
Fatigue Failure in Engineered Components and How It Can Be Eliminated: Case Studies on the Influence of Bifilms



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Background
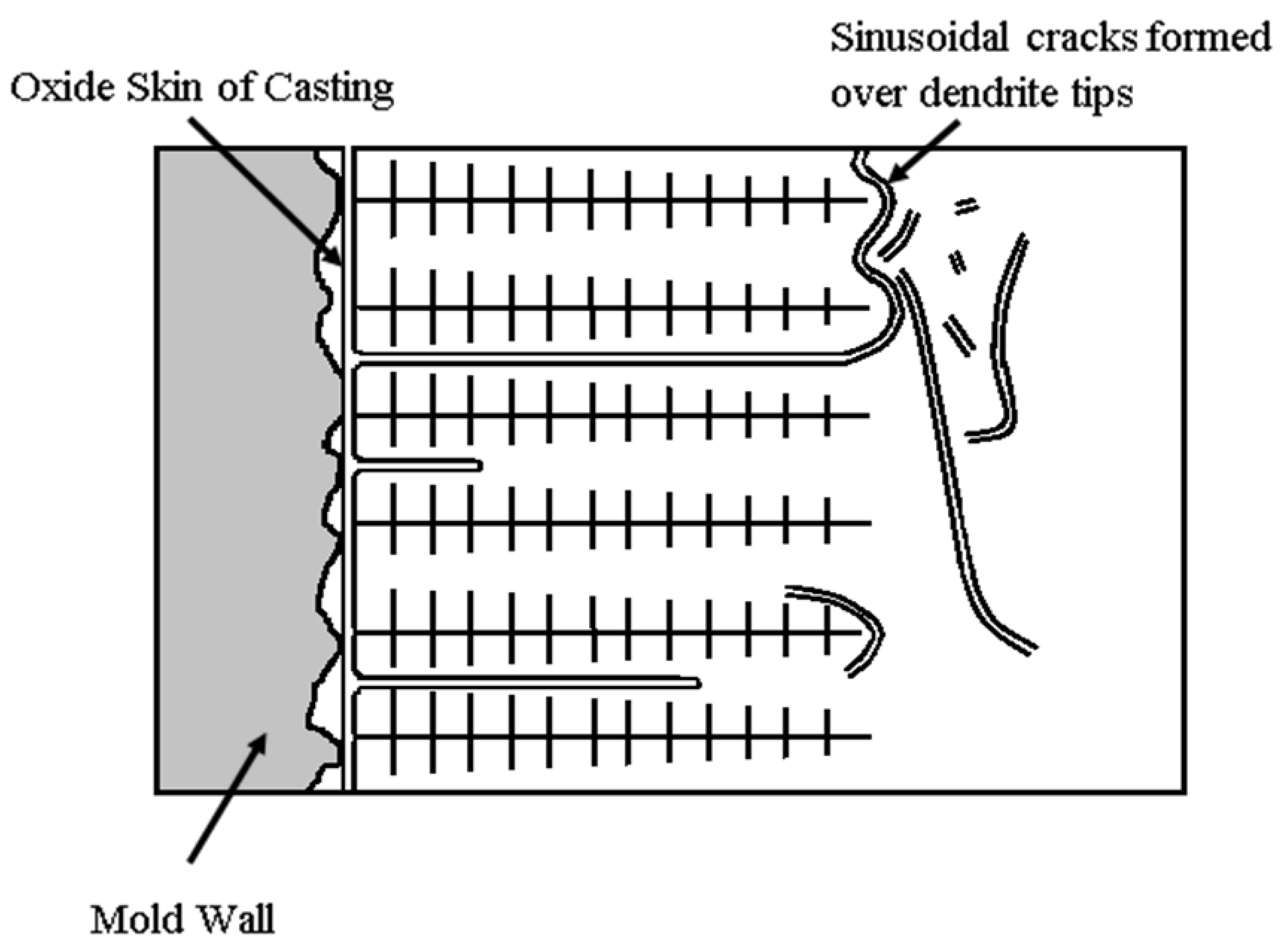
3. Bifilms: The Pre-Existing Cracks in Our Engineered Components
4. Bifilms and Fatigue Crack Initiation and Propagation
- Fatigue crack initiation has to be attributed to the pre-existing cracks, bifilms, due to damage to the liquid metal. There is now growing evidence for this from in situ studies. Pores are only the visible parts of the damage, being the inflated regions of some bifilms. Pores assist their surrounding regions of bifilm, and nearby bifilms, to open up at low stresses by serving as stress concentrators.
- Fatigue crack propagation often appears to be dominated by secondary cracks and/or other cracks opening up and later coalescing. Hence, the fatigue crack propagation data contain the extrinsic effect of bifilms.
- The size of bifilms can be much larger than the fatigue specimens.
5. Case Studies on In-Service Fatigue Failure Due to Bifilms
5.1. Case 1: Fatigue Failure of a Turbine Blade
5.2. Case 2: Fatigue Failure of Steel Helicopter Components
5.3. Case 3: Fatigue Failure of Magnesium Helicopter Housings
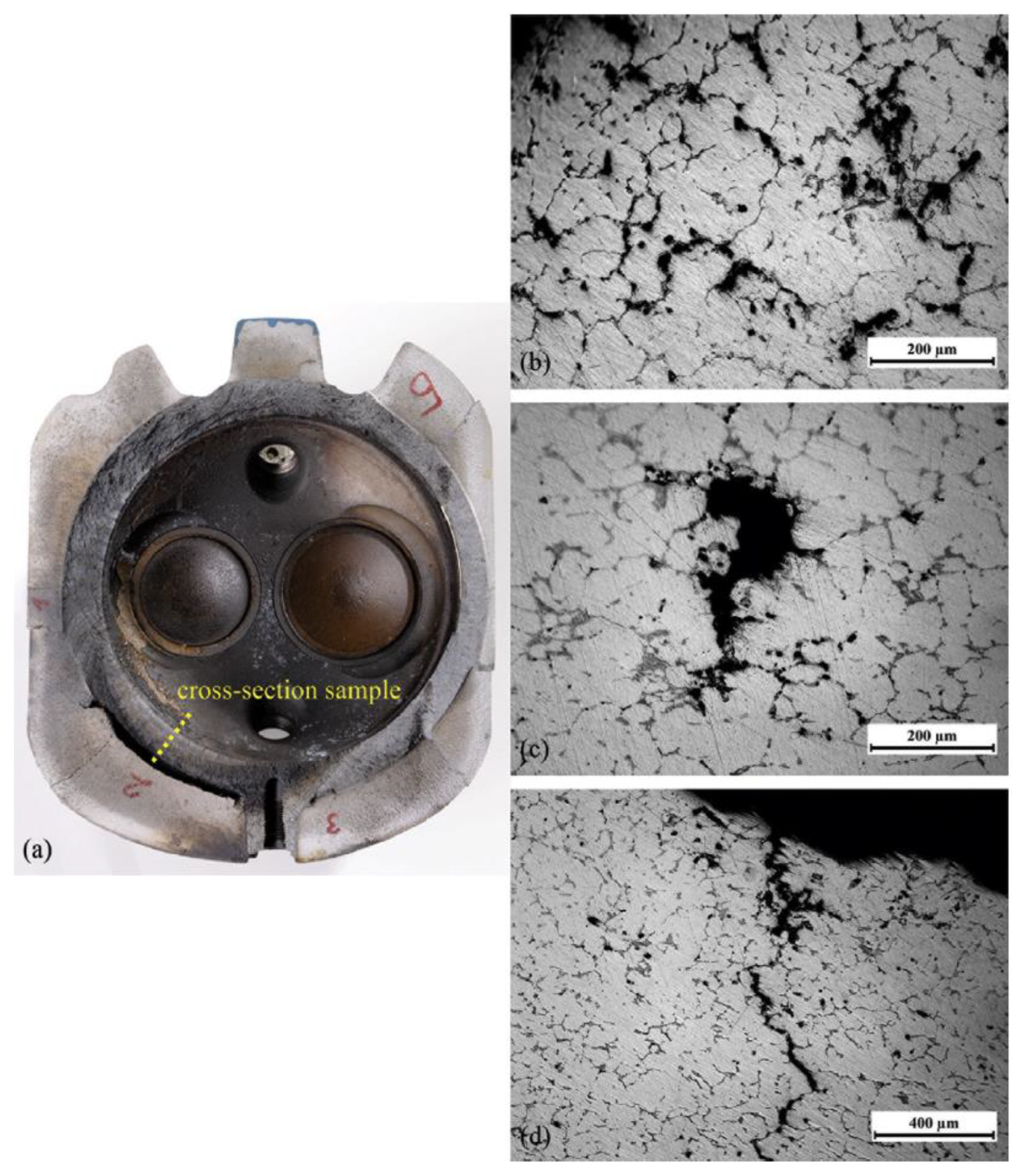
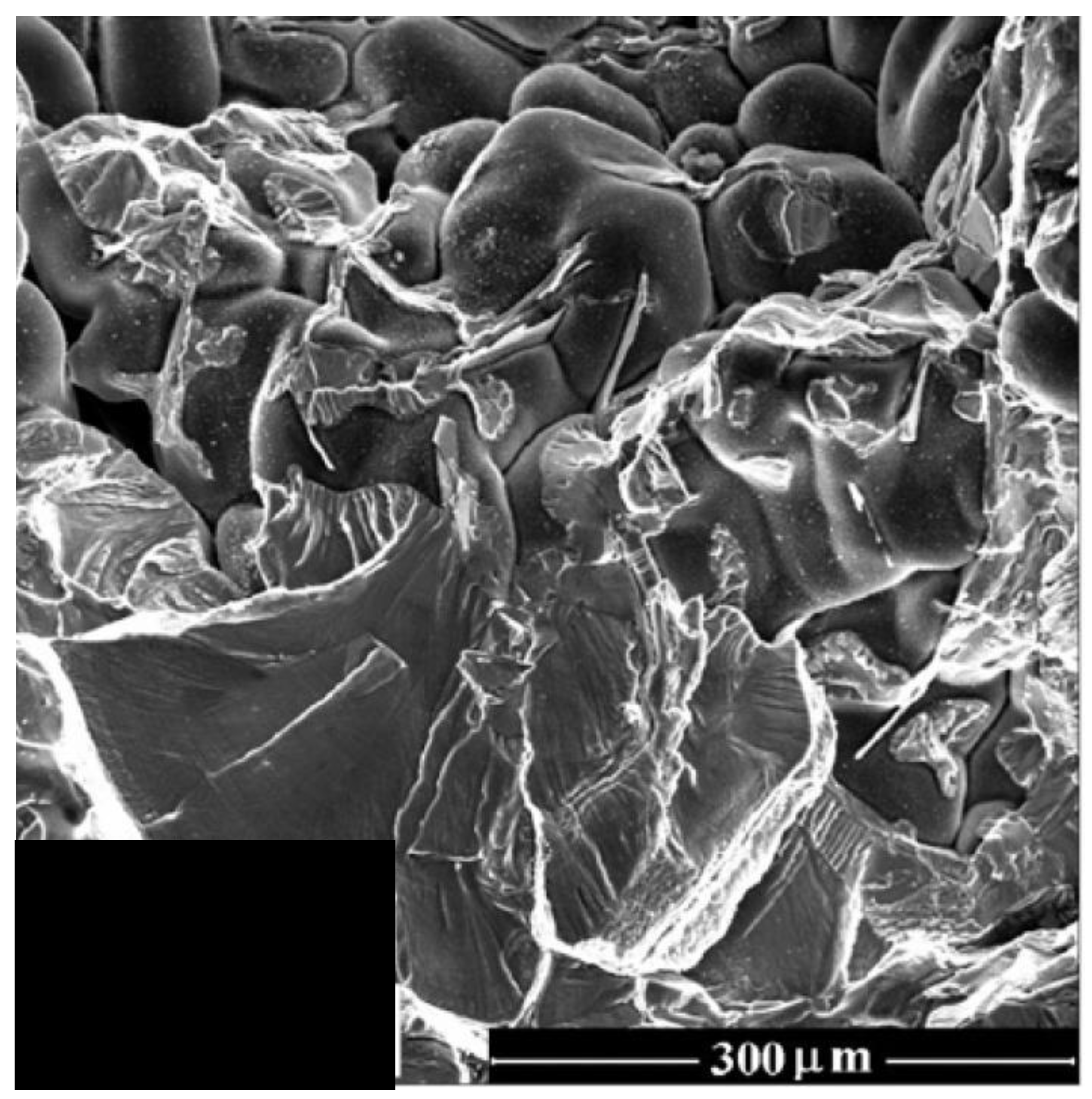
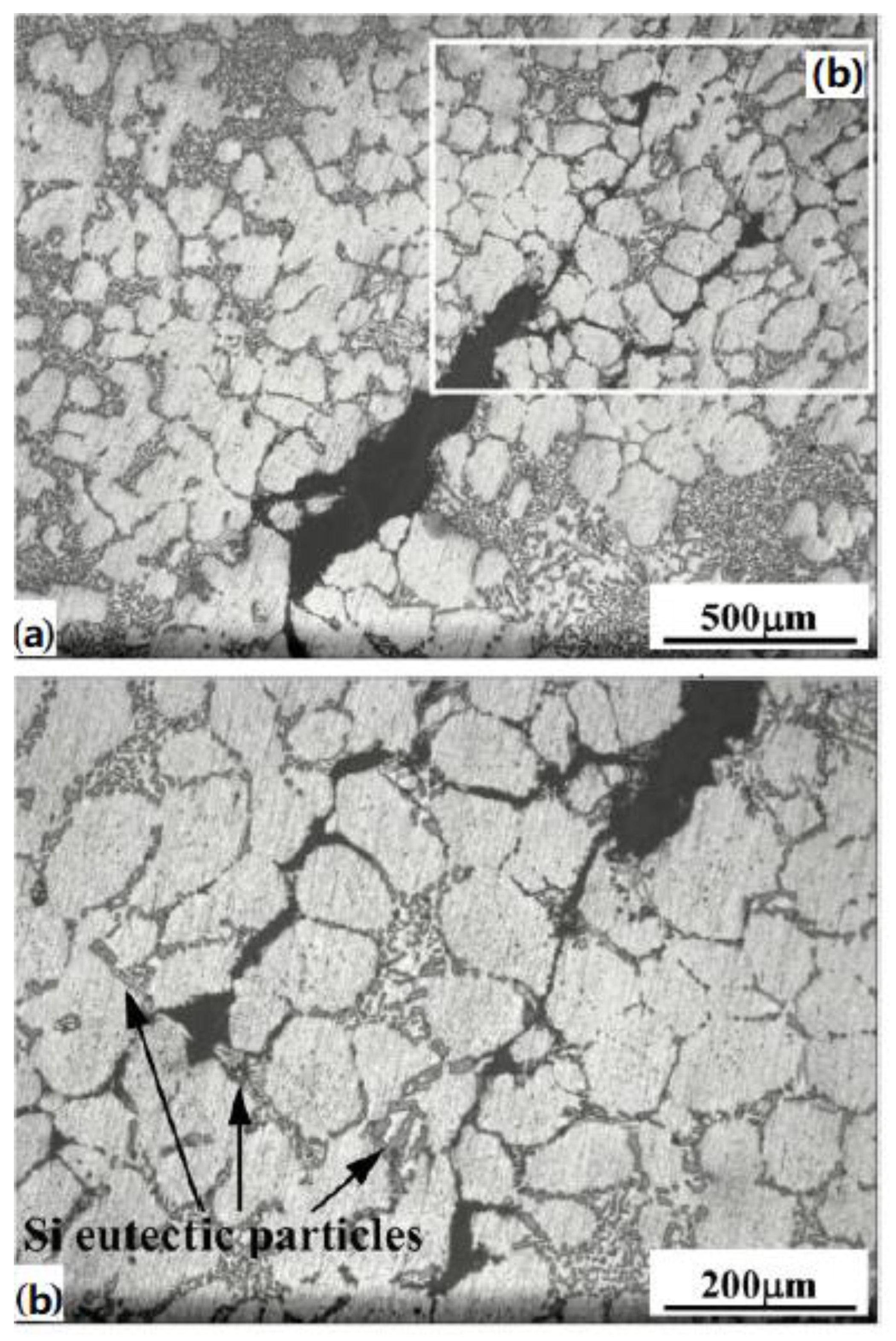
5.4. Case 4: Fatigue Failure of the Cylinder Head of an Airplane Engine
5.5. Case 5: Fatigue Failure in Aluminium Airplane Frame Castings
6. Conclusions
- Naturally, although instances can be quoted in which a failure can be 100% attributed to the progress of a fatigue crack, this is far from the examples presented in this report and may be limited to the fatigue of laboratory test pieces.
- Studies of the fatigue of laboratory test pieces will always be of interest, but will be of little value to the lifetime predictions of engineering components if the engineering components contain the currently normal populations of bifilm defects from the casting process.
- In the instances quoted in this report, which appear to be typical of a large proportion of fatigue failures of components of rotating machinery, the overwhelming contributors to the failure are bifilms generated in the inappropriate casting technique despite appropriate casting techniques now being available [22,44]. The fatigue contribution to failure is relegated to the small regions of the component crack path which happen to be absent of bifilms. A prior study [38] found bifilm defects to be responsible for up to 99% of the ‘fatigue’ failure of a wind turbine main bearing. From this study, the bifilm contribution to the ‘fatigue’ failure of the turbine appeared to be somewhere in the region of 50 to 90%. The bifilm contribution for the ‘fatigue’ failure of the helicopter drive shaft cannot be discerned from the accident investigation report, but would be expected to be in the region of at least 10 to 50%.
- It seems bifilm cracks and fatigue processes are both necessary for complete failure by what we generally call ‘a fatigue failure’. It appears probable that elimination of bifilms would eliminate most in-service fatigue failures.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Smith, R.; Hillmansen, S. A brief historical overview of the fatigue of railway axles. Proc. Inst. Mech. Eng. Part F J. Rail Rapid Transit 2004, 218, 267–277. [Google Scholar] [CrossRef]
- ATSB—RO-2017-013; Derailment of Acid Train 9T90. Australian Transport Safety Bureau: Canberra, Australia, 2019.
- De Iorio, A. Crack path on the railway tank of viareggio disaster. Eng. Fail. Anal. 2019, 105, 919–929. [Google Scholar] [CrossRef]
- Griffith, A.A., VI. The phenomena of rupture and flow in solids. In Philosophical Transactions of the Royal Society of London; Series A, Containing Papers of a Mathematical or Physical Character; Royal Society: London, UK, 1921; Volume 221, pp. 163–198. [Google Scholar]
- Campbell, J. The origin of griffith cracks. Metall. Mater. Trans. B 2011, 42, 1091–1097. [Google Scholar] [CrossRef]
- Campbell, J. Entrainment defects. Mater. Sci. Technol. 2006, 22, 127–145. [Google Scholar] [CrossRef]
- Dai, X.; Yang, X.; Campbell, J.; Wood, J. Effects of runner system design on the mechanical strength of Al–7Si–Mg alloy castings. Mater. Sci. Eng. A 2003, 354, 315–325. [Google Scholar] [CrossRef]
- Staley, J.T., Jr.; Tiryakioğlu, M.; Campbell, J. The effect of hot isostatic pressing (HIP) on the fatigue life of A206-T71 aluminum castings. Mater. Sci. Eng. A 2007, 465, 136–145. [Google Scholar] [CrossRef]
- Staley, J.T., Jr.; Tiryakioğlu, M.; Campbell, J. The effect of increased HIP temperatures on bifilms and tensile properties of A206-T71 aluminum castings. Mater. Sci. Eng. A 2007, 460–461, 324–334. [Google Scholar] [CrossRef]
- Campbell, J. The Mechanisms of Metallurgical Failure: On the Origin of Fracture; Butterworth-Heinemann: Oxford, UK, 2020. [Google Scholar]
- Fox, S.; Campbell, J. Visualisation of oxide film defects during solidification of aluminium alloys. Scr. Mater. 2000, 43, 881–886. [Google Scholar] [CrossRef]
- Campbell, J. Origin of Porosity in Cast Metals. Ph.D. Thesis, University of Birmingham, Birmingham, UK, 1967. [Google Scholar]
- Campbell, J. Pore Nucleation in solidifying metals. In Proceedings of the Conference on the Solidication of Metals, Brighton, UK, 4–7 December 1967; Institute of Metals Publication: London, UK, 1968; pp. 18–26, Citeulike-article-id:5249826. [Google Scholar]
- Yousefian, P.; Tiryakioğlu, M. Pore formation during solidification of aluminum: Reconciliation of experimental observations, modeling assumptions, and classical nucleation theory. Metall. Mater. Trans. A 2018, 49, 563–575. [Google Scholar] [CrossRef]
- Tiryakioğlu, M. On the heterogeneous nucleation pressure for hydrogen pores in liquid aluminium. Int. J. Cast Met. Res. 2020, 33, 135–156. [Google Scholar] [CrossRef]
- Tiryakioglu, M. Intrinsic and extrinsic effects of microstructure on properties in cast al alloys. Materials 2020, 13, 2019. [Google Scholar] [CrossRef]
- Tiryakioğlu, M. The effect of hydrogen on pore formation in aluminum alloy castings: Myth versus reality. Metals 2020, 10, 368. [Google Scholar] [CrossRef]
- Erzi, E.; Tiryakioḡlu, M. On the fracture pressure of liquid metals. Mater. Sci. Technol. 2019, 35, 1656–1659. [Google Scholar] [CrossRef]
- Tiryakioğlu, M. On the intrinsic fracture pressure of liquid and solid aluminum around its melting temperature. Metall. Mater. Trans. A 2018, 49, 5953–5955. [Google Scholar] [CrossRef]
- Tiryakioğlu, M.; Yousefian, P.; Eason, P.D. Quantification of entrainment damage in A356 aluminum alloy castings. Metall. Mater. Trans. A 2018, 49, 5815–5822. [Google Scholar] [CrossRef]
- Hwang, J.Y.; Doty, H.W.; Kaufman, M.J. The effects of Mn additions on the microstructure and mechanical properties of Al–Si–Cu casting alloys. Mater. Sci. Eng. A 2008, 488, 496–504. [Google Scholar] [CrossRef]
- Campbell, J. Mini Casting Handbook; Aspect Design: Worcestershire, UK, 2018. [Google Scholar]
- Skallerud, B.; Iveland, T.; Härkegård, G. Fatigue life assessment of aluminum alloys with casting defects. Eng. Fract. Mech. 1993, 44, 857–874. [Google Scholar] [CrossRef]
- Barter, S.; Molent, L.; Goldsmith, N.; Jones, R. An experimental evaluation of fatigue crack growth. Eng. Fail. Anal. 2005, 12, 99–128. [Google Scholar] [CrossRef]
- Crawford, B.R.; Loader, C.; Ward, A.R.; Urbani, C.; Bache, M.R.; Spence, S.H.; Hay, D.G.; Evans, W.J.; Clark, G.; Stonham, A.J. The EIFS distribution for anodized and pre-corroded 7010-T7651 under constant amplitude loading. Fatigue Fract. Eng. Mater. Struct. 2005, 28, 795–808. [Google Scholar] [CrossRef]
- Wang, L.; Limodin, N.; El Bartali, A.; Witz, J.-F.; Seghir, R.; Buffiere, J.-Y.; Charkaluk, E. Influence of pores on crack initiation in monotonic tensile and cyclic loadings in lost foam casting A319 alloy by using 3D in-situ analysis. Mater. Sci. Eng. A 2016, 673, 362–372. [Google Scholar] [CrossRef]
- Le, V.-D.; Saintier, N.; Morel, F.; Bellett, D.; Osmond, P. Investigation of the effect of porosity on the high cycle fatigue behaviour of cast Al-Si alloy by X-ray micro-tomography. Int. J. Fatigue 2018, 106, 24–37. [Google Scholar] [CrossRef]
- Severiano, F.; Méndez, J.F.; Salazar-Villanueva, M. Mechanical and microstructural characterization of aluminum melted with alternative method. SN Appl. Sci. 2020, 2, 877. [Google Scholar] [CrossRef]
- Tjahjohartoto, B. Failure analysis of aluminum alloys casting in four-wheels vehicle rims. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Banjarbaru, Indonesia, 6–7 August 2020; p. 012004. [Google Scholar]
- Victor, Y.W. The Effects of Mg, Cu and Ca on the Rolling and Drawing Performance of 5xxx Aluminum Alloy Wire. Available online: https://ariel.ac.il/sites/conf/mmt/MMT-2004/papers/Section_2/2_99-104.doc (accessed on 15 May 2022).
- Hwang, J.Y.; Banerjee, R.; Doty, H.W.; Kaufman, M.J. The effect of Mg on the structure and properties of Type 319 aluminum casting alloys. Acta Mater. 2009, 57, 1308–1317. [Google Scholar] [CrossRef]
- Bogdanoff, T.; Lattanzi, L.; Merlin, M.; Ghassemali, E.; Seifeddine, S. The influence of copper addition on crack initiation and propagation in an Al–Si–Mg alloy during cyclic testing. Materialia 2020, 12, 100787. [Google Scholar] [CrossRef]
- Bogdanoff, T.; Lattanzi, L.; Merlin, M.; Ghassemali, E.; Jarfors, A.E.W.; Seifeddine, S. The complex interaction between microstructural features and crack evolution during cyclic testing in heat-treated Al–Si–Mg–Cu cast alloys. Mater. Sci. Eng. A 2021, 825, 141930. [Google Scholar] [CrossRef]
- Serrano-Munoz, I.; Buffiere, J.-Y.; Verdu, C.; Gaillard, Y.; Mu, P.; Nadot, Y. Influence of surface and internal casting defects on the fatigue behaviour of A357-T6 cast aluminium alloy. Int. J. Fatigue 2016, 82, 361–370. [Google Scholar] [CrossRef]
- Hoskin, G.A.; Provan, J.W.; Gruzleski, J.E. The in-situ fatigue testing of a cast aluminum-silicon alloy. Theor. Appl. Fract. Mech. 1988, 10, 27–41. [Google Scholar] [CrossRef]
- Tiryakioğlu, M. On the Intrinsic and Extrinsic Microstructure-Property Effects in Cast Aluminum Alloys. In Shape Casting: 7th Intl. Symposium Celebrating Prof. John Campbell’s 80th Birthday; Tiryakioğlu, M., Griffiths, W., Jolly, M.R., Eds.; Springer: Cham, Switzerland, 2019; pp. 293–302. [Google Scholar]
- Chan, K.S.; Jones, P.; Wang, Q. Fatigue crack growth and fracture paths in sand cast B319 and A356 aluminum alloys. Mater. Sci. Eng. A 2003, 341, 18–34. [Google Scholar] [CrossRef]
- Campbell, J. Wind turbine bearing failure: A personal view. In Wind Turbines—Advances and Challenges in Design, Manufacture and Operation; IntechOpen: London, UK, 2022. [Google Scholar] [CrossRef]
- Transportation Safety Board of Canada Engineering Report A06P0010 “ct Turbine Blade Failure; Cessna 208b”; Transportation Safety Board of Canada: Gatineau, QC, Canada, 2006.
- Campbell, J.; Tiryakioğlu, M. Bifilm defects in ni-based alloy castings. Metall. Mater. Trans. B 2012, 43, 902–914. [Google Scholar] [CrossRef]
- Kim, S.; Hwang, Y.; Kim, T.; Shu, C. Failure analysis of J85 engine turbine blades. Eng. Fail. Anal. 2008, 15, 394–400. [Google Scholar] [CrossRef]
- Rashid, A.K.M.B.; Campbell, J. Oxide defects in a vacuum investment-cast ni-based turbine blade. Metall. Mater. Trans. A 2004, 35, 2063–2071. [Google Scholar] [CrossRef]
- Wang, R.; Zhang, B.; Hu, D.; Jiang, K.; Liu, H.; Mao, J.; Jing, F.; Hao, X. Thermomechanical fatigue experiment and failure analysis on a nickel-based superalloy turbine blade. Eng. Fail. Anal. 2019, 102, 35–45. [Google Scholar] [CrossRef]
- Campbell, J. Complete Casting Handbook: Metal Casting Processes, Metallurgy, Techniques and Design, 2nd ed.; Butterworth-Heinemann: Oxford, UK, 2015. [Google Scholar]
- Lu, G.-H.; Deng, S.; Wang, T.; Kohyama, M.; Yamamoto, R. Theoretical tensile strength of an Al grain boundary. Phys. Rev. B 2004, 69, 134106. [Google Scholar] [CrossRef]
- Lee, G.-H.; Cooper, R.C.; An, S.J.; Lee, S.; Van Der Zande, A.; Petrone, N.; Hammerberg, A.G.; Lee, C.; Crawford, B.; Oliver, W. High-strength chemical-vapor–deposited graphene and grain boundaries. Science 2013, 340, 1073–1076. [Google Scholar] [CrossRef] [PubMed]
- Anon. Aircraft Accident Report 2/2014: Report on the Accidents to Eurocopter EC225 LP Super Puma G-REDW 34 nm East of Aberdeen, Scotland on 10 May 2012 and G-CHCN 32 nm Southwest of Sumburgh, Shetland Islands on 22 October 2012; Branch, A.A.I., Ed.; Air Accidents Investigation Branch: Aldershot, UK, 2014.
- Anon. Sl 2018/04: Report on the Air Accident near Turøy, Øygarden Municipality, Hordaland County, Norway 29 April 2016 with Airbus Helicopters Ec 225 Lp, Ln-Ojf, Operated by Chc Helikopter Service As; Norway, A.I.B., Ed.; Accident Investigation Board Norway: Lillestrøm, Norway, 2018.
- Jeong, J. Defective Rotor Parts from Airbus Blamed for Fatal South Korean Helicopter Crash. Available online: https://www.defensenews.com/global/asia-pacific/2018/09/12/defective-rotor-parts-from-airbus-blamed-for-fatal-south-korean-helicopter-crash/ (accessed on 30 August 2021).
- Campbell, J. Cracking the case. Mater. World 2020, 29–32. [Google Scholar]
- Tefelske, J. Personal communication, 2015.
- Davies, D.P.; Jenkins, S.L.; Belben, F.R. Survey of fatigue failures in helicopter components and some lessons learnt. Eng. Fail. Anal. 2013, 32, 134–151. [Google Scholar] [CrossRef]
- Belben, F. Failure investigations of helicopter tail rotor gearbox casings at agustawestland limited. In Handbook of Materials Failure Analysis With Case Studies from the Aerospace and Automotive Industries; Elsevier: Boston, UK, 2016; pp. 117–140. [Google Scholar]
- Krstic, B.; Rasuo, B.; Trifkovic, D.; Radisavljevic, I.; Rajic, Z.; Dinulovic, M. Failure analysis of an aircraft engine cylinder head. Eng. Fail. Anal. 2013, 32, 1–15. [Google Scholar] [CrossRef]
- Krstic, B.; Rasuo, B.; Trifkovic, D.; Radisavljevic, I.; Rajic, Z.; Dinulovic, M. An investigation of the repetitive failure in an aircraft engine cylinder head. Eng. Fail. Anal. 2013, 34, 335–349. [Google Scholar] [CrossRef]
- Li, B.; Shen, Y.; Hu, W. Casting defects induced fatigue damage in aircraft frames of ZL205A aluminum alloy–A failure analysis. Mater. Des. 2011, 32, 2570–2582. [Google Scholar] [CrossRef]
- Li, B.; Hu, W. Failure analysis of an aluminum alloy material framework component induced by casting defects. IOP Conf. Ser. Mater. Sci. Eng. 2017, 231, 012097. [Google Scholar] [CrossRef]



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Campbell, J.; Tiryakioğlu, M. Fatigue Failure in Engineered Components and How It Can Be Eliminated: Case Studies on the Influence of Bifilms. Metals 2022, 12, 1320. https://doi.org/10.3390/met12081320
Campbell J, Tiryakioğlu M. Fatigue Failure in Engineered Components and How It Can Be Eliminated: Case Studies on the Influence of Bifilms. Metals. 2022; 12(8):1320. https://doi.org/10.3390/met12081320
Chicago/Turabian StyleCampbell, John, and Murat Tiryakioğlu. 2022. "Fatigue Failure in Engineered Components and How It Can Be Eliminated: Case Studies on the Influence of Bifilms" Metals 12, no. 8: 1320. https://doi.org/10.3390/met12081320
APA StyleCampbell, J., & Tiryakioğlu, M. (2022). Fatigue Failure in Engineered Components and How It Can Be Eliminated: Case Studies on the Influence of Bifilms. Metals, 12(8), 1320. https://doi.org/10.3390/met12081320