
Influence of Powder Characteristics on the Microstructure and Mechanical Behaviour of GH4099 Superalloy Fabricated by Electron Beam Melting


Abstract
:1. Introduction
2. Experiment
2.1. GH4099 Powders
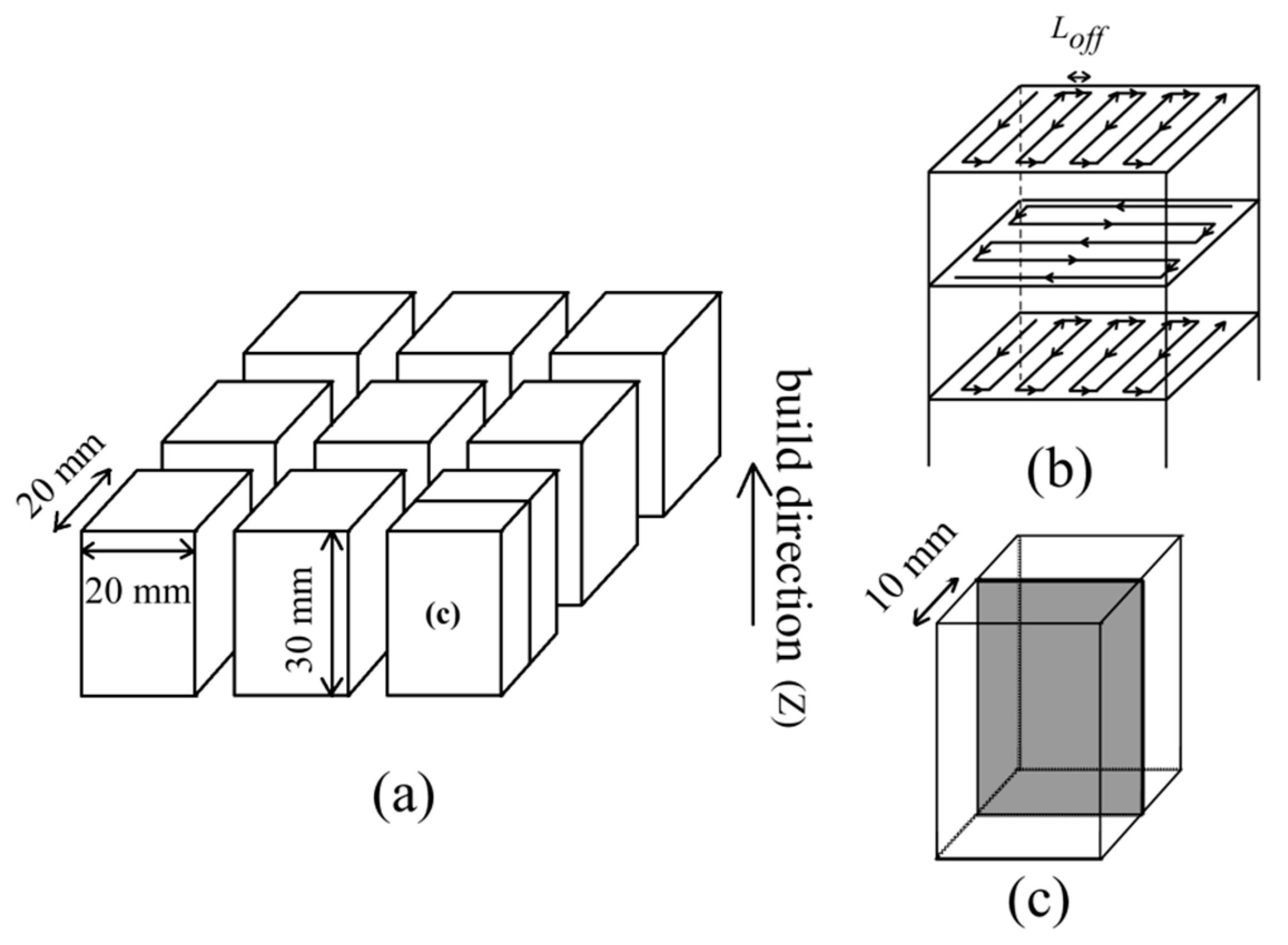
2.2. EBM Sample Fabrication
2.3. Microstructural Characterisation
2.4. Post-Processing
2.5. Mechanical Property Characterization
3. Results
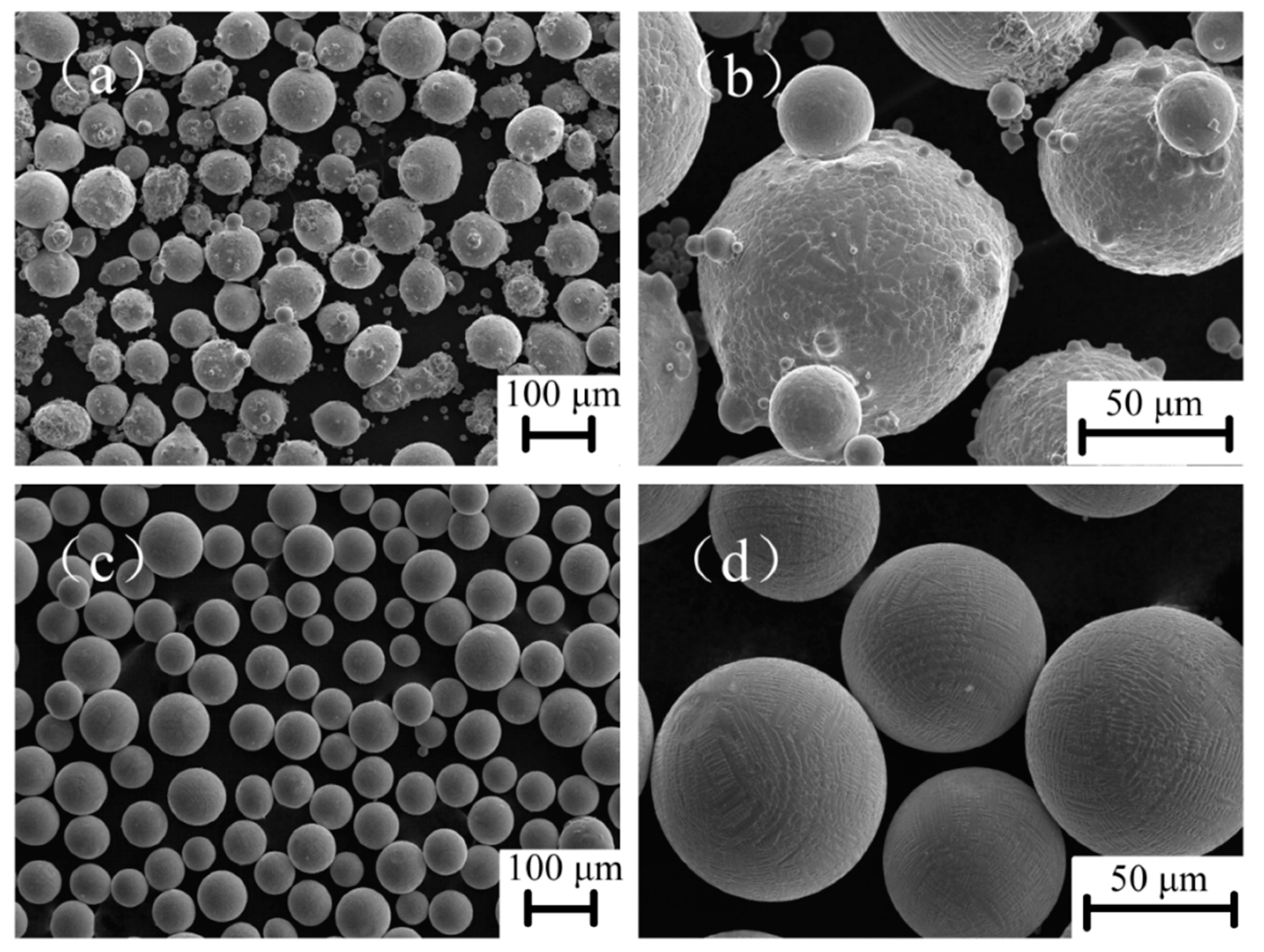
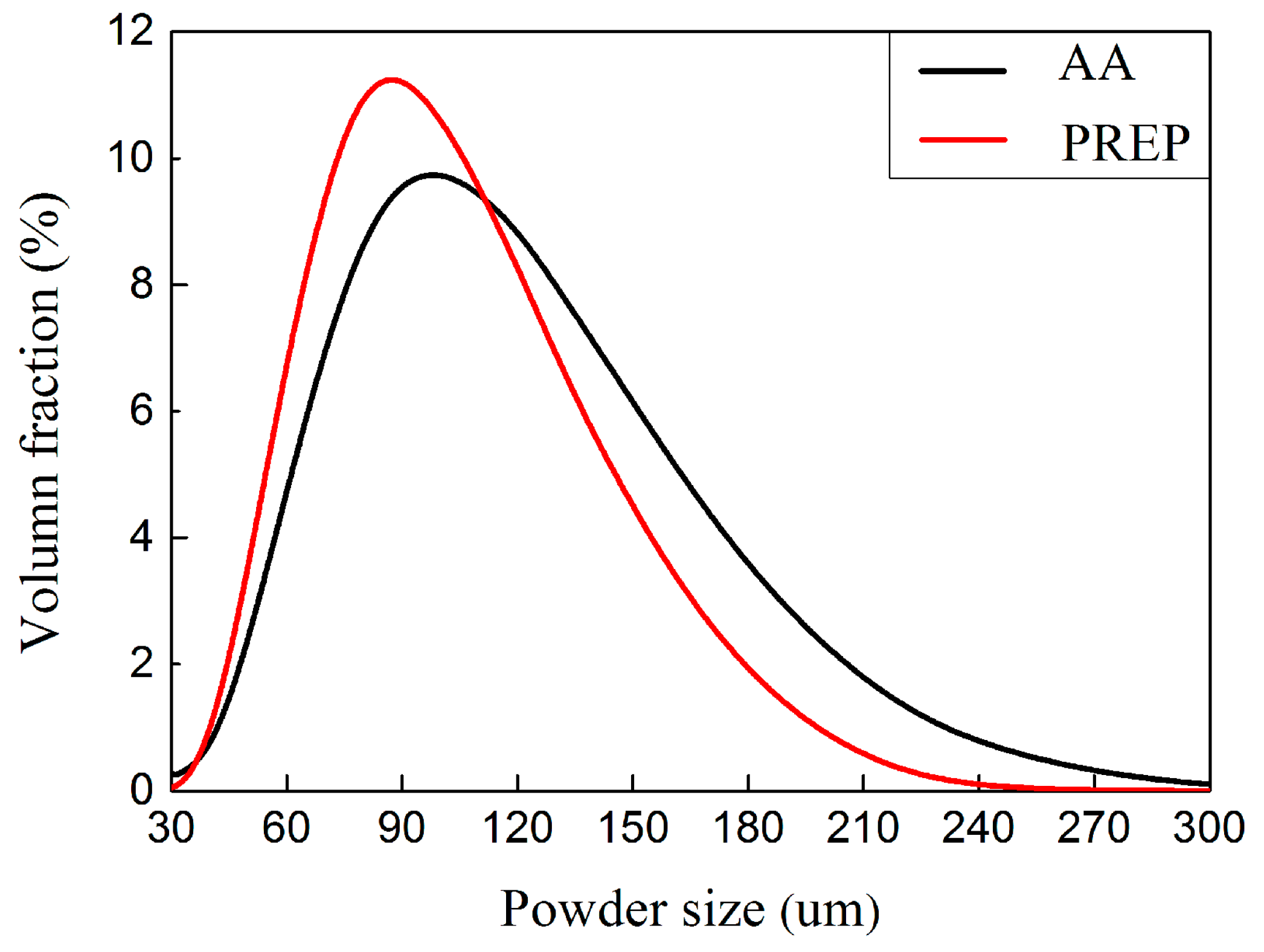
3.1. Characteristics of Starting Powders for EBM Process
3.2. Process Window
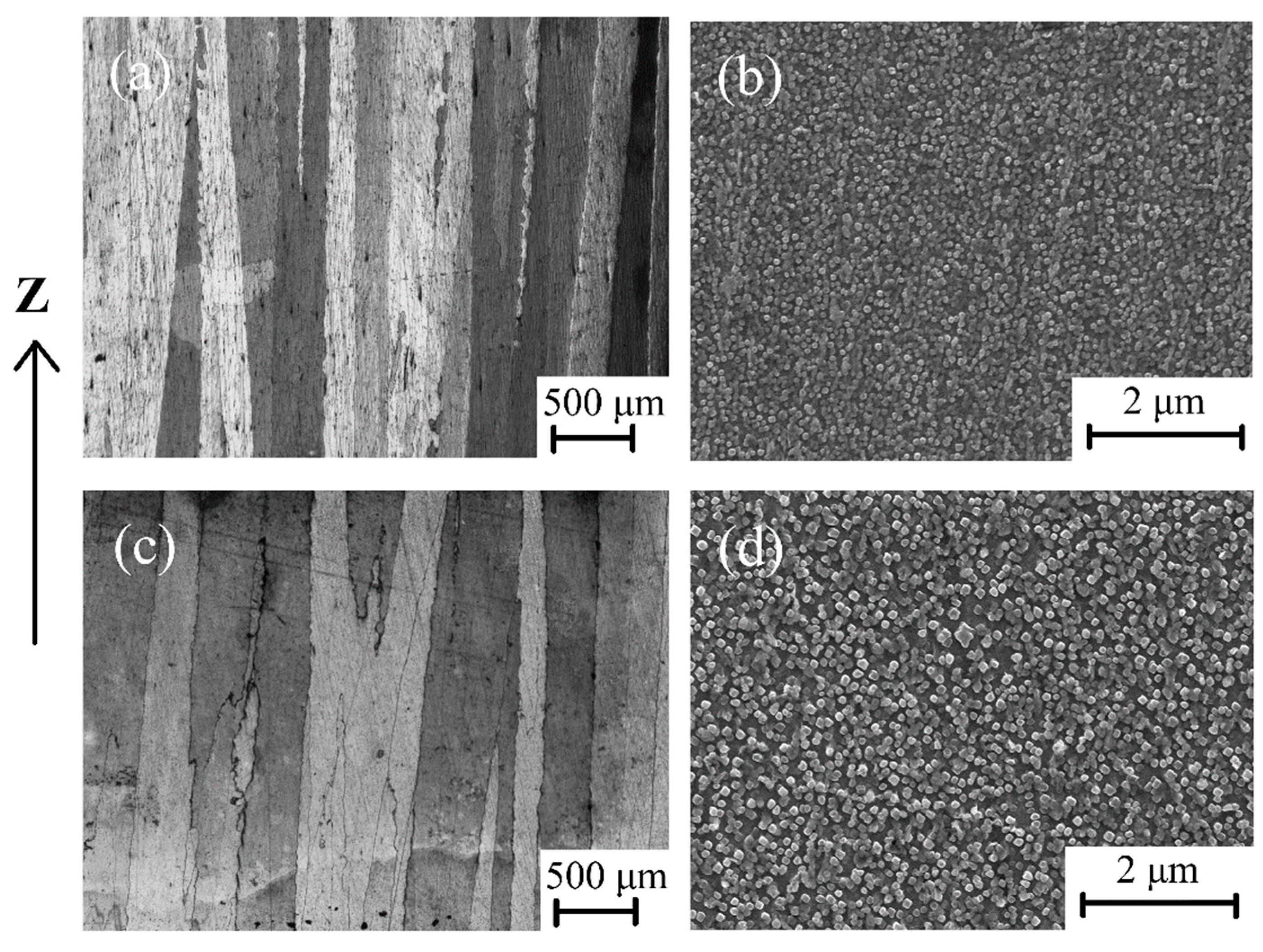
3.3. Microstructural Characterization
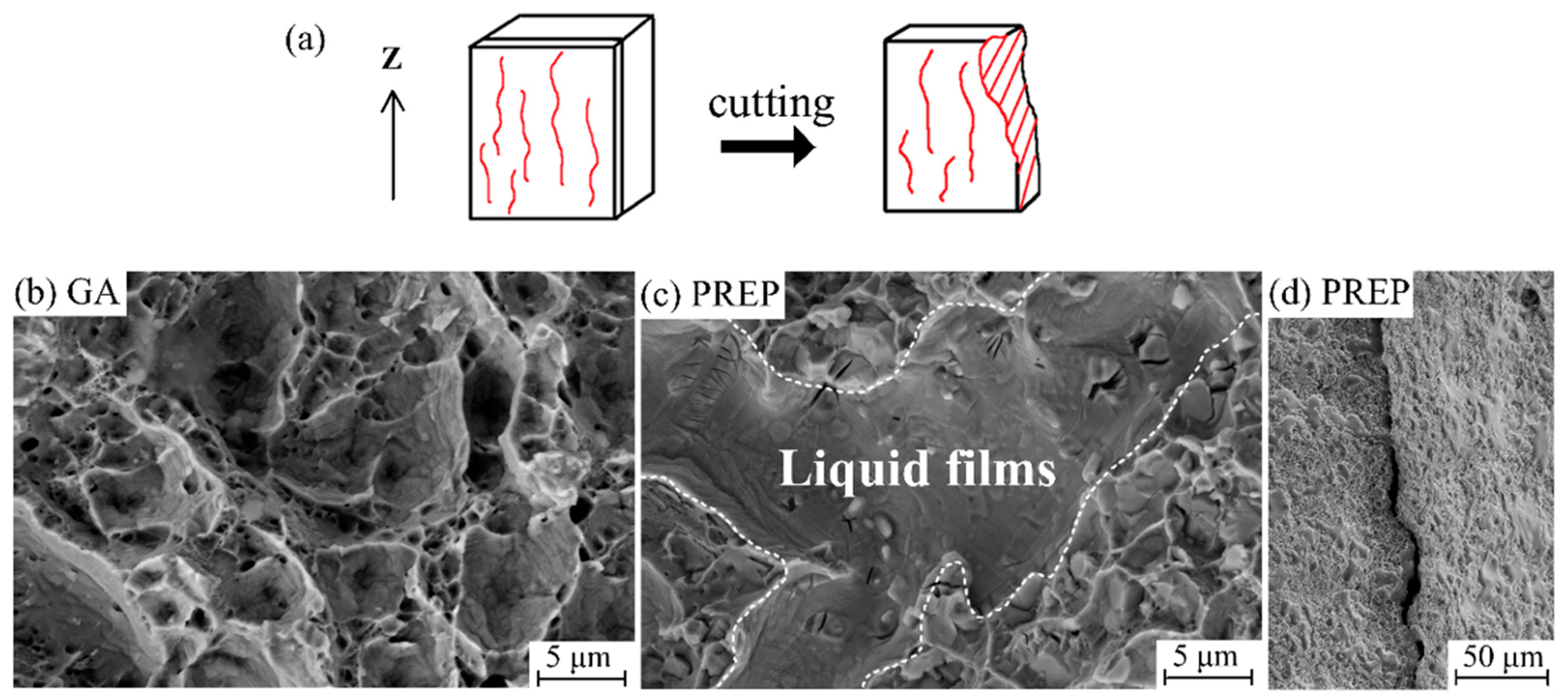
3.4. Cracking in as-EBM GH4099 Superalloy
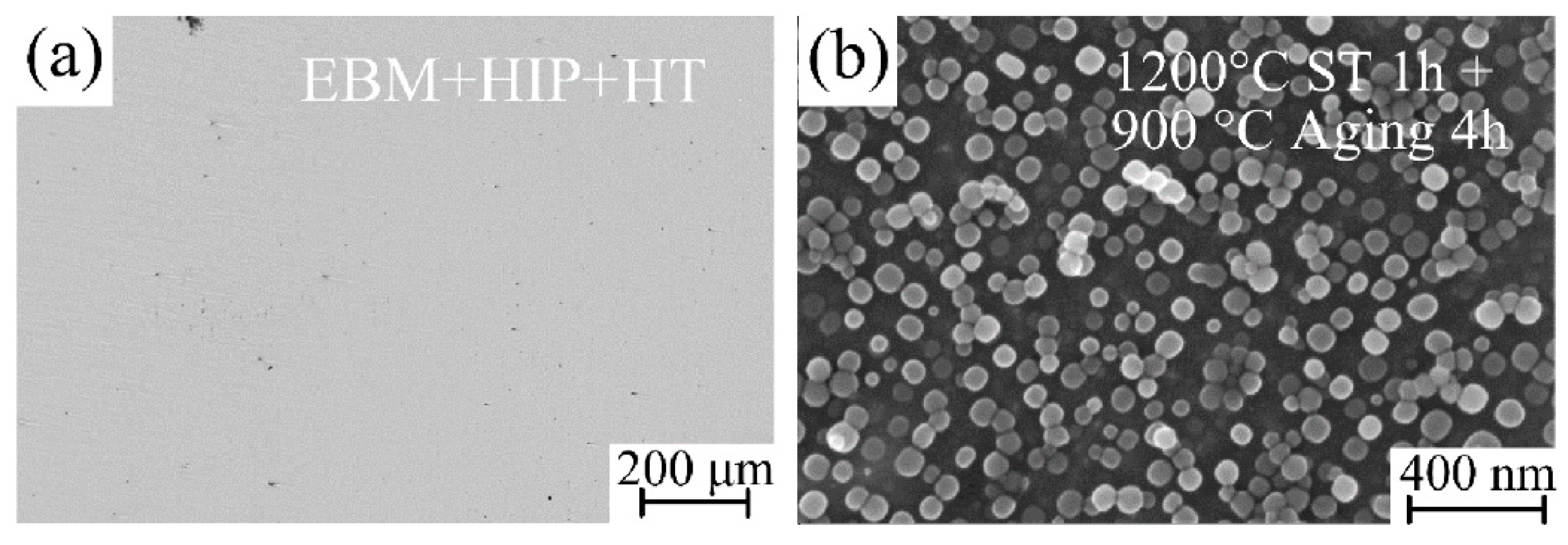
3.5. Crack Healing and Microstructural Evolution
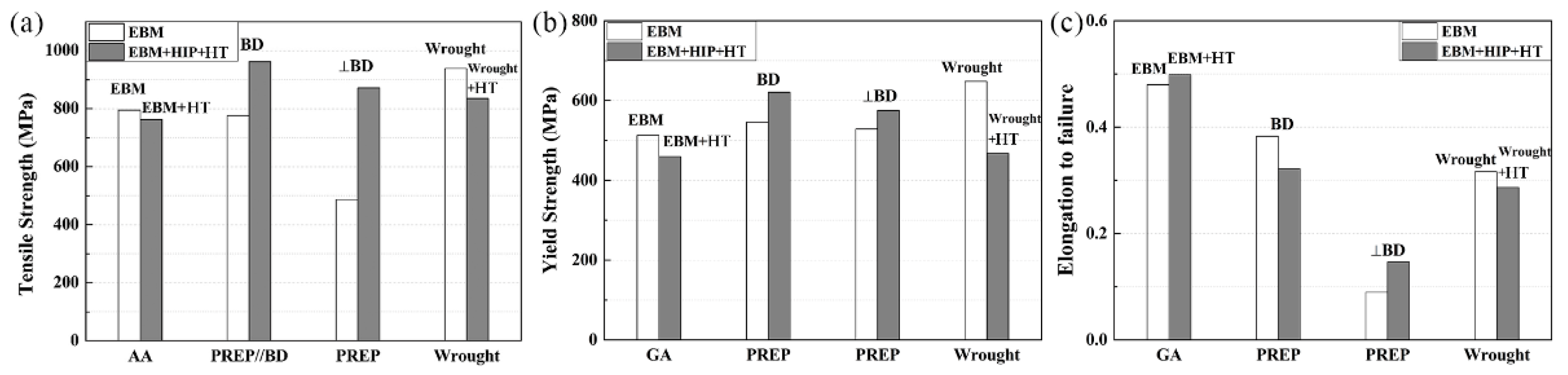
3.6. Mechanical Properties
4. Discussion
4.1. Crack Mechanism
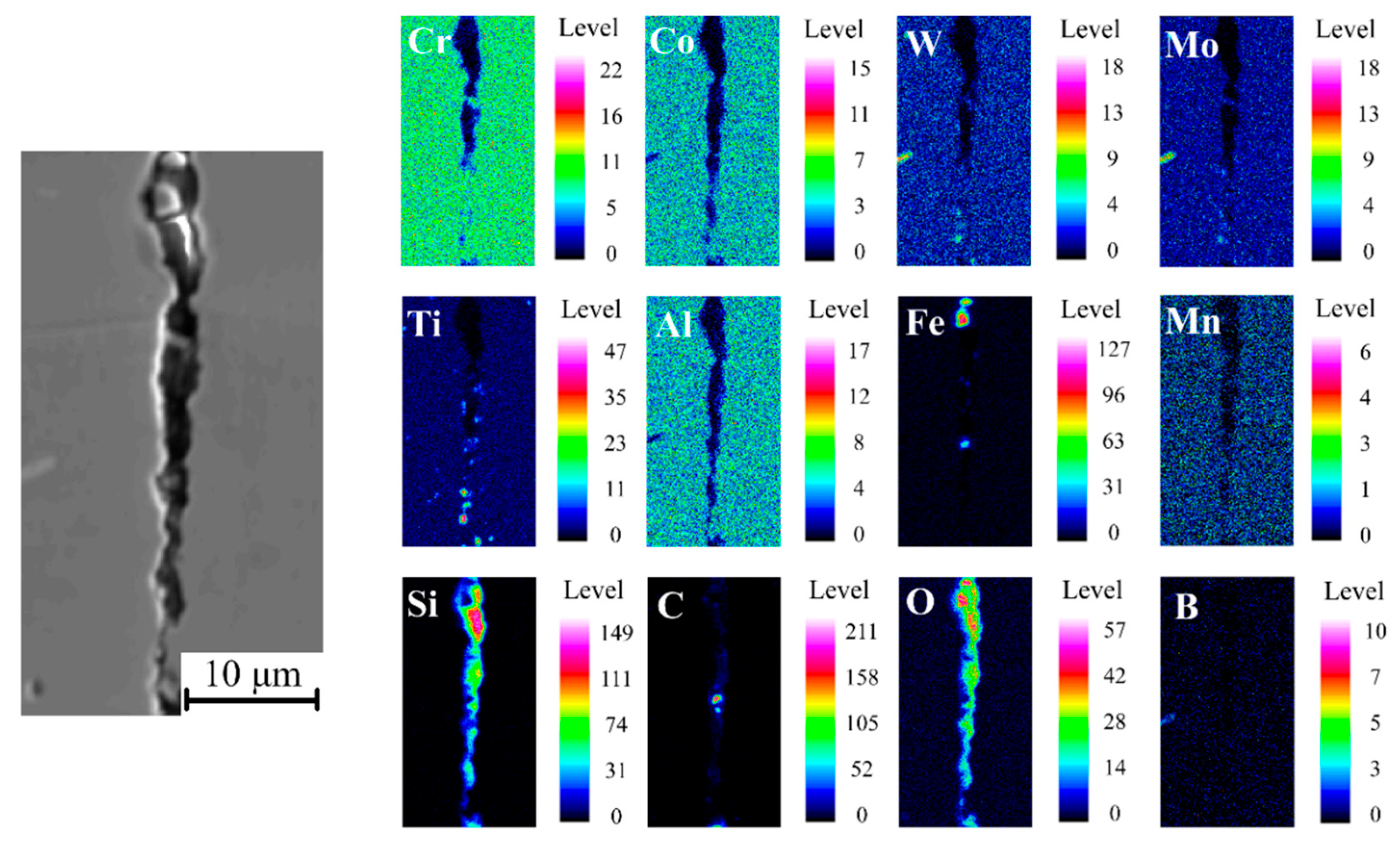
4.2. Effect of Si Segregation on Cracking Behaviours
5. Conclusions
- (1)
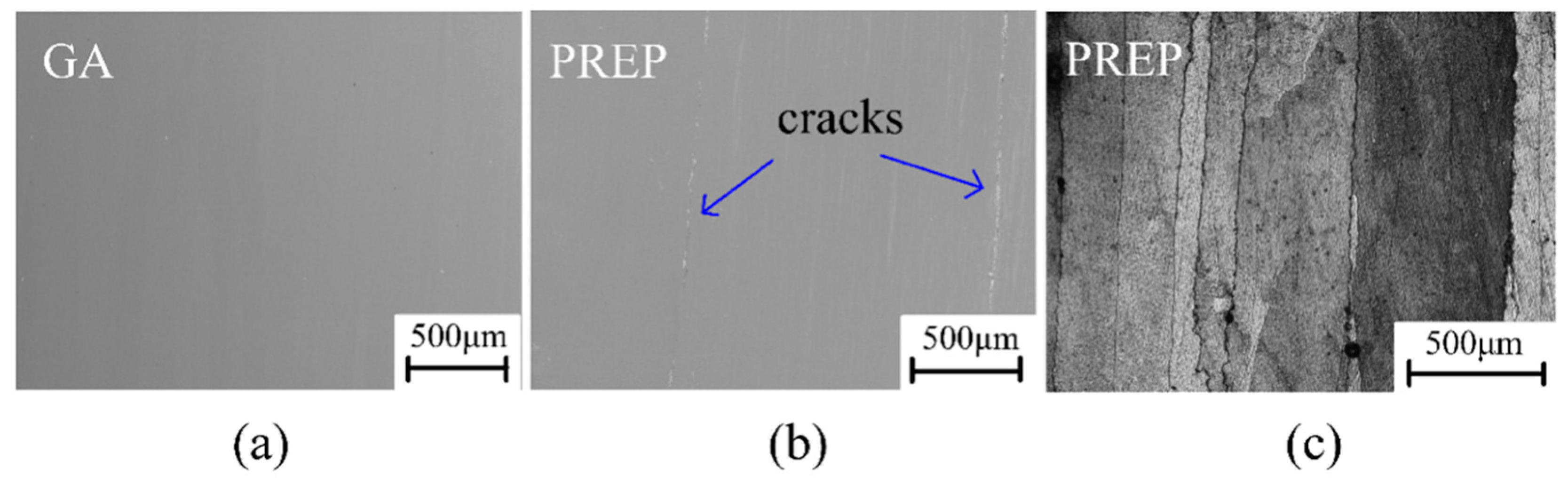
- Dense and crack-free samples were built at 1253 K for the GA powder. By contrast, cracks were observed in the PREP sample built at 1373 K. For both cases, fine spherical γ′ phase precipitated uniformly with a volume fraction of ~20%.
- (2)
- Local enrichment of minor element Si was responsible for the cracking behavior of the PREP sample.
- (3)
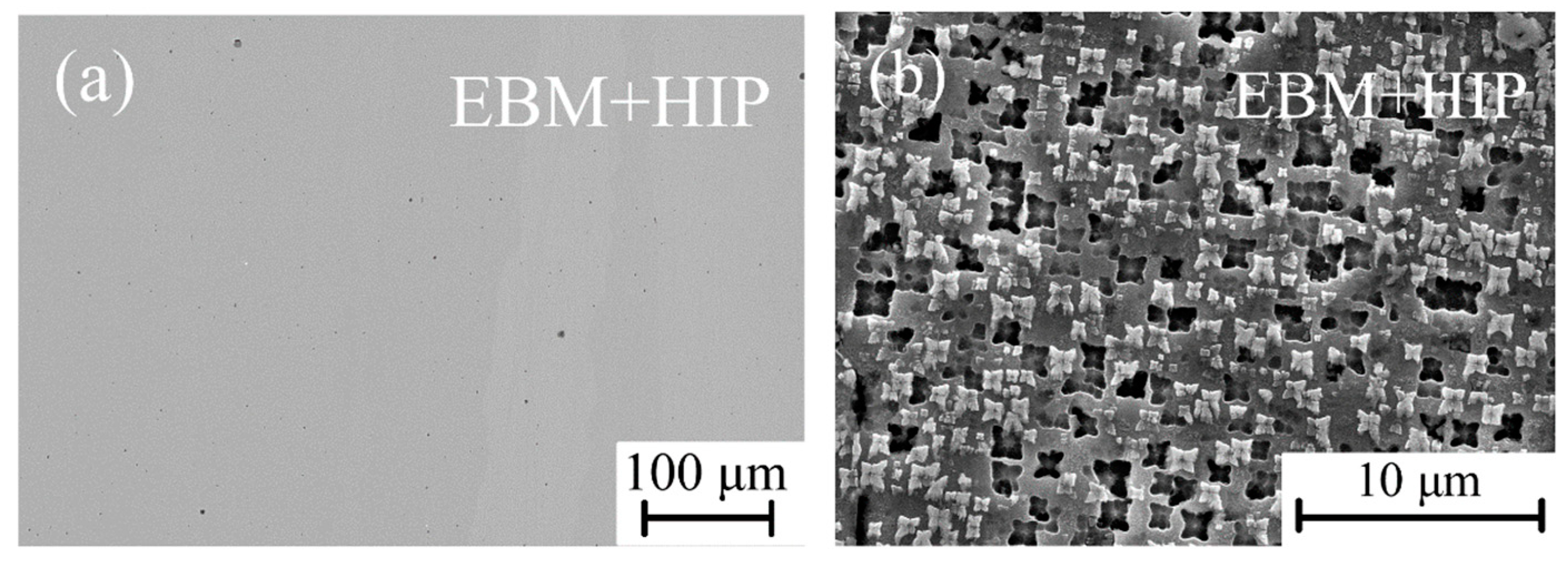
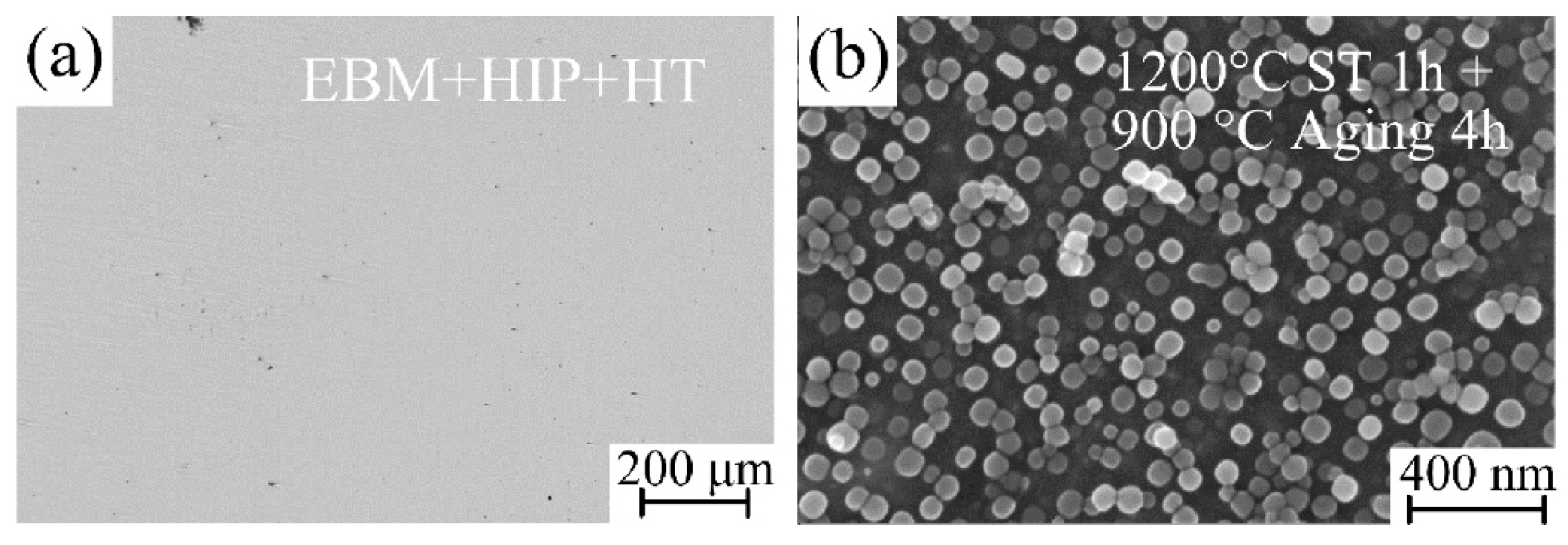
- The cracks were successfully healed by HIP and heat treatment.
- (4)
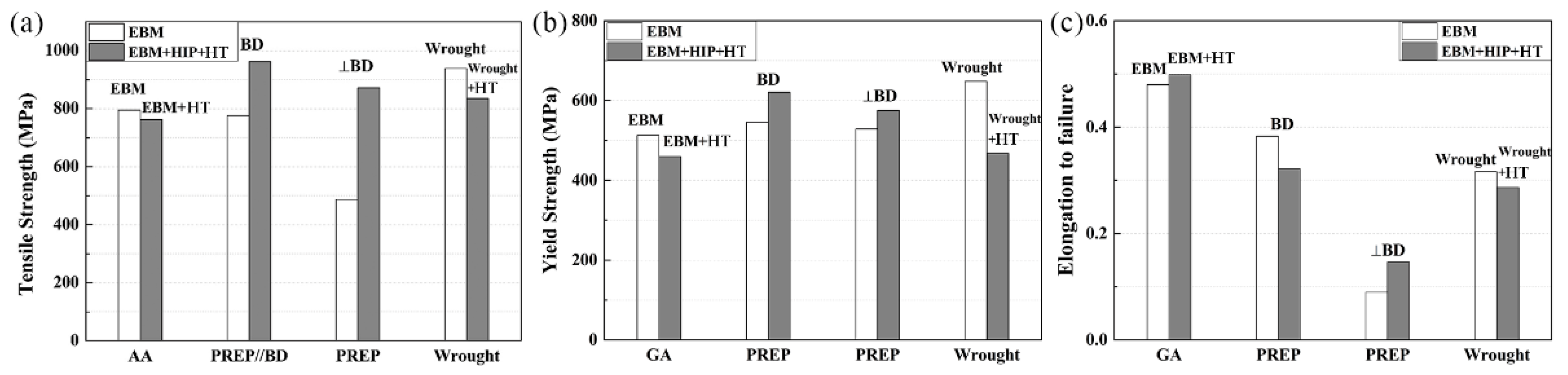
- Tensile properties of the GA and PREP samples in the build direction are comparable to a wrought superalloy. However, the healed cracks remain weak in the horizontal direction.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Altiparmak, S.C.; Xiao, B.W. A market assessment of additive manufacturing potential for the aerospace industry. J. Manuf. Process. 2021, 68, 728–738. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal additive manufacturing in aerospace: A review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Yusuf, S.M.; Cutler, S.; Gao, N. Review: The Impact of Metal Additive Manufacturing on the Aerospace Industry. Metals 2019, 9, 1286. [Google Scholar] [CrossRef] [Green Version]
- Linares, J.-M.; Chaves-Jacob, J.; Lopez, Q.; Sprauel, J.-M. Fatigue life optimization for 17-4Ph steel produced by selective laser melting. Rapid Prototyp. J. 2022, 28, 1182–1192. [Google Scholar] [CrossRef]
- Yao, J.; Ding, R.C.; Li, K.L.; Du, B.R.; Zhao, L.; Yuan, Y.X. Study on the impact behavior of arch micro-strut (ARCH) lattice structure by selective laser melting (SLM). Rapid Prototyp. J. 2022, 28, 1541–1557. [Google Scholar] [CrossRef]
- Panahizadeh, V.; Ghasemi, A.H.; Asl, Y.D.; Davoudi, M. Optimization of LB-PBF process parameters to achieve best relative density and surface roughness for Ti6Al4V samples: Using NSGA-II algorithm. Rapid Prototyp. J. 2022. [Google Scholar] [CrossRef]
- Gaur, B.; Soman, D.; Ghyar, R.; Bhallamudi, R. Ti6Al4V scaffolds fabricated by laser powder bed fusion with hybrid volumetric energy density. Rapid Prototyp. J. 2022. [Google Scholar] [CrossRef]
- Reed, R.C. The Superalloys: Fundamentals and Applications; Cambridge University Press: Cambridge, UK; New York, NY, USA, 2006. [Google Scholar]
- Murray, S.P.; Pusch, K.M.; Polonsky, A.T.; Torbet, C.J.; Seward, G.G.E.; Zhou, N.; Forsik, S.A.J.; Nandwana, P.; Kirka, M.M.; Dehoff, R.R.; et al. A defect-resistant Co-Ni superalloy for 3D printing. Nat. Commun. 2020, 11, 1–11. [Google Scholar] [CrossRef]
- Sotov, A.V.; Agapovichev, A.V.; Smelov, V.G.; Kokareva, V.V.; Dmitrieva, M.O.; Melnikov, A.A.; Golanov, S.P.; Anurov, Y.M. Investigation of the IN-738 superalloy microstructure and mechanical properties for the manufacturing of gas turbine engine nozzle guide vane by selective laser melting. Int. J. Adv. Manuf. Technol. 2020, 107, 2525–2535. [Google Scholar] [CrossRef]
- Kontis, P.; Chauvet, E.; Peng, Z.; He, J.; da Silva, A.K.; Raabe, D.; Tassin, C.; Blandin, J.-J.; Abed, S.; Dendievel, R.; et al. Atomic-scale grain boundary engineering to overcome hot-cracking in additively-manufactured superalloys. Acta Mater. 2019, 177, 209–221. [Google Scholar] [CrossRef] [Green Version]
- Yao, Y.; Xing, C.; Peng, H.; Guo, H.; Chen, B. Solidification microstructure and tensile deformation mechanisms of selective electron beam melted Ni3Al-based alloy at room and elevated temperatures. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2021, 802, 140629. [Google Scholar] [CrossRef]
- Peng, H.; Shi, Y.; Gong, S.; Guo, H.; Chen, B. Microstructure, mechanical properties and cracking behaviour in gamma’-precipitation strengthened nickel-base superalloy fabricated by electron beam melting. Mater. Des. 2018, 159, 155–169. [Google Scholar] [CrossRef]
- Ramsperger, M.; Singer, R.F.; Korner, C. Microstructure of the Nickel-Base Superalloy CMSX-4 Fabricated by Selective Electron Beam Melting. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci. 2016, 47, 1469–1480. [Google Scholar] [CrossRef] [Green Version]
- Chauvet, E.; Tassin, C.; Blandin, J.-J.; Dendievel, R.; Martin, G. Producing Ni-base superalloys single crystal by selective electron beam melting. Scr. Mater. 2018, 152, 15–19. [Google Scholar] [CrossRef]
- Fernandez-Zelaia, P.; Kirka, M.M.; Rossy, A.M.; Lee, Y.; Dryepondt, S.N. Nickel-based superalloy single crystals fabricated via electron beam melting. Acta Mater. 2021, 216, 117133. [Google Scholar] [CrossRef]
- Kuo, Y.L.; Kamigaichi, A.; Kakehi, K. Characterization of Ni-Based Superalloy Built by Selective Laser Melting and Electron Beam Melting. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci. 2018, 49, 3831–3837. [Google Scholar] [CrossRef]
- Gaumann, M.; Henry, S.; Cleton, F.; Wagniere, J.D.; Kurz, W. Epitaxial laser metal forming: Analysis of microstructure formation. Mater. Sci. Eng. A 1999, 271, 232–241. [Google Scholar] [CrossRef]
- Acharya, R.; Bansal, R.; Gambone, J.J.; Das, S. A Coupled Thermal, Fluid Flow, and Solidification Model for the Processing of Single-Crystal Alloy CMSX-4 Through Scanning Laser Epitaxy for Turbine Engine Hot-Section Component Repair (Part I). Metall. Mater. Trans. B-Process Metall. Mater. Process. Sci. 2014, 45, 2247–2261. [Google Scholar] [CrossRef]
- Basak, A.; Acharya, R.; Das, S. Additive Manufacturing of Single-Crystal Superalloy CMSX-4 Through Scanning Laser Epitaxy: Computational Modeling, Experimental Process Development, and Process Parameter Optimization. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci. 2016, 47, 3845–3859. [Google Scholar] [CrossRef]
- Basak, A.; Das, S. Additive Manufacturing of Nickel-Base Superalloy Rene N5 through Scanning Laser Epitaxy (SLE)—Material Processing, Microstructures, and Microhardness Properties. Adv. Eng. Mater. 2017, 19, 1600690. [Google Scholar] [CrossRef]
- Kirka, M.M.; Unocic, K.A.; Raghavan, N.; Medina, F.; Dehoff, R.R.; Babu, S.S. Microstructure Development in Electron Beam-Melted Inconel 718 and Associated Tensile Properties. JOM 2016, 68, 1012–1020. [Google Scholar] [CrossRef]
- Korner, C.; Ramsperger, M.; Meid, C.; Burger, D.; Wollgramm, P.; Bartsch, M.; Eggeler, G. Microstructure and Mechanical Properties of CMSX-4 Single Crystals Prepared by Additive Manufacturing. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci. 2018, 49, 3781–3792. [Google Scholar] [CrossRef] [Green Version]
- DuPont, J.N.; Lippold, J.C.; Kiser, S.D. Welding Metallurgy and Weldability of Nickel-Base Alloys; John Wiley & Sons: Hoboken, NJ, USA, 2009. [Google Scholar]
- Burger, D.; Parsa, A.B.; Ramsperger, M.; Korner, C.; Eggeler, G. Creep properties of single crystal Ni-base superalloys (SX): A comparison between conventionally cast and additive manufactured CMSX-4 materials. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2019, 762, 138098. [Google Scholar] [CrossRef]
- Wollgramm, P.; Burger, D.; Parsa, A.B.; Neuking, K.; Eggeler, G. The effect of stress, temperature and loading direction on the creep behaviour of Ni-base single crystal superalloy miniature tensile specimens. Mater. High Temp. 2016, 33, 346–360. [Google Scholar] [CrossRef]
- Chauvet, E.; Kontis, P.; Jaegle, E.A.; Gault, B.; Raabe, D.; Tassin, C.; Blandin, J.-J.; Dendievel, R.; Vayre, B.; Abed, S.; et al. Hot cracking mechanism affecting a non-weldable Ni-based superalloy produced by selective electron Beam Melting. Acta Mater. 2018, 142, 82–94. [Google Scholar] [CrossRef]
- Unocic, K.A.; Kirka, M.M.; Cakmak, E.; Greeley, D.; Okello, A.O.; Dryepondt, S. Evaluation of additive electron beam melting of haynes 282 alloy. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2020, 772, 138607. [Google Scholar] [CrossRef]
- Zhong, C.L.; Chen, J.; Linnenbrink, S.; Gasser, A.; Sui, S.; Poprawe, R. A comparative study of Inconel 718 formed by High Deposition Rate Laser Metal Deposition with GA powder and PREP powder. Mater. Des. 2016, 107, 386–392. [Google Scholar] [CrossRef]
- Ding, P.P.; Mao, A.Q.; Zhang, X.; Jin, X.; Wang, B.; Liu, M.; Gu, X.L. Preparation, characterization and properties of multicomponent A1CoCrFeNi(2.1) powder by gas atomization method. J. Alloys Compd. 2017, 721, 609–614. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, J.Y.; Wang, B.; Yao, C.G. Comparative study of IN600 superalloy produced by two powder metallurgy technologies: Argon Atomizing and Plasma Rotating Electrode Process. Vacuum 2018, 156, 302–309. [Google Scholar] [CrossRef]
- Pleass, C.; Jothi, S. Influence of powder characteristics and additive manufacturing process parameters on the microstructure and mechanical behaviour of Inconel 625 fabricated by Selective Laser Melting. Addit. Manuf. 2018, 24, 419–431. [Google Scholar] [CrossRef]
- Nguyen, Q.B.; Nai, M.L.S.; Zhu, Z.G.; Sun, C.N.; Wei, J.; Zhou, W. Characteristics of Inconel Powders for Powder-Bed Additive Manufacturing. Engineering 2017, 3, 695–700. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Helmer, H.E.; Korner, C.; Singer, R.F. Additive manufacturing of nickel-based superalloy Inconel 718 by selective electron beam melting: Processing window and microstructure. J. Mater. Res. 2014, 29, 1987–1996. [Google Scholar] [CrossRef]
- Lopez-Galilea, I.; Ruttert, B.; He, J.Y.; Hammerschmidt, T.; Drautz, R.; Gault, B.; Theisen, W. Additive manufacturing of CMSX-4 Ni-base superalloy by selective laser melting: Influence of processing parameters and heat treatment. Addit. Manuf. 2019, 30, 100874. [Google Scholar] [CrossRef]
- Kirka, M.M.; Medina, F.; Dehoff, R.; Okello, A. Mechanical behavior of post-processed Inconel 718 manufactured through the electron beam melting process. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2017, 680, 338–346. [Google Scholar] [CrossRef] [Green Version]
- Harrison, N.J.; Todd, I.; Mumtaz, K. Reduction of micro-cracking in nickel superalloys processed by Selective Laser Melting: A fundamental alloy design approach. Acta Mater. 2015, 94, 59–68. [Google Scholar] [CrossRef] [Green Version]
- Cha, P.R.; Yeon, D.H.; Chung, S.H. Phase-field study for the splitting mechanism of coherent misfitting precipitates in anisotropic elastic media. Scr. Mater. 2005, 52, 1241–1245. [Google Scholar] [CrossRef] [Green Version]
- Yoo, Y.S. Morphological instability of spherical gamma‘ precipitates in a nickel base superalloy. Scr. Mater. 2005, 53, 81–85. [Google Scholar] [CrossRef]
- Richards, N.L.; Chaturvedi, M.C. Effect of minor elements on weldability of nickel base superalloys. Int. Mater. Rev. 2000, 45, 109–129. [Google Scholar] [CrossRef]
- Balachandramurthi, A.R.; Moverare, J.; Mahade, S.; Pederson, R. Additive Manufacturing of Alloy 718 via Electron Beam Melting: Effect of Post-Treatment on the Microstructure and the Mechanical Properties. Materials 2019, 12, 68. [Google Scholar] [CrossRef] [Green Version]
- Dye, D.; Hunziker, O.; Reed, R.C. Numerical analysis of the weldability of superalloys. Acta Mater. 2001, 49, 683–697. [Google Scholar] [CrossRef]
- Carter, L.N.; Attallah, M.M.; Reed, R.C. Laser Powder Bed Fabrication of Nickel-Base Superalloys: Influence of Parameters; Characterisation, Quantification and Mitigation of Cracking. In Proceedings of the 12th International Symposium on Superalloys, Seven Springs, PA, USA, 9–13 September 2012; pp. 577–586. [Google Scholar]
- Li, Y.; Chen, K.; Tamura, N. Mechanism of heat affected zone cracking in Ni-based superalloy DZ125L fabricated by laser 3D printing technique. Mater. Des. 2018, 150, 171–181. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Singer, R.F. Hot tearing of nickel-based superalloys during directional solidification. Acta Mater. 2002, 50, 1869–1879. [Google Scholar] [CrossRef]
- Rappaz, M.; Drezet, J.; Gremaud, M. A New Hot-Tearing Criterion. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci. 1999, 30, 449–455. [Google Scholar] [CrossRef]
- Cloots, M.; Uggowitzer, P.J.; Wegener, K. Investigations on the microstructure and crack formation of IN738LC samples processed by selective laser melting using Gaussian and doughnut profiles. Mater. Des. 2016, 89, 770–784. [Google Scholar] [CrossRef]
- Zhao, X.M.; Lin, X.; Chen, J.; Xue, L.; Huang, W.D. The effect of hot isostatic pressing on crack healing, microstructure, mechanical properties of Rene88DT superalloy prepared by laser solid forming. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2009, 504, 129–134. [Google Scholar] [CrossRef]
- Engeli, R.; Etter, T.; Geiger, F.; Stankowski, A.; Wegener, K. Effect of Si on the SLM processability of IN738LC. In International Solid Freeform Fabrication Symposium; The University of Texas: Austin, TX, USA, 2015; pp. 823–831. [Google Scholar]
- Holt, R.T.; Wallace, W. Impurities and Trace Elements in Nickel-Base Superalloys. Int. Met. Rev. 1976, 21, 1–24. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder Type | Element Content, wt.% | |||||||
|---|---|---|---|---|---|---|---|---|
| Cr | Co | W | Mo | Ti | Al | Fe | Mn | |
| Argon Gas Atomized (GA) | 18.21 | 6.44 | 5.88 | 4.00 | 1.29 | 2.03 | <0.1 | <0.005 |
| Si | C | N | O | Ni | ||||
| 0.025 | <0.1 | 0.005 | 0.008 | Bal. | ||||
| Plasma Rotating Electrode Process (PREP) | Cr | Co | W | Mo | Ti | Al | Fe | Mn |
| 18.65 | 5.91 | 5.91 | 3.89 | 1.29 | 2.26 | 0.54 | 0.24 | |
| Si | C | N | O | Ni | ||||
| 0.285 | <0.1 | 0.003 | 0.008 | Bal. | ||||
| Element | Ni | Mo | Fe | Cr | W | Al | Ti |
|---|---|---|---|---|---|---|---|
| Content | Bal. | 3.50–5.00 | ≤3.00 | 17.50–19.50 | 5.50–7.00 | 2.50–3.00 | 1.00–1.50 |
| Element | Co | Si | B | Mn | Cu | Ce | S/P |
| Content | 5.00–8.00 | ≤0.30 | ≤0.005 | ≤0.30 | ≤0.070 | ≤0.020 | ≤0.015 |
| Powder | SSA (m−2/kg) | Flowability (s) | Packing Density (g/cm3) | D10 (μm) | D50 (μm) | D90 (μm) |
|---|---|---|---|---|---|---|
| GA | 32.91 | 16.4 | 4.53 | 49.68 | 92.57 | 155.0 |
| PREP | 28.36 | 15.4 | 4.89 | 52.74 | 84.00 | 133.8 |
| GA Powder | PREP Powder | ||||||
|---|---|---|---|---|---|---|---|
| I (mA) | v (mm/s) | Loff (mm) | EA (J/mm2) | I (mA) | v (mm/s) | Loff (mm) | EA (J/mm2) |
| 5 | 333 | 0.3 | 3.00 | 5 | 3250 | 0.1 | 0.92 |
| 5 | 500 | 0.2 | 3.00 | 5 | 4250 | 0.1 | 0.71 |
| 5 | 833 | 0.3 | 1.20 | 5 | 3750 | 0.1 | 0.80 |
| 5 | 1000 | 0.1 | 3.00 | 10 | 417 | 0.3 | 4.80 |
| 5 | 1666 | 0.15 | 1.20 | 10 | 625 | 0.2 | 4.80 |
| 5 | 3000 | 0.1 | 1.00 | 10 | 833 | 0.3 | 2.40 |
| 5 | 4500 | 0.1 | 0.67 | 10 | 1250 | 0.1 | 4.80 |
| 10 | 833 | 0.3 | 2.40 | 10 | 1250 | 0.2 | 2.40 |
| 10 | 1250 | 0.2 | 2.40 | 10 | 1250 | 0.3 | 1.60 |
| 10 | 1250 | 0.3 | 1.60 | 10 | 1875 | 0.2 | 1.60 |
| 10 | 2000 | 0.1 | 3.00 | 10 | 2250 | 0.1 | 2.67 |
| 10 | 2500 | 0.1 | 2.40 | 10 | 2500 | 0.1 | 2.40 |
| 10 | 3000 | 0.1 | 2.00 | 10 | 3750 | 0.1 | 1.60 |
| 10 | 3500 | 0.1 | 1.71 | 10 | 4500 | 0.1 | 1.33 |
| 10 | 4000 | 0.1 | 1.50 | 10 | 6500 | 0.1 | 0.92 |
| 10 | 4500 | 0.1 | 1.33 | 10 | 8500 | 0.1 | 0.71 |
| 10 | 5000 | 0.1 | 1.20 | 10 | 9750 | 0.1 | 0.62 |
| 10 | 5500 | 0.1 | 1.09 | 10 | 10,500 | 0.1 | 0.57 |
| 10 | 6000 | 0.1 | 1.00 | 10 | 12,500 | 0.1 | 0.48 |
| 10 | 6500 | 0.1 | 0.92 | 10 | 14,500 | 0.1 | 0.41 |
| 15 | 1875 | 0.2 | 2.40 | 10 | 16,500 | 0.1 | 0.36 |
| 15 | 1500 | 0.1 | 6.00 | 10 | 18,500 | 0.1 | 0.32 |
| 15 | 2000 | 0.1 | 4.50 | 15 | 6750 | 0.1 | 1.33 |
| 15 | 2500 | 0.1 | 3.60 | 15 | 9750 | 0.1 | 0.92 |
| 15 | 3000 | 0.1 | 3.00 | 15 | 12,750 | 0.1 | 0.71 |
| 15 | 7500 | 0.1 | 1.20 | 15 | 2500 | 0.1 | 3.60 |
| 15 | 9000 | 0.1 | 1.00 | ||||
| 15 | 9000 | 0.1 | 1.00 | ||||
| Sample | I (mA) | V (mm/s) | Loff (mm) | Grain Width (μm) | γ′ Volume Fraction (%) |
|---|---|---|---|---|---|
| GA-EBM | 5 | 3000 | 0.1 | 195.16 ± 18.46 | 17.14 ± 0.92 |
| PREP-EBM | 10 | 1250 | 0.2 | 206.47 ± 28.74 | 16.10 ± 0.48 |
| PREP-EBM+HIP | - | - | - | 70.74 ± 7.70 | - |
| PREP-EBM+HIP+HT | - | - | - | 69.37 ± 6.32 | 19.30 ± 1.06 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, S.; Tao, S.; Peng, H. Influence of Powder Characteristics on the Microstructure and Mechanical Behaviour of GH4099 Superalloy Fabricated by Electron Beam Melting. Metals 2022, 12, 1301. https://doi.org/10.3390/met12081301
Wang S, Tao S, Peng H. Influence of Powder Characteristics on the Microstructure and Mechanical Behaviour of GH4099 Superalloy Fabricated by Electron Beam Melting. Metals. 2022; 12(8):1301. https://doi.org/10.3390/met12081301
Chicago/Turabian StyleWang, Shixing, Shen Tao, and Hui Peng. 2022. "Influence of Powder Characteristics on the Microstructure and Mechanical Behaviour of GH4099 Superalloy Fabricated by Electron Beam Melting" Metals 12, no. 8: 1301. https://doi.org/10.3390/met12081301
APA StyleWang, S., Tao, S., & Peng, H. (2022). Influence of Powder Characteristics on the Microstructure and Mechanical Behaviour of GH4099 Superalloy Fabricated by Electron Beam Melting. Metals, 12(8), 1301. https://doi.org/10.3390/met12081301