0.40–0.50 | 0.20–0.30 | <0.014 | <0.012 | <0.0035 |
| Sampling Location | CaO | SiO2 | Al2O3 | MgO | T.Fe+MnO |
|---|---|---|---|---|---|
| SLF | 39–44 | 37–43 | 5–10 | 3–7 | ≤4 |
| SVD | 38–42 | 37–45 | 4–8 | 8–13 | ≤5 |
| NO. | Number of All Types of Inclusions | MgO-Based Non-Metallic Inclusions | |
|---|---|---|---|
| Number | Density, /mm2 | ||
| 1 | 177 | 28 | 0.32 |
| 2 | 204 | 26 | 0.29 |
| 3 | 272 | 5 | 0.06 |
| 4 | 148 | 14 | 0.16 |
| 5 | 134 | 9 | 0.10 |
| 6 | 333 | 15 | 0.17 |
| 7 | 298 | 22 | 0.25 |
| 8 | 332 | 23 | 0.26 |
| 9 | 207 | 15 | 0.17 |
| Average | 0.20 | ||
| Different Process | CaO | SiO2 | Al2O3 | MgO | T.Fe+MnO |
|---|---|---|---|---|---|
| before improvement | 39–44 | 37–43 | 5–10 | 3–7 | ≤5.0 |
| after improvement | 45–52 | 27–33 | 3–8 | 8–14 | ≤1.5 |
| NO. | Number of all Types of Inclusions | MgO-Based Non-Metallic Inclusions | |
|---|---|---|---|
| Number | Density, /mm2 | ||
| 1 | 168 | 2 | 0.03 |
| 2 | 243 | 5 | 0.06 |
| 3 | 261 | 5 | 0.06 |
| 4 | 177 | 2 | 0.02 |
| 5 | 244 | 4 | 0.05 |
| Average | 0.04 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, J.; Chu, J.; Liu, X.; Wang, M.; Cai, X.; Ma, H.; Bao, Y. Source and Transformation of MgO-Based Inclusions in Si-Mn-Killed Steel with Lime-Silicate Slag. Metals 2022, 12, 1323. https://doi.org/10.3390/met12081323
Zhao J, Chu J, Liu X, Wang M, Cai X, Ma H, Bao Y. Source and Transformation of MgO-Based Inclusions in Si-Mn-Killed Steel with Lime-Silicate Slag. Metals. 2022; 12(8):1323. https://doi.org/10.3390/met12081323
Chicago/Turabian StyleZhao, Jiaqi, Jianhua Chu, Xin Liu, Min Wang, Xiaofeng Cai, Han Ma, and Yanping Bao. 2022. "Source and Transformation of MgO-Based Inclusions in Si-Mn-Killed Steel with Lime-Silicate Slag" Metals 12, no. 8: 1323. https://doi.org/10.3390/met12081323
APA StyleZhao, J., Chu, J., Liu, X., Wang, M., Cai, X., Ma, H., & Bao, Y. (2022). Source and Transformation of MgO-Based Inclusions in Si-Mn-Killed Steel with Lime-Silicate Slag. Metals, 12(8), 1323. https://doi.org/10.3390/met12081323